SIMATIC S7—300和MP277触摸屏在立式辊磨机控制中的应用
基于西门子S7—300PLC和MP277触摸屏的MLK2650立式矿渣磨电控系统的设计
基于西门子S7—300PLC和MP277触摸屏的MLK2650立式矿渣磨电控系统的设计一、概述德国的西门子(SIEMENS)公司是欧洲最大的电子和电气设备制造商之一,生产的SIMATIC可编程控制器在欧洲处于领先地位。
其第一代可编程控制器是1975年投放市场的SIMATIC S3 系列控制系统。
最新的SIMATIC产品为S7系列。
目前,SIMATIC S7系列产品分为:通用逻辑模块(LOGO!)、S7-200 PLC、S7-1200 PLC、S7-300 PLC和S7-400 PLC 5个系列产品[22]。
目前,SIMATIC S7系列PLC在国内外占有相当大的市场,服务网络遍布全球。
S7-300是模块化小型PLC系统,能满足中等性能要求的应用。
其模块化,无排风扇结构,易于实现分布,易于用户掌握等特点使得S7-300成为各种从小规模到中等性能要求控制任务的方便又经济的解决方案.SIMATIC S7-300可编程序控制器是模块化结构设计,各种单独的模块之间可进行广泛组合以用于扩展。
MP277是西门子人机界面的一种触摸屏,具有独特的多视窗操作功能,大大增加可显示信息量; 另有操作方便、灵活性好、内置PROFINET/以太网等优点。
MLK2650矿渣磨是北方重工集团有限公司基于多年设计制造立磨的丰富经验自主研发的、用于粉磨高细矿渣微粉的立式辊磨机,填补了国内大型立式矿渣磨的空白。
MLK2650立式矿渣磨是一种辊式磨机,具有体积小,重量轻,占地少;生产效率高,污染少,电耗低等特点;还有易损件使用寿命长等一系列优点,在粉磨水泥生料领域得到广泛的应用。
二、MLK2650立式矿渣磨的设备主要构成和对电气控制系统的要求1.MLK2650立式矿渣磨的设备主要构成MLK2650立式矿渣磨主要有以下各子系统:由辅传电机,超越离合器,主电机通过圆锥行齿轮减速机驱动磨盘,带动磨辊运转组成的主传动系统; 由高压油泵(电机),低压油泵(电机),电加热器,冷却器及电磁阀,油的温度,压力检测元件等组成的主减速机高低压润滑系统; 由张紧油泵(电机),电磁阀,油压力检测元件及拉紧油缸,蓄势器等组成的磨辊张紧液压系统; 由变频器驱动变频电机拖动动态分离器组成的选粉系统; 由三道锁风闸门油站油泵(电机),电磁换向阀,油温检测元件等组成的锁风上料系统; 还有用于磨辊轴承保护的密封风机系统等等。
WinCC flexible组态软件在砂光机控制系统中的应用
WinCC flexible组态软件在砂光机控制系统中的应用洪云飞【摘要】According to monitoring functional requirements of the sanding machine control system, the paper has designed a set of control system,based on the monitoring equipment Siemens HMI MP277, taking S7-200 PLC as the lower machine core controller. It has given the communication process the up-per machine equipment and the lower position machine, and has developed sander monitoring interface with Siemens WinCC flexible configuration software being the developing environment. The results have showed that the system isstable,reliable,intuitive and provides the convenience for operators.%针对砂光机控制系统监控功能需求,设计了采用西门子人机界面MP277作为上位监控设备,S7-200 PLC作为下位核心控制器的控制系统. 给出了MP277 设备与下位机的通信过程.着重阐述了运用组态软件WinCC flexible开发的砂光机监控界面. 使用结果表明:系统的运行稳定、可靠、直观,为操作人员提供了极大的方便.【期刊名称】《工业仪表与自动化装置》【年(卷),期】2016(000)001【总页数】5页(P94-98)【关键词】S7-200;砂光机;WinCC flexible;组态软件【作者】洪云飞【作者单位】西安航空职业技术学院电子工程学院,西安710089【正文语种】中文【中图分类】TP278砂光机是利用磨具对各种板类、木制品构件进行砂削(或称磨削)加工的设备。
S7_300PLC在水泥粉磨站控制系统中的应用
S7_300PLC 在水泥粉磨站控制系统中的应用Application of S7_300 PLC in cement mill control system滕 飞1,李红星2,王继文3TENG Fei 1, LI Hong-xing 2, WANG Ji-wen 3(1. 北京化工大学 信息科学与技术学院,北京 100029;2. 北京联合大学 自动化学院,北京 100101;3. 北京千仑科技有限公司,北京 100102)摘 要:本文介绍了SIMATIC S7系列PLC在水泥粉磨站控制系统中的应用。
从水泥粉磨的工艺流程,控制系统的硬软件配置以及程序设计这几个方面做介绍,并阐述了如何通过常规PID控制算法来实现粉磨站配料控制。
该系统自运行以来,各项功能正常,设备运行稳定,完全达到了设计要求。
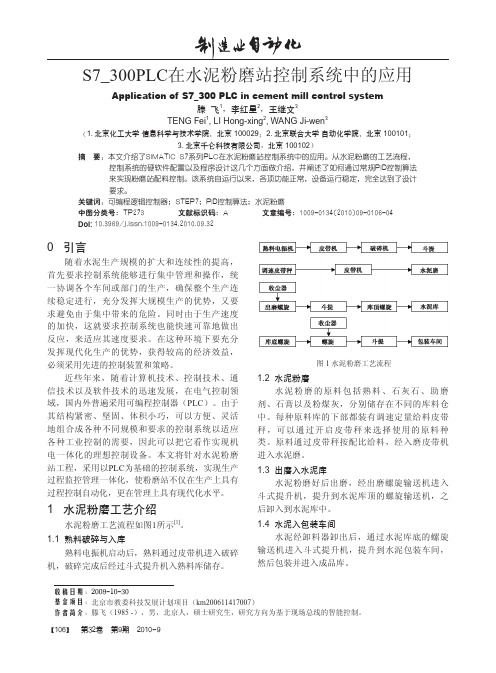
关键词:可编程逻辑控制器;STEP7;PID控制算法;水泥粉磨中图分类号:TP273 文献标识码:A 文章编号:1009-0134(2010)09-0106-04Doi: 10.3969/j.issn.1009-0134.2010.09.320 引言随着水泥生产规模的扩大和连续性的提高,首先要求控制系统能够进行集中管理和操作,统一协调各个车间或部门的生产,确保整个生产连续稳定进行,充分发挥大规模生产的优势,又要求避免由于集中带来的危险。
同时由于生产速度的加快,这就要求控制系统也能快速可靠地做出反应,来适应其速度要求。
在这种环境下要充分发挥现代化生产的优势,获得较高的经济效益,必须采用先进的控制装置和策略。
近些年来,随着计算机技术、控制技术、通信技术以及软件技术的迅速发展,在电气控制领域,国内外普遍采用可编程控制器(PLC )。
由于其结构紧密、坚固、体积小巧,可以方便、灵活地组合成各种不同规模和要求的控制系统以适应各种工业控制的需要,因此可以把它看作实现机电一体化的理想控制设备。
本文将针对水泥粉磨站工程,采用以PLC 为基础的控制系统,实现生产过程监控管理一体化,使粉磨站不仅在生产上具有过程控制自动化,更在管理上具有现代化水平。
PLC控制在普通轧辊磨床进给传动中的应用
PLC控制在普通轧辊磨床进给传动中的应用【摘要】主要涉及用于普通型轧辊磨床的电气控制技术领域,尤其是涉及一种普通轧辊磨床控制方法,主要由S7-300PLC、611U、电子手轮、可编程终端显示器OP等硬件构成,简化机械设计结构,提高工作效率,降低操作者的劳动强度。
【关键词】轧辊磨床;电子手轮;PLC;611U;可编程终端显示器OP1.前言虽然数控型轧辊磨床以其高效率、高精度、高自动化的优势,已经在冶金、造纸等行业得到了长足的发展,但由于其造价成本偏高,不可能短时期得到大范围的使用。
根据冶金、造纸等行业的发展现状,普通轧辊磨床在我国冶金、造纸等行业中仍占有主导地位。
传统的普通轧辊磨床大多数都采用纯机械结构,各种功能的操作也都是靠人工完成;对于小型的轧辊磨床,这样的传动结构和操作方式,还能实现;而对于一些大、重型的轧辊磨床,这种纯机械的传动结构和全人力的操作方式不但给轧辊磨床的加工、装配带来相当大的难度,而且使轧辊磨床的各种功能操作转换也难以实现;于是,在普通轧辊磨床的设计研发过程中,人们就提出了这样的一个问题,能不能设法给普通轧辊磨中引入电子元器件,利于简单的PLC控制来简化普通轧辊磨床的机械传动结构和人工操作方式。
伺服电动机的引入是一个突破口。
现阶段,伺服电动机已发展到了一个特别成熟稳定的时期;各种普通机床中已有采用PLC控制交流伺服电动机,利用伺服电动机的转速扭矩特性,简化原机械传动结构,实现用PLC控制电子控制代替原手工搬手把操作的先例,从而使得机床的机械传动设计简单、生产加工装配难度下降、控制操作也省时省力,同时也降低了操作者的劳动强度,提高了工作效率。
下面以我公司产品M84125普通轧辊磨床进给传动系统中,利用西门子S7-300型PLC[1]、611U伺服控制、OP177B可编程显示终端、电子手轮为例,简述该技术在普通轧辊磨床的应用过程,及其所取得的效果。
2.M84125普通轧辊磨床进给系统的特点和要求普通轧辊磨床是现代工业生产中不可缺少的一种重要生产设备,主要用于冶金、造纸等行业,磨削轧机上的工作辊和支承辊的辊面和辊径,要求砂轮纵横向移动传动平稳,不能有爬行现象,其运动特征是砂轮纵向在磨削行程范围内作往复的周期直线运动,在换向时横向进行手动进刀,同时,由于砂轮在磨削过程中有脱粒现象,要求在磨削过程中根据砂轮的脱粒情况,实时手动进刀。
基于DP通信的立磨DCS控制系统的应用研究及开发

基于DP通信的立磨DCS控制系统的应用研究及开发王希娟1,冯京晓2, 周炜2,高海燕2(1. 洛阳师范学院物理与电子信息学院,河南洛阳 471022;2. 中信重工工程技术有限公司,河南洛阳 471039)摘要:文章对立磨控制系统的组成、控制系统的结构做了介绍,通过对传统立磨控制系统和DP通信的立磨控制系统的比较,充分证明DP通信立磨控制系统的优越性。
并对基于西门子PCS7系统与西门子300 PLC及其分布式I/O站之间DP通信建立的立磨控制系统做了设计和详细阐述。
关键词:西门子PCS7系统;西门子PLC;DP通信;立磨控制系统中图法分类号:TP29 文献标志码:BApplication Research and Development of Vertical Mill DCS control system based on DP communicationWANG Xi-juan1,FENG Jing-xiao2,ZHOU Wei2, GAO Hai-Yan2(1. School of Physical and Electrical Information, Luoyang Normal University, Luoyang 471022, Henan, China;2. Luoyang Mining Machinery Research Institute, Luoyang 471039, Henan, China)Abstract:This paper introduces the composition and structure of the control system of vertical mill,In the traditional vertical mill control system and DP communication comparing vertical mill control system,Fully prove the superiority of the DP communication vertical mill control system。
MLS3626立式辊磨机低压控制系统
MLS3626立式辊磨机低压控制系统摘要:MLS型立式辊磨机广泛应用于水泥生产。
由于其设备在生产过程中的高效、节能和安全可靠,已经被国内外水泥制造业广泛采用。
目前,我公司生产的MLS立式辊磨机的生产已经形成系列,并具有自主的知识产权和独特的品牌。
本文针对MLS3626立式辊磨机的工艺要求和控制特点,主要选用西门子PLC编程器与PROFIBUS-DP通讯以及人机界面HMI相结合的控制方案,组成低压自动控制系统,最终使设备成功运行在水泥厂中。
关键词:MLS3626立式辊磨机西门子PLC PROFIBUS-DP通讯人机界面HMIMLS型立式辊磨机是被广泛应用于水泥业生料生产,经20年的开发研制已形成了满足日产700t、1000t、1500t、2000t、2500t、3000t、4000t、5000t水泥生产线的系列产品。
目前,我公司的MLS立式辊磨机已经形成系列,具有系列化、通用化、标准化的特点,满足了5000t/d 水泥生产线以下的原料制备的需要,对国内外水泥工业的发展起到了极大的推动作用。
1 MLS3626立式辊磨机结构及工作原理1.1 结构磨机的主要由三道锁风阀、主电动机、辅传、主减速机、磨盘、磨辊组、架体、张紧装置、分离器、密封装置、高低压稀油站、液压站等部分组成。
(如图1)1.2 工作原理物料通过锁风三道闸门及进料口送到磨盘的轨道上,磨盘转动时,物料通过辊和盘之间的运动被碾压粉碎,将物料粉碎到一定细度时,由磨盘的转动离心力向外溢出。
磨盘外沿处有一风环,上升的气流(在粉磨兼烘干系统中则为热气体)通过风环作用于物料,上升的气流既能阻止物料通过风环下落,也能允许物料中比重较大的废质落入风环下面,经过刮板排出机体。
符合某一细度要求的物料由气流向上输送,物料到达磨机上部后,由分离器进行分离。
分离器靠变频调速电机驱动,并可无级变速。
分离器的气隙将某一细度的物料,通过风送系统送出磨机,粒度较大的物料由分离器甩到磨腔内壁上,再落入磨盘,重新粉磨。
维控PLC与触摸屏在磨机上的应用
参数画面:采样时间,空载转速,稳定转速, 最小转速以及当前转速的显示,通过当前转速与三 个速度的比较,实现主轴的升降控制。
设置参数时需要注意的是:空载转速>稳定转 速>最小转速(必须)。
主轴转速的计算公式:T62为采样时间,C235 为高速计数的寄存器,通过计算得到当前的转速 ,单位为r/min。
转速与三个转速设置值的比较,空载转速 D136>稳定转速D138>最小转速D140,M12为下降, M11为上升。
三、总结
灵活的应用编码器计算出转轴的转速,通过转 速与摩擦力(即转轴位置)的关系,即实现了磨 机主轴自动升降的功能。
维控PLC 与触摸屏在磨机上的应用
一、项目说明
磨机的结构介绍:主轴电机,控制磨具的正反 转,主轴上有个编码器,主轴可上升与下降动作 ;输送带,输送物料。 工作原理:通过主轴上的编码器的脉冲读取 ,设定一个采样时间,经过计算得到主轴的转速 。由于工作时主轴与物料接触,产生摩擦,致使 主轴的转速变化,通过转速的变化,推出主轴的 位置,实现自动控制主轴的上升与下降,从而控 制磨机的工作稳定性。
触摸屏在磨煤机控制系统中的应用

1 S M TI _ o f A c S7 3 0简 介
, i 1 ll 化 中 小 型 P C 系统 , 它具 有体 积 小 , I TC S — 0 L 重量轻 , 抗干扰 能力强 , 可靠性高 , 模块化 , 无排风 扇结构 , 易于实现 分 布 ,易 于 用 户 掌 握 等 特 点 , 它 能 满 足 中等 性 能要 求 的应 用 ,使 得 S— 0 7 3 0成 为 各 种 从 小 规 模 到 中 等性 能 要 求 控 制 任 务 的 方便 又 经 济 的解决 方案 , I TC的 S — 0 SMA I 7 3 0应用领域特 别广泛 ,有多种性 能 递 增 的 C U和 丰 富 的且 带有 许 多 方便 功 能 的 I 扩 展 模 块 , P / O 当任 务 规模 扩大并且愈加 复杂时 , 可随 时使 用附加 模块 对 P C扩展。对机 L 械 设 备 的控 制 关 系 可 以通 过 编 程来 实 现 。 S — 0 7 3 0具 有 高 电磁 兼 容 性和抗振动 , 冲击性 的特点使其具有较 高的工业环境 适应性, 我们在
性 , 满 足 了设 备 的 生 产 要 求 还
制, 润滑站 的工作控制 , 所有输入开关 的一端连在 一起 , 另一端根据 定义与 S — 0 7 3 0的输入模块连接 。 一开 关闭合 , 某 则输入模块所 对应 0 引言 的输入点指示灯亮 , 否则指示灯熄灭。S — 0 7 3 0自动检测所有开关的 M P 2 0磨 煤 机 是 外加 力 型 辊 盘 式磨 机 ,主 要 在 钢 厂 或 电厂 使 输入状态 , F8 供控制程序使用。 用。 由于 MP 2 0辊盘 式中速磨煤 机的主 电机为高压驱动 电机 , F8 应 本控制系统采 用输 出模块驱动 中间继 电器 ,再 由中间继 电器 的 用户要求 由他们 自己配套 , 由中央控制室统一控制。 随磨煤机配套 的 触点驱动接触器, 这么做的优点是可以降低成本。 当执行部件满足运 设备有 密封 风机 、 液压站 、 润滑站 , 控制要 求有两地操作机 旁控制和 动条 件后 , 7 3 0执行输 出指令 ,输 出模块 对应输 出点 的指示灯 S —0 集中控制的功能。 亮, 对应 小 型 继 电器 动 作 , 所 驱 动 执 行部 件 运 动 。 整 个 控 制 系统 连 其 本 系 统 采 用 S MA I 7 3 0 P C 控 制 ,提 高 了 系 统 的可 靠 线极其简单, I TC S — 0 L 且各开关和执行机构的工作状态实时显示, 便于 设备 的 性 和 灵 活 性 , 增加 了一 系列 连 锁 和 保 护 功 能并 采 用 T 2 7触 摸 面 维护和故障检修 , 并 P7 提高 了整个控制系统 的可维护性和可靠性 , 本控制 板 进 行 设 备 操 作 和 显 示 工作 , 足 设 备 的 生 产 要 求 。 满 系 统 P C硬 件 配 置如 下 图所 示 : L
PLC+触摸屏在起重设备中的运用
PLC+触摸屏在起重设备中的运用随着工业自动化技术的快速发展,越来越多的起重设备采用了PLC+触摸屏控制系统。
PLC(可编程控制器)是一种专门用于工业自动化控制领域的计算机控制设备,它可对生产过程进行实时监控、控制和调整。
触摸屏是一种便于操作和控制的电子设备,可以将人机交互实现得更加简便、快捷和直观。
PLC+触摸屏控制技术的应用,不仅提高了起重设备的自动化程度和生产效率,同时提高了设备的可靠性和安全性。
1.自动化控制自动化控制是PLC+触摸屏控制系统的主要应用之一。
通过编程控制,PLC可以实现起重设备自动化控制,无需进行人工干预。
触摸屏则可以提供控制指令和输出运行信息,实现对设备所有功能的全方位控制和监测。
这种自动化控制方式可以提高生产效率,降低操作难度和操作风险,同时也可以减少人员疲劳和工作负担,提高设备的使用寿命。
2.安全监测起重设备是重要的工业机械设备,安全性极为重要。
PLC+触摸屏控制系统可以在不同级别上实现对起重设备各种安全监测的功能。
例如,PLC可以控制起重设备的速度、运行方向和停止位置,触摸屏可以进行故障监测和报警提示,当设备运行出现异常时,PLC+触摸屏控制系统会自动停止设备的运行,保障人员和设备的安全。
3.远程监控PLC+触摸屏控制系统的优势1. 灵活性强PLC控制器可以根据实际需要进行编程,实现对设备的不同控制和运行模式的自由调整和升级。
触摸屏可以实现人机交互,提供直观的控制菜单和操作界面,可以根据不同需求进行快速切换和操作。
2. 可靠度高PLC+触摸屏控制系统作为电子控制设备,其可靠度要比传统的机械控制系统高,故障率也相对较低,可以省去机械控制部件的维护和更换,降低维护成本。
3. 操作简易PLC+触摸屏控制系统的操作界面直观简洁,即使是没有相关技术背景的人员也能够轻松上手,大大减少了操作难度,提高了工作效率。
总的来说,PLC+触摸屏控制系统在起重设备中的应用已逐渐成为必然趋势。
触摸屏在基于西门子S7200PLC橡塑三辊压延生产线监控系统中的应用
机来配合 P C 才能组成较好 的 自 L , 动控制系统 。 因此, 本系统采 用触摸屏与 P C通信 , 同组成生产监控系统。 L 共
在橡塑机械生产制造业 , 生产现场情 况复杂 , 油污多。 普通 的工业触摸屏的稳定性很难保证 。 而选用进 口的触摸屏 , 性能较
Ab ta tTh sp p ri to u e h h e ol a ln e i gc nr ls se b s d o sr c : i a e nr d c ste tr er l c ne d rn o to y tm a e n LEODO M . es se i n tr d b s HI Th y tm smo io e y LE ODO M o n ce t L I o o e fheLEODO u h bes re n I HI c n e tdwi P C. t s mp s do h ic t t c a l c e na dS EM E S2 0 S r sP o N 0 e e LC. dte i An h ET c n i u ai n s fwa ei s dt e in t em o i rSi tra e o fg rto o t r su e o d sg h nt ’ n ef c . o Ke wo d: u h s r e ; LC; he o lr ; e l i n tr HI ; Co fg r t n S fwa e y r t c ce n P o tr er l s ra・ memo io ; M ET n iu ai o e ・ t o t r
( . lnUnv  ̄ t f eh oo y,c o l f v l rht tr n ie r g, l n16 2 , ia 1 i ie i o T c n lg S h o Na a c icueE gnei Da a 1 0 3 n ; Da a y o A e n i Ch 2 S e y n t u pyE gn r gPo p gigDein&ReerhIs tt S e y n 10 5C ia . h n a gWa r p l n ie i rse t s eS n n g sac tue, h n a g1 0 0 ,hn ) ni
触摸屏在磨煤机控制系统中的应用

触摸屏在磨煤机控制系统中的应用本文介绍了MPF280辊盘式中速磨煤机在控制系统中采用SIMATIC S7-300 PLC和TP277触摸面板,提高了系统的可靠性和灵活性,还满足了设备的生产要求标签:SIMATIC S7-300PLC TP277 MPF280磨煤机0 引言MPF280磨煤机是外加力型辊盘式磨机,主要在钢厂或电厂使用。
由于MPF280辊盘式中速磨煤机的主电机为高压驱动电机,应用户要求由他们自己配套,由中央控制室统一控制。
随磨煤机配套的设备有密封风机、液压站、润滑站,控制要求有两地操作机旁控制和集中控制的功能。
本系统采用SIMATIC S7-300 PLC控制,提高了系统的可靠性和灵活性,并增加了一系列连锁和保护功能并采用TP277触摸面板进行设备操作和显示工作,满足设备的生产要求。
1 SIMATIC S7-300简介SIMATIC S7-300是模块化中小型PLC系统,它具有体积小,重量轻,抗干扰能力强,可靠性高,模块化,无排风扇结构,易于实现分布,易于用户掌握等特点,它能满足中等性能要求的应用,使得S7-300成为各种从小规模到中等性能要求控制任务的方便又经济的解决方案,SIMATIC的S7-300应用领域特别广泛,有多种性能递增的CPU和丰富的且带有许多方便功能的I/O扩展模块,当任务规模扩大并且愈加复杂时,可随时使用附加模块对PLC扩展。
对机械设备的控制关系可以通过编程来实现。
S7-300具有高电磁兼容性和抗振动,冲击性的特点使其具有较高的工业环境适应性,我们在MPF280中速磨煤机的控制系统中就采用SIMATIC S7-300。
2 MPF280中速磨煤机的工作原理及控制要求北方重工生产的MPF型中速磨煤机是从德国引进的先进设备。
此产品广泛地应用于冶金、建材、化工、电力等行业的制粉系统,适用于粉磨烟煤、次烟煤以及高挥发粉的褐煤等中等硬度以下的物料。
MPF280型中速磨煤机是外加力型辊盘式磨煤机。
S7-300型PLC在立式锥形辊穿孔机顶杆小车上的应用
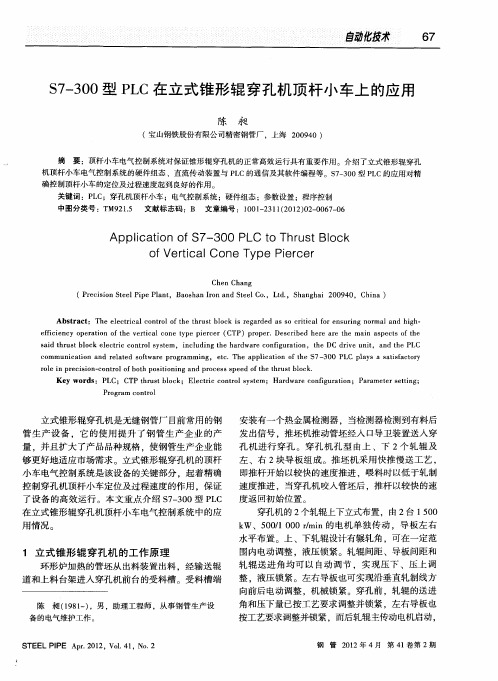
Abs r c : T e e e ti a o t o ft e t r s l c s r g r e s s r t a o n u i g n r la d h g — ta t h l c rc lc n r lo h h u tb o k i e a d d a o c i c lf re s rn o ma n i h i
Appl a i n o -3 0 PL t s o k i t fS7 0 C o Th u tBl c c o r o fVeri al t c Con y e Pi r e eT p ec r
Ch n C a g e h n
(Pe iinSe l iePa t as a o n te C . t. h n h i2 0 4 ,C ia) rcso te Pp ln,B oh nI na dSe l o,Ld,S a g a 0 9 0 hn r
在立 式 锥形 辊 穿孔机 顶 杆小 车 电气控 制系 统 中 的应
用情 况 。
穿孔机 的 2个轧辊上下 立式布置 ,由 2台 1 0 0 5
k W、5 01 0 m n的电机单独传 动 ,导板左右 0 / 0 0r i / 水平 布置 。上 、下 轧辊设 计有 辗轧 角 ,可在 一定 范
e iin yo eain o evr c l o etp ire C P rp r Decie eeaeteman ap cso e fce c p rt f h et a c n y epecr( T )po e. sr dh r r h i se t f h f o t i b t
Ke r s P C; CT h u tb o k; El c r c c n r ls se y wo d : L P t r s l c e t i o to y t m; Ha d a e c n i u a i n; P r me e e t g r w r o fg r to a a t rs ti ; n
西门子HMI在立体仓库的输送机控制中的使用
西门子HMI在立体仓库的输送机控制中的使用【摘要】可编程序控制器Programmable Logic Controller在自动化中占有举足轻重的地位。
技术的不断发展极大地促进了基于PLC为核心的控制系统在控制功能、控制水平等方面的提高。
同时对其控制方式、运行水平的要求也越来越高,因此交互式操作界面也成为整个控制系统中重要的内容。
对于那些工艺过程较复杂,控制参数较多的工控系统来说,尤其显得重要。
新一代工业人机界面HMI的出现,对于在构建PLC工控系统时实现上述功能,提供了一种简便可行的途径。
【关键词】HMI输送机控制PLC与HMI通讯HMI功能【Abstract 】PLC Programmable Logic Controller in automation plays a decisive role. The development of technology greatly promote the based on PLC as the core of the control system in control function, control level improvement. At the same time for the control mode, the requirements of operation level of more and more is also high, therefore interactive interface also become the whole control system in the important content. For those that the technology is complex, the control parameters of the industrial control system more, it is especially important. A new generation of industrial man-machine interface of HMI appear, for in constructing the PLC control system to realize the above functions, provides a simple way.【Key words 】HMI PLC and HMI conveyor control communication HMI function工业人机界面Human Machine Interface,简称HMI,又称触摸屏监控器,是一种智能化操作控制显示装置。
PLC在立式粉末喷涂生产线变频器上的应用

PLC在立式粉末喷涂生产线变频器上的应用1 系统概述立式粉末喷涂生产线,该生产线控制部份主要由:输送系统、前处理、水份烘干炉、喷粉系统、固化炉几部份组成。
控制部分均采用PLC进行智能化控制,并配合触摸屏进行在线式监控及操作,以及上位机系统进行在线式远程、就地监控、数据采集分析、曲线存档、报表生成等功能。
另喷枪控制器可按客户要求选用可通讯式增设上位机对其进行监控操作。
系统图如下:2 设计原则1)系统具有经济性及高效性系统我们建议用一套PLC来统一控制,这样既能节约成本,同时有利于统一管理。
同时,系统的PLC我们推荐用在海内外名气比较大的AB 公司PLC,在世界各地很多企业中都有成功的应用经验以及长期的稳定运行记录。
2)系统具有易维护性及可扩展性所选用产品符合国际标准,可采用通用的工具进行维护。
本系统不仅可以满足当前的工程需求,而且可以方便的实现日后的系统扩充。
以后系统需要扩充其他控制功能,仅需增加I/O 模块。
3)系统具有简单性本系统采用AB公司功能性强、经济型的中型可编程逻辑控制器SLC 500。
该逻辑控制器具有便捷的内置通讯接口,易扩展的输入输出模块,简单方便的Windows平台编程软件,用户易学易懂。
3 系统分析1)输送系统:上下料输送系统由链条输送、上下料输送带两部份组成,在整个系统中起到一个衔接的作用,其三条输送带在自动运行时保持同步。
其中链条输送带为电磁调装置,上下料输送带同为一变频器控制,通过旋转编码器反馈信号采样运算后进行同步调节。
4 部1.1kw电机,带冷却风扇。
要求电机能够实现变频控制,并且能够反馈回PLC。
在触摸屏能够实现监控,能够实现速度的调整。
2)前处理:前处理主要是清洁铝型材表面的污渍,并在表面形成一层铬化膜,为喷粉作好前期工作。
工艺流程:装筐→脱脂→水洗→(碱蚀)→水洗→表调(中和)→水洗→铬化→水洗→热(纯)水洗→滴干→烘干→送喷涂上架其中:脱脂、碱蚀、表调、铬化药剂的浓度是根据供应厂家提供的浓度配槽液。
西门子S7-300PLC在造纸研磨系统中的应用
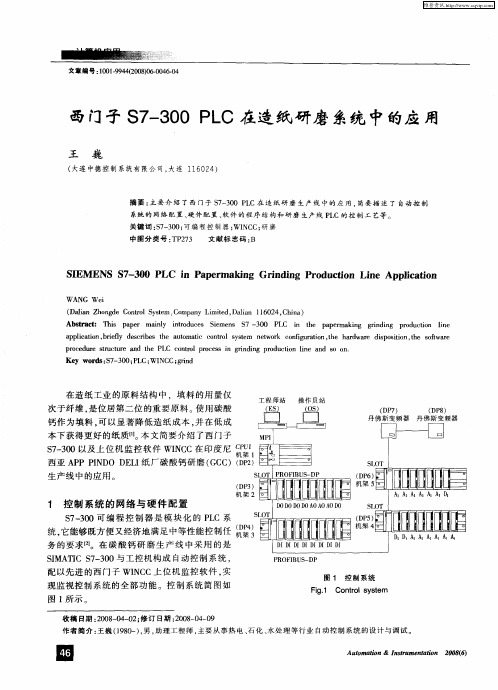
干 磨主机 的控 制逻 辑与 其他设 备不 同 ,主机 的 运 行需 要很 多硬性 的连 锁条 件 ,必须 当齿轮循 环油 泵运行、 油流 开关 正 常 、 油压 不 低 于 下 限 、 油压 不 高 于 上限 、磨轮 处 于上止 点等一 系列 连锁 条件全 都满 足, 于磨 主机才 可运 行 。
S EM ENS ¥ - 0 I 7 3 0 PLC n Pa e m a i g G rnd ng Pr du to ne Ap i a i n i p r k n i i o c i n Li pl to c
W A G W e i
( ai h n d o t lS s m, o p n i i d D l n 1 6 2 , hn ) D l n Z o g e C n o yt C m a y L m t , a a 1 0 4 C ia a r e e i
在 造纸 工业 的原 料 结构 中 ,填 料 的用 量仅
工 程 师 站
f ES)
操作 员 站
f 0S)
次 于纤 维 , 位居第 二位 的重 要原料 。 用 碳酸 是 使 钙作 为填 料 。 以显 著 降低造 纸 成本 , 在 低成 可 并 本下 获得更 好 的纸 质【 本 文简要 介绍 了西 门子 1 1 。
Ab ta t T i p p r man y nr d c s ime s S — 0 P C i t e p p r k n g i d n p o u t n l e s r c : hs a e i l i t u e S e n 7 3 0 o L n h a e ma i g rn i g r d c i i o n
摘 要 : 要 介 绍 了西 门子 S — 0 L 主 7 3 0 P C在 造 纸 研 磨 生 产 线 中的 应 用 . 简要 描 述 了 自动 控 制
触摸屏和PLC在轧辊磨床中的应用

1 触摸 屏选 用 台湾 H T C ) IE H公 司 的 P 6 ( 触 摸屏 , WS6 ̄
它采用 26M z3 0 H 、2位 R S P 4 s IC C U,M Hah存储器 , 显示尺 寸
为此 , 险峰机床 厂根 据市 场需要 , 在普 通轧 辊磨 床 的基 础之上 , 出一种可 以满 足轧辊锥 度磨削要求 的新型轧辊 开发 磨床 , 型号 为 M 40 B 2和 MQ 4 6B 2。 机床 8 10 / 810 /
3 双轴交流伺服控制与驱动选用 SE N 6 1 1 ) IME S 1U 套 4 z轴 、 ) x轴交流伺服电机选用 SE N 1 1 2个 IME S F5
5全数字式直流调速装 置选用 SE E S R 7 2 ) IM N 6 A0 套
作者简介 : 徐新力(98一) 男, 16 , 险峰机床厂电气工程师 , 研究方向为轧辊磨床 电气 自动化控制, 获国家实用新型专利2项 , 发表论文2篇。
关键 词 : 辊磨床 轧
触摸 屏
PE 控 制 系统 I
中图分类号:i 9 T n
文献标识码: B
文章编号: 0 6s ( t ) 一 O6— 3 1 2— s6 2 o 0 OO 0 0 0 3
Th p ia i n o h u h n - c e n a d PLC n t e RolGrn e e Ap l t ft e To c i g s r e n c o o h l id r
fA D模块 )/
U一 5 1 0N 6点 U一 S 1 0T 6点 U一 1 0Z
5 块 3 块 3 块
新 型轧辊磨床通过 台湾 H T C IE H触摸屏 , 立与 P C之 建 L
SIMATIC S7—300和MP277触摸屏在立式辊磨机控制中的应用
SIMATIC S7—300和MP277触摸屏在立式辊磨机控制中的应用作者:刘宇来源:《科技创新与应用》2016年第05期摘 ;要:随着北方重工集团有限公司立式辊磨机产品的技术不断升级,越来越多的立式辊磨机的电气控制采用,可编程控制器和触摸屏等先进技术,这样大大提高了立式辊磨机在运行过程中的故障诊断和日常维护等成本,文章主要介绍SIMATIC S7-300和MP277触摸屏在MLS4531立式辊磨机控制中的应用。
关键词:立式辊磨机;S7-300;MP277触摸屏;稳定;可靠1 SIMATIC S7-300及MP277触摸屏简介SIMATIC S7-300是一种模块化微型PLC系统,包括离散量、模拟量、特殊I/O模块和相关外围设备,能满足中、小型规模规格的产品性能要求。
该模块具有多种性能,能全面满足和适应自动化控制任务。
简单的多界面网络能力和分布式结构,方便用户和简易的无风扇设计。
当控制程序很多时,还可任意扩展集成功能。
SIMATIC S7-300控制器具备强大的处理能力,可以灵活地进行选择和配置其通讯网络、功能模块、存储容量。
同时,还有各种网络通讯模块可供选择。
允许用户根据不同应用的需要来制定其控制系统,运行安全可靠。
MP277触摸屏作为西门子操作面板系列之一,是人和机器的完美接口。
触摸屏的分辨率和色彩度高;坚固、紧凑和多种功能,具备在线模拟创新功能以及300多种配方,支持VB脚本功能。
人机界面组态软件WinCC flexible应用灵活,支持多种语言的组态,创新的HMI理念。
通过Web进行远程控制和维护,SMS和E-mail支持,开放简易扩展模块的功能,可集成到TCP/IP网络中去。
2 MLS4531立式辊磨机简介MLS立式磨分磨辊、磨盘座、主传动、主减速机、润滑、液压张紧、三道闸门、密封空气、选粉等部分组成。
MLS4531立式辊磨机是我厂在引进西德技术的基础上,由设计人员通过消化,吸收自主研发的大型水泥生料磨的新产品。
S7-300控制器在磨矿分级系统中的应用

自动 控制 , 且保 证 生 产 系 统 的 连续 、 定 和高 效 , 并 稳
通过 优化 控制 实现 选厂 磨矿 能力 的最 大化 。
2 系统 的实 施
2 1 设计 原则 . ( ) 合 内蒙大 中矿业 有 限责 任公 司选 矿 厂 的 1结
项 目合 同要 求 和实 际需 要 , 制 系 统 选 择性 价 比好 控 的硬 件设 备 , 自动化 控 制 系统 的配 置 水平 处 于 国 使 内先 进水平 , 且 使 系统 技 术 先 进 、 能 良好 、 统 并 性 系
础。
S—0 730是 一种 通 用 型 P C, 适合 自动化 工程 中 的 L 能 各 种 应用 场 合 , 其 是 在 生 产 制 造 工 程 中 的应 用 。 尤 模 块化 、 排风 扇 结构 , 于 实 现分 布式 的配 置 , 无 易 便 于用 户 掌 握 。其 显 著 特 点 : 环 周 期 短 、 理 速 度 循 处 高, 指令 集 功能 强 大 、 用 于 复杂 系统 的功 能 , 大 可 强 的通信 功能 , 品设 计 紧 凑 、 用 于 空 间有 限 的 场 产 可 合 , 块 化 结 构 、 合 密 集 安 装 , 不 同 档 次 的 模 适 有
( ) 立选 厂 中 央 控 制 室 , 全 选 厂 实 行 集 中 2建 对 操 作控 制 。通过 控制 室 工控机 显示 屏上 的流程组 态
流程 中几乎 没有 检 测 仪 表 , 实 现 自动控 制 带 来 较 给 大 的难度 。为 了适应 全球 范 围 内的市场 竞争 和实 现
画面 和视频 监控 , 操 作 人 员 对 生 产 流程 中 的工 艺 使 参数 、 流程及 设备 状态 一 目了然 。 同时 , 在生 产过 程
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SIMATIC S7—300和MP277触摸屏在立式辊磨机控制中的应用
摘要:随着北方重工集团有限公司立式辊磨机产品的技术不断升级,越来越多的立式辊磨机的电气控制采用,可编程控制器和触摸屏等先进技术,这样大大提高了立式辊磨机在运行过程中的故障诊断和日常维护等成本,文章主要介绍SIMATIC S7-300和MP277触摸屏在MLS4531立式辊磨机控制中的应用。
标签:立式辊磨机;S7-300;MP277触摸屏;稳定;可靠
1 SIMATIC S7-300及MP277触摸屏简介
SIMATIC S7-300是一种模块化微型PLC系统,包括离散量、模拟量、特殊I/O模块和相关外围设备,能满足中、小型规模规格的产品性能要求。
该模块具有多种性能,能全面满足和适应自动化控制任务。
简单的多界面网络能力和分布式结构,方便用户和简易的无风扇设计。
当控制程序很多时,还可任意扩展集成功能。
SIMATIC S7-300控制器具备强大的处理能力,可以灵活地进行选择和配置其通讯网络、功能模块、存储容量。
同时,还有各种网络通讯模块可供选择。
允许用户根据不同应用的需要来制定其控制系统,运行安全可靠。
MP277触摸屏作为西门子操作面板系列之一,是人和机器的完美接口。
触摸屏的分辨率和色彩度高;坚固、紧凑和多种功能,具备在线模拟创新功能以及300多种配方,支持VB脚本功能。
人机界面组态软件WinCC flexible应用灵活,支持多种语言的组态,创新的HMI理念。
通过Web进行远程控制和维护,SMS 和E-mail支持,开放简易扩展模块的功能,可集成到TCP/IP网络中去。
2 MLS4531立式辊磨机简介
MLS立式磨分磨辊、磨盘座、主传动、主减速机、润滑、液压张紧、三道闸门、密封空气、选粉等部分组成。
MLS4531立式辊磨机是我厂在引进西德技术的基础上,由设计人员通过消化,吸收自主研发的大型水泥生料磨的新产品。
它具有节能,环保,低耗,产量高等优点,是在国际上正广泛应用的先进设备。
在国内外,由于其性能,环保特点使立磨在电力,水泥等行业得到日益广泛的应用,它集水泥原料(石灰石,黏土,铁粉等)的烘干,研磨,分选于一体,占地面积小,生产效率高,且不污染环境。
文章选用的立磨控制系统设计中采用德国西门子公司SIMATIC S7-300系列的控制系统,经调试运行的检验达到了设计要求。
3 MLS4531立式辊磨机的电气控制系统组成
3.1 电气控制系统的组成
MLS4531立磨系统的主电机也是高压驱动电机,在中央控制系统的控制部分,不进入该系统。
该设计应对立磨的辅助设备,包括密封风机、润滑站、张紧站、分离器电机、闸门站和辅传电机等。
在这个系统中,现场所有的信号起停(密封风机、润滑站、张紧站、电机闸门站等),输入输出信号(压差、油位、冷却水、温度、轴承瓦温度检测信息)进入PLC控制柜,再由PLC控制柜通过点对点的方式将信号送到DCS中央控制系统,来控制磨机系统的停止和启动,以及接收停机信号后跳停主电机等。
按照PLC存储器中根据设备生产工艺要求编制的程序,输入指令信号,PLC作出判断和逻辑处理,发出指令,使立磨的各个部分按着要求工作。
在这个控制系统里,PLC系统只作为DCS系统的一个从站。
3.2 MLS 4531立式辊磨机的PLC系统
本MLS4531立式辊磨机采用的CPU是西门子S7-300,315-2DP,主要技术指标参数:
(1)内置工作存储器128kb,支持最大可插拔存储卡8m;(2)内置RS-485接口;(3)S7记数器256个,S7定时器256个;(4)支持模拟量通道2028,最大数字量通道32768。
本立式磨机系统的可编程控制器PLC选用三个11槽的框架,每个框架最多可安装11个模块,每个框架都选用独立电源,電源模块安装在框架的最左侧。
其PLC硬件组成:
CPU:315-2DP,1块
电源:PS307-5A,1块;PS307-2A,2块
槽框架:RACK300,860mm(3个)
接口模块:IM361,2块,IM360(1块)
输入模板:SM321-DI32(1块);SM321-DI16 (6块)
输出模板:SM322-D016(4块)
模入模块:SM331-AI8 (8块)
并配有触摸屏:MP277(10.4寸24K彩色)(1块)
3.3 MLS 4531立式辊磨机的程序
根据工艺要求,采用Step-7系统的编程软件,在CPU模块中装载MLS4531立式辊磨机控制程序,磨机开机顺序如下:
(1)控制柜备妥→DCS驱动→张紧电机启动→提升磨辊(砸门电机启动、分离器电机启动)→允许启动主电机→主电机运行
(2)控制柜备妥→DCS驱动→密封风机启动→低压泵启动→高压泵启动→闸门电机启动(提升磨辊、分离器电机启动)→允许启动主电机→主电机运行
(3)控制柜备妥→DCS驱动→密封风机启动→分离器油泵风机启动→分离器电机启动(提升磨辊、砸门电机启动)→允许启动主电机→主电机运行
其中控制柜备妥信号包括:张紧站温度不低、润滑稀油站温度不低、三道闸门站温度不低、密封风机备妥、选粉机备妥、润滑稀油站低压泵电机和高压泵电机备妥、三道闸门站电机备妥、辅传电机备妥、张紧站电机备妥。
磨机停机顺序如下:
(1)停主电机→DCS驱动取消→提升磨辊→张紧电机停止(低压泵停止、分离器电机停止)→密封风机停止
(2)停主电机→DCS驱动取消→闸门电机停止→高压泵停止→低压泵停止(张紧电机停止、分离器电机停止)→密封风机停止
(3)停主电机→DCS驱动取消→闸门电机停止→分离器油泵风机停止→分离器电机停止(张紧电机停止、低压泵停止)→密封风机停止
4 磨机的触摸屏
MLS4531立式辊磨机的监控和操作都在触摸屏上进行,触摸屏是10寸(西门子MP277),在触摸屏上可手动启动张紧站电机、启动密封机、分离器电机、润滑站电机,三道闸门站电机和辅传电机等,还能对润滑压力、密封风机压力和张紧站压力进行实时监控和操作。
根据客户的要求该项目设计了几款界面:(1)主界面:设计了触摸屏的默认系统界面,系统启动后将进入此系统界面,此界面可以切换到其他界面中。
(2)操作界面:控制磨机的相应辅机启动和停止,显示电机的备妥和运行等信号。
(3)监控界面:实时监控密封风机、张紧液压站和润滑站等的模拟量。
(4)消息界面:运营维护人员可随时查阅查看报警的信息,及时准确、快速的解决处理问题。
5 结束语
文章对MLS4531立式辊磨机现场的电气系统控制的调试,使用合理的S7-300西门子可编程控制器和MP277触摸屏,大大提升了磨机的工作稳定性,同时满足了磨机的工艺、设计、技术等控制要求。
对于现场出现的各种故障问题
也及时有效的解决,因此得到了客户的极大好评。
该系统经过数十台设备的应用,技术已经非常成熟。
对于其他规格的磨机也有很好的参考和借鉴价值。
参考文献
[1]苏宏彪.触摸屏在磨煤机控制系统中的应用[J].中小企业管理与科技,2012,4(4):240.
[2]赵光辉.论选煤厂监测监控系统总体方案设计[J].技术与市场,2008(11).
[3]葛锡云.基于SIMATIC S7-300PLC的选煤广原煤准备集中控制系统设计[J].2010(14).。