基于汽车零件的修复技术研究
修复技术-常规钢板车门的修复

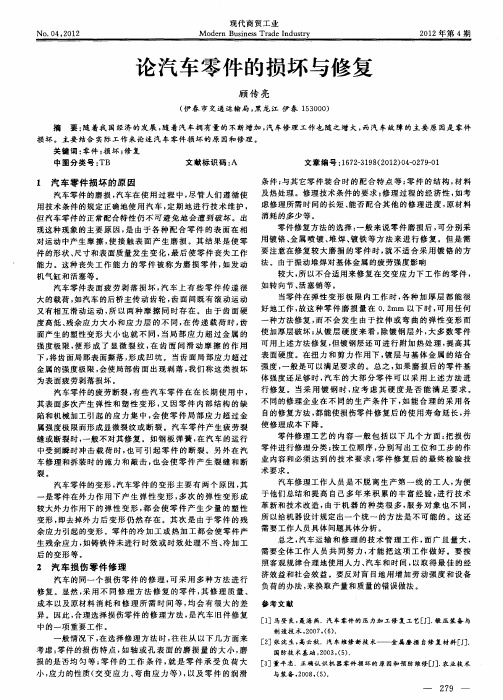
汽车车门的修复技术研究现状汽车碰撞后的车门修复[1, 2]1.汽车碰撞后的车门修复汽车碰撞造成汽车车门的损坏,汽车车门是车身的重要部件,所以对其的修复就十分重要了.汽车车门的构造按其功能来分,如图1 所示。
汽车车门是通过铰链安装在车身上的,所以车门的修复必须首先对汽车车身进行检测和修复。
●连接部件:14—车门铰链、13-车门开度限位器;●使用功能部件:1-三角窗、4—车门玻璃、6-车门插销、7-门锁外手柄、8—门锁、10—固定拉手、11—门锁内手柄、12-玻璃升降器手柄;●装饰部件:2—门内板、3—门外板、9—车门内护板;●密封部件:5—密封条。
图1. 汽车车门的构造图.一.车身侧面修复.汽车的车门铰链安装在汽车车身的侧车身上,侧车身将前车身、车顶板连接起来形成乘坐室。
侧车身构件作为车门的支架,为保证驾驶室整体结构具有足够的强度和刚度,增加了纵横方向的加强板件,形成一个坚固的箱形结构。
汽车车门就是箱形结构的“盖",汽车车门使用时要频繁的开闭,而且对汽车箱体结构的密封、降低噪声都非常重要,因此,其修复的技术要求是很高的。
1.碰撞方向对车门的损伤。
汽车碰撞一般有正面、侧面、后面(追尾)3 个方向,由于汽车车身设计时要考虑乘员的安全,通常在车身结构方面都进行了精心设计.汽车的车身碰撞受力的大小、方向是碰撞损伤的重要因素,结合车身结构进行分析,从而对碰撞损伤部位和损伤程度得出正确的结论,是碰撞修复的重要前提。
汽车的正面碰撞如图2所示,图中的红色箭头表示正面碰撞的传力途径和碰撞力的分散状况。
从图2可以分析得到从正面碰撞以后,车门受碰撞力的影响较小。
通常可以修复的车身损伤,只会影响到侧车身的前门柱; 可以通过对前车身的基准检测点进行测量,就可以确定修复方案。
而后面(追尾)的碰撞对车门影响通常也不大。
侧面碰撞如图3所示,图中的红色箭头表示侧面碰撞的传力途径和受力状况。
从图3 可以得出侧面碰撞以后,对车身的侧面和车门的损伤都是十分严重的(图4)。
汽车车身修复技术 车身及板件操作的维修
典型轿车车身及板件损伤的维修
车身维修作业技术
一、车身钣金件的换新与切换
汽车车身是由各钣金件通过铆接、螺栓连接、焊接等方法组成的一个 整体。
1、切割部位的选择: (1)切割部位尽可能选择在构件与构件之间的结合处。 (2)对全承载式轿车而言,切割部位须避开车身设置的挤压区(如发 动机舱、行李舱等)、悬架安装位置、尺寸参照基准孔、发动机和传动安 装位置等。 (3)切割部位避开构件加强板的支撑点,如加强腹板、加强盘等。 (4)切割部位避开应力集中部位,并使构件切换后不造成新的附加内 应力,如切割线不能选在两构件垂直交接处等。 (5)切割部位应兼顾到切换作业的难易程度,如是否便于切割,需拆 装的相关零件多少与难易程度等。
(2)门中立柱的替换作业:
◆采用带嵌入板对接(如图 5-7a)
①制作一个槽形嵌入板。 ③钻直径为8mm塞孔,装入嵌 入板,检测尺寸参数及替换件配 合情况。 ④对嵌入板及立柱内侧重叠 部分边缘进行塞焊。
◆采用偏置式对接(如图5-7b) ①在D形环固定点上方切割外 侧板,但不能切到内侧板; ②切割替换件,使替换件的 内侧板与门中立柱重叠 50mm~100mm;
1、收缩整形:
为了使变形的部件恢复到原来的形状,需想办法使伸展的部分收缩,收缩 整形工艺过程如下:
(1)利用焊炬火焰将伸张中心加热至缨红色,但注意不要将板料熔化 或烧穿。
(2)加热后急速敲击红晕区域的四周,并逐渐向加热点的中心收缩, 迫使金属组织收缩。
(3)如果只收缩一处不能达到整形的目的,可采用同样的方法多点收 缩,并伴随每次加热收缩,都进行敲平校正。
(4)轻度伸张时,加热后可不需敲击,只用棉纱蘸凉水冷却,或者由 其自然冷却。
2020/3/22
汽车维修技术-3章汽车零件的修复方法

3.1.2 镶套修复法
1、镶套修复法
ቤተ መጻሕፍቲ ባይዱ
朱明工作室
zhubob@
汽车零件在使用中,有些只是局部磨损或损伤, 汽车零件在使用中,有些只是局部磨损或损伤,当其结构和强度允 许时, 将其磨损部位通过机械加工缩小( 轴类零件) 或扩大( 孔类零件) 许时 , 将其磨损部位通过机械加工缩小 ( 轴类零件 ) 或扩大 ( 孔类零件 ) 至—定的尺寸,然后用过盈配合的方法镶—个套。使零件恢复基本尺 定的尺寸,然后用过盈配合的方法镶—个套。 寸的修理工艺,称镶套修复法。 寸的修理工艺,称镶套修复法。 镶套修复法的优点是:能恢复较多的牵磨损层, 镶套修复法的优点是:能恢复较多的牵磨损层,便于零件恢复到基 本尺寸,也可以修复基础件的局部磨损, 本尺寸,也可以修复基础件的局部磨损,延长基础件的使用寿命;工 艺简单,操作和加工简便,不需要大型设备, 艺简单,操作和加工简便,不需要大型设备,质量容易得到保证;另 外,镶套修复一般在常温下进行,零件不易变形,不改变零件的热处 镶套修复一般在常温下进行,零件不易变形, 理状态。 理状态。 零件镶套修复法是汽车的零件修理必不可少的方法,如气缸套、 零件镶套修复法是汽车的零件修理必不可少的方法,如气缸套、气 门导管、气门座圈、飞轮齿圈及各种衬套的修复,都采用镶套修复法。 门导管、气门座圈、飞轮齿圈及各种衬套的修复,都采用镶套修复法。
授人以鱼不如授人以渔
3.1.1 修理尺寸法
1、修理尺寸法
朱明工作室
zhubob@
在零件结构、强度和强化层允许的条件下,将配合副 中主要件的磨损部位经过机械加工至规定的尺寸,恢复其 正确的几何形状和精度,然后更换相应的配合件,得到尺 寸改变而配合性质不变的修理方法,称为修理尺寸法。 使用修理尺寸法修后零件的尺寸不再是零件的原基本 尺寸,而是形成了一个对于孔是增大了的,对于轴是缩小 了的新基本尺寸。 经修理后,虽然获得一个新修理尺寸,但其配合性质、 经修理后,虽然获得一个新修理尺寸,但其配合性质、 形位公差、表面粗糙度、 形位公差、表面粗糙度、表面机械性能和热处理状态等都 没有改变。 没有改变。
汽车零部件再制造中的修复技术

性能 高 ,通过选择 不同的修复材料 可满足 不同性能零件 的技术要求 , ; 即可以把 不同性能 的材料 修复到同
一
套完整 的体 系和规模 。
础组成 的奥宇可鑫机械零 件特种修 复技术 ,是表面工程维修 领域 新兴 的一项复 合修理技术 。与 传统 技术 相 比 ,具 有 常 温 修 复 、结 合 强 度 高 、修复精 度高 、修复位 置准 确灵 活 、修复量可控精确等特点 。
图7 用逆变脉冲电刷镀技术 对发动机轴头的修复
图2
维普资讯
ml 用逆变脉冲电刷镀技术对液日 l 内壁拉划 磨损的修复
2表面工程技术对发动机磨 . 损零部件的修复
图3 ~图8 为几种修复技 术的具 体应用 。
11  ̄ 2用复合技术修复特种 1 车轴承外套磨损
11 用复合技术对汽车内  ̄5 1 板 拉延模具修复
图6 用胶接与粘涂技术对 齿轮内孔修复
图1 用逆变脉冲电刷镀技术对挖掘 0 机进行现场不解体修复
W eb nf I o
:  ̄ 2o oo t- o 8 i1
;. 黼L修 粤 关嘲霰 瑚 董 守 骞 -
!!!。 !:竺 ! 。 二
发动机再制造是再 制造工程研
究与产业化发展最早的领域,在国
际上已经有5 多年 的历史 ,从技术 0
2实用性 .
( )适 用性广 修补 处 力学 1
标 准、生产工艺 、加 工设备 、配件
供 应至 销售和售后服 务 已经形成一
以 常温 冷熔 、逆 变脉 冲 电刷 镀 、胶 接与粘涂三项核心 技术为基
硬点。
件表面处理的大批量需求。汽车在
行驶 中产生 的磨 损使重要零部件报
3汽车维修工程-第三章汽车零件修复方法
(2)焊条电弧焊工艺 1)对于较大的零件应进行预热和焊后保温,以减小 焊接应力和防止裂纹的产生。
2)当母材的材质较差时, 为了防止焊接时裂纹延伸和 提高焊补强度,在裂纹两侧 钻止裂孔。止裂孔的直径根 据板厚来确定,一般为 3~5mm。对于裂纹较深的 工件,为了保证焊条金属与 基体金属很好的结合,增加 焊补强度,在工件裂纹处开 坡口,可以全部和部分地除 去裂纹,其坡口的形状如图 3-6所示。
令r= 2(ρδ+ C) ,n为修理尺寸的序级号(n=1,2,3,
4,…,n),则各级修理尺寸为
drl=dm-r dr2=dm-2r ……
Dr1=Dm+r Dr2 =Dm+2r
……
drn=dm-nr
Drn=Dm +nr.
式中r——修理间隔的级差值,各级级差不尽相同,但以
0.25mm为最多,为便于配件供应通常使修理尺寸标准
形状复杂的易损部位,有些在结构上已预先镶 有附加零件(如气缸套、气门座圈、气门导管和座圈 等),这样在修理时只需更换附加零件,因而可简化 修理作业,保证修理质量。
3.零件的局部更换修理法 具有多个工作面的汽车零件,由于各工作表面在
使用中磨损不一致,当某些部位损坏时,其他部位尚 可使用,为防止浪费,可采用局部更换法。
4.喷咀 5.火焰 6.涂层
图6-8 埋弧自动堆焊工作原理 1.工件 2.焊丝导管 3.焊剂斗 4.焊丝 5.送丝轮 6.送丝盘 7.电源 8.电感器 9.焊剂盘 10.除渣刀
五、其他修复法 (一)喷涂
金属喷涂是用高速气流将被热源熔化的金属(丝 材、棒材或粉未)雾化成细小的金属颗粒,以很高的 速度喷敷到已准备好的零件表面上。
4.转向和翻转修理法 转向和翻转修理法是将零件的磨损或损坏部分
汽车模具快速修复技术研究_阮景奎
模具制造技术汽车模具快速修复技术研究阮景奎1,2,柯映林2,范树迁2(1.湖北汽车工业学院,湖北十堰442002; 2.浙江大学,杭州310027)摘要:针对汽车模具的快速修复,提出了基于反求工程技术和有限元分析的技术方案,以反求工程CAD 软件RE_SOFT为基础,实现了磨损模具的特征提取和缺陷特征的模型修复,采用有限元分析技术,进一步修正反求工程CAD模型,获得了完整的模具CAD模型,为最终以数控加工技术实现模具的快速修复打下了基础。
关键词:汽车模具;快速修复;反求工程;R E_SOF T;有限元中图分类号:TP319文献标识码:B文章编号:1001-2168(2005)10-0049-04Stud y of Q uick Renovate Technolo gy for Automobile DiesRUA N Jing_kui1,2,KE Ying_lin2,FAN Shu_qian2(1.Hub ei Automotive Industries Institute,Shi y an,Hubei442002,Ch ina;2.Zhe j ian g Universit y,Han g zhou,Zhe j ian g310027,Ch ina)Abstract:In view of the qu ick renovate o f automobile d ies,a technical proposal based on reverse derivation en g ineerin g technolo gy and finite element anal y sis w as p ut forward.On the basis of RE_SOFT,a kind of CAD software for reverse d erivation en g ineerin g,the feature extraction from wearing die and th e model renovate for d efect feat ure was realized.Wit h the adoption of finit e e-l ement analysis tech nolo gy,th e reverse d erivation engineering CAD model was further revised an d the inte g ral CAD model was obtained.This will la y the fo undat ion for the q uick renovat e o f die th rou g h NC machining technology.Keywords:au tomobile d ies;quick renovate;revers e derivation en gineering;RE_SOFT;finit e element1引言汽车模具,尤其是大型覆盖件模具是汽车生产的关键性工艺装备,由于其结构尺寸大,模具型面形状复杂,尺寸精度和表面质量要求高,使得模具制造周期长,成本高,而一旦磨损或损坏,将造成极大的损失,因此其修复技术日益受到重视。
第三章 汽车零件的修复方法

四、压延法
1.压延法定义 在压力挤压下使零件非工作面的金属移向工作面,以补充工 作面金属的磨损,称压延法。 2.步骤 (1)压延时 (2)压延后
五、滚花法
滚花法是用带齿纹的滚花刀或其他工具在工件磨损的表面上 进行挤压使之产生沟纹与凸峰,而增大磨损的外形尺寸,此 法多为冷滚压。
上一页 下一页 返回
第三章 汽车零件的修复方法
第一节 第二节 第三节 第四节 第五节
机械加工修复法 压力加工修复法 电火花加工修复法 电镀修复法 刷镀修复法
下一页 返回
第三章 汽车零件的修复方法
第六节 第七节 第八节 第九节 第十节
焊接修复法 金属喷涂修复法 等离子喷涂修复法 黏接修复法 零件修复方法的选择
上一页 下一页 返回
第六节 焊接修复法
2.氧乙炔气焊设备 (1)氧气瓶 (2)减压器 (3)乙炔发生器 (4)回火防止器 (5)焊炬 (6)橡皮气管
上一页 下一页 返回
第六节 焊接修复法
3.氧乙炔气焊基本操作 (1)点火、调节和灭火 (2)焊嘴和焊条角度 (3)焊接速度 (4)送焊条方法 (5)焊条成分与直径 4.氧乙炔气焊应注意的安全事项
上一页 下一页 返回
第一节 机械加工修复法
二、附加零件法
1.附加零件法基本概念 附加零件法(镶套法)是将零件的磨损部位首先加工到适当 尺寸,然后加装衬套,再用机械加工恢复到标准尺寸(或修理 尺寸),对于磨损较大或用完最后一级修理尺寸的零件,只要 零件的强度允许,都可选用此法修复。如镶配气门座圈、汽 油机的气缸套筒和磨损的轴颈及损坏的螺孔等,图3-1和图 3-2分别为轴颈和螺孔的镶套方法。
汽车零件生产中的故障诊断与维修技术
汽车零件生产中的故障诊断与维修技术汽车零件生产是一个复杂而精细的过程,而在这个过程中,故障的出现是不可避免的。
故障的出现不仅会影响制造流程,还可能导致产品质量下降和经济损失。
因此,故障诊断与维修技术在汽车零件生产中显得尤为重要。
本文将探讨汽车零件生产中常见的故障诊断与维修技术,并提出一些解决方法。
一、故障诊断技术1. 人工检测人工检测是最直观且常用的故障诊断技术之一。
通过人工观察和排查,可以初步判断出可能存在的故障点。
然而,在大规模的生产线上,人工检测效率低下且易出错。
2. 仪器检测仪器检测是一种更加准确和高效的故障诊断技术。
通过使用各种仪器设备,如传感器、示波器等,可以对零件进行测量和分析,从而准确地确定故障点。
然而,仪器检测设备成本较高,需要专业技术人员进行操作。
3. 数据分析数据分析是新兴的故障诊断技术。
通过对大量生产数据进行统计和分析,可以识别出潜在的故障模式,并提前采取预防措施。
数据分析需要建立完善的数据库和高效的数据处理算法,因此对技术要求较高。
二、故障维修技术1. 零件更换在汽车零件生产中,一旦发现故障,最常见的解决方法是更换故障零件。
更换零件可以迅速恢复生产,但需要确保新零件的质量和适配性,否则可能引发新的故障。
2. 维修修复有些故障可以通过维修修复而不必更换零件。
例如,使用焊接技术进行修复、调节零件间的位置等。
维修修复可以节约成本,但需要技术人员具备一定的维修知识和技能。
3. 故障分析与改进在故障发生后,进行故障分析是非常重要的。
通过分析故障原因,找出问题的根源,并进行相应的改进措施,可以预防类似故障的再次发生。
三、问题解决方法1. 建立完善的故障诊断体系在汽车零件生产中,建立一个完善的故障诊断体系是关键。
该体系应包括人工检测、仪器检测和数据分析等多种技术手段,以确保及时准确地发现和诊断故障。
2. 提高技术人员的技能水平技术人员是故障诊断与维修的关键。
提高技术人员的技能水平,使其熟练掌握各种仪器设备的操作和数据分析技术,能够快速准确地判断故障并进行维修。
汽车零部件再制造技术工艺
汽车零部件再制造技术工艺【汽车零部件再制造技术工艺】一、引言其实啊,汽车对于咱们现代人来说,那可真是太重要啦,简直就是出行的好伙伴。
但是你知道吗,汽车零部件也有“第二次生命”,这就要归功于神奇的汽车零部件再制造技术工艺。
今天咱们就来好好聊聊这个有趣又实用的话题。
二、汽车零部件再制造技术工艺的历史1. 起源与早期发展其实啊,汽车零部件再制造可不是最近才有的新鲜事儿。
早在几十年前,一些聪明的人就开始琢磨怎么让旧的汽车零部件重新焕发生机了。
说白了就是,为了节约成本,同时也为了环保,就有人尝试着把那些用旧了但还有利用价值的零部件进行修复和改造。
比如说,在二战后的一些国家,资源短缺,人们为了能让汽车继续跑起来,就开始对一些磨损的零部件进行简单的加工和处理,这就算是汽车零部件再制造的雏形啦。
2. 技术进步与现代发展随着时间的推移,科技不断进步,汽车零部件再制造技术也越来越牛了。
不再是简单的修修补补,而是运用了各种先进的技术和工艺。
比如,现在有了高精度的检测设备,可以更准确地判断零部件的损伤程度;还有专业的修复材料和工艺,能让零部件的性能恢复甚至超过原来的水平。
三、汽车零部件再制造技术工艺的制作过程1. 回收与筛选首先得把那些废旧的汽车零部件给收回来。
这可不是随便什么零部件都要的,得经过一番筛选。
就像咱们买菜挑挑拣拣一样,得选出那些还有再制造价值的零部件。
比如说,一些磨损不严重、结构没有严重损坏的零部件才有机会进入下一轮。
2. 拆解与清洗把选好的零部件拆解开来,每个小零件都要单独处理。
然后就是彻底的清洗,把上面的油污、灰尘啥的都洗掉,让它们露出“真面目”。
这一步就好比给脏孩子洗澡,得洗得干干净净的。
3. 检测与评估洗完澡就得做个体检啦!用各种高科技的检测设备,对零部件进行仔细的检查,看看哪里有问题,问题有多严重。
这可关系到后面怎么修复和改造。
4. 修复与加工根据检测的结果,对零部件进行修复和加工。
比如说,磨损的地方进行补焊、打磨;损坏的零件进行更换。
(下)浅谈汽车零件的修复方式
② 无 机 粘 接 剂 : 机 粘 接 剂 , 多 以磷 无
深 的 硬 化 层 。喷 丸 适 合 于 单 件 小 批 量 生 部 , 用 二 硫 化钼 喷 涂 柴 油 机 轴 瓦 及 活 塞 , 酸 、氢 氧 化铝 、氧 化 铜 按 一 定 比例 调 制 而 产 ,多 用 于 零 件 内 孔 、圆 角 、键 槽 等 部 位
耐 中击 ,韧 ・ 差 。 生 I Y l O厌 氧 胶 是 一 种 专 用 于 密 封 、防 —5
④ 喷 涂 与 喷 焊 : 高速 气 流 将 粉 末 状 用
其 表 层 金 属 的 组 织 结 构 。使 组 织 变 得 致 的 物 质 或 线 材 熔 化 后 吹 成 雾 状 ,喷 射 到 事 漏 、防松 的 粘 接剂 , 可在 2 0 。如 表 1 所 示 ,给 出 了几 种 常 用修 补
要 求 ; 盈 量 过 大 ,表 面 会 产 生 刮 伤 和 拉 过
维普资讯 维 修 车 间
与修 补 工 艺 规范 有 关 ,而 且 也 与零 件 的形 零 件 修 复 方 法 时 , 应 考 虑 以 下 各 项 原 则 ,
状 、刚 性 、表 面 状 态 、工 作 条 件 等 有 密 切 采 用最 佳 修 复 方 案 :
挤 压 过 盈 量 大 小 与 材 料 、孔 径 和 壁 厚 酚 醛 树 脂 有 较 高 的 粘 有 关 。过 盈 量 太 小 ,粗 糙 度 和 精 度 达 不到 接 强度 ,可 以在 2 0 0 ℃ 以 下 长 期 工 作 , 但 不
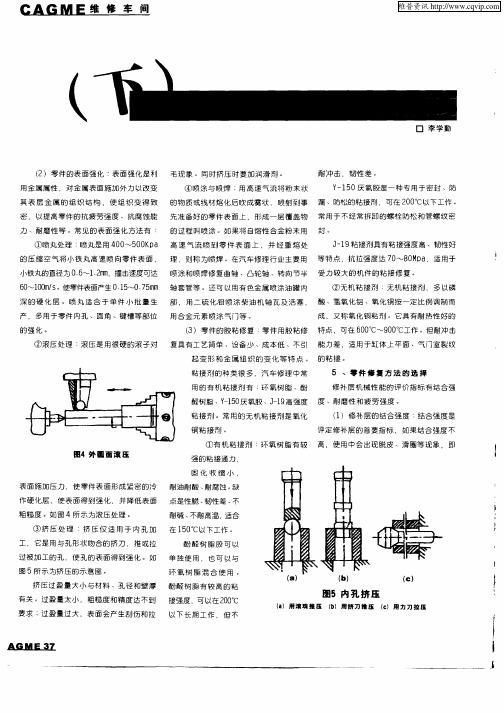
图5 内孔 挤 压
() 用 滚 珠 推 压 a ( ) 用 挤 刀推 压 b ( )用 力 刀 拉 压 c
① 喷 丸 处 理 : 丸 是 用 4 0 5 0 p 高 速 气 流 喷 到 零 件 表 面 上 , 并 经 重 熔 处 喷 0 ̄ 0 Ka
汽车零件的修复方法

汽车零件的修复方法一.机械加工修复法机械加工修复法是通过车,刨,铰,先,镗,磨等机械加工方式,来恢复零件正确的集合形状和配合特性。
1.修理尺寸法修理尺寸法是通过机械加工的方式,除去零件的表层,使零件具有规定的几何形状和新的尺寸。
2.附加零件修理法附加零件修理法是当轴和孔磨损过甚或加工到最后一级修理尺寸后,在零件力学允许的条件下,可以加工至较大尺寸,镶如一个套筒或衬套,并加以固定,然后加工至标准尺寸的方法。
3.局部更换修理法局部更换修理法是修复零件局部磨损过大或局部损坏的方法。
修理时,用机械加工的方法修整损坏的部位,然后用镶焊等方法,恢复其原有的尺寸和性能。
采用此种方法可修复齿轮,花键等。
4.翻转或转向修理法将磨损的零件转一角度或翻面,用未磨损的部位代替磨损的部位,这种方法称为转向和翻转修理法。
二.压力加工修复法镦粗法/冲大法、缩小法、伸长法、压花、校正三.焊接修复法焊接修复法是利用高温将焊补材料及零件局部金属熔化,使金属零件连接起来的过程。
它分为熔焊和钎焊两种。
1.熔焊熔焊是将零件局部加热至熔点,利用分子的内聚力,使金属连接连接起来的过程。
熔焊分为电弧焊和气焊两种。
电弧焊(电焊)工作原理:电焊机的一级通过焊钳与焊条相接。
另一级与焊件相接。
焊接时,现将焊条与焊件瞬时短接,由于接触处通过短接电流,产生很大的电阻热,使接触处的金属温度迅速升高而熔化。
当将电焊条提起瞬间,接触处形成“细颈”通过,使温度进一步升高,并使周围的部分金属蒸气和热空气猛烈受热而电离。
焊条提起2—4mm与焊件分离时,在电压作用下,从负极逸出的电子,在飞向正级的途中也冲击气体分子,使气体更进一步分离,于是带电离子不断增加,电极间气体被击穿,产生很强的光和热。
电弧放电放出的热量将焊件接头的金属加热到熔化状态形成焊缝,并在焊缝表面产生一层渣壳。
主要设备及工具:电焊机.电焊钳.电缆.电焊条.焊芯.药皮电弧焊基本操作:a接头形式:对接,搭接,角接。
汽车车身修复技术课件-项目七 车身结构件的修复与更换
5
结构性板件定位的准确性决定
了所有外形的配合和悬架的准
确
2
不能割断可能降低驾驶舱 安 全性的区域以及降低汽车性能
的区域或影响关键尺寸的地方 4
结构性板件更换后定位的精确
性, 决定了所有外形的配合和
悬架装置的准确性
6
汽车车身修复技术
任务三 前柱和中柱的修复与更换
A立柱的分割与连接
A 立柱是由两层板件或三层板件组成的,在上端或下端或上下两端将他们加固,一般不可能 在中间 加固。因此 A 立柱应在中间附近切割,避免割掉任何加固件。
汽车车身修复技术
车身校正流程
• 车身损伤分析 • 车辆部件的拆除 • 制订修复计划 • 制订拉伸程序 • 车身 (车架) 的定位 • 进行拉伸校正
任务一 车身校正
汽车车身修复技术
拉伸原则与操作方式
遵循两 条基本 规则
任务一 车身校正
先里后外,即最后出现的损伤要最先修
01
复,最先出现的损伤要最后修复。 以碰撞相反的方向来设计拉伸校正的
以前,必须做好 所有的板件校正工作,否则新的板件就无法正确安装
汽车车身修复技术
任务二 前纵梁结构件的修复与更换
前纵梁的校正及拆卸
01 拆 除 旧 的 板 件 。 按 照 所 属 车型车身维修手册确认焊 点位置和焊点数量。使用 气动钻钻除所有焊点。
02 车 身 准 备 。 在 钻 除 焊 点 或 剥离钢板后要对其表面磨 平,注意不要把钢板磨薄
承载式车身的定位
1、至少需要四个固定点 2、在拉伸时,可在车身焊接若 干固定夹具 3、固定前,要仔细观察车辆底 盘部位裙边形状,选用合适夹具
汽车车身修复技术
任务一 车身校正
汽车车身钣金件的修复技巧分析
汽车车身钣金件的修复技巧分析摘要:当前随着汽车产品的不断普及,汽车自身问题逐渐增多,结合时代科技的发展,相关的汽车修复技术也得到了长足的发展。
相关维修人员将研究重点全部放在了技巧方面,通过不断研究,提高汽车车身钣金修复效果,让其不断完善汽车修复工作。
在此类别研究工作中,相关工作人员主要从修复技巧研究工作入手,结合相应的修复技巧着重于汽车车身实际情况,分析出不同车身出现的问题和损伤情况,以此给予具有针对性的解决措施,确保相关修复工作的质量,本文结合了不同的汽车车身钣金修复技巧做出了相应的分析。
关键词:汽车;车身;钣金件;修复引言当前我国经济在不断增长,社会在不断变化,各个行业发展迅速,其中汽车产业得到了大力发展,越来越多的家庭买了汽车,汽车成为人们日常生活中重要的交通工具。
随着汽车的不断入户,汽车维修工作量逐渐增大,此类问题需要得到相关维修人员重视,需要从技术方面进行深入研究。
对于汽车维修工作而言,主要的方向在于汽车车身钣金修复工作。
为此,对汽车车身钣金的修复技巧作出了分析研究,结合汽车不同的损伤对修复金属的应用进行阐述,结合新技术和新方法的使用,确保汽车车身钣金工作质量和效率。
1汽车车身钣金件的修复技巧1.1弯曲修复在汽车受到外力而造成一定弯曲影响后,会使用汽车钣金件的弯曲修复,将挤压受损创面恢复原形,并且减小其影响,确保相关创面能恢复原样并且能继续使用。
在应用此项技术时,相关修复人员需要先通过观察后,对其作出判断。
肉眼观察结束后,专业维修人员应用专业设备对其创面受损程度的相关数据作出分析,以此确定修复面积。
在实际的修复过程中,相关修复人员一般会采取撑位法对其进行修复,在此过程通过此类方式掌握作用力所造成的弯曲情况,但是在利用此方法进行检修时,需要注意间隙垫板的情况,以此减少车身修复时所造成的损伤。
1.2撕裂修复对于撕裂修复工作,相关车辆如果造成了撕裂问题,那么在实际修复中就需要先对可能产生的错位现象进行分析,以此得出相应数据,再结合数据内容查看板料缺口情况,确定损失。
论汽车零件的损坏与修复
损 的是否 均 匀等 ; 件 的 工 作 条 件 , 是零 件 承 受 负 荷 大 E 3董平忠.正确认识机 器零件损坏的原 因和预防维修E3 农业技 术 零 就 a J. 小 , 力的性质 ( 变 应 力 、 曲应 力 等 ) 以及 零 件 的润 滑 应 交 弯 , 与 装 备 , 0 8,5 . 20 ( )
缝或 断裂时 , 一般不 对其修 复。如 钢板 弹簧 , 在汽 车 的运行
零件修 理工艺 的内容 一 般包 括 以下 几个 方 面 : 损伤 把 按 分 中受 到 瞬 时 冲 击 载 荷 时 , 可 引 起 零 件 的 断 裂 。 另 外 在 汽 零 件 进 行 修 理 分 类 ; 工 位 顺 序 , 别 写 出 工 位 和 工 步 的作 也 业 内容 和 必 须 达 到 的 技 术 要 求 ; 件 修 复 后 的 最 终 检 验 技 零 车 修 理 和 拆 装 时 的 施 力 和 敲 击 , 会 使 零 件 产 生 裂 缝 和 断 也 术 要求 。 裂。 汽车零件 的变形 , 车零 件 的变形 主要 有 两个 原 因 , 汽 其
现 这 种 现 象 的 主 要 原 因 , 由 于 各 种 配 合 零 件 的 表 面 在 相 是
零件修 复方法 的选 择 : 般来 说零 件磨损 后 , 分别采 一 可
金属 喷镀 、 焊、 堆 镀铁 等 方法 来 进行 修 复 。但 是需 对运动 中产生摩 擦 , 使接 触 表 面产 生 磨 损 。其 结 果 是使 零 用 镀铬 、 就 件的形状 、 寸和表 面质量发生 变化 , 尺 最后 使零 件 丧失 工作 要 注意在修 复较 大磨 损 的零 件 时 , 不 适 合采 用 镀铬 的方 法 。 由于 振 动 堆 焊 对 基 体 金 属 的疲 劳 强 度 影 响 能 力 。这 种 丧 失 工 作 能 力 的 零 件 被 称 为 磨 损 零 件 , 发 动 如 机气缸 和活塞等 。 较大 , 以不 合适用来修 复在 交变 应力 下工作 的零 件 , 所 活塞 销等 。 汽车零件表 面疲 劳 剥落 损 坏 , 汽车 上 有些 零 件传 递 很 如 转 向节 、 当零 件 在 弹 性 变 形 极 限 内 工 作 时 , 种 加 厚 层 都 能 很 各 大的载荷 , 如汽车的后桥 主传动 齿 轮 , 面间 既有滚 动 运动 齿 故这 种零 件 磨损 量 在 0 2 . mm 以 下时 , 可用 任何 又 有 相 互 滑 动 运 动 , 以 两 种 摩 擦 同 时 存 在 。 由 于 齿 面 硬 好 地工作 , 所 种方法修 复 , 而不 会 发生 由于拉 伸或 弯 曲 的弹 性变 形 而 度高低 、 残余应 力 大小 和 应力 层 的 不 同 , 传递 载 荷 时 , 在 齿
面向磨损表面修复的汽车零部件再制造技术研究

发 生 共 沉 积 ,形 成 复 合 刷 镀 层 ,随 着 刷 镀 时 间 的 增 长 复合 电刷 镀 层 中 由于 纳 米 颗 粒 的 加 入 .可 以显 著
提 高 镀 层 的 硬 度 。 采 用 显 微 硬 度 计 测 试 n A :3 iC — 1 / — o纳 0 N
米 复合 刷 镀层 的 硬 度 ,与 高 速 电 弧 喷 涂 层 和 激 光 再 制 造 修
复层 比较 ,如 表 1所示 。 可 以 看 出 ,n A 3 i C — 1 / — o纳米 复 0N 合 电刷镀层 达 12H 0 7 V, 比 激 光 再 制 造 修 复 层 的硬 度 与 高 速 电弧 喷 涂 层 硬 度 均 有 显 著 提 高 。
造工 程技 术 的重 要 组 成 部 分 ] 。
平 。 由此 形 成 了一 门 新 的光 、机 、 电 、计 算 机 、 自动 化 、
材 料 综 合 交 叉 的先 进 制 造 技 术 .其 中 激 光 熔 敷 是 激 光 再 制 造 技 术 的 技 术 基 础 .天 津 工 业 大 学 激 光 研 究 所 在 激 光 熔 敷
应 用
均 匀 地 悬 浮 在 镀 液 中 .这 些 不 溶 性 纳 米 微 粒 能 够 吸 附镀 液
中 的 正 离 子 .发 生 阴极 反 应 时 ,与 金 属 离 子 一 起 沉 积 在 工
常 规 表 面 修 复 技 术 不 同 ,它 集 先 进 高 能 束 技 术 、 先 进 数 控 和 计 算 机 技 术 、 先 进 材 料 技 术 、光 电 检 测 控 制 技 术 为 一 体 ,是 一 种 精 密 可 控 成 形 的再 制 造 技 术 ,不 仅 能使 损 坏 的
浅谈汽车零件的修复方式(上)
镶 套 工 艺 简 单 ,没 有 复 杂 的 操 作 和 加
级差 也不尽相 同 ,一般 以每级 差为 02 m 为 工 ,不 需 要 大 型 设 备 ,而 且 成 本 低 ,质 量 .5 容 易 保 证 ,但 受 到 零 件 的 结 构 和 强 度 限
零 件 修 复 的 目 的 是 恢 复 它 们 的 配 合 特 最 多 。 性 和工作 能力 ,减少 零部件 的更换 频率 , 降低 汽 车 修 理 成 本 。
级 修 理 尺 寸 :对 于 曲 轴 主 轴 颈 和 连 杆 轴 I o % 。为 了保 证 准确 的过 盈 量 .配 合 面 加 工
汽 6~ 7, T T 零 件 的 变 形 是 指 零 件 产 生 弯 曲 、扭 曲 颈 : 油 车 分 为 八 级 修 理 尺 寸 , 柴 油 车 分 精 度 要 达 到 1 1 表 面 粗 糙 度 为
蚀 .使 零 件 尺 寸 、表 面 质 量 发 生 变 化 , 影 础 件 的 使 用 寿 命 ,根 据 实 际使 用 中 磨 损 的 大 ,容 易 使零 件 变 形 或挤 裂 : 盈 量 不 足 , 过 响零件 的正常使用 。 惰 况 及 材 料 强 度 和 结 构 限 制 , 可 以将 修 理 又 易松 动 脱 落 。一 般 以 定 的 机 加 工 。与 制 造 新 如 果 发 现 局 部 磨 损 或 损 坏 , 当其 结 构 和 强 的 损 耗 部 位 。焊 修 可 以得 到 较 高 的 强 度 , 的零 件 相 比 ,修 复 一 般 为 小批 量 生 产 ,有 度 允 许 时 ,可 ; 晤其损 耗 部 分 切 掉 ,再 在这 焊 层 厚 度 容 易控 制 ,且 一 般 焊 修 法 的 设 备 时 甚 至 是 单 件 生 产 。由 于 只 修 复 零 件 的 部 些 部 分 用 过 盈 配 合 的 方 法 镶 上 一 个 套 , 然 简 单 ,成 本 低 , 因 此 成 为 一 种 应 用 较 广的 分 表 面 ,加 工 量 较 小 ,同 时 由 于 某些 零 件 力淬 硬 表 面 , 还 要 考 虑 修 复 方 法 的 选 择 。 损 耗 零 件 的 机 加 工修 复 , 首 先要 被 l 吾 修 复零 件 安 装 在 机 床 上 ,保 证零 件 与机 床 和 刀具 的相 对 位 置 正 确 。这 一 过 程 称 为定 位 。由 于 修 复 大 部 分 为 单 件 小 批 量 生 产 ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
于 汽 车 零 件 的修 复 方 法 的选 择 和 修 复 技 术 可 以使 得
修 理 汽车 的成 本 大 大 减 少 ,既 节 约 了 资 源 又节 省 了
成本 。
在 汽 车 零 件 失 效 的 形式 中 ,零 件 工 作 表 面 的磨 损 情 况 严 重 导 致 的 零件 失 效 的 比例 非常 大 。 零件 的 磨 损 会 使 得 零 件 的 形 状 以 及 尺 寸 发 生 变 化 ,导
关键词 :汽车零件 ;常见损伤 ;修复技术 ;修 复方法 中图分类号 :U 4 6 6 文献标识码 :A 文章编号 :2 0 9 5 — 0 7 4 8 ( 2 0 1 4 ) 0 2 — 0 0 6 9 — 0 3
1 汽车修复技术概述
件 的 尺 寸 以及 与 其 他 零 件 间 的 配 合 得 到 恢 复 。 以 零 件 间 的 配 合 为 原 则 ,就 是 不 用 注 意 零 件 的 原 本 尺 寸 只 恢 复 其 与 其 他 零 件 间 的 配 合 。例 如 , 当 零 件 发 生 磨 损 时 ,需 要 以尺 寸 大 小 修 复 为 原 则 ,主 要 使 用 的 手 段 有 机 械 加 工 、 电镀 、堆 焊 、喷 涂 等 等 ; 当零 件 发 生 变 形 时 ,就 以零 件 间 的 配 合 为 原 则 ,进 行 适 当的 矫 正修 复 。
致 零 件 间 的 配 合 失 效 。除 了 外 观 的 变 化 ,磨 损 还
汽 车 上 的 零 件 损 伤 的常 见 情 况 有 :穴 蚀 、腐 蚀 、磨 损 、变 形 、断 裂 等 等 。不 同 的 损 伤 情 况 有
不 同的零件 修复 方法 。在修 复汽 车零件 的传 统工 会 导 致 汽 车 零 件 的 材 料 以及 性 能 产 生 变 化 ,使 得 艺 中 ,主要是 通过 对某 些零件 更换 以及 进行 一定 其 工 作 性 能 降 低 。 相 关 的 数 据 显 示 ,汽 车 零 件 工
2 汽车零件磨损机理分析
对 于汽车 零件 的损坏 修复 的主要 意义 在于可 以减
少对新 的零件的 使用 ,减少零 件 的报 废 ,节约 了大 量
的能源 与资源 。
根 据 相 关 的 资 料 显 示 ,当 汽 车使 用 到极 限 需 要 大 修 时 ,约3 / 4 的 零件 都是 可 以继 续 使 用 的 ,需 要修
N o. 2、 3 201 4
基 于汽 车 零 件 的修 复 技 术 研 究
郝 源 隆 ( 晋 中职业技 术 学院,山西 榆 次 0 3 0 6 0 0)
摘要 :汽车零件 的修复使 用 ,既使得 资源得 以节省 ,也使得 维护汽车的成本得 以降低 。文章通过对 汽车
磨损机理 的简单介 绍 ,分析 了选择汽 车零件修 复的方法 。
作 性 能 不 满 足 汽 车 的 工 作 要 求 甚 至 报 废 ,3 / 4 以上
的 原 因 都 是 由磨 损 而 造 成 的 。 常 见 的 汽 车 零 件 的
磨 损 形 式 有 :粘 着 磨 损 、磨 料 磨 损 、表 面 疲 劳 磨 损 、微 动 磨 损 以 及 腐 蚀 磨 损 ,其 中最 后 两 种 的 发
损 的情 况 来 选 择 ,在 为 其 选 配 活 塞 、活 塞 环 时 要
注 意 其 尺 寸 的 一 致 性 ;局 部 更 换 法 和 镶 套 修 理 法
一
电源 的 负极 进 行连 接 ,刷 镀 笔 和 正极 连 接 ,将 其 蘸
上沉 积 的金 属 溶 液 ,并 与溶 液 进 行相 对 移 动 ,在 电 场 作 用 下溶 液 中的金 属 离 子迁 移 到工 件 表 面 ,经 过 放 电后 ,金 属 离子 在 工件 表 面 上析 出 ,形 成 一 定厚 度 的镀 层 ,时 间越 久 ,镀 层 越 厚 ,当镀层 的厚 度达 到 要 求后 ,即可 以取 出 。电刷 镀 主要 用 于对 一 些较 大 型 的零 件 的修 复 ,如 大型 轴 等 。
现 代 工业 经 济和 信 息化
总第6 6 期 一 2 0 1 4 年 第2 、3 期
工 程 技 术
M od e r n I ndus t r i a l Ec o nom y a nd I nf or ma t i o ni za t i on
T ot a l of 66
法 等等 。
作者简介 :都源隆 ( 1 9 8 3 一 ),男,山西晋 中人 ,硕 士,毕业 于太原科技 大学 ,晋 中职 业技 术学 院助教 ,研究 方向 :汽 车
维修 。
现 代工 业经 济 和信 息化
.
7O .
x d g y j j x x h x @ 1 6 3 . c o m
第4 卷
举 例 说 明 :当 发 动 机 的 气 缸 出 现 磨 损 后 ,修
复 时 可 以 选 用 修 理 尺 寸 法 ,修 理 的级 别 要 根 据 磨
件 的尺 寸得 以增 加 ,也 更加 耐 磨 。电刷镀 技 术 能 够
使 得 金 属在 工 件表 面 的 沉积 速 度 加快 ,工 件 与专 用
生工 矿 比较 特 殊 。 3 汽 车零 件的修 复方法
3 . 1 局部修理 法
收稿 日期 :2 0 1 3 —1 2 — 1 5
这种方 法主 要是对 损伤 零件进 行局 部的修理 或调 整 ,使 零件能 够正常 使 用 。主要包 括 :修理尺寸 法 、 换件 法 、换位 法 、调 整法 、镶 加零 件法 以及局部 更换
的 工 艺 加 工 ,使 得 汽 车 零 件 的 性 能 得 以 恢 复 。汽
车 零 件 的 修 复 方 法 一 般 选 取 两 种 原 则 :一 是 以 尺 寸 大 小 为 原 则 ,二 是 以零 件 间 的 配 合 为 原 则 。 以 尺 寸 大 小 为 原 则 的 就 是 通 过 适 当 的 技 术 对 零 件 的 损 伤 表 面 进 行 修 补 ,经 过 适 当 的 机 械 加 工 后 ,零