奔驰新 C级的钢铝混合车身结构
基于轻量化设计的新能源汽车车身设计
基于轻量化设计的新能源汽车车身设计目录1. 内容综述 (2)1.1 研究背景 (2)1.2 研究意义 (3)1.3 研究目的 (4)1.4 研究方法 (6)1.5 论文结构 (6)2. 新能源汽车概述 (8)2.1 新能源汽车定义 (9)2.2 新能源汽车分类 (10)2.3 新能源汽车市场现状及发展趋势 (11)3. 轻量化设计理论基础 (12)3.1 轻量化设计概念 (13)3.2 轻量化设计原则 (15)3.3 轻量化设计方案 (16)4. 新能源汽车车身轻量化设计方案 (17)4.1 车身结构优化设计 (18)4.2 材料选用与连接技术 (19)4.3 制造工艺优化 (20)5. 新能源汽车车身轻量化设计案例分析 (21)5.1 案例一 (22)5.2 案例二 (23)6. 新能源汽车车身轻量化设计评价与展望 (25)6.1 车身轻量化设计效果评价方法 (26)6.2 新能源汽车车身轻量化设计的发展趋势 (28)6.3 新能源汽车车身轻量化设计的挑战与对策 (29)7. 结论与建议 (30)7.1 主要研究成果总结 (31)7.2 建议与展望 (32)1. 内容综述随着全球环境问题日益严重,新能源汽车作为一种绿色、环保的交通工具,越来越受到各国政府和汽车制造商的重视。
在新能源汽车的发展过程中,车身设计作为影响车辆性能、安全性、舒适性和美观性的关键因素,其轻量化设计显得尤为重要。
本文旨在通过对新能源汽车车身设计的现状分析,探讨轻量化设计在新能源汽车车身设计中的应用,以期为新能源汽车车身设计提供有益的参考。
本文将对新能源汽车车身轻量化设计的概念进行阐述,明确轻量化设计的目标和意义。
本文将对新能源汽车车身轻量化设计的关键技术进行分析,包括材料选择、结构优化、制造工艺等方面。
结合实际案例,对新能源汽车车身轻量化设计的最新进展进行介绍。
本文将对新能源汽车车身轻量化设计的发展趋势进行展望,为未来新能源汽车车身设计提供指导。
新能源汽车车身结构研究
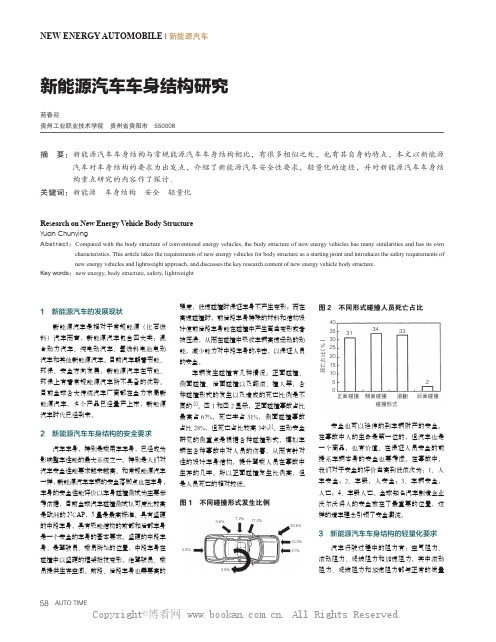
成正比,有资料研究表明:汽车自重每减少 10%,燃油消耗可降低 6% ~ 8%,排放可降 低 4% 左右 [1]。
汽车整车有四个部分组成,分别是:车身、 底盘、发动机和汽车电子。对于乘用车来说, 车身占整车质量的 40% ~ 60%,约 70% 的油 耗是用在车身质量上的,因此,汽车车身特 别是白车身的轻量化是车辆轻量化的重要部 分,国内外也大多以车身结构优化作为整车 轻量化的重点 [1]。
关键词:新能源 车身结构 安全 轻量化
Research on New Energy Vehicle Body Structure Yuan Chunying
A b s t r a c t :Compared with the body structure of conventional energy vehicles, the body structure of new energy vehicles has many similarities and has its own characteristics. This article takes the requirements of new energy vehicles for body structure as a starting point and introduces the safety requirements of new energy vehicles and lightweight approach, and discusses the key research content of new energy vehicle body structure.
新能源汽车车身结构轻量化的途径: (1)新材料的应用 使用新材料是实现汽车轻量化的重要手 段。以铝合金材料、高强度钢材、碳纤维为 代表的新材料已经在大量使用。新材料的使 用不仅仅是对传统材料的替代,它还涉及多 种学科及技术的支持,比如物理、化学学科, 材料试验检查技术、零部件设计制造技术、 新材料回收技术等等。 车身轻量化在新材料使用中,高强度钢 材最为普遍,目前车身制造,已经普及使用 高强度的汽车专用钢材。铝合金车身的使用 在材料轻量化中效果是最好的一个,汽车品 牌中捷豹、奥迪、特斯拉都有铝合金车身的 产品问世。其减重效果优于高强度钢,但铝 合金车身价格是钢车身的 3 倍左右,所以只 有在高端品牌中铝合金车身才有市场。 轻量化就是在质量、性能和价格三者之 间找平衡。与高强度钢、铝合金相比,碳纤 维有密度优势,有比较高的比强度和比刚度, 还有比较好的耐腐蚀性,这是非金属材料比 较典型的特点。但价格是比较大的劣势,碳 纤维的综合成本是铝的综合成本的 2 ~ 2.5 倍 [3]。现阶段,在轻量化中碳纤维可以和铝合 金搭配,作为补充材料使用,也可以只在关
车身典型连接结构设计

2021.09 中国.合肥
目录
CONTNETS
01 车身连接形式简介 02 车身典型连接结构设计 03 总结
车身连接形式简介
01
PART ONE
01
车身连接形式简介
车身形式
4
01
电动车车身平台介绍
车身结构形式
多材料复合车身
全铝车身
钢铝混合车身
钢制车身
复合材料:CFRP 铝合金:挤压+冲压+铸造 钢:热成形+高强钢…
在进行点焊设计时需重点关注间距、结构及关键焊点。
8
02
车身典型连接结构设计
点焊设计:间距
焊点间距的设计,需要满足相应部位的性能要求。一般来说根据不同位置性能及结构特性要求,将间距分
为三个档次,即30±5mm、40±5mm、50±5mm;
碰撞部位关键零部件
座椅和安全带安装点关键零部件
其他区域零部件
9
铝合金:挤压+冲压+铸造
铝合金:挤压+冲压+铸造 钢:热成形+高强钢…
钢:热成形+高强钢+低碳钢
5
01
电动车车身平台介绍
车身连接形式
6
车身典型连接结构 设计
02
PART TWO
02
车身典型连接结构设计
点焊
电阻点焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热到熔化或塑性状态,同 时加压进行焊接,使之形成金属结合的一种方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实 现自动化。
平行双排焊点
45mm
W型双排焊点
30-45mm
铝合金客车车身连接结构分析
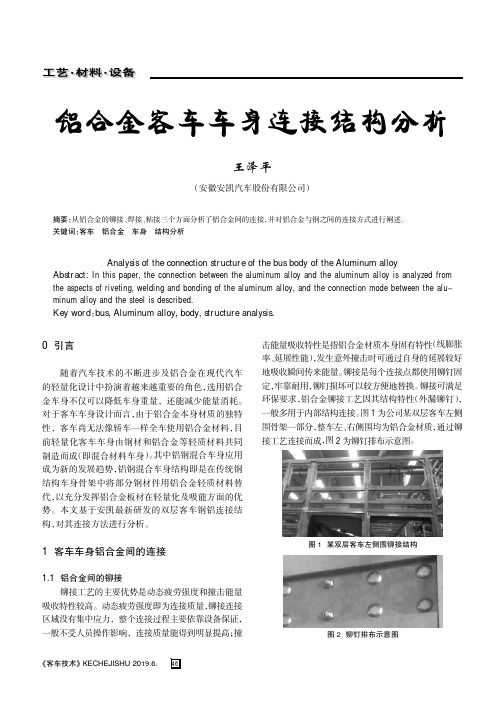
铝合金客车车身连接结构分析王泽平(安徽安凯汽车股份有限公司)摘要:从铝合金的铆接、焊接、粘接三个方面分析了铝合金间的连接,并对铝合金与钢之间的连接方式进行阐述。
关键词:客车铝合金车身结构分析Analysis of the connection structure of the bus body of the Aluminum alloy Abstract:In this paper,the connection between the aluminum alloy and the aluminum alloy is analyzed from the aspects of riveting,welding and bonding of the aluminum alloy,and the connection mode between the alu原minum alloy and the steel is described.Key word:bus,Aluminum alloy,body,structure analysis.0引言随着汽车技术的不断进步及铝合金在现代汽车的轻量化设计中扮演着越来越重要的角色,选用铝合金车身不仅可以降低车身重量,还能减少能量消耗。
对于客车车身设计而言,由于铝合金本身材质的独特性,客车尚无法像轿车一样全车使用铝合金材料,目前轻量化客车车身由钢材和铝合金等轻质材料共同制造而成(即混合材料车身)。
其中铝钢混合车身应用成为新的发展趋势,铝钢混合车身结构即是在传统钢结构车身骨架中将部分钢材件用铝合金轻质材料替代,以充分发挥铝合金板材在轻量化及吸能方面的优势。
本文基于安凯最新研发的双层客车钢铝连接结构,对其连接方法进行分析。
1客车车身铝合金间的连接1.1铝合金间的铆接铆接工艺的主要优势是动态疲劳强度和撞击能量吸收特性较高。
动态疲劳强度即为连接质量,铆接连接区域没有集中应力,整个连接过程主要依靠设备保证,一般不受人员操作影响,连接质量能得到明显提高;撞击能量吸收特性是指铝合金材质本身固有特性(线膨胀率、延展性能),发生意外撞击时可通过自身的延展较好地吸收瞬间传来能量。
试析车身零部件铝合金及钢铝混合连接工艺

试析车身零部件铝合金及钢铝混合连接工艺为解决汽车节能降耗的问题,所有汽车制造商都在通过车身整体减重来降低百公里油耗。
但减重同时又必须保证汽车整体结构刚度,并提高汽车安全性能,所以整车厂通过大量使用轻质、高强材料(比如各种高强钢、铝合金、镁合金、复合材料等)替代传统的普通钢材以实现车身轻量化,达到减重目的。
铝合金由于比重小、强度高,在顯著减重的同时仍能够大幅提高车身零部件的刚性,所以使用铝合金代替部分钢材是目前汽车制造的主要减重措施。
达到同样的力学性能指标,铝比钢轻60%,但在承受同样冲击时,铝板比钢板多吸收冲击能50%。
车身是汽车中重量最大的部件,通过在全钢车身中引入铝合金材料,实现“钢铝混合材料车身结构”,已成为车身零部件减重的必然趋势。
在实现“钢铝混合材料车身结构”零部件制造中,铝合金连接及钢铝混合连接技术具有重要的作用。
目前车身零部件铝合金连接的工艺有铝弧焊、铝点焊、铝螺柱焊、摩擦焊、激光焊、压铆、拉铆、旋铆、热熔自攻螺丝连接(FDS)、自冲铆接(SPR)等。
而钢铝混合连接时为解决异金属接触面电化学腐蚀问题,须在连接钢铝零件之间涂上结构胶后再用FDS、SPR等工艺。
本文重点介绍铝弧焊、铝点焊、铝螺柱焊、FDS、SPR这五种使用频率较高的连接工艺和应用。
1 铝合金弧焊1.1 铝合金弧焊的特点由于铝合金焊接时极易氧化,生成氧化铝(Al2O3),易造成夹渣、未熔合、未焊透等缺欠。
铝表面氧化膜会吸附大量水分,易使焊缝产生气孔。
此外,铝及其合金的线胀系数大,导热性强,焊接时变形和应力较大,易产生裂纹。
因此,一般铝弧焊接前须进行表面清理,清除表面氧化膜,并在焊接过程采用高纯氩或氩氦混合气体保护,防止其氧化。
钨极氩弧焊时,选用交流电源,通过“阴极清理”作用,去除氧化膜。
采用大规范的熔化极气体保护焊时,在直流正接情况下,可不需要“阴极清理”。
为防止热裂纹的产生,可采用调整焊丝成分与焊接工艺的措施,对含镁量超过3%的Al-Mg合金板焊接时,可采用含Mg量超过3.5%或超过5%的铝镁合金焊丝,具有较好的力学性能和耐蚀性能。
6. 汽车轻量化的九大关键工艺
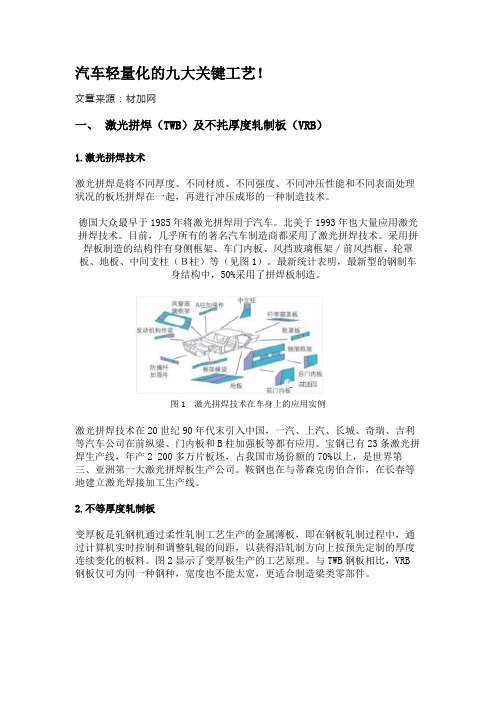
汽车轻量化的九大关键工艺!文章来源:材加网一、激光拼焊(TWB)及不扥厚度轧制板(VRB)1.激光拼焊技术激光拼焊是将不同厚度、不同材质、不同强度、不同冲压性能和不同表面处理状况的板坯拼焊在一起,再进行冲压成形的一种制造技术。
德国大众最早于1985年将激光拼焊用于汽车。
北美于1993年也大量应用激光拼焊技术。
目前,几乎所有的著名汽车制造商都采用了激光拼焊技术。
采用拼焊板制造的结构件有身侧框架、车门内板、风挡玻璃框架/前风挡框、轮罩板、地板、中间支柱(B柱)等(见图1)。
最新统计表明,最新型的钢制车身结构中,50%采用了拼焊板制造。
图1 激光拼焊技术在车身上的应用实例激光拼焊技术在20世纪90年代末引入中国,一汽、上汽、长城、奇瑞、吉利等汽车公司在前纵梁、门内板和B柱加强板等都有应用。
宝钢已有23条激光拼焊生产线,年产2 200多万片板坯,占我国市场份额的70%以上,是世界第三、亚洲第一大激光拼焊板生产公司。
鞍钢也在与蒂森克虏伯合作,在长春等地建立激光焊接加工生产线。
2.不等厚度轧制板变厚板是轧钢机通过柔性轧制工艺生产的金属薄板,即在钢板轧制过程中,通过计算机实时控制和调整轧辊的间距,以获得沿轧制方向上按预先定制的厚度连续变化的板料。
图2显示了变厚板生产的工艺原理。
与TWB钢板相比,VRB 钢板仅可为同一种钢种,宽度也不能太宽,更适合制造梁类零部件。
图2 不等厚度轧制板生产原理德国Mubea公司有两条变厚板生产线,年产7万t。
板厚为0.7~3.5m m,原始板料的最高强度为800MP a级别。
目前,欧洲70余个车型使用变厚板或者变厚管产品。
奔驰C级车中通道加强板、前地板纵梁、后保险杠、后地板横梁等11个零件使用了VRB钢板。
我国宝钢和东北大学均开展了VRB钢板的研发和生产工作,目前具备了小批量供货的能力。
借助于强大的材料开发能力,宝钢形成了VRB零件的设计、材料开发、成形过程模拟、模具设计和产品质量评估的能力,并已试制成功前纵梁、仪表板支架、顶盖横梁等零件,同时也轧制成功了1 500MPa级别的非镀层和铝硅镀层的热冲压成形钢板,成功试制了热冲压成形VRB中通道零件。
钢铝混合车身先进连接工艺

钢铝混合车身先进连接工艺摘要:汽车车身的连接设计与制造是汽车生产中的重要环节,也是汽车生产新技术研究的主要内容。
文章主要阐述了汽车车身相关连接设计方法及新工艺的应用,希望对车身相关从业人员予以借鉴参考。
关键词:车身;连接设计;新技术前言低碳环保、安全节能、智能化、轻量化是汽车行业发展趋势,车身连接设计开发与制造是整车开发重要组成部分。
随着中国汽车保有量的不断增加,汽车增速逐渐放缓,更新换代周期越来越短,汽车市场的竞争也越来越激烈,如何提高车身的连接设计及制造水平,提升产品竞争力是当前研究的热点。
1汽车车身连接设计技术为保证整车结构刚度及安全性能要求,采用了以轻质铝合金材料为主,超高强度钢板为辅的钢铝混合车身结构。
整车铝合金比例达到88%。
在钢铝混合车身结构连接设计时,大量使用了钢铝混合车身连接工艺:自冲铆接(SPR)、自攻螺接(FDS)、螺栓连接、压铆、拉铆等冷连接工艺以及铝点焊、激光焊、铝弧焊、铝螺柱焊等热连接工艺。
汽车在使用钢铝混合车身先进连接工艺时,实现了两大创新:(1)热连接技术与冷连接技术的组合应用,优势互补;(2)几乎覆盖了所有车身连接工艺。
汽车车身钢铝混合连接技术目前已经大量应用,形成了一系列完整的数据与经验,将引领行业发展,指引方向。
1.1车身的连接设计开发流程当前主流汽车厂商通常将整车开发过程分为多个阀门进行管控,并对每个阀门制定了通过原则,以确保每个阶段开发活动满足要求,可以进入到下一个阶段。
全新整车连接设计开发一般分为预研立项阶段、概念连接设计阶段、详细连接设计阶段、连接设计验证阶段、生产认证与量产阶段。
每个阀门点都有相应的核心工作和通过原则,只有满足相应的要求,才能进入下一个阀点。
各个开发阶段相互交叉、同步进行,通过项目管理团队对整车开发质量、成本、进度进行协调管控。
车身连接设计开发是整车开发的一个重要组成部分,遵循整车开发流程并贯穿整车开发的全过程。
1.2车身平台化模块化随着汽车行业竞争加剧以及消费者对汽车品质要求的不断提高,各大汽车厂商推出新车型的速度不断加快。
全承载式纯电动城市客车钢铝混合骨架强度分析及改进
全承载式纯电动城市客车钢铝混合骨架强度分析及改进胡付超;林伟;方超【摘要】基于HyperMesh建立全承载式纯电动城市客车钢铝混合骨架的有限元模型,采用ANSYS软件对该钢铝混合骨架强度进行分析,并对产生集中应力的部位进行改进,为钢混合骨架在全承载式城市客车中的应用提供参考。
%Based on HyperMesh, the authors build the finite element model for steel and aluminum monocoque mixed framework of a pure electric city bus, then analyze the strength of the steel and aluminum mixed framework by ANSYS software, and improve the structure of stress concentration area, in order to provide a reference for applica-tion of the steel and aluminum mixed framework to the monocoque city bus.【期刊名称】《客车技术与研究》【年(卷),期】2016(038)004【总页数】3页(P23-25)【关键词】纯电动;城市客车;钢铝混合骨架;结构强度【作者】胡付超;林伟;方超【作者单位】山东沂星电动汽车有限公司,山东临沂 276017;山东沂星电动汽车有限公司,山东临沂 276017;山东沂星电动汽车有限公司,山东临沂 276017【正文语种】中文【中图分类】U463.83+1;U469.72目前,我国市场上已经有多个品牌的纯电动城市客车投入运营,但绝大多数都是将传统骨架进行简单改造而成。
虽然能够满足整车强度要求,但是车身整备质量较大,续驶里程被相对缩短[1],因此,对纯电动客车提出了采用铝合金轻型材骨架的要求。
钢铝混合结构车体制造过程及难点控制
钢铝混合结构车体制造过程及难点控制内容摘要:伴随着经济和社会的快速发展,⼈⼈密度逐渐增⼈,城市交通压⼈骤增,为了缓解⼈益紧张的城市交通压⼈,许多城市都开展了市内轨道交通⼈⼈的相关建设,如地铁、轻轨等。
其最⼈优点是时间短、速度快、运输量⼈。
⼈⼈体作为轨道车辆的主要组成部分,承担着容纳乘客、司机以及安装连接其他设备及承载部件的重要作⼈。
做好车体制造⼈作,能够保证轨道客⼈更快、更安全地运⼈在各城市线路当中。
在快速发展的今天车体制造⼈法已经⼈向成熟,常⼈⼈体的制造连接⼈式主要有三种,分别是焊接、铆接、铆焊混合连接,本⼈以铆焊混合连接车辆为研究基础,重点探讨钢-铝合⼈混合车体的制造⼈艺及重点难点控制。
关键词:轨道交通钢铝混合结构车体制造⼈艺引⼈:随着经济及社会的发展,⼈活节奏越来越快,城市化进程不断加速,⼈⼈数量剧增,上下班⼈峰期间城市道路拥堵情况严重,为了加快城市轨道交通的建设,快速有效分流,降低城市拥堵情况。
截⼈ 2022年末,共有 51个城市开通轨道交通272条线路投⼈运营,运营⼈程达 8819公⼈,排名世界第⼈;有62 个城市的轨道交通线⼈规划获批,其中北京、⼈州、杭州规划线路投资均超过 2000 亿元。
随着地铁车辆需求的增⼈,也使各⼈轨道交通制造企业需要越来越多的能够熟练掌握操作技能的⼈才。
随着现代技术快速发展以及世界经济、产业结构的变化,职业技能岗位也发⼈了重⼈的变化。
在新的形势下,经验丰富的复合型技能⼈才的重要性不断提升。
⼈、钢铝混合车体组成轨道车辆的车体主要由四个部分组成,分别是底架、⼈顶、侧墙以及端墙四部分组成。
⼈车体应该具有⼈够的强度以保证乘客的安全,同时还应该具有隔⼈、保温、防⼈、通风等,以保证乘客能够有舒适的乘车环境。
⼈车体的结构主要由型腔式的铝合⼈结构以及板梁式的钢车体结构。
今天要讲的跟以上两者不同,是采⼈钢铝混合连接结构,北京机场线就该中车的代表,这种⼈体采⼈钢铝混合结构,即底架为钢结构⼈侧墙、车顶以及端墙采⼈的铝合⼈结构。
全铝及钢-铝混合车身轻量化连接技术
摘要:铝合金应用比例的提升使得传统钢制车身逐步向全铝及钢-铝混合车身转变。
相应地,其材料匹配方式也由单一的钢-钢向钢-钢、铝-铝、钢-铝等多组合方式转变,涉及同种及异种材料的连接。
铝合金自身的物理化学属性导致其焊接性非常差。
传统电阻焊以及弧焊工艺已经无法满足铝合金的连接及应用需求,因而急需开发和掌握新的铝合金连接工艺。
详述了国内、外四款主流车型全铝及钢-铝混合车身的轻量化材料及连接技术应用情况,将当前铝合金主流连接工艺归纳为焊接、机械连接及粘接三大类,并依次阐述了其工艺原理、技术优势及在汽车上的主要应用情况,旨在为轻量化车身的设计与制造提供借鉴和依据。
关键词:全铝及钢-铝混合车身轻量化铝合金连接中图分类号:TG44文献标识码:BDOI :10.19710/ki.1003-8817.20180093全铝及钢-铝混合车身轻量化连接技术张林阳(中国第一汽车集团有限公司研发总院材料与轻量化研究所,长春130011)作者简介:张林阳(1988—),男,工程师,硕士学位,研究方向为汽车用金属材料轻量化连接技术。
1前言随着能源危机以及环境污染变得日趋严重,作为全球制造业支柱产业的汽车行业正面临着前所未有的节能减排压力[1]。
汽车轻量化被视为实现节能减排最经济且行之有效的手段。
据报道:当汽车整车装备质量下降10%时,可带来6%~8%的油耗减少以及4%的尾气排放下降。
汽车车身质量约占汽车整车装备质量的35%左右,是实现汽车轻量化的重点、关键区域。
当前,汽车车身轻量化的主流是增加轻质材料的使用比例,主要包括高强钢板、铝/镁合金、碳纤维、工程塑料以及其他复合材料等。
铝合金由于质量轻,比重只有钢的1/3,加工性及吸能性好,且不用做防锈处理并易于回收,因而得到最为广泛的应用[2]。
铝合金在车身上的应用以铝板、铝型材以及铝铸件为主。
在国外,奥迪、通用、捷豹等汽车厂家已经开发出相应的钢-铝混合车身,甚至是全铝车身;而在国内除蔚来汽车外,大部分自主汽车制造厂商只是应用少量的铝合金材料来实现汽车的轻量化。
汽车轻量化车身先进连接技术的应用与发展
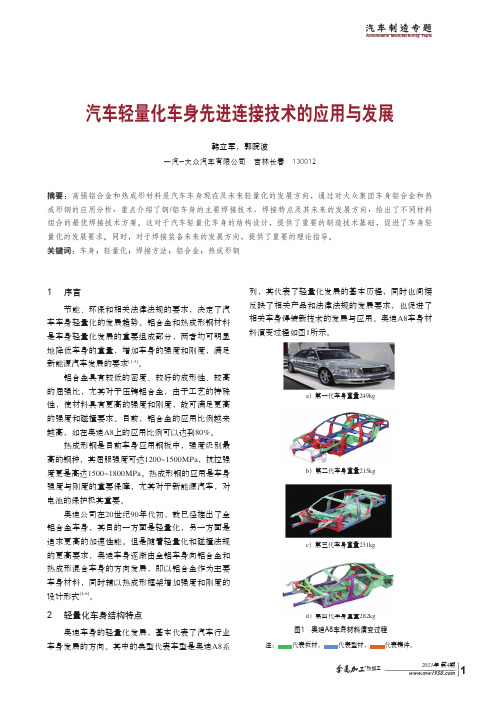
2021年 第4期 热加工1汽车轻量化车身先进连接技术的应用与发展韩立军,郭院波一汽-大众汽车有限公司 吉林长春 130012摘要:高强铝合金和热成形材料是汽车车身现在及未来轻量化的发展方向,通过对大众集团车身铝合金和热成形钢的应用分析,重点介绍了钢/铝车身的主要焊接技术、焊接特点及其未来的发展方向,给出了不同材料组合的最优焊接技术方案。
这对于汽车轻量化车身的结构设计,提供了重要的制造技术基础,促进了车身轻量化的发展要求。
同时,对于焊接装备未来的发展方向,提供了重要的理论指导。
关键词:车身;轻量化;焊接方法;铝合金;热成形钢1 序言节能、环保和相关法律法规的要求,决定了汽车车身轻量化的发展趋势。
铝合金和热成形钢材料是车身轻量化发展的重要组成部分,两者均可明显地降低车身的重量,增加车身的强度和刚度,满足新能源汽车发展的要求[1-3]。
铝合金具有较低的密度、较好的成形性、较高的屈强比,尤其对于压铸铝合金,由于工艺的特殊性,使材料具有更高的强度和刚度,故可满足更高的强度和碰撞要求。
目前,铝合金的应用比例越来越高,如在奥迪A8上的应用比例可以达到80%。
热成形钢是目前车身应用钢板中,强度级别最高的钢种,其屈服强度可达1200~1500MPa ,抗拉强度更是高达1500~1800MPa 。
热成形钢的应用是车身强度与刚度的重要保障,尤其对于新能源汽车,对电池的保护极其重要。
奥迪公司在20世纪90年代初,就已经推出了全铝合金车身,其目的一方面是轻量化,另一方面是追求更高的加速性能。
但是随着轻量化和碰撞法规的更高要求,奥迪车身逐渐由全铝车身向铝合金和热成形混合车身的方向发展,即以铝合金作为主要车身材料,同时辅以热成形框架增加强度和刚度的设计形式[4-6]。
2 轻量化车身结构特点奥迪车身的轻量化发展,基本代表了汽车行业车身发展的方向。
其中的典型代表车型是奥迪A8系列,其代表了轻量化发展的基本历程,同时也间接反映了相关产品和法律法规的发展要求,也促进了相关车身焊装新技术的发展与应用。
经典汽车新结构与新技术图解

,a click to unlimited possibilities
汇报人:
目录 /目录
01
经典汽车新结 构
02
汽车新技术
03
新技术对汽车 产业的影响
04
未来汽车技术 发展趋势
01 经典汽车新结构
车身结构
车身框架:采 用高强度钢和 铝合金等材料, 提高车身强度
和轻量化
ቤተ መጻሕፍቲ ባይዱ
智能环保:通过车联网技术实现车辆的 环保监测和管理,提高车辆环保性能
轻量化技术的优化方向
材料选择:采用高强度、轻量化材料,如碳纤维、铝合金等
结构优化:通过优化车身结构,减少不必要的重量 制造工艺:采用先进的制造工艺,如3D打印、激光焊接等,提高生产效率 和精度 节能减排:通过轻量化技术,降低汽车油耗和排放,提高环保性能
车联网:车辆与车辆、车辆与基础设施之 间的信息交互
人工智能:利用AI技术进行车辆控制和决 策
传感器技术:用于感知车辆周围环境,如 雷达、摄像头等
车辆控制技术:用于控制车辆行驶,如电 动转向、制动等
新能源技术
电动汽车:使用电池作为动力源, 环保节能
太阳能汽车:使用太阳能作为动力 源,清洁可再生
添加标题
对汽车产业发展的影响
提高生产效率:新技术的应用可以提高汽车生产效率,降低生产成本。 提升产品质量:新技术的应用可以提高汽车产品质量,提高市场竞争力。 推动产业升级:新技术的应用可以推动汽车产业升级,提高产业附加值。 促进环保发展:新技术的应用可以促进汽车环保发展,降低环境污染。
04 未来汽车技术发展趋势
添加标题
添加标题
添加标题
氢燃料电池汽车:使用氢气作为燃 料,零排放
FDS技术在钢铝混合车身上的应用
10.16638/ki.1671-7988.2021.01.049FDS技术在钢铝混合车身上的应用*赵震,阚洪贵,鲁后国,张龙,胡广程(安徽江淮汽车集团股份有限公司技术中心,安徽合肥230601)摘要:随着汽车轻量化的发展,新材料、新工艺不断被应用,高强钢、铝合金、镁合金及碳纤维等轻质材料应用比例越来越高。
多元化的材料对连接工艺和技术也带来了新的挑战,传统的电阻点焊已不再适用,包括流钻螺钉(FDS)、自冲铆接、铝点焊、结构胶等连接新工艺逐渐被主机长广泛应用。
文章基于某款钢铝混合的轻量化新能源车型,介绍了铝合金减震器塔与钢制车身的流钻螺钉FDS连接设计与应用,希望能给同行以参考。
关键词:轻量化车型;钢铝混合;流钻螺钉;设计与应用中图分类号:U465 文献标识码:A 文章编号:1671-7988(2021)01-158-03Application of FDS technology in steel-aluminum hybrid body*Zhao Zhen, Kan Honggui, Lu Houguo, Zhang Long, Hu Guangcheng(JAC Technical Center, Anhui Hefei 230601 )Abstract:With the development of lightweight automobiles, new materials and new processes have been continuously applied, and the proportion of lightweight materials such as high-strength steel, aluminum alloy, magnesium alloy and carbon fiber has been increasing. Diversified materials have also brought new challenges to the connection process and technology. The traditional resistance spot welding is no longer applicable, including flow drill screws (FDS), self-piercing riveting, aluminum spot welding, structural glue and other new connection processes gradually It is widely used by the host chief. Based on a lightweight new energy vehicle with a combination of steel and aluminum, this article introduces the design and application of the flow drill screw FDS connection between the aluminum alloy shock absorber tower and the steel body. Keywords: Lightweight vehicle; Steel-aluminum; Flow drill screw; Design and applicationCLC NO.: U465 Document Code: A Article ID: 1671-7988(2021)01-158-03引言近年来,随着全球能源危机日趋严重,节能、安全、环保越来越受到各国的关注,汽车轻量化越来越受到主机厂的重视。
车身轻量化技术的研究与实践
车身轻量化技术的研究与实践在当今汽车工业的发展中,车身轻量化技术已成为一项至关重要的研究领域。
随着环保要求的日益严格和消费者对燃油经济性、车辆性能的不断追求,减轻车身重量不仅有助于降低油耗、减少尾气排放,还能提升车辆的操控性和安全性。
本文将对车身轻量化技术的研究与实践进行深入探讨。
一、车身轻量化技术的重要性汽车的燃油消耗与车辆重量密切相关。
一般来说,车辆重量每减轻10%,燃油效率可提高 6% 8%。
在全球能源紧张和环保压力增大的背景下,降低油耗和减少尾气排放是汽车行业必须面对的挑战。
轻量化车身能够显著降低车辆的能耗,为可持续发展做出贡献。
此外,轻量化车身还能提升车辆的性能。
较轻的车身重量可以使车辆在加速、制动和转弯时更加敏捷,提高操控性和驾驶乐趣。
同时,在发生碰撞时,较轻的车身能够更有效地分散和吸收能量,提高车辆的被动安全性。
二、车身轻量化的实现途径1、材料的优化选择(1)高强度钢高强度钢具有出色的强度和韧性,在保证车身结构强度的前提下,可以通过使用更薄的钢板来减轻重量。
例如,热成型钢的强度可达1500MPa 以上,能够大幅减少零部件的厚度和数量。
(2)铝合金铝合金具有低密度、高强度和良好的耐腐蚀性。
在车身中,铝合金常用于发动机罩、车门、行李箱盖等部件,能够有效减轻重量。
此外,全铝车身的应用也在逐渐增加,如奥迪 A8 等车型。
(3)镁合金镁合金是目前最轻的金属结构材料之一,其密度约为铝合金的2/3。
虽然镁合金的成本较高,但在一些高端车型中,如奔驰 SL 级,已经开始使用镁合金部件来实现轻量化。
(4)复合材料复合材料包括碳纤维增强复合材料(CFRP)和玻璃纤维增强复合材料(GFRP)等。
这些材料具有高强度、高模量和低密度的特点,但成本较高,目前主要应用于超级跑车和高性能车型中,如宝马 i3 和 i8的车身框架就采用了碳纤维复合材料。
2、结构设计的优化(1)拓扑优化通过数学算法和有限元分析,在给定的设计空间内寻找最优的材料分布,实现结构的轻量化。
汽车铝制车身的特点及修复办法
1、维修技师应该接受专业培训 维修技师不仅对铝材的特性要非常了解,还要对铝合金车身的维修工艺、连接 方式与连接形式、粘结剂与铆接工具等性能了如指掌。
2、需要独立的维修空间和防爆集尘系统 铝合金板材在打磨过程中会产生很多的铝粉,吸入后不但对身体有害,
而且在空气中易燃易爆,所以,在对铝合金车身进行维修时要设置独立的 维修空间和防爆集尘、吸尘系统,以保证车身修复工作更加安全。 3、专用的维修设备和工具
.19.
.13.
铝合金车身维修方法 2、粘接 铝质车身的构件大部分是通过粘接或粘接、铆接共用的方式连接在一起 的。维修用的胶水一般为双组份结构胶,胶水除了起到连接作用外,还具 有防腐、密封的作用。 打胶前板面的处理:清洁、打磨
.14.
铝合金车身维修方法 3、铆接 铝质车身的零件粘接、焊接、铆接等连接中,为了连接不能进行点焊的材料, 铆接特别重要。根据铆接的操作方式不同,可分为拉铆、压铆两种。铆钉的种 类有抽芯铆钉、空心铆钉、实心铆钉、沉头铆钉等。在铝车身修复中,常用的 铆接工具主要是自冲式铆接机、拉铆枪。
二、铝合金车身结构件维修方法
1、焊接 设备:Fronius TPS2700
保护气体:纯Ar,Ar+(20%~ 90%)He 常用的铝合金焊丝:
4043(Al-Si):用于Al-Si 和Al-Mg-Si系(6061、6082等)以及铸铝和锻 铝合金之间的MIG和TIG焊。
5356( Al-Mg-Si ):用于Al-Mg系(Mg<5%)合金的MIG和TIG焊。
.11.
铝合金车身维修方法 4)当铝合金面板发生延伸时,可采取热收缩的方法进行处理。操作时应缓慢冷
却收缩部位,不可使其急速降温,从而避免过度的收缩造成板材变形,在这里铜 触头在使用时要比碳棒好些。另外,铝板修复时禁止使用钢质车身修理时所使用 的收缩锤或收缩垫铁,以免造成损伤部位开裂。
基于C-NCAP五星碰撞的主体铝制纯电动车正碰车身框架结构设计

10.16638/ki.1671-7988.2021.05.024基于C-NCAP五星碰撞的主体铝制纯电动车正碰车身框架结构设计游洁,耿富荣,陈东,杨宏,吴纯福(广州汽车集团股份有限公司汽车工程研究院,广东广州511434)摘要:论文针对纯电动车与传统燃油车在造型和布置上的差异化特点带来的车身正碰框架中的设计难点和痛点,提出了一套完整、可行且有效的主体铝制量产正碰车身框架结构设计方法,此方法专门针对纯电动布置进行实体建模和正碰工况下的拓补优化设计,制定正碰主体铝材料结构设计方案,以实现吸能效率的提升,保障乘员舱的安全可靠性,同时兼顾轻量化和共线约束。
基于CAE和试验验证结果,此设计车身各正碰指标均满足C-NCAP五星碰撞结构要求,比对ODB下的整车乘员伤害得分也满足相关要求,说明其可行有效性,为同类型车型的开发提供参考和指导。
关键词:纯电动车;C-NCAP五星碰撞安全;正碰框架结构;主体铝制量产中图分类号:U469.72 文献标识码:A 文章编号:1671-7988(2021)05-82-04Structural design for frontal impact body frame of main aluminum pure electricvehicle achieving C-NCAP five-star safety requestsYou Jie, Geng Furong, Chen Dong, Yang Hong, Wu Chunfu( GAC Automotive Research & Development Center, Guangdong Guangzhou 511434 )Abstract: In view of the design difficulties and pain points in the front impact frame caused by the differences in styling and layout between pure electric vehicles and traditional fuel vehicles, a set of complete, feasible and effective design methods for the front impact frame structure of the main aluminum mass production are put forward. This method is specially designed for the solid modeling of the pure electric layout and extension optimization design under the front impact condition, to formulate the front impact main aluminum material structure design scheme, so as to improve the energy absorption efficiency, ensure the safety and reliability of the passenger compartment, and take into account the lightweight and collinear constraints. Based on CAE and experimental verification results, all the frontal impact indexes meet the structure requirements of C-NCAP five-star collision, and compared with ODB, the whole car occupant injury score also meets the relevant requirements, which shows its feasibility and effectiveness, and provides reference and guidance for the development of the same type of car.Keywords: Pure electric vehicles; C-NCAP five-star collision safety; Frontal impact frame structure; Mass produc -tion of main aluminumCLC NO.: U469.72 Document Code: A Article ID: 1671-7988(2021)05-82-04作者简介:游洁,就职于广州汽车集团股份有限公司汽车工程研究院。
钢铝异种材料自冲铆接模拟及工艺研究

Simulation and Process Study of Self-Piercing Riveting of Steel/ Aluminum Dissimilar Materials
Song Qingjun, Zhang Linyang, Li Jun, Zheng Hong
(Research Institute of Materials and Lightweight, China FAW Co., Ltd., Changchun 130011)
1.5 mm、“钢上铝下”的铆接方式所获得的铆接接头几何形状和力学性能俱佳,且无裂纹、穿透、铆钉屈服等铆
接缺陷,可用于实际钢铝混合发动机罩的自冲铆接中。
关键词:钢铝混合 自冲铆接 数值模拟 工艺分析
中图分类号:U465.2;U466 文献标识码:B
DOI: 10.19710/ki.1003-8817.20210076
2021 年第 7 期
汽车工艺与材料
Automobile Technology & Material
2021 No.7
钢铝异种材料自冲铆接模拟及工艺研究
宋庆军 张林阳 李军 郑虹
(中国第一汽车股份有限公司材料与轻量化研究院,长春 130011)
摘要:以某乘用车钢铝混合发动机罩为研究对象,建立钢铝板材试样自冲铆接模型,模拟其铆接过程,研
2 铆接模型建立
乘用车发动机罩内板总成几何模型如图 1 所 示 ,由 发 动 机 罩 内 板 、铰 链 加 强 板 、气 弹 簧 加 强 板 等 部 件 组 成 ,其 中 内 板 为 厚 度 1.2 mm 的 6016-T6 铝 合 金 ,铰 链 加 强 板 和 气 弹 簧 加 强 板 为 厚度 1.8 mm 的 DP590 高强钢,基于发动机罩内板 总成的自冲铆接连接形式,建立了如图 2 所示的 钢 铝 异 种 材 料 平 板 铆 接 模 型 ,由 上 板 、下 板 、铆 钉 、冲 头 、铆 模 和 压 边 圈 六 部 分 组 成 ,其 中 上 、下 板的材料性能参数如表 1。
电动汽车车身结构设计与轻量化策略

电动汽车车身结构设计与轻量化策略摘要:近年来,我国的电动汽车行业有了很大进展,人们对电动汽车的质量要求也越来越高。
为设计开发一种新型电动汽车车身,给出该小型电动汽车车身设计过程的架构方案,提出设计过程中实现尺寸、性能、重量等目标的管控方法。
为确保汽车车身各项性能目标的实现,采用CAE仿真技术进行多维度分析评估,将车身性能立体化呈现,及时发现风险点,并进行同步修正设计,得到良好的车身结构。
在重量控制方面,通过多材料、多工艺的应用实现车身的轻量化,初步完成该型电动汽车的钢铝混合车身设计,为该新型电动汽车车型量产提供理论依据。
关键词:小型电动汽车;车身设计;轻量化引言车身是汽车的重要部分之一,电动汽车的车身结构需要有足够的强度,这样才可以保证人们的安全。
同时,电动汽车也需要拥有足够的刚度,以便可以正常工作,人们还要设计出合理的动态特性,以控制电动汽车的振动以及噪声。
此外,如果实现车身的轻量化目标,那么电动汽车就可以拥有较强的续航能力,所以,不断优化设计电动汽车车身的结构是非常重要的。
1轻量化设计内容与步骤在轻量化设计过程中,由于电动汽车车身零部件数量众多且结构尺寸差别较大,不同零部件对前舱静态与动态性能存在着不同程度的影响。
减薄有些零件的厚度虽然可以减轻重量,但同时也降低了车身整体的模态与刚度。
并且,轻量化后的车身也不一定能够满足电动汽车整车的安全性能。
因此对电动汽车车身部件进行灵敏度分析,根据分析结果,选出对模态、刚度和质量灵敏度值不同的部件进行减薄或增厚,可以达到车身轻量化和提高车身静动态性能的目的。
同时,通过对车身轻量化后的电动汽车整车进行正面碰撞仿真分析,对比车身轻量化前后电动汽车的安全性能指标,验证该轻量化设计方法的可行性。
最后,根据优化前后的对比分析结果确定车身轻量化设计的最优方案。
2车身结构设计构建完车身主体架构走势后,就开始进行车身结构设计。
三维数据的建立都要遵循点、线、面、体的过程,即由点生线、由线生面、由面生体的过程。
轻量化客车车身结构强度分析

轻量化客车车身结构强度分析白云鹏,刘瑞萍,谭 琳,孔 雪,张书豪,祝 哮(辽宁忠旺集团有限公司,辽宁 辽阳 111003)摘要:利用CAE分析技术建立了某钢铝混合客车车身骨架有限元模型,对该客车实际路试中的2种典型工况(水平弯曲工况和扭转工况)进行了分析,得到了车身骨架结构的应力和位移分布情况。
仿真结果表明:该客车车身骨架结构强度满足设计需求,特别是五大片铝制结构的需求强度均小于对应铝合金型材的屈服强度,具有较高的安全系数。
关键词:钢铝混合车身; 轻量化;刚强度分析;有限元分析中图分类号:TG146.21 文献标识码:A 文章编号:1005-4898(2017)01-0031-04doi:10.3969/j.issn.1005-4898.2017.01.06作者简介:白云鹏(1984-),男,辽宁辽阳人,工程师。
收稿日期:2016-11-150 前言客车车身骨架作为客车所有总成的载体,受力复杂,几乎承受客车所有的动静态载荷,骨架质量和结构形式直接影响车身的寿命和整车的性能[1]。
对客车车身结构进行刚强度模拟分析,可获得车身承载特性等基本性能指标,为车身结构设计改进和后期生产性能评价提供指导,具有重要的意义。
客车车身骨架质量占整车质量的30% ~ 40%,车身骨架轻量化对汽车节能减排起重要作用。
客车车身骨架轻量化的途径一般有两条[2]:一是采用轻质材料,二是改变车身骨架的设计。
张大千等[3]通过Ansys优化设计模块对某客车车身进行了轻量化设计。
乌秀春等[4]利用APDL参数化设计语言对某车身骨架进行优化分析设计,其总质量减轻3.48%。
目前在客车骨架轻量化研究中,材料减重,特别是大范围材料减重的研究显见报道。
铝合金具有轻质高强的特点,广泛应用于航空航天等领域,作为轻量化材料,有广泛的应用前景[5、6]。
本文以某钢铝混合客车车身骨架为对象,研究了铝替代钢在客车车身骨架应用的可行性,分析了该客车在弯曲和扭转工况下的应力及变形,获得五大片铝制结构刚强度性能指标,为客车车身骨架材料减重提供参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
奔驰2014款C级车的新技术
钢铝混合车身结构
新C级的车身结构中,铝合金、热成型高强度钢以及超高强度钢材使用的比例相比前作大量提升,尤其是铝材的使用更是提升至整体车身的48%。
因此,奔驰将新C级的车身结构称为“钢铝混合架构”,不仅车身重辆大幅缩减了70kg,整车更是减去了100kg的“赘肉”。
另外,热成型高强度钢和超高强度钢材为驾驶者营造出了坚固的生存空间,而精确设计的钢铝混合结构以及车身板材又可以有效地吸收和分散传导撞击的能量,在奔驰内部的安全测试中,新C级达到了很高的水平。
旗舰规格的电子辅助安全系统
很多人应该对新S级的奔驰智能驾驶系统记忆犹新,大量的车辆辅助系统以及传感器、摄像机交联组成的一整套智能安全辅助系统可以为驾驶者提供最为全面的安全保护。
当在S级车型上首秀之后,这套系统也将出现在新C级之上,这使其在电子辅助安全系统方面力压同级对手。