原型样件ots样件生产样件
工装样件认可程序-OTS

四、OTS简要流程
OTS流程6:OTS认可
OTS认可 完全符合要求的OTS样件,SGMW技术中心PE出具OTS认可报告。 OTS有条件认可 已完成路试、系统试验,但OTS文件有缺项,只进行OTS有条件认可。 第二次OTS认可 由于关键件更改等原因必须进行第二次OTS认可。 注:每一份OTS 认可报告只认可一个或一类(材料、性能要求相同)采购级零件。
OTS流程3:计划核准、制造样件
四、OTS简要流程
计划核准 SGMW技术中心PE核准供应商各项计划、产品设计图样(供应商有产品设计责任的); SGMW采购及供应链管理部SQE核准供应商检具开发计划。 制造样件 供应商按交付的资料或(和)核定的技术文件、计划组织生产制造工装样件(OTS样件)。
供应商按交付的资料或(和)核定的技术文件、计划制造工装样件(OTS样件),并进行相关的台架试验及性能试验;
04
OTS工作要求2 :封样
五、OTS工作要求
所有向SGMW送交的OTS样件必须符合本文规定;
检测报告与样件必须一一对应;
所有OTS文件必须与OTS样件一起同时交付;
SGMW采购及供应链管理部提供带有黑色“OTS”字样的黄色零件标签和运输标签;
04
SGMW采购员在OTS样件送达公司后,通知SGMW 技术中心相关PE。
OTS工作要求3 :送样
五、OTS工作要求
在OTS交样之前,供应商应重新提交“分供方清单”,经SGMW技术中心相关PE审批后实施;
1
在OTS交样之后,按SGMW采购及供应链管理部文件“二级供应商管理规范”执行,由产品工程师决定是否做OTS;
2
若零件为关键件, SGMW技术中心相关PE应对该二级供应商做技术评估(TA)。
汽车行业英文缩写

OTS=off tooling samples 即全工装状态下非节拍生产条件下制造出来的样件.用于验证产品的设计能力.(用于验证设计出来的产品是否符合客户要求,同时也是对生产工装的验证) 同时OTS也可以叫模具样品,LH 要求汇总书(一个工程的所有资料)TPB 产品技术描述(图纸、技术供货条件等等)DKM 数据控制模型(汽车形状1:1的基准样车)P P认可=方案认可(决定投入批量生产)B B认可=采购认可(对生产手段的投资认可)D D认可=零件生产和供给认可(为零批量)BMG 产品工程性能认可EM 进行首批样件检验的首批样件,首批样件检验也称首批样件认可。
EMPB EMPB=首批样件检验报告(供货商对其样件检验的文件)2TP 两日生产(供货厂的批量预生产,用来验证批量能力)PVS 生产试制批量0S 零批量(在批量生产条件下的总演习)SF 批量认可(对批量生产的产品认可)EPF (批量供货)方案认可KAF 集团路试验收(质量方面的批量认可)SOP 生产启动(批量生产启动)ME 市场导入(提供给销售商)CAD 计算机辅助设计COP 沿用件(与先前车型通用的零件)CKD 全部拆散SKD 局部拆散HT 自制件KT 外购件(外部供货厂生产的零件)KD 售后效劳OTS 用批量生产的模具生产的零件TE 技术开发部PE (合资厂中的)产品工程部TL 技术供货条件TS 产品零件表ZP 检查点ZSB 总成AEKO (产品)改动的控制组织常用英文缩写对照表汽车行业英文缩写(2021-05-06 14:34:33)OSM- Outside of MaterialOTC Over The Counter 非处方药,可在柜台上卖的药PA Program Approvalpallet n. 托盘Passenger Vehicle 乘用车PAT- Program Attributes Team 产品属性小组PDL Product Design LetterPH Proportions&HardpointsPIPC- Percentage of Indexes with Process Capability 能力指数百分比PIST- Percentage of Inspection points Satisfying Tolerance 检测点满意工差百分比PMT- Program Moudle Team 产品模块小组PO Purchase OrderPPAP- Production Part Approval Process 生产件批准程序PPSR Production Preparation Status ReportPQA Process Quality AssurancePR Program ReadinessPre-Launch 试生产price-driven costing 价格引导本钱Production Preparation-Final Nissan - PT2/Renault - PPProduction Preparation-Initial Nissan - PT1/Renault - PPP3Production Trial Run 试生产Prototype 样件QFD Quality Funtion Deploy质量功能展开QFTT Quality Functional Task TeamQR- Quality Reject 质量拒收QS Quality StandardRAN Release Authorisation Numberreverse 倒车档RFQ Request For Quotation询价RKD Reverse Knock DownRLQ Receiving Lot QuantityROC Rate of ClimbROI return on investment 报酬率ROP Re-Order PointRTO Required To OperateSAIS Supplier Assessment & Improvement SystemSC Strategic Confirmation/significant Charac’teristicsSDS- System/ Design Specifications 系统/设计说明second gear 二档SFMEA System FMEAShipping Date 出货日、Invoice Date 发票日或On Board Date 装船日Side Windshield 侧窗玻璃SJ Strategic IntentSNP Standard Number of Parts1PP- First Phase of Production Prove-Out 第一次试生产3C Customer(顾客导向)、Competition(竞争导向)、Competence〔专长导向〕4S Sale, Sparepart零配件, Service, Survey信息反响5S 整理,整顿,清理,清洁,素养8D- 8 DisciplineABS Anti-lock Braking SystemAIAG 美国汽车联合会ANPQP Alliance New Product Quality ProcedureApportionment 分配APQP Advanced Product Quality PlanBacklite Windshield 后窗玻璃Benchmark Data 样件资料bloodshot adj.充血的, 有血丝的BMW Bavarian Motor WorksSOW- state of work 工作申明SPC Statistical Process ControlSQA Supplier Quality AssuranceSREA- Supplier Request for Engineering Approval 供给商工程设计更改申请ST Surface TranferSTRS Supplier Test Report SystemSubcontractor 分承包商Sunroof Windshield 天窗玻璃SUV Sports Utility VehicleTAG Test Aptitude GraphiqueTCO Total Cost of Ownership 总持有本钱TCRA Total Cost Reduction ActivityTGR Things Gone RightTGW Things Gone WorstTM Techinical ManualTPM Total Preventive MaintenanceTTO-Tool Try Out 工装验证UOM Unit Of MeasureVES Vehicle uation SystemVO- Vehicle Operation 主机厂VPP- Vehicle Program Plan 整车工程方案VQA Vehicle Quality AssuranceVTTO- Vendor Tool Try-Out 供给商工装验证WERS- World Wide Engineering Release System WVTA Whole Vehicle Type Approval凹坑 concave车床 lathe抽查试验spot check test出厂试验delivery test次品defective product调幅amplitude modulation (AM)调频 Frequency Modulation断差 offset对讲机 interphone法平面normal plane翻车rollover返工 re-doing防滑地板 no-skid floor仿真emulation副作用side effect改装厂 refitting factory隔热板heat shield后围侧板 rear wall side cover划痕 scratchC.P.M Certified Purchasing manger 认证采购经理人制度CB- Confirmation Build 确认样车制造CC- Change CutOff 设计变更冻结CCSC- critical/significant characteristicCCR Concern & Countermeasure RequestCCT Cross Company TeamCharacteristics Matrix 特性矩阵图COD Cash on Delivery 货到付现预付货款(T/T in advance) CP1- Confirmation Prototype 1st 第一次确认样车CP2- Confirmation Prototype 2nd 第二次确认样车Cpk 过程能力指数Cpk=Zmin/3CPO Complementary Parts OrderCraftsmanship 精致工艺Cross-functional teams 跨功能小组CUV Car-Based Ultility VehicleD1:信息收集;8DD2:建立8D小组;D3:制定临时的围堵行动措施,防止不良品流出;D4:定义和证实根本原因,防止再发;D5:根据根本原因制定永久措施;D6:执行和确认永久措施;D7:预防再发,实施永久措施;D8:认可团队和个人的奉献。
8.3.4.3原型样件方案-IATF16949条款解读

8 运行8.3产品和服务的设计和开发8.3.4.3原型样件方案当顾客要求时,组织应制定原型样件方案和控制计划。
组织应尽可能地使用与正式生产相同的供应商、工装和制造过程。
应监视所有的性能试验活动的及时性完成和要求符号性。
当服务被外包时,组织应将控制的类型和程度纳入其质量管理体系的范围,以确保外包服务符合要求(见ISO 9001第8.4条)。
8 Operation8. 3 Design and development of products and services8. 3. 4 .3 Prototype programmeWhen required by the customer,the organization shall have a prototype programme and control plan. The organization shall use,whenever possible,the same suppliers,tooling,and manufacturing processes as will be used in production.All performance-testing activities shall be monitored for timely completion and conformity to requirements.When services are outsourced,the organization shall include the type and extent of control in the scope of its quality management system to ensure that outsourced services conform to requirements(see ISO 9001,Section 8.4)术语控制计划:对控制产品制造所要求的系统及过程的成文描述。
OTS样件认可流程梳理

一. 目的/范围
1. 目的:为确认供应商是否理解并满足我司的设计、工程、质量要求;使供 应商提供的OTS样件符合设计、工程、质量要求,使其质量验证过程处于受 控状态。 2. 范围:适用于新产品开发OTS样件认可,及工程更改、供应商变更时OTS 样件的认可。
二二、术语
1. OTS; 工装样件
五、OTS样件认可要求
5.1. 送样
5.1.1. 所送交样件必须符合本流程的规定;
5.1.2. 检测报告与样件必须一一 一一 对应;
5.1.3. 所有OTS文文件必须与OTS样件一一起同时交付;
5.1.4. 在OTS样件送达公司后,开发工工程师通知SQE、检验 员,并提交单件,有检验员进行行行复检,并在全尺寸寸报告上 进行行行签字确认。
PPAP是证明供应商能够一直稳定的按照节拍的生产符合设计、工程、 质量要求的能力,这是有区别的。
注意事项
• 6.设计变更件的OTS认可;
6.1原则上,所有的产品变更,都需要进行OTS认可; 6.2原则上,认可范围是变更影响的因素,都要进行再次确认;
备注:我们设计变更的OTS认可基本上没有进行控制,以后的设计变更希望各个负责人注意。
4.4.3. OTS样件测量量及试验完成后进行行行评审封样,签字认可 (如适用用)。
四、OTS样件认可流程
4.5. OTS样件提交
4.5.1. 填写报告;供应商在对OTS样件的性能试验、尺寸寸检测完毕后进行行行, 全尺寸寸检测报告,试验报告,的填写及所有OTS的表单进行行行填写完善。
4.5.2. OTS交样;经供应商自自检合格后的OTS样件、自自审批准后的OTS文文 件资料料(含按计划提交的产品图纸)。
4.3.2. 样件制造;供应商按核准的计划,按计划要求安排OTS样件制 造。
OTS样件认可流程梳理
七、OTS文文件清 单
⑴. 《OTS认可报告》 ⑵. 《全尺寸检测报告》 ⑶. 《材质实验报告》 ⑷. 《性能试验报告》 ⑸. 《外观批准报告》(如适用)
注意事项
• 1.全尺寸报告
1.1内容必须是图纸上的每一个尺寸 1.2包含每一个构成单元; 1.3全尺寸报告需要检验员复检,结合检验员的时间需要排定具体的计划; 1.4固化尺寸测量方式;
PPAP是证明供应商能够一直稳定的按照节拍的生产符合设计、工程、 质量要求的能力,这是有区别的。
注意事项
• 6.设计变更件的OTS认可;
6.1原则上,所有的产品变更,都需要进行OTS认可; 6.2原则上,认可范围是变更影响的因素,都要进行再次确认;
备注:我们设计变更的OTS认可基本上没有进行控制,以后的设计变更希望各个负责人注意。
四、OTS样件认可流程
4.2. 供应商制定计划
4.2.1. 供应商制定技术要求计划
①. 《A表》产品开发与控制计划;②《B表》零部件构成,尺寸寸检测计 划;③《C表》模具、检具、夹具开发计划;④《D表》产品实验计划
四、OTS样件认可流程
4.3. 计划核准,样件制造
4.3.1. 计划评审核准;开发工工程师负责组织供应商的各项计划的评审及核 准。
• 7.核心件的OTS认可;
7.1核心产品的OTS认可工作,分阶段进行。
8.DV产品的质量认可;
8.1虽然不是OTS认可,但是全尺寸测量和实验项目的确认不能缺少;
4.5.3. 供应商提交所有按技术要求填写的文文件及OTS样件,由产品工工程师负 责接收组织评审。
四、OTS样件认可流程
4.6. OTS认可
4.6.1. OTS认可;供应商提供完全符合标准要求的OTS样件及 资料料,由产品工工程师组织评审,评审通过后出具认可报告。
产品开发过程中要做的文件以及各个阶段的划分
产品开发过程中要做的文件以及各个阶段的划分OTS①OTS=off tool sample 初始样件(手工样件)是指首次样件,②然后会有个PVS首批样件小批量试生产。
PVS是原型验证系统(Prototype Verification System)的缩写③再接下来的是2TP正式批量供货前2天试生产验收。
④接下来才是正式订单及量产。
OTS是工程认可,PVS是质量部负责2TP及批量二日生产验收验收目的在供应商形成批量供货能力的条件下,自主机厂采购部下达二日生产任务的指令开始,检验供应商从采购原材料,二次外购件,到组织生产,过程控制,质量检验,并在规定的时间内将外协件运往主机厂指定仓库,并在规定的时间内,在主机厂生产合格的全过程的能力。
即验证供应商批量供货的质量能力。
验收范围1、审核产品的技术状态、首批样品检验结果、DFMEA、PEMEA、QPN结果、B件认可(BMG)2、审核物流原材料,二次外协件的入口质量控制能力、库房质量管理能力;3、审核供应商生产过程、及其物流的质量能力、二次供应商生产过程质量控制能力;4、审核供应商终检的能力;5、审核供应商型式试验的能力;6、审核供应商发货的质量控制能力。
验收方法对供应商生产过程进行验收,并实施双方商定的产品检验项目,验证过程的稳定性。
工程上的一些缩写含义2009年05月28日星期四 19:06序号缩写英文原文解释1 OTS OFF TOOL SAMPLE 用批量生产的工模器具制造出的样件2 PVS Produktions – Versuchs - Serie 批量试生产3 TMA Trial Manufacturing Agreement 试制协议4 QSV Qualitaes-Sicherungs-Vereinbarung 质量保证协议5 BMG Bau-Muster-Genehmigung 产品工程样件性能检验认可6 B- Freigabe 采购认可7 D- Freigabe 试制/0批量的认可8 P- Freigabe 计划认可9 TL 技术资料汇编10 LH LastenHeft 要求汇总书11 Pflichtenheft 责任汇总书12 ME Markt-Einfuehrung 市场导入13 MIS Management Informations-System 管理信息系统14 Nullserie 零批量15 QPN Qualifizierungs-Programm Neuteile 新零件质量提高计划16 SOP Start-Of-Production 批量生产启动Standard Operating Procedure 标准操作程序17 QSR 质量体系要求18 APQP Adavanced part quality plan 高级产品质量计划19 PPAP product part approval procedure 生产件批准程序20 QSA 质量体系评审21 MSA measurement system analysis 测量系统分析22 FMEA 失效模式及结果分析23 SPC 统计过程控制。
工装样品(OTS)交样要求、
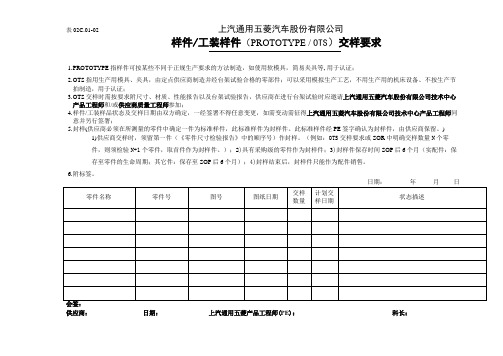
表02C.01-02 上汽通用五菱汽车股份有限公司
样件/工装样件(PROTOTYPE / OTS)交样要求
1.P ROTOTYPE指样件可按某些不同于正规生产要求的方法制造,如使用软模具,简易夹具等, 用于认证;
2.O TS指用生产用模具、夹具,由定点供应商制造并经台架试验合格的零部件;可以采用模拟生产工艺,不用生产用的机床设备、不按生产节
拍制造,用于认证;
3.O TS交样时需按要求附尺寸、材质、性能报告以及台架试验报告,供应商在进行台架试验时应邀请上汽通用五菱汽车股份有限公司技术中心
产品工程师和/或供应商质量工程师参加;
4.样件/工装样品状态及交样日期由双方确定,一经签署不得任意变更,如需变动需征得上汽通用五菱汽车股份有限公司技术中心产品工程师同
意并另行签署;
5.封样(供应商必须在所测量的零件中确定一件为标准样件,此标准样件为封样件。
此标准样件经PE签字确认为封样件,由供应商保留。
)
1)供应商交样时,须留第一件(《零件尺寸检验报告》中的顺序号)作封样。
(例如:OTS交样要求或SOR中明确交样数量N个零
件,则须检验N+1个零件,取首件作为封样件。
);2)具有采购级的零件作为封样件;3)封样件保存时间SOP后6个月(实配件:保存至零件的生命周期;其它件:保存至SOP后6个月);4)封样结束后,封样件只能作为配件销售。
6.附标签。
供应商:日期:上汽通用五菱产品工程师(PE):科长:。
OTS是什么阶段

OTS是什么阶段
Prototype->OTS->PPAP->SOP
OTS Off Tooling Sample 是工装样件,是在正常生产的工装设备下生产出来的,只是生产节拍和正常生产不同;在APQP阶段用于验证产品设计和过程设计时运用正式生产的工装夹具、模具采用与正式生产相同或者相似的工艺生产出来经过台架试验合格和材料化验合格的零部件;
OTS是APQP的第二阶段,手工样件后的样件提交。
是使用正常的工装设备生产的样件,目的是验证工装;后续就是PPAP产品批准。
OTS主要用能、制造可行性及品质可行性方面的评价,目的就是验证大规模生产零件供应商的硬工装的能力(主要是模具和夹具方面),只是没有将生产节拍纳入考量。
S1,S2阶段是SOP small-outline package 的分阶段,是PPAP 阶段用于按照正常生产节拍验证产能逐步提高(满足产品质量要求前提下)的前一批或者几批零部件,SOP验证合格后才可以PPAP正式批准。
产品试制管理办法
结 束
样件 试制
检 验
不 合 格 处 置
5.3.2.5所有试制产品要求及对试制过程实施检验或试验,ห้องสมุดไป่ตู้应按技术部试制流程实施加工,对其加工过程及产品实行 标识,检查员按每个产品的标号及加工工序、最终工序分 别进行检验,要求检验记录能够追溯到每个样件实物。检 查员必须按工序检查每道工序其产品要求,并形成记录。 测量后,分别对合格件、不合格件,进行相应的标识,注 明合格标识的产品允许转序,对于最终产品样件应按客户 要求,如实填写样件检测报告,其内容包括①材质单 ②金相报告 ③硬度报告。④产品尺寸检测报告(包括外 观质量)。完工产品样件携带一份《合格单》转入营销部。 《合格单》(合格单一式三份,一份质保部自留,一份由 车间、生产部登记后转财务部,一份随件运行)。 5.3.2.6 对下列情况,质保部检查员拒绝检测并通知零件 加工部门重新加工或返修或退货。(经技术部认可的特殊 情况除外) a)毛坯无《自检报告》。 b)样件无序号,《产品检测单》无序号。 c)零件表面质量不符合要求。
流程
开始
新产品试制 策划及准备
5.3.1新产品试制策划及准备 后,应做好与顾客的沟通工作,获得为顾 客提供设计样件的许可后, 从顾客处取 回产品图交给技术部。 技术部组织相关 人员对产品图等工程规范进行评审, 识 别产品重要特性和顾客特殊要求 并组织 样件试制策划, 包括初始过程流程图、 FMEA、 样件控制计划、样件作业(检 验)指导书、 工装设计制造(包括刀具 检具)或采购等。 技术部等相关部门配合采购部确定毛坯 及配件试制供货协议。
流程
5.3.3样件评审、跟踪、纠正措施试制 试制情况, 由项目小组组织评审组实施评审, 评审内容包括产品图纸(包括其它顾客对产品 的要求)、试制技术检验文件(包括检验方法 和手段)、检验记录、样件,评审结果应形成 记录,特别是对不符合要求必须形成文件,并 对其实施纠正措施及结论。营销部代表顾客参 与评审并对存在的问题,组织相关部门与客户 沟通协调解决。
在汽车行业混,这些缩写不知道说不过去吧!
在汽车⾏业混,这些缩写不知道说不过去吧!中午和⾦融业的朋友吃饭,听她接了个电话,是这么交流的:“Sofia,你听我港,这个project的schedule有些问题,尤其是buffer不多。
另外,cost也偏⾼。
⽬前我们没法confirm⼿上的 resource能完全take得了。
anyway我们还是先pilot⼀下,再followup最终的output,看能不能run的⽐较smoothly,更重要的是evaluate所有的cost能不能完全被cover掉。
”电话还没说完,我就觉得不对劲,咱制造业民⼯虽然形象差点,可语⾔⽅⾯也不能输她⾦融⼩⽩领呀,于是就假装拨通电话:喂,⼩丽呀!“⼩丽总呀,我和你说了多少遍了,这个项⽬的SOP时间太紧了,本来kick-off时间就晚,还是紧急替代CKD件,OEM的领导亲⾃到Tier 1公司来催OTS样件,你说你到现在FMEA没做,CP没有,再这样下去必须要发PR&R了,说不要还要升级CS1!说完这些,看着⼩⽩领略有些惊愕的表情,顿时觉得有点找回场⼦了,毕竟,咱这⼏个术语/缩写⼀出⼝,不是汽车⾏业的“⽼司机”还真回不过味来,更何况你这样的⾦融⼩⽩领。
那么问题来了,汽车⾏业到底有哪些搞晕⼈的缩写呢?我们⼀起来理⼀理。
让⼈累觉不爱的缩写01GP系列GP的全称是General Procedure,通⽤程序的意思,是通⽤汽车公司内部⾮常知名的流程编号,如GP12,早期⽣产遏制。
GP12⽰意GP12其实就是要发运前再⼀次的检验确认,不过因为GP12太有名了,很多朋友就想当然认为GP12前⾯的GP11,10,9……就是⽣产环节的各道检验/报交,类似于德系的ZP的意思。
其实不然,GP只是个流程的编号,是对内部及供应商培训的⼀些质量管理流程的缩写,⽐如:GP4:⽣产件批准状况通知(GM1407)GP5:供应商质量监控流程(GM1746)GP6:供应商对匹配检查材料的呈报(GM1689)GP7: 可追溯性(GM1730)GP8:持续改进程序(GM1747)GP9:按节拍⽣产品(GM1960)GP10:供应商检测设备的评价和鉴定(GM1796)GP11:关于前期样件及样件材料供应商程序 (GM1820)GP12:早期⽣产遏制(GM1920)怎么从4开始编的号?GP1-3有吗?找了好些地⽅都没有找到,欢迎补充。
OTS认可流程
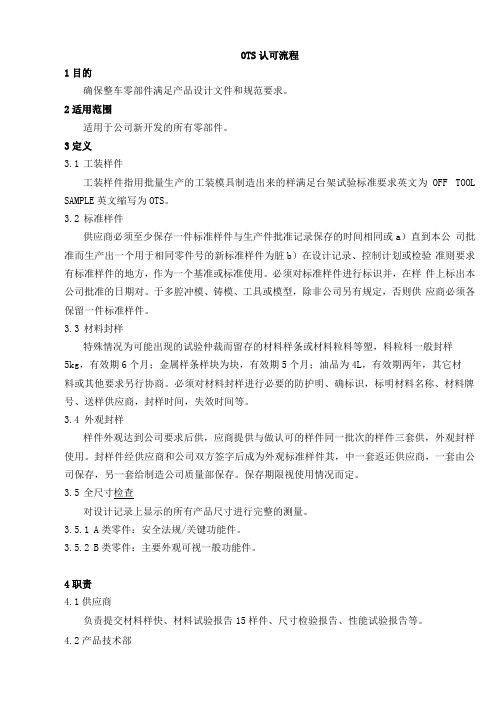
OTS认可流程1目的确保整车零部件满足产品设计文件和规范要求。
2适用范围适用于公司新开发的所有零部件。
3定义3.1工装样件工装样件指用批量生产的工装模具制造出来的样满足台架试验标准要求英文为OFF TOOL SAMPLE英文缩写为OTS。
3.2标准样件供应商必须至少保存一件标准样件与生产件批准记录保存的时间相同或a)直到本公司批准而生产出一个用于相同零件号的新标准样件为脏b)在设计记录、控制计划或检验准则要求有标准样件的地方,作为一个基准或标准使用。
必须对标准样件进行标识并,在样件上标出本公司批准的日期对。
于多腔冲模、铸模、工具或模型,除非公司另有规定,否则供应商必须各保留一件标准样件。
3.3材料封样特殊情况为可能出现的试验仲裁而留存的材料样条或材料粒料等塑,料粒料一般封样5kg,有效期6个月;金属样条样块为块,有效期5个月;油品为4L,有效期两年,其它材料或其他要求另行协商。
必须对材料封样进行必要的防护明、确标识,标明材料名称、材料牌号、送样供应商,封样时间,失效时间等。
3.4外观封样样件外观达到公司要求后供,应商提供与做认可的样件同一批次的样件三套供,外观封样使用。
封样件经供应商和公司双方签字后成为外观标准样件其,中一套返还供应商,一套由公司保存,另一套给制造公司质量部保存。
保存期限视使用情况而定。
3.5全尺寸检查对设计记录上显示的所有产品尺寸进行完整的测量。
3.5.1A类零件:安全法规/关键功能件。
3.5.2B类零件:主要外观可视一般功能件。
4职责4.1供应商负责提交材料样快、材料试验报告15样件、尺寸检验报告、性能试验报告等。
4.2产品技术部负责零部件DVP的编制与重点件性能试验地点的确认;负责S件外观检验和尺寸检验,并出具认可报告;负责零部件的15认可;负责性能试验跟踪与试验报告认可;负责设计变更、图纸发放以及是否做OTS决定;负责编制整IDVP,编制相关系统性能认可报告;负责OTS认可资料的存档、下发。
OTS件交样要求
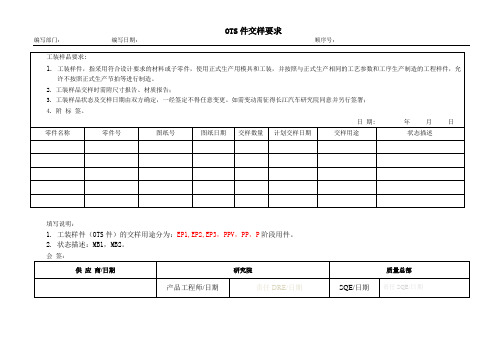
日期:年月日
零件名称
零件号
图纸号
图纸日期
交样数量
计划交样日期
交样用途
状态描述
填写说明:
1.工装样件(OTS件)的交样用途分为:EP1,EP2,EP3,PPV,PP,P阶段用件。
2.状态描述:MB1,MB2。
会签:
供应商/日期
研究院
质量总部
产品工程师/日期
责任DRE/日期
SQE/日期
责任SQE/日期
工装样品要求:
1.工装样件,指采用符合设计要求的材料或子零件,使用正式生产用模具和工装,并按照与正式生产相同的工艺参数和工序生产制造的工程样件,允许不按尺寸报告、材质报告;
3.工装样品状态及交样日期由双方确定,一经签定不得任意变更。如需变动需征得长江汽车研究院同意并另行签署;
原型样件ots样件生产样件
原型样件o t s样件生产样件Jenny was compiled in January 2021什么是原型样件、ots样件、生产样件OTS=offtoolingsamples译为“工程样件”。
即全工装状态下非节拍生产条件下制造出来的样件.用于验证产品的设计能力.工程样件得到认可后形成的报告OTS样件主要是验证公司工装生产的产品是否满足产品的使用要求。
PPAP样件往往要按照顾客的数量进行生产,生产的过程要与后续的批量生产过程一致。
它目的是验证公司生产过程是否能够稳定提供满足顾客使用要求的产品。
它可以用来分析试生产过程能否满足要求手工样件是手工制作或通过部分工装制作的样件OTS样件应为工装样件,是使用正常生产工装设备生产的样件,只是没有按照正常生产节拍生产而已同意楼上的观点。
应该是这样的。
一般都经过手工样件、OTS、PPAPOTS样件是试模后生产的,在控制计划表上有样件、试产和量产三种类型,那OTS就是控制计划中的样件(APQP第二阶段)。
OTS应该是CP中的样件一般的说,汽车厂在选择供应商时,一种件需要选择2家以上供应商,在没有最终确定前,供应商一般采取手工制样或用“土胎具”做样件。
这时的样件称为手工样件。
当路线确定之后,供应商开始加工正式的工装模具,用正式的工装模具制作的样件称为工装样件,也就是OTS样件。
这是有些汽车厂的习惯做法。
制作方式区别手工样件:可以是任何方式加工形成的,相对成本是投资最小的方法OTS样件:要以固定的形式进行的加工,这个固定的形式是可以SOP的形式,节拍不需要考虑。
就是要以最终SOP时的工装进行制作。
手工样件:在开发产品初期,因为产品没有定型或其它经济上或被要求的原因,利用手工、快速成型、简易模制造出来的样件。
OTS样件:offtoolsample,在产品结构尺寸定型以后,利用SOP采用的正式工装模具生产出来的样件,只是不一定需要按照正常生产节拍生产.如果要完整地说一遍,是不是:手工样品/件OTS样品/件小批量生产/件量产/件在设计开发活动中手工样件和工装样件是有区别的,根本不是一回事.我个人的理解如下:工装样件是使用工装制作出来,比如注塑件或冲压件,是使用模具制作出来的.而手工样件则不使用工装,比如可以使用线切割或者手工打磨等.手工样件一般用于对图纸的确认或顾客要求意图的确认.如果不合适还应进行修改.在没有开模之前,修改的成本低,如果模具都开好了,再修改那成本和时间都很麻烦.。
OTS样件生产程序

Quality Management Procedure质量管理体系程序1。
目的通过OTS程序的规范化使相关人员清楚的了解到OTS的具体步骤。
2.范围使用于英纳法汽车天窗系统有限公司OTS阶段样件生产活动。
3.相关定义OTS: Off Tool Sample. 这是APQP第三阶段“过程设计和开发”的输出之一.其目的是验证模具,工装,夹具是否能生产出合格的产品,不要求在确定的节拍下生产。
PR:Purchasing Request.采购申请PO:Purchasing Order.采购订单SCAP:Supplier Corrective Action Plan.供应商整改计划PM:Project Manager.项目经理PE:Project Engineer。
产品工程师SQD:Supplier Quality Development。
供应商质量开发工程师QE:Quality Engineer.质量工程师ME:Manufacturing Engineer.制造工程师SQE: Supplier Quality Engineer。
供应商质量工程师SBR: Special Build Requirement。
特殊生产要求4.职责:见流程所示。
5。
流程5.1项目经理确定OTS样件制作数量和时间。
5.2 PE制定PR,得到项目经理批准后,采购部把OTS样件生产数量和时间传递给供应商,以便供应商能及时制定项目计划,并且按照该计划提供零件和相应的报告.5。
3 采购部跟踪供应商的发货计划,SQD确认供应商能否满足要求,如果满足不了,需要推动供应商提供改进计划。
5。
4 供应商应根据要求提供OTS样件和相应的报告,SQD和PE评审OTS样件,记录发现的问题并列出一个问题清单.相关责任人跟踪解决问题清单中所列各项问题。
5。
5 OTS 样件由物流部门进行管理。
5.6 OTS样件生产之前依据项目经理的要求工程部应制定SBR并通知各个部门,各部门为OTS样件生产做好准备。
OTS工程样件认可流程
OTS工程样件认可流程OTS(Off-The-Shelf)是指采购或散装采购货物的企业或个人在没有定制需求的情况下,选择市场现成的、符合自己需要的货物。
OTS工程样件认可流程是指在工程项目中,对所采购的样件进行认可和验收的过程。
以下是OTS工程样件认可流程的详细步骤:1.需求确认:在工程项目开始之前,项目经理或采购部门与相关部门进行沟通,明确工程项目的需求和技术规范。
根据需求,确定需要采购的OTS样件的种类和数量。
2.供应商选择:根据需求和技术规范,采购部门根据以往的经验和市场调研,选择合适的供应商。
选择供应商时,重点考虑供应商的产品质量、生产能力、交货期、售后服务等方面。
4.样件申请:采购部门向供应商提出样件申请,说明样件的种类、数量和要求,并告知供应商样件认可的标准和流程。
供应商根据要求准备样件并寄送给采购部门。
5.样件初审:采购部门对接收到的样件进行初审,根据样件认可标准进行外观检查和性能测试。
如果样件初审合格,进入下一步,否则退回给供应商并说明原因。
6.样件试用:采购部门将初审合格的样件交给有关技术部门进行试用,包括对样件进行性能测试、使用可行性评估等。
7.样件评估和反馈:技术部门对样件进行全面评估,包括样件的质量、性能、适用性等方面。
根据评估结果,提交反馈给采购部门,包括样件的优点、不足和改进建议等。
8.样件认可决策:采购部门根据样件评估结果、项目需求和对供应商的综合评价,对样件进行认可决策。
认可决策可以包括通过认可、拒绝认可或要求供应商进行改进等。
9.认可通知和签订合同:采购部门向供应商发出样件认可通知,并与供应商签订合同。
合同内容包括样件的规格、价格、交货期、质量保证期等。
10.样件验收:在供应商交付样件后,采购部门对样件进行验收,包括外观检查、性能测试等。
如果样件合格,认可流程结束,并按合同约定进行后续采购和付款;如果样件不合格,根据合同约定,要求供应商进行更换或改进。
11.后续跟踪和维护:采购部门在工程项目进行期间,对供应商交付的样件进行后续跟踪和维护,包括对样件的使用情况、质量状况等进行记录和分析,并及时与供应商沟通解决问题。
OTS工程样件认可流程
1)完全沿用件。
2)工程师认为不需要认可时,需要项目统一打申请单给项目总监 签字,由采购质量进入小批量或者批量。 3、认可的条件 1)设计部门对供应商的设计、变更、其他技术文件确认后。
2)供应商按照时间要求提供的材料样条、样块、性能、路试样件满 足要求,提供的OTS认可资料符合规范。 3)AB类零件经过抽样检测合格,非AB类通过检测合格。
工装样件认可程序
二、职责
OTS认可是多个部门共同的工作,各个部门有着不同的责任分工。
序号 1 2 3 4
部门 设计部门 采购 质保部(采 购质量) 试验部门
职责 设计的批准,变更的记录批准,检具方案的确认,试验样件 的现场抽样,供应商图纸的有效性 负责供应商的选择,零部件采购。(新项目流程执行后,职 责发生改变) 检具的验收,配合设计部门现场取样。负责供应商产品符合 设计的图纸及相关技术文件要求,负责对供应商的考核 负责对试验的零件接收、存放、管理、试验(材料、性能、 道路)及报告,并建立台帐。
工装样件认可程序
一、术语及简介 1、什么是工装样件认可
工装样件认可就是OTS认可。 工装样件=OTS
OTS = OFF TOOL SAMPLE=工装样件
2、OTS与PPAP的关系是什么?
OTS是PPAP的重要组成部分。
工装样件认可程序
一、术语及简介
1、A类零件 法规、安全、关键功能件。 2、B类零件 主要外观、一般功能件。
工装样件认可程序
A类、B类零件清单
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 零件名称 外开把手 四门装饰条 散热器格栅 呢槽、密封条 仪表板横梁 气弹簧 限位器 牌照灯护板 前风挡下饰板 立柱护板 手套箱 顶棚 遮阳板 类别 B B B B A B B B B B B B B 序号 14 15 16 17 18 19 20 21 22 23 24 25 26 零件名称 天窗 玻璃升降器 后视镜 安全带 座椅 方向盘 仪表板 门护板 地毯 乘客扶手 保险杠 玻璃 类别 A B A A A A B B B B A A
工装样件认可程序-OTS

目录
• OTS工装样件认可程序简介 • OTS工装样件认可程序流程 • OTS工装样件认可程序关键要素 • OTS工装样件认可程序实施与监控 • OTS工装样件认可程序培训与沟通 • OTS工装样件认可程序案例分析
01 OTS工装样件认可程序简 介
OTS工装样件认可程序定义
沟通方式
采用定期会议、内部邮件、企业内部通讯工 具等多种形式,保持实时、有效的信息传递 。
对外沟通
1 2
沟通目标
与供应商、客户等外部合作伙伴建立良好的沟通 机制,确保OTS工装样件认可程序的顺利实施和 产品质量的一致性。
沟通内容
包括OTS工装样件认可程序的相关要求、标准、 流程等,以及产品质量的检测和验收标准等。
初步评估过程中,可能会要求申请者提供更多的资料或进行现场审核,以确保产品的可靠性和可行性 。
样品制作与提交
通过初步评估后,申请者需按照要求制作工装样件,并提交 给相关部门进行审核。
提交的工装样件应符合设计要求,并经过充分的测试和验证 ,以确保其性能和质量符合预期。
样品审核与批准
相关部门将对申请者提交的工装样件进行全面的审核,包括外观、尺寸、性能等方面的检测和评估。
识别和解决潜在的设计、工艺和 制造问题,以降低生产成本和减
少产品上市时间。
建立对工装样件的信心,以便在 后续的生产过程中进行批量制造。
OTS工装样件认可程序适用范围
该程序适用于产品开发过程中的各个阶段,特别是对于需要使用工装样件的制造 和装配过程。
该程序适用于各种行业,如汽车、航空航天、电子、机械制造等,以确保产品的 质量和性能。
实施计划
01
制定详细实施方案
明确OTS工装样件认可程序的目标、范围、时间安排、资源需求等,确
OTS认可流程
OTS认可流程1 目的确保整车零部件满足产品设计文件和规范要求。
2 适用范围适用于公司新开发的所有零部件。
3 定义3.1 工装样件工装样件指用批量生产的工装模具制造出来的样件,满足台架试验标准要求,英文为OFF TOOL SAMPLE,英文缩写为OTS。
3.2 标准样件供应商必须至少保存一件标准样件,与生产件批准记录保存的时间相同,或a)直到本公司批准而生产出一个用于相同零件号的新标准样件为止;或b)在设计记录、控制计划或检验准则要求有标准样件的地方,作为一个基准或标准使用。
必须对标准样件进行标识,并在样件上标出本公司批准的日期。
对于多腔冲模、铸模、工具或模型,除非公司另有规定,否则供应商必须各保留一件标准样件。
3.3 材料封样特殊情况为可能出现的试验仲裁而留存的材料样条或材料粒料等,塑料粒料一般封样5kg,有效期6个月;金属样条样块为6块,有效期6个月;油品为4L,有效期两年,其它材料或其他要求另行协商。
必须对材料封样进行必要的防护、明确标识,标明材料名称、材料牌号、送样供应商,封样时间,失效时间等。
3.4 外观封样样件外观达到公司要求后,供应商提供与做认可的样件同一批次的样件三套,供外观封样使用。
封样件经供应商和公司双方签字后成为外观标准样件,其中一套返还供应商,一套由公司保存,另一套给制造公司质量部保存。
保存期限视使用情况而定。
3.5 全尺寸检查对设计记录上显示的所有产品尺寸进行完整的测量。
3.5.1 A类零件:安全/法规/关键功能件。
3.5.2 B类零件:主要外观可视/一般功能件。
4 职责4.1 供应商负责提交材料样快、材料试验报告、OTS样件、尺寸检验报告、性能试验报告等。
4.2 产品技术部负责零部件DVP的编制与重点件性能试验地点的确认;负责OTS件外观检验和尺寸检验,并出具认可报告;负责零部件的 OTS认可;负责性能试验跟踪与试验报告认可;负责设计变更、图纸发放以及是否做 OTS决定;负责编制整车DVP,编制相关系统性能认可报告;负责OTS认可资料的存档、下发。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原型样件o t s样件生产
样件
文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)
什么是原型样件、ots样件、生产样件
OTS=offtoolingsamples??译为“工程样件”。
??
即全工装状态下非节拍生产条件下制造出来的样件.用于验证产品的设计能力.??工程样件得到认可后形成的报告
OTS样件主要是验证公司工装生产的产品是否满足产品的使用要求。
PPAP样件往往要按照顾客的数量进行生产,生产的过程要与后续的批量生产过程一致。
它目的是验证公司生产过程是否能够稳定提供满足顾客使用要求的产品。
它可以用来分析试生产过程能否满足要求
手工样件是手工制作或通过部分工装制作的样件
OTS样件应为工装样件,是使用正常生产工装设备生产的样件,只是没有按照正常生产节拍生产而已
同意楼上的观点。
应该是这样的。
一般都经过手工样件、OTS、PPAP
OTS样件是试模后生产的,在控制计划表上有样件、试产和量产三种类型,那OTS就是控制计划中的样件(APQP第二阶段)。
OTS应该是CP中的样件
一般的说,汽车厂在选择供应商时,一种件需要选择2家以上供应商,在没有最终确定前,供应商一般采取手工制样或用“土胎具”做样件。
这时的样件称为手工样件。
当路线确定之后,供应商开始加工正式的工装模具,用正式的工装模具制作的样件称为工装样件,也就是OTS样件。
这是有些汽车厂的习惯做法。
制作方式区别
手工样件:可以是任何方式加工形成的,相对成本是投资最小的方法
OTS样件:要以固定的形式进行的加工,这个固定的形式是可以SOP的形式,节拍不需要考虑。
就是要以最终SOP时的工装进行制作。
手工样件:在开发产品初期,因为产品没有定型或其它经济上或被要求的原因,利用手工、快速成型、简易模制造出来的样件。
OTS样件:offtoolsample,在产品结构尺寸定型以后,利用SOP采用的正式工装模具生产出来的样件,只是不一定需要按照正常生产节拍生产.
如果要完整地说一遍,是不是:
手工样品/件
OTS样品/件
小批量生产/件
量产/件
在设计开发活动中手工样件和工装样件是有区别的,根本不是一回事.
我个人的理解如下:
工装样件是使用工装制作出来,比如注塑件或冲压件,是使用模具制作出来的.
而手工样件则不使用工装,比如可以使用线切割或者手工打磨等.手工样件一般用于对图纸的确认或顾客要求意图的确认.如果不合适还应进行修改.在没有开模之前,修改的成本低,如果模具都开好了,再修改那成本和时间都很麻烦.。