抗燃油颜色加深原因分析及处理
电站汽轮机高压抗燃油酸值升高原因分析及措施
电站汽轮机高压抗燃油酸值升高原因分析及措施
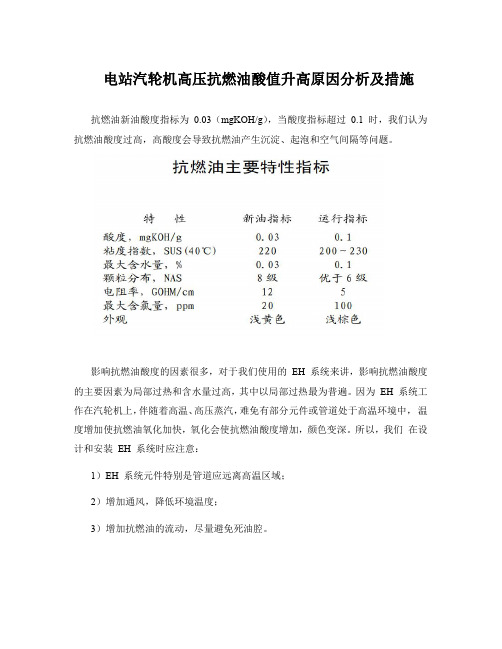
抗燃油新油酸度指标为0.03(mgKOH/g),当酸度指标超过0.1时,我们认为抗燃油酸度过高,高酸度会导致抗燃油产生沉淀、起泡和空气间隔等问题。
影响抗燃油酸度的因素很多,对于我们使用的EH系统来讲,影响抗燃油酸度的主要因素为局部过热和含水量过高,其中以局部过热最为普遍。
因为EH系统工作在汽轮机上,伴随着高温、高压蒸汽,难免有部分元件或管道处于高温环境中,温度增加使抗燃油氧化加快,氧化会使抗燃油酸度增加,颜色变深。
所以,我们在设计和安装EH系统时应注意:
1)EH系统元件特别是管道应远离高温区域;
2)增加通风,降低环境温度;
3)增加抗燃油的流动,尽量避免死油腔。
由于冷油器的可靠性设计,由冷油器中漏水进抗燃油的例子鲜有发生,抗燃油中的水分多数是由于油箱结露产生的。
水在抗燃油中会发生水解,水解会产生磷酸,磷酸又是水解的催化剂。
所以,大量的水分会使抗燃油酸值升高。
抗燃油的酸值升高后,必须连续投入再生装置。
再生装置中的硅藻土滤芯能降低抗燃油的酸度。
当抗燃油的酸度接近0.1时(例如大于0.08),就应投入再生装置,这时酸度会下降。
当抗燃油酸度超过0.3时,使用硅藻土很难使酸度降下来。
当抗燃油酸度超过0.5时,已不能运行,建议使用离子交换树脂滤芯或者换油。
抗燃油指标与常见问题解析

15
干式树脂再生滤芯
1、干式树脂再生滤芯能够在吸收酸性物质和水分的同时,安全膨胀,不会破裂 2、干式树脂再生滤芯能够吸收除酸过程产生的水份,不会将水分排入抗燃油中, 省去外接脱水装置 3、树脂再生滤芯除酸能力高于硅藻土700%,高于活性氧化铝和改性氧化铝250% 4、干式树脂再生滤芯不向系统引入颗粒污染物和金属离子,能够快速滤除金属离 子,提高电阻率
16
T形深层过滤滤芯特点 1、T形深层过滤滤芯把深度过滤和 层面过滤结合为一体 2、T形深层过滤滤芯两层过滤之间 的滤材孔径由大到小呈梯度,纳污 容量大 3、T形深层过滤滤芯过滤比 β x˃200(x=1、3、10、20、25、40、 50)uM,高于国家标准β x˃75,过 滤精度高
17
高效脱水滤芯特点
自燃点是保证机组安全运行的一项主要指标,如果运行油自燃点降低, 说明油品被矿物油或其它易燃液体污染,应迅速查明原因,妥善处理。
10
11、运动粘度: 抗燃油运动粘度一般是稳定的,它的改变主要来源于污染,像在EH系统中汽轮 机的矿物润滑油的侵入会减少粘度。
11
抗燃油常见问题与处理方法
运行中磷酸酯抗燃油油质异常原因及处理措施
7、材料的相容性: 一般来说,金属材料钢、铜、铝、镁、银、锌、镉和巴氏合金等能适应磷酸酯 抗燃油。对某些特殊的金属材料,需通过专门的试验后方可投入使用。 磷酸酯抗燃油对许多有机化合物和聚合材料有很强的溶解能力,对一般耐油橡 胶有溶胀作用,因此,对衬垫密封件有特殊要求,使用中应仔细选择。
9
8、抗燃油的沉淀问题:
外 观
密度(20℃)g/cm3 运动粘度(40℃,ISO VG46)mm2/s 倾 点℃ 闪 点℃ 自 燃 点 ℃ 颗粒污染度 (NAS1638) 级 水 分 酸 值 mg/l mgKOH/g
运行中抗燃液压油劣化原因分析及防范措施

机组 调试 后 停 运 , 启 运 时发 现 调 速 系统抗 燃 油 已 再 变 为 深褐 色 , 酸值 严 重 超 标 , 修 时 打 开 抗 燃 油 油 检 箱 , 箱 内有 3 加热 器还 在加热 , 油 个 其周 围 的抗燃 油 已严重 炭化 。分 析结果 见表 1 。
2 2 用矿 物油调 试清 洗后 配件 .
21 0 1年 l 0月
吉 林 电 力
Jl e ti we in ElcrcPo r i
Oc . 01 t2 1
第3 9卷 第 5期 ( 总第 2 6期 ) 1
Vo . 9 No 5 ( e . . 1 ) 1 3 . S r No 2 6
运 行 中抗 燃 液 压 油 劣 化原 因分 析 及 防范措 施
3 改 进措 施
a 机 组 正 常运 行 时低 温 加 热设 备 断 开状 态 , . 尤
其 是停 运 机组 必 须停 止加 热 。 机组 大 修 时调 节 系统
( 辑 编
韩桂春 )
・
4 ・ l
格 的现象 , 响 了机组 安全运 行 。 对这 些 问题 进行 影 针 了相关 项 目分 析 试验 和 现 场调 查 , 出了 问题 的 原 找 因 , 出了改 进措施 。 提
用 的低 温加 热 设备 , 热 设备 只能 在机 组 启 动 时投 加 运, 机组正 常运 行 及停运 时必须 停 止加热 , 否则 会加
表 1 某 厂 停 启 机 酸 值 分 析 结 果
存 了一 定量 的矿 物油 , 存 的矿物 油 污 染 了系 统 中 残 的抗 燃 油 , 使抗 燃 油 的起 泡 特 性 和空 气 释放 值 严 重
超标, 并且 无 法 处 理 。某 发 电厂 3号机 大 修 后 更 换 了新 的科 聚 亚 4 S 抗 燃 油 , 抗 燃 油 新 油 无 色 透 6J 此 明, 各种 指 标 均: , 入 系统 后 取 样分 析 , 果 见 良好 注 结
抗燃油颜色发黑的原因
抗燃油颜色发黑的原因抗燃油是用于航空、航天、汽车等领域的一种特殊燃油,具有耐高温、防燃和抗氧化等特性。
然而,在使用过程中,我们可能会发现抗燃油的颜色会逐渐变得发黑,这背后有许多原因。
1.氧化反应:抗燃油中的一些成分会与空气中的氧气发生氧化反应,导致颜色发黑。
抗燃油中常见的氧化反应包括液体的氧化、气体的氧化以及金属的氧化等。
这类反应会导致燃油中的有机物质分解,生成一些较大分子量的杂质,从而影响燃油的性能和颜色。
2.热分解反应:高温环境下,抗燃油中的一些成分可能发生热分解反应,产生大量的杂质。
这些杂质会沉积在燃油中,使其变得混浊和发黑。
热分解反应还可能导致燃油中的粘度增加,影响燃油的流动性和混合性。
3.污染物:抗燃油在生产和储存过程中,可能会受到外界环境的污染,如灰尘、水分和化学物质等。
这些污染物会与燃油中的成分相互作用,导致其发生变化和颜色变黑。
4.微生物生长:在抗燃油中,特别是储存时间较长或未采取适当的防护措施的情况下,微生物(如细菌、酵母菌和霉菌)可能会生长。
这些微生物会分解燃油中的有机物质,产生酸和其他杂质,使燃油变黑。
5.氧含量:抗燃油中的氧含量可能会影响其颜色。
燃油中的氧含量越高,其颜色就越容易变黑。
因此,在生产和储存过程中,需要控制好燃油中的氧含量,以避免其变黑。
为了延长抗燃油的使用寿命和保持其良好的性能,我们需要采取一些措施来减轻其发黑的程度:1.控制燃油的存储条件:将抗燃油贮存在密封、干燥和阴凉的环境下可以有效减少其与空气、水分和污染物接触,从而降低发黑的可能性。
2.定期检测和更换燃油:定期对存储的抗燃油进行化验和检测,及时发现问题并采取措施。
定期更换燃油也是保持其性能的重要手段。
3.加入抗氧化剂和防腐剂:向抗燃油中加入一定比例的抗氧化剂和防腐剂可以延缓其发黑的速度,保持其原有性能。
4.增加过滤设备:在抗燃油的输送和使用过程中,增加合适的过滤设备可以有效去除杂质和微生物,延缓燃油发黑的速度。
抗燃油油质异常原因分析与解决措施

抗燃油油质异常原因分析与解决措施摘要:生产中常用的抗燃油,主要由磷酸酯等组成,其物理性质稳定,颜色透明、均匀,没有沉淀,耐抗磨,难燃性是其最重要也是最突出的特点之一。
然而在发电机生产中常遇到抗燃油的泡沫特性不达标,体积电阻率不合格,酸值升高,出现颗粒污染物等问题,本文主要针对以上问题分析了此类问题产生的原因,及其后期处理措施。
关键词:抗燃油;油质异常;原因;措施1 抗燃油系统概括高压抗燃油系统可以提高 DEH 控制系统的动态响应品质,具有良好的润滑性、抗燃性和流体稳定性。
高压抗燃油系统的主要作用是为主汽轮机、给水泵小汽轮机及高压保安系统提供安全稳定的动力用油和控制用油,完成阀门驱动及快速遮断汽轮机等功能。
抗燃油学名为三苯基磷酸酯液压油,为人工合成类磷酸酯抗燃液压液(简称抗燃油),其特点是: 外观透明均匀,无沉淀物,新油呈淡黄色,其闪点大于240 ,自燃点远大于透平油,一般高达 600 左右,即燃点高,对高温高压机组来说防火性好,安全度就高。
抗燃油还具有低挥发性、良好的润滑性和优良的抗磨性能。
2 油质劣化原因分析2.1 抗燃油酸值抗燃油的酸指数高将会造成系统中精密元件、节流孔及滑阀锐角等的化学腐蚀,影响系统的控制精度。
系统内抗燃油酸值应控制在≤ 0. 2mgKOH /g 范围内。
当酸值≥ 0. 20m gKOH /g 时,投入精滤器过滤,此时应维持低的流量进行过滤。
酸值超过 0. 4mgKOH /g,就应该更换抗燃油。
2.2 抗燃油颗粒抗燃油中的颗粒度超标,可能会引起堵塞主汽门进油节流孔、堵塞电液伺服阀内的节流孔、堵塞危急遮断控制块上节流孔等各种情况。
2.3 抗燃油油压下降抗燃油油压降至11. 2M Pa 时,报警发出,备用泵应联动,否则应立即启动备用抗燃油油泵。
应迅速查找有无系统外部漏油和内部大流量泄漏,尤其是伺服阀和卸载阀。
应立即检查抗燃油油滤网差压,抗燃油油箱油位,若抗燃油系统漏油,应立即采取堵漏措施,保持抗燃油油压,并注意监视油位、联系检修及时处理,若抗燃油油压下降,启动备用泵仍无效,当抗燃油油压低于10MPa 汽轮机就要跳闸。
抗燃油颜色加深原因分析及处理
抗燃油颜色加深原因分析及处理一、油质状况。
燃油酸酯抗统使用的是磷容号发电机组量为300MW,其调速系某电厂1原样又因同抗燃油,后来系调速统油品颜色变深而更换该电厂曾因1号机组超,呈棕色又逐渐变深后的抗燃油在运行中颜色换因再次更换抗燃油。
更出超然未值为0.109 mgKOH/g,虽沫要求,泡特性超标,酸出国家标准的起引查明行分析,因。
此,必须对油质进标准,但已说明油品开始劣化变质施。
措取相应的化的原因, 以便采颜色变二、原因分析01抗燃油的再生处理试验拟采用吸附剂对劣化油品进行再生处理。
试验中将极性硅铝吸附剂加入到色深的抗燃油中,加入量为油量的4%,在60 ℃下搅拌0.5 h后过滤,即得到处理后的油样(下文将再生处理后的油样称为“再生油”,未再生处理的油称为“原油”)。
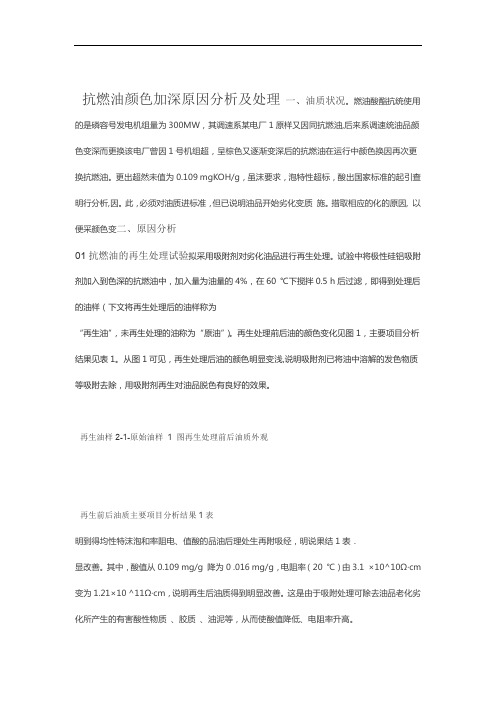
再生处理前后油的颜色变化见图1,主要项目分析结果见表1。
从图1可见,再生处理后油的颜色明显变浅,说明吸附剂已将油中溶解的发色物质等吸附去除,用吸附剂再生对油品脱色有良好的效果。
再生油样2-1-原始油样1 图再生处理前后油质外观再生前后油质主要项目分析结果1表明到得均性特沫泡和率阻电、值酸的品油后理处生再附吸经,明说果结1表.显改善。
其中,酸值从0.109 mg/g 降为0 .016 mg/g,电阻率(20 ℃)由3.1 ×10^10Ω·cm 变为1.21×10 ^11Ω·cm,说明再生后油质得到明显改善。
这是由于吸附处理可除去油品老化劣化所产生的有害酸性物质、胶质、油泥等,从而使酸值降低、电阻率升高。
02不同温度下过热老化实验将采用吸附剂再生处理后的油分别置于不同温度下过热老化50 h,观察油的颜色变化并测试油的主要分析项目,处理后及不同温度老化后油的外观见图2,试验结果见表2。
℃老化后再生油4-150125再生油2- 3-再生油℃老化后1-原油再生前后及过热老化试验后油的外观2 图吸附剂再生处理后油的过热老化试验结果2 表:2老化试验结果可得出对比图2油颜色变化及表1原油经吸附再生处理后颜色为淡黄色,而将再生后油过热老化,油的颜色明显变深,说明高温加速油质劣化,过热老化产生有色物质,使油品颜色变深。
抗燃油指标与常见问题解析
566
10
0.002
≤0.03
≤0.03
3
新油验收注意事 项
为了加强抗燃油油质监督,新油验收应按指定标准进行, 合格后存放于清洁、阴凉干燥、通风良好的地方。 现场加油前应抽样检查,检修放油时不可用镀锌铁桶以防 形成金属皂基,堵塞过滤器,应使用专用油桶存放,注明 油种以免混淆。
4
二、主要指标分析
1、外观以及颜色
15
干式树脂再生滤芯
1、干式树脂再生滤芯能够在吸收酸性物质和水分的同时,安全膨胀,不会破裂 2、干式树脂再生滤芯能够吸收除酸过程产生的水份,不会将水分排入抗燃油中, 省去外接脱水装置 3、树脂再生滤芯除酸能力高于硅藻土700%,高于活性氧化铝和改性氧化铝250% 4、干式树脂再生滤芯不向系统引入颗粒污染物和金属离子,能够快速滤除金属离 子,提高电阻率
抗燃油沉淀主要来源于以下几个方面:外部特别因素污染;其它抗燃油或润滑油 污染;不相容弹胶物和密封垫污染;来自于过滤介质或管路中的过滤器的污染; 抗燃油降解产生的磷酸金属盐沉淀等。
9、闪点:
闪点降低,表明抗燃油中产生或者混入了易挥发可燃性组分,应采取适当措施, 保证机组安全运行。闪点要求≥235℃。
10、自燃点:
外 观
密度(20℃)g/cm3 运动粘度(40℃,ISO VG46)mm2/s 倾 点℃ 闪 点℃ 自 燃 点 ℃ 颗粒污染度 (NAS1638) 级 水 分 酸 值 mg/l mgKOH/g
透 明
1.13~1.17 39.1-52.9 ≤-18 ≥235 ≥530 ≤6 ≤1000 ≤0.15 ≤100
7
5、颗粒度:
颗粒度是抗燃油中固体颗粒杂质的含量表示方法. 系统中颗粒来源可分为,外来侵入或内部因油质劣化产生.一方面,外来侵入主 要表现:一是系统内部构件的检修或运行期间系统不严密 (如油箱呼吸孔等) , 细小颗粒外物的侵入,二是在线滤油尤其是在投入诸如硅藻土类再生装置时, 再生装置的析出一些诸如钙、镁、钠等金属离子,这些离子会与油中的劣化产 物生成金属盐类物质,而这些盐类物质的粘性较大,会使许多小颗粒粘结在一 起形成大颗粒而造成伺服阀的故障;另一方面,内部油质劣化导致系统尤其伺 服阀的腐蚀和磨损而生成的固体颗粒物。 颗粒度的控制: 推荐每月检测一次。通常采取如下措施来控制抗燃油的颗粒污染: 1.在系统中合理地布置过滤器; 2.新油过滤合格后才能加入到系统中; 3.经常开起滤油泵旁路滤油;
抗燃油应用中的主要问题及解决措施

抗燃油应用中的主要问题及解决措施发布时间:2021-05-13T05:29:59.930Z 来源:《防护工程》2021年2期作者:那晓亮[导读] 针对抗燃油在应用中产生的主要问题进行分析,提出解决主要问题的具体措施及需持续改进的措施。
国能太仓发电有限公司江苏苏州 215433摘要:针对抗燃油在应用中产生的主要问题进行分析,提出解决主要问题的具体措施及需持续改进的措施。
关键词:抗燃油;酸值;电阻率;抗泡沫特性。
磷酸酯抗燃油以其优异的抗燃性及润滑性能已广泛用于大型汽轮发电机组的调速系统,但由于抗燃油为人工合成的化学液体,在运行中难免发生氧化、水解等变质现象,造成油质劣化,严重时对部件等造成不可修复的腐蚀。
另外,由于调速系统工作部件尺寸缩小,运行油压提高,伺服阀等控制部件的运动间隙减小,油中固体颗粒污染引起的伺服阀卡涩问题也十分突出。
大部分电厂采用AKZO-Nobel化学公司生产的Fyrquel EHC抗燃油,且都不同程度地存在抗燃油劣化问题,有的劣化还较严重。
为此有必要对抗燃油在应用中存在的问题进行总结并采取相应的解决措施,从而确保机组安全、稳定、可靠运行。
一、抗燃油在应用中存在的主要问题。
1.1抗燃油酸值超标。
酸值是反映抗燃油劣化变质程度的一项化学性能指标。
一般来说酸值超过0.1 mgKOH/g油质就不稳定。
酸值越高,升高的速度就越快。
高酸值的油不但能进一步催化抗燃油的水解,使酸值升高,还会有劣化物产生,这些劣化物会不同程度地影响油的电阻率、颗粒度、泡沫特性等指标。
严重威胁机组安全运行。
1.2抗燃油电阻率超标。
电阻率是抗燃油的一项非常重要的电化学性能控制指标。
抗燃油在运行中该项指标小于5.O× 109Ω·cm,否则就有可能引起油系统调速部套的电化学腐蚀。
尤其是在伺服阀内由于油流及油流形态的变化,极易发生电化学腐蚀。
电阻率越低,电化学腐蚀就越严重。
电化学腐蚀的结果是不得不频繁更换被腐蚀的部套(伺服阀)。
抗燃油油质异常的分析与抗燃油系统冲洗净化处理方案

抗燃油油质异常的分析与处理抗燃油例行检查中,发现油的油质颜色加深、酸值、泡沫等超标,严重威胁机组的安全运行。
现根据抗燃油油质劣化原因,分析酸值、泡沫特性、颜色超标机理,提出建议处理措施。
1抗燃油油质劣化主要原因分析。
1.1 金属及密封材料对油质的影响抗燃油系统在制造安装过程、检修维护过程中,产生的焊渣、金属锈蚀物对油的劣化反应能起到催化剂的作用,使油酯部分分解为酚、羧酸、极性物质,这些物质的产生造成油酸值升高,酸值超标标志着油质劣化的开始。
同时,在运行过程EH油直接侵蚀与其接触的金属铬(或镀铬)的管路系统,增加油中杂质含量,促进油的劣化;EH油还存在溶剂效应,它会溶解皮囊的破损物、不适当的密封衬垫、脱落涂层物等等,这种溶解物与油相互作用改变油的理化性质,促进劣化,酸值增大,电阻率下降和起泡倾向增加。
1.2 温度对油质的影响EH油在常温下的氧化速率极慢,但在较高温度下其氧化速率会剧增。
运行中一般控制温度在40~55℃,但由于设备或人为失误,造成EH油过热,可使局部油的温度远远超出正常运行时的温度,这种局部热点的存在可大大加快EH油的劣化速度,使EH油在短期内酸值升高很快;同时EH油受热分解,产生老化及有害物质;造成密封材料溶解,产生泄漏与油的性质改变。
1.3 水分对油质的影响EH油是一种磷酸酯,它能遇水发生水解反应生成酚和羧酸,生成的羧酸反过来可作为水解反应的催化剂。
2油质颜色变深机理由于油品劣化老化,油质变差,有害物质增多,由于劣化物的颜色较深,直接造成抗燃油颜色变深。
3酸值超标的的机理与危害酸值是反映抗燃油劣化变质程度的一项重要化学指标。
酸值升高的原因是抗燃油因劣化(氧化水解)而产生了酸性物质,酸值波动大表示油质不稳定,酸值值越高、酸值变化的速度也将越快。
所以在运行中酸值最好控制在0.1mgKOH/g 以下,越低油质则越稳定。
酸值过高的油对系统金属部件有腐蚀作用,由于调速系统均采用不锈钢材料,所以酸腐蚀不是主要问题,而关键问题是酸值居高不下,说明油已变质,油中有劣化产物生成,这些劣化产物会不同程度的影响油的电阻率、颗粒度、泡沫特性等性能。
汽轮机抗燃油油质劣化分析及维护方法

汽轮机抗燃油油质劣化分析及维护方法摘要:分析了火电厂汽轮机抗燃油系统油质劣化的主要原因,明确使用注意事项,并提出维护措施。
关键词:抗燃油系统作用劣化原因注意事项维护措施0 引言高压抗燃油是一种三芳基磷酸脂型的合成油,在发电机组中也称EH油,它具有良好的抗燃性能和流体稳定性,自燃点高,因此当高压抗燃油漏到高温部件时不会引起火灾。
EH供油系统的供油压力高,可以缩小油动机尺寸、加大油动机功率,调节系统的动态响应迅速。
但由于维护不到位油质劣化,造成伺服阀阀芯酸蚀卡涩,油动机拒动,汽门无法开关等诸多问题,通过分析,制定维护措施,改进检修工艺。
1 EH供油系统概述与系统组成1.1EH供油系统概述EH供油系统的功能是提供高压抗燃油,并由它来驱动伺服执行机构,该执行机构响应DEH 控制器来的电指令信号,以调节汽轮机各汽阀开度。
与低压供油系统不同,EH供油系统为闭式系统。
由于高压抗燃油价格贵,且有一定腐蚀性,不宜在润滑油系统内使用,因而设置单独的供油系统。
1.2EH供油系统组成EH供油系统抗燃油系统包括油箱、两台100%容量的交流供油泵、两台100%容量的冷油器、切换阀、小型加热器、抗燃油再生装置、蓄能器、油温调节装置和滤网等,采用集装方式。
系统的功能是提供控制部分所需液压油,同时保持液压油的正常理化特性和运行特性。
为了保证电液控制系统的性能良好,任何时候都应保持抗燃油的油质不变,使其物理性能和化学性能都符合规定。
因此除了在启动前要对整个系统进行严格的清洗外,系统投入使用后,还必须按需要运行抗燃油再生装置,以保证油质。
2、抗燃油油质劣化的原因分析2.1新油取样污染机组在建设当中时,抗燃油在施工现场取样,施工现场在做保温,打磨等工作,取样环境不达标,用针筒取样,取样器不干净。
工人手上戴着干活用的面纱手套取样,导致抗燃油被污染,新油取样不合格,显微镜下可见金属小颗粒和棉纱手套上的棉。
2.2系统补油污染机组因油位下降需及时补油,但电厂没有库存,采购还需要一定的时间才能到货,就从附近电厂借了不同品牌的抗燃油添加,添加后导致抗燃油浑浊不透明,颗粒度异常。
汽轮发电机组抗燃油颜色变黑劣化原因分析与处理

汽轮发电机组抗燃油颜色变黑劣化原因分析与处理摘要:汽轮机发电机组控制油系统一般采用抗燃油作为传动介质,抗燃油油质发生劣化时会生成杂质,导致控制油系统的电磁阀、伺服阀组件卡涩,影响控制系统的正常调节。
本文对抗燃油油质劣化的原因进行了分析,并提出了系统的优化改造方案,对汽轮发电机组控制油系统的运行和维护具有一定的借鉴意义。
关键词:汽轮发电机组;抗燃油;控制;原因分析;处理方案随着技术的不断进步,汽轮发电机组原有的液压调节系统逐渐被淘汰,控制性能更加可靠的高压控制油系统成为当前大型机组的主要组成部分。
控制油系统采用难燃的抗燃油作为传动介质,因此一般也称作抗燃油系统。
抗燃油系统的动态特性优良,调节迅速,保证了汽轮发电机组的正常负荷调节。
为了保证控制的安全可靠,控制油系统一般采用三芳基磷酸酯抗燃油作为传动介质,该油质具有难燃、常温下理化特性稳定、传动和润滑性能好的优点,但具有较强的吸水性,高温下易裂解变质的缺点。
在汽轮发电机组的日常维护中,部分发电企业抗燃油出现油液变黑、电阻率超标等现象,并造成控制系统卡涩,调节异常,急需进行分析和解决,1 抗燃油系统的功能和组成汽轮机高压控制系统采用抗燃油系统油压正常控制值为11MPa~14MPa,随机组型号的不同略有差别。
该系统能进行汽轮机的自动调节,有较完备的汽轮机超速保护,能进行汽轮机运行和启停时的监控等,通过计算机对应转换和负荷所需要的指令后将要求的主汽门、调门位置信号送至伺服阀、伺服油动机,由此来实现调节和控制,并且通过高压的控制油系统来实现紧急情况下关闭各汽门的保安功能。
高压抗燃油油系统由供油装置、抗燃油再生装置及油管路部件组成。
供油装置提供控制部分所需要的油及压力,其主要部件有:油箱、油泵、油压控制块、储能器、冷油器和再生装置。
在抗燃油再生装置中的硅藻土接近失效或未调整的情况下,由于空气湿度大及昼夜差等缘故,水分将会通过呼吸器侵入油箱,使水分逐渐升高。
另外,由于抗燃油油的密度大于水的密度,故进入油箱的水分难以排出,加速了油品的劣化,酸值也逐渐升高。
电厂用抗燃油变质劣化的原因及防护措施

电厂用抗燃油变质劣化的原因及防护措施摘要:随着机组输出功率和蒸汽消耗率的不断提高,调节系统的主阀和调节阀的改进力度越来越大。
由于油动机油压的增加,油动力很容易造成系统变速漏油。
汽轮机油的低燃点很容易导致汽轮机油系统的安全事故。
电站液压推杆自动控制系统采用磷酸脂抗燃油,由于其点火高、挥发分低、物理可靠性高,大大减少了火灾事故。
为此,保证了其发电机组运行的稳定性和安全系数。
但抗燃油,因为错误的保养操作也会导致机油变质,从而损害调整系统部件的调整特性。
针对此事,本文将探讨火电厂使用过程中抗燃油劣化的危害,分析抗燃油劣化的主要原因,并对实际处理方法进行深入研究,防止抗燃油变质。
根据文章中的分析,其目标是掌握抗燃油劣化的原因,以便制定有针对性的对策,确保发电机组安全稳定运行。
关键词:抗燃油;水分;酸值;温度;油样测试引言伴随着大空间、高参数发电机的投产应用,进一步提高了抗燃油应用的普遍性。
抗燃油属于合成液压油,其特性与一般矿物油有本质区别。
虽然其抗燃效果极佳,但在应用过程中,抗燃油的酸值升高,水分含量超标,恶化危及发电厂的可靠运行。
1抗燃油在电厂中的应用随着机组输出功率和蒸汽消耗率的不断提高,调节系统的主阀和调节阀的改进越来越大。
因油动机油压增加,很容易导致系统变速油的泄漏。
普通矿物油的燃点比较低,基本在350℃左右。
在高参数大型电站汽轮发电机组中,运行时蒸汽温度基本在540℃以上。
因此,如果使用矿物油作为物质,一旦发生泄漏,就有发生火灾事故的危险。
抗燃油是由外状透明、比例均匀的合成磷酸脂组成。
此类原料略呈淡黄色,有沉淀物,挥发分低,耐磨性好,稳定性强,物理性能好的特点。
是液压控制系统采用抗燃油类。
与传统机械设备应用原料油相比,它还具有在高温条件下点燃火焰不蔓延以及火焰空气氧化可靠性强等优点。
因此,在火力发电厂使用抗燃油是不可替代的[1]。
综合来看,为更好地保证发电厂汽轮发电机组更高效、稳定的运行,提高高参数汽轮发电机组运行的可靠性,可将传统的矿物油更换为抗燃油,有效地用于调整系统。
抗燃油运行时油质劣化原因信息化分析及处理措施探讨

抗燃油运行时油质劣化原因信息化分析及处理措施探讨摘要抗燃油系统概括高压抗燃油系统可以提高DEH 控制系统的动态响应品质,具有优异的润滑性能和耐热防火功能、超群的氧化和热稳定性能和良好的水解稳定性能及高介电性能能够消除伺服阀上电化学腐蚀和良好流体稳定性。
然而在生产中常遇到抗燃油的泡沫特性不达标,体积电阻率不合格,酸值升高,出现颗粒污染物等问题,本文主要针对以上问题分析了此类问题产生的原因,及其后期处理措施。
关键词发电厂;抗燃油;优质劣化1 抗燃油系统运行过程中的突出问题(1)酸值逐步上涨,酸值是反映抗燃油劣化变质程度的一项主要性能指标。
正常维护指标0.10mgKOH/g。
随着运行时间的增长,抗燃油酸值逐步上升。
酸值升高意味着油质劣化,同时也加剧抗燃油的水解,同时金属锈蚀物对抗燃油的劣化反应起到催化作用,加速油质的氧化和腐蚀设备,从而影响调速系统运行。
(2)颗粒污染度是抗燃油中固体颗粒杂质的含量表示方法。
抗燃油清洁度又称颗粒污染度,指油中固体颗粒的数量及尺寸分布。
颗粒度对调速系统的威胁大,其危害后果比较严重。
它主要表现在抗燃油节流孔堵塞,液压元件卡涩、失灵。
因此,抗燃油对颗粒度要求极为严格,要求达到SAE2级标准或控制在NSA1638标准的6级以内。
(3)抗燃油水分,抗燃油中水分含量高、氯离子含量过高等均会使电阻率降低,加速部套腐蚀,影响泡沫特性和空气释放值,水分是引起三芳基磷酸酯合成型油水解的主要原因和水分在高温高压下发生水解,使抗燃油加剧老化。
水解会产生磷酸酯,磷酸又是水解的催化剂,水解的速度在酸性环境中会加快,当油液的酸性达到一定的标准,这个过程就变得异常难以逆转。
(4)抗燃油电阻率,运行中保持在5GOHM/cm。
电阻率过低会引起元件(如伺服阀)电化学腐蚀。
引起电阻率下降的原因:颗粒度污染、水分含量过高、金属离子含量过高和其他油品污染。
当电阻率高时,采用离子交换树脂再生系统,不仅可以去除油液中的污染物和水分,还去除其中金属离子使电阻率始终保持在最佳数值[1]。
汽轮发电机组抗燃油劣化原因分析及处理措施

汽轮发电机组抗燃油劣化原因分析及处理措施发布时间:2023-02-13T08:45:26.492Z 来源:《中国科技信息》2022年9月第17期作者:侯帅[导读] DEH控制系统是机组调节、控制核心系统,其所使用的工作介质——高压抗燃油侯帅(山西大唐国际云冈热电有限责任公司,山西大同 037039)摘要:DEH控制系统是机组调节、控制核心系统,其所使用的工作介质——高压抗燃油,对调速系统有极其重要的作用,所以高压抗燃油的油质指标要求非常严格。
本文就抗燃油指标超标,进行原因分析以及处理措施展开相关论述。
通过本论述找到更好的抗燃油质管理办法,提高电厂汽轮机高压抗燃油系统的可靠性和稳定性,给机组安全稳定运行保驾护航。
关键词:抗燃油、劣化分析、处理措施一、汽轮机抗燃油系统概述抗燃油系统包括供油系统、执行机构和危急遮断系统,供油系统的功能是给予高压抗燃油工作压力,并由它来驱动伺服执行机构;执行机构由油动机、伺服阀、LVDT等部件组成,响应从DEH送来的电指令信号,以调节汽轮机各蒸汽阀开度;危急遮断系统是由汽轮机的遮断参数所控制,当这些参数超过其运行限制值时,该系统会关闭汽轮机蒸汽进汽阀门,或只关闭调节汽阀以保证汽轮机安全可靠运行。
抗燃油供油装置的主要功能是提供控制部分所需要的液压油及压力,同时保持液压油的正常理化特性和运行特性。
它由油箱、油泵、控制块、滤油器、磁性过滤器、溢流阀、蓄能器、冷油器、EH端子箱和一些对油压、油温、油位的报警、指示和控制的标准设备以及一套自循环滤油系统和自循环冷却系统所组成。
以下数据以300MW东方汽轮机生产CZK300/258-16.67/0.4/537/537(合缸)型亚临界、一次中间再热、单轴、双缸两排气直接空冷、供热凝汽式汽轮机配套抗燃油系统为例。
1.油箱:油箱采用不锈钢材质钢板焊接而成,设计成能容纳1000升液压油的油箱(该油箱的容量设计满足1台大机和2台50%小机的正常用油);密封结构,设有人孔板供维护清洁油箱用。
油色变深地原因
PROBLEM: DARK OIL问题:油色变深Possible Causes and Corrective Action可能引起的原因和改进的方法(1)High soap content—Rebleach and redeodorize the immediate batch, butdetermine the cause of the problem upstream in refining or prebleaching to prevent future problems.高残皂量—立即重脱色和重脱臭,但要在精炼或预脱色追溯原因防止将来出现问题。
(2)High phosphatides content—Deodorizer feedstocks with a phosphatidecontent above 20 ppm will cause high deodorized oil colors. The phosphatides must be removed in refining and bleaching prior to the deodoerization process. Some of the phosphatides and their associated metal complexes are not easily hydratable. These complexes requie a phosphoric acid pretreatment for their removal in degumming or refining. The prebleach process removes the traces of soap and phosphatides remaining after the refining process. Oils that do reach the deodorizer with high phosphatide content will have a darker color and a characteristic fishy odor after deodorization. These products must be bleached and then redeodorized to salvage the oils.高磷脂含量—脱臭时给料磷脂含量超过20ppm会引起脱色油色泽变深。
磷酸酯抗燃油使用中出现的问题分析及措施

劣化 , 由 于汽 轮 机 的特 殊 性 , 必 须 考 虑在 运 行 中对
油进行在线再生处理 , 大部分磷酸酯抗燃油系统中 都配备有旁路再生装置 , 一方面除去油老化产生的 酸性有害物质和水分 , 另一方面通过高精度过 滤器 除 去运 行 中可 能 产生 的 固体 颗粒 污 染 物 , 保 持 油 的 清河 南 电 力
4 5
磷酸酯抗燃油使用中出现的问题分析及措施
赵瑞菊, 谷 金 红
( 国 网河南省 电力公 司 电力科 学研 究院 , 河南 郑州 4 5 0 0 5 2 )
摘 要: 对 我 省 汽 轮 机调 速 系统 用 抗 燃 油使 用 中 出现 的 问 题进 行 了分 析 , 分 析 了机 组投 产初 期 对抗 燃 油 的性 能和 使
1 概述
目前 我省 3 0 0 MW 及 以上 机组 的调 速 系统 都 使
超标 , 颜 色 突然加 深 比较快 ; ②机组 正 常运行 中出现
颗粒度时常超标 , 电阻率 、 泡沫特性超标 ; ③个别 电 厂监督 管理 制度不 健全 , 导 致抗燃 油 异常偏 离标 准 。
用磷 酸酯抗燃油 。磷酸酯抗燃油为人工合成液压 油, 具 有 良好 的 抗 燃 性 、 抗 磨 性 而广 泛 应 用 于 电调 速系统 , 但 由于抗燃油 的抗氧化安定性和抗 水解安 定性 比矿物油差 , 使得抗燃油在使用中的处理和维 护不 同于 矿物 油 。
F i r e . Re s i s t a n t 0i l
Z h a o R u i - j u , G u J i n — h o n g
( E l e c t r i c P o we r R e s e a r c h I n s t i t u t e o f S t a t e G r i d H e n a n E e c t r i c P o w e r C o mp a n y ,
机组抗燃油油质异常分析及处理
机组抗燃油油质异常分析及处理发表时间:2020-12-18T06:01:55.025Z 来源:《中国电业》(发电)》2020年第20期作者:张旭[导读] 在机组检修时对抗燃油油箱加热装置进行了改造,保证了机组安全。
华能大庆热电有限公司黑龙江大庆 163159摘要:为解决我厂1号、2号机组抗燃油的电阻率、泡沫特性等指标超出DL/T571-2014《电厂用磷酸酯抗燃油运行维护导则》中运行油的质量要求,且运行油颜色较深。
油质不好造成1号机组1、2号高调门及2号机组1号主汽门伺服阀出现内漏现象,部分溢流阀后管路温度较高,存在内漏的现象。
在机组检修时对抗燃油油箱加热装置进行了改造,保证了机组安全。
关键词:油质;伺服阀漏泄;加热器改造;机组安全1.前言我厂安装2×350MW供热机组,汽轮机调速系统使用美国旭瑞达有限公司(以化集团)生产的阿克苏牌磷酸酯抗燃液压液。
2015年二季度监督工作中发现1号、2号机组抗燃油的电阻率、泡沫特性等指标超出DL/T571-2014《电厂用磷酸酯抗燃油运行维护导则》中运行油的质量要求,且运行油颜色较深。
上述现象说明,1号、2号机组抗燃油发生了一定程度的劣化,同时,发生伺服阀内漏现象。
为使油质性能恢复、保障机组的安全运行,需对两台机组抗燃油深入分析,并据此提出现场解决油质问题的方案。
2.试验结果与分析2.1油质部分指标检测结果2015年8月10日,取1号、2号机组抗燃油进行试验室检测。
由表1数据可知,1号、2号机组EH油的酸值均符合运行油标准要求,电阻率、泡沫特性及空气释放值均不符合运行油标准要求。
表1 1号、2号机组EH油部分指标检测结果3.现场处理方案3.1滤油处理按照试验结果,再生处理后抗燃油指标满足要求。
采购了KZTZ-2型抗燃油在线再生脱水装置,采用外接抗燃油滤油机滤油后(西安院研制),酸值基本能控制在标准范围内,但电阻率数值运行一段时间后还是满足不了要求较低,电阻率过低易产生电化学腐蚀,将导致机组调节系统的性能正常发挥带来潜在的不安全影响。
机组启机后抗燃油发黑的原因分析及探讨
机组启机后抗燃油发黑的原因分析及探讨秦 佳1,白文广2,胡耀斌3,孙晓东3(1.华电宁夏灵武发电有限公司,宁夏 灵武 751400;2.宁夏东部热电股份有限公司,宁夏 银川750000;3.西安热工研究院有限公司,陕西 西安 710032)Cause Analysis and Countermeasure Discussion on Blackening of Fire-resistantOil after Unit Start-upQIN Jia1, BAI Wenguang2, HU Yaobin3, SUN Xiaodong3(1. Huadian Ningxia Lingwu Power Generation Co., Ltd., Lingwu 751400;2. Ningxia East Thermal Power Co., Ltd., Yinchuan 750000;3. Xi’an Thermal Power Research Institute Co., Ltd., Xi’an 710032)〔摘 要〕某电厂机组停机再次启机后发现抗燃油颜色变黑、不透明,经再生处理后油质颜色正常,该厂多次出现类似问题。
为解决此问题,进行了理论分析及现场勘查。
经分析得出,油动机局部过热是导致抗燃油发黑、劣化的根本原因,并探讨了解决方法,以彻底解决此问题。
〔关键词〕抗燃油;油泥;再生技术;冷却系统改造Abstract: When a power plant unit is restarted up after shutdown, it is found that the color of the fire-resistant oil turns black and opaque. After regeneration treatment, the oil color is back to normal. Similar problems have occurred many times in the plant. In order to solve this problem, theoretical analysis and on-site investigation are carried out. The analysis shows that the local overheating of the hydraulic servo motor is the root cause of the blackening and degradation of the fire-resistant oil, the solution is investigated to solve the problem thoroughly.Key words: fire-resistant oil; sludge; regeneration technology; cooling system modification中图分类号:TM311 文献标识码:A 文章编号:1008-6226 (2020) 02-0056-030 引言抗燃油系统主要作用是为主汽轮机、给水泵小汽轮机及高压保安系统提供安全稳定的动力用油和控制用油,完成阀门驱动及快速遮断汽轮机等功能。
抗燃油油质超标的原因、危害、处理

抗燃油油质超标的原因、危害、处理摘要:在日常生活中使用的抗燃油,主要由磷酸酯等成分组成,其中的物理化学性质比较稳定,颜色透明、均匀,没有化学沉淀,耐腐蚀抗磨,难溶阻燃性强等是其最重要也甚至是最突出的性质特点之一。
然而在生产中常常会遇到此类抗燃油的产品泡沫氧化特性不达标,体积电阻率不合格,酸值明显升高,出现燃油颗粒物和污染物等油质问题,这些都必然是可能导致此类抗燃油油质质量超标的主要原因,本文主要针对以上几个问题详细分析了此类油质问题可能产生的主要原因,及其后期改善处理对策措施。
一、高压抗燃油特性和运行温度抗燃油是EH油系统的工作介质,油质是否合格对系统能否正常工作有重大的影响,故在系统安装及运行中应对其给予特别关注。
本机组采用高压抗燃油是三芳基磷酸脂化学合成油,其正常工作温度为20~60℃。
鉴于抗燃油的特殊理化性能,系统中所有密封圈材料均为氟橡胶,金属材料尽量选用不锈钢。
运行温度过高或过低都是不允许的。
温度过低会造成油的粘度升高,容易使EH油泵电机过载;运行温度过高,易使油产生沉淀及产生凝胶。
故油的运行温度正常应控制在30~54℃之间。
二、抗燃油油质超标的原因1、油中大颗粒杂质进入相关部件日常检修、保养的时候,零部件未及时进行清洗干净,检修期间室内环境不清洁,密封件内部材质发生老化容易出现脱落,EH油泵是对应于箱内油箱、管道内壁上部分箱内有机物的快速油水溶解和箱内油水快速分离,EH油泵、冷却泵、滤油泵及由于相关使用部件体内各种金属间相互应力摩擦所受的作用力而产生的大量黑色金属性粉屑和塑料碎屑不易直接进入相关部件内的EH油中。
2、抗燃油水解和酸性腐蚀EH油本身其实是一种无机性的磷酸脂,它具有一种性质便是能够进行多种可能的水解,而且在其水解之后,它又会进行一系列的化学反应,生成其它诸如羟基磷酸二氢根和磷酸乙二醇等有机脂类。
这种属于抗酸性有机燃油的水箱体系其中的主要有机水份除其自身都是经过有机老化水解反应之后产生的以外,主要化学成分都是来自其它抗酸性燃油箱顶部的一个空气自动呼吸器,空气从此处的出口直接进入其它抗酸性燃油箱,在通过抗燃油箱顶部油管内壁迅速加热凝结后就会形成一个白色的小水珠,混入其它抗酸性燃油中。
抗燃油颜色发黑的原因
关于抗燃油发黑的问题
电厂抗燃油出现了发黑的问题,发黑是抗燃油老化或者快速劣化的表现。
1、电加热器的不当使用会使抗燃油发黑;
电加热器的设计原理是当油温低于20℃时,主油泵禁止启动,启动加热器,当油温到达90℃,加热器停止工作。
当电加热器的表面温度达到300-350℃左右。
超过70℃就会对抗燃油的颜色,酸值和寿命产生影响,何况电加热器是直接和抗燃油接触的,除了会影响颜色,酸值,寿命外,还会使抗燃油碳化,产生颗粒、油泥,导致伺服阀卡涩,磨损,氟橡胶垫老化,对机组安全运行造成隐患。
建议必须在油温过低时,才能启动,不要轻易使用电加热器,使用后立即切断电源,停机时也要马上切断加热器电源
2、抗燃油酸值增大的主要因素为局部过热和含水量过高,其中以局部过热最为普遍。
抗燃油酸值的增加主要与环境温度有关 ,在常温下它的氧化速率极慢 ,但在较高温度下其氧化速率会剧增 ,油温较高时高压抗燃油在发生氧化或热裂解的同时能溶解其管路连接处的密封材料 ,导致酸值增加或产生沉淀;一方面会造成油系染在流经油动机附近时 ,由于热辐射可使流过该段的油的温度远远超出正常运行时的温度,这种局部热点的存在大大加快了油的劣化速度,使油在短期内酸值很快升高。
油酸值的增加 ,不仅会引起管
道密封材料的腐蚀 ,主要是会对伺服阀内部件造成腐蚀 ,使滑阀与阀座之间单侧或双侧漏流量超标 ,极易造成油系统油压下降。
酸性物从硅藻土滤器中溶出的金属皂类物质 ,会堵塞伺服阀过滤器 ,随着沉淀物的增多 ,必将导致伺服阀堵塞、卡涩等现象发生抗燃油的酸值升高后,抗燃油的酸值增大时,必须连续投入再生装置。
再生装置中的硅藻土滤芯能有效地降低抗燃油的酸度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
抗燃油颜色加深原因分析及处理一、油质状况。
燃油酸酯抗统使用的是磷容号发电机组量为300MW,其调速系某电厂1原样又因同抗燃油,后来系调速统油品颜色变深而更换该电厂曾因1号机组超,呈棕色又逐渐变深后的抗燃油在运行中颜色换因再次更换抗燃油。
更出超然未值为0.109 mgKOH/g,虽沫要求,泡特性超标,酸出国家标准的起引查明行分析,因。
此,必须对油质进标准,但已说明油品开始劣化变质施。
措取相应的化的原因, 以便采颜色变二、原因分析
01抗燃油的再生处理试验拟采用吸附剂对劣化油品进行再生处理。
试验中将极性硅铝吸附剂加入到色深的抗燃油中,加入量为油量的4%,在60 ℃下搅拌0.5 h后过滤,即得到处理后的油样(下文将再生处理后的油样称为
“再生油”,未再生处理的油称为“原油”)。
再生处理前后油的颜色变化见图1,主要项目分析结果见表1。
从图1可见,再生处理后油的颜色明显变浅,说明吸附剂已将油中溶解的发色物质等吸附去除,用吸附剂再生对油品脱色有良好的效果。
再生油样2-1-原始油样1 图再生处理前后油质外观
再生前后油质主要项目分析结果1表
明到得均性特沫泡和率阻电、值酸的品油后理处生再附吸经,明说果结1表.
显改善。
其中,酸值从0.109 mg/g 降为0 .016 mg/g,电阻率(20 ℃)由3.1 ×10^10Ω·cm 变为1.21×10 ^11Ω·cm,说明再生后油质得到明显改善。
这是由于吸附处理可除去油品老化劣化所产生的有害酸性物质、胶质、油泥等,从而使酸值降低、电阻率升高。
02不同温度下过热老化实验将采用吸附剂再生处理后的油分别置于不同温度下过热老化50 h,观察油的颜色变化并测试油的主要分析项目,处理后及不同温度老化后油的外观见图2,试验结果见表2。
℃老化后再生油4-150125再生油2- 3-再生油℃老化后1-原油再生前后及过热老化试验后油的外观2 图
吸附剂再生处理后油的过热老化试验结果2 表
:2老化试验结果可得出对比图2油颜色变化及表1原油经吸附再生处理后颜色为淡黄色,而将再生后油过热老化,油的颜色明显变深,说明高温加速油质劣化,过热老化产生有色物质,使油品颜色变深。
2再生油125 ℃老化颜色变深,与原油颜色接近,说明原油颜色变深为高温导致油品老化所引起。
3再生油150 ℃老化后比125 ℃老化后油的颜色更深、酸值更高、电阻率更低,其中150 ℃老化油的酸值为125 ℃的2.87倍,而电阻率仅为125 ℃的29%。
进一步说明油品的老化速度与温度密切相关,温度越高老化速度越快,油的颜色越深。
总之,原油经吸附再生处理后颜色变浅、油品性能提高,而将再生油过热老化,颜色又变深且性能降低。
同时,在相同时间下,老化后油的颜色及性能与老化温度密切相关,因此判断该电厂1号机组抗燃油颜色变深的原因是油品在运行中温度过高或系统存在局部过热点。
三、解决方法
01抗燃油系统局部过热点的查找在机组运行状态下对1号和2号机组的抗燃油油箱及系统管路的温度场分布情况进行了全面细致的检测,发现2台机组油箱运行油温为41 ℃,均正常。
然而在抗燃油系统中的确存在较多过时同。
触接层温保与处两有路管油燃抗的处阀节调和阀汽主组机号1,点热
与2号机组同位置比较,1号机组的环境温度明显偏高,说明保温效果不如2号机组。
这些因素使得1号机组的局部油温较2号机组高,证实了前面的分析是正确的,即1号机组抗燃油系统管路中存在局部过热点是导致油品老化、颜色加深的主要原因。
02采用KZTZ-2型抗燃油再生装置采用基于强极性硅铝吸附原理并具有再生和脱色功能的KZTZ-2型抗燃油再生装置对该电厂1号机组抗燃油实施在线旁路再生处理。
KZTZ-2抗燃油再生装置的系统流程见图3。
型抗燃油再生装置流程3 KZTZ-2图KZTZ-2型抗燃油再生装置投用3天后,1号机组抗燃油的颜色明显变浅,投用15天后的油质化验结果见表3。
由表3可见,该电厂1号机组的抗燃油经在线再生处理后,油质得到显著改善,油的颜色由棕色变为浅黄色,各项主要性能指标均达到了新油标准要求。
号机组抗燃油的分析结果1表3 投用再生装置后
四、结论
(1)过热氧化能产生使油颜色加深的物质,温度越高,油色变深的速度越。
快
(2)该电厂1号机组抗燃油系统存在局部过热点。
建议在机组停机检修时整改过热的油管路,尽可能使其远离热源。
(3)该电厂1号机组抗燃油投用KZTZ-2再生装置实施在线旁路再生处理15天后,抗燃油的颜色及其它各项主要性能指标均达到了新油标准要求。
经再生处理后的油质稳定,可以继续运行,不必更换新油。