常用阀门密封面修复用焊接材料化学成分及堆焊层硬度、本体材料标准和使用温度
阀门密封面堆焊标准
阀门密封面堆焊标准全文共四篇示例,供读者参考第一篇示例:阀门密封面堆焊是一种常用的阀门密封技术,可以提高阀门的密封性能和耐磨性。
为了保证阀门密封面堆焊的质量,制定了阀门密封面堆焊标准。
本文将从阀门密封面堆焊的意义、标准制定的必要性、标准内容及应用等方面展开论述。
一、阀门密封面堆焊的意义阀门密封面堆焊是一种将耐磨、耐高温材料堆焊在阀门密封面上的技术,可以提高阀门的密封性能和耐磨性,延长阀门的使用寿命。
在一些特殊工况下,如高温、高压、强腐蚀环境下的阀门,密封面堆焊更是必不可少的技术手段。
通过堆焊,可以使阀门密封面具有更好的耐磨性和耐腐蚀性,确保阀门的密封性能稳定可靠,提高设备的安全可靠性。
为了规范阀门密封面堆焊的质量,提高阀门密封性能和使用寿命,制定阀门密封面堆焊标准是必要的。
标准可以统一阀门密封面堆焊的工艺要求、操作规范和质量检验方法,确保阀门密封面堆焊的质量稳定可靠。
标准还可以提高工作者的操作水平和质量意识,降低阀门堆焊操作的隐患,减少因操作不规范造成的质量问题,确保阀门的密封性能和耐久性。
阀门密封面堆焊标准通常包括以下内容:1. 阀门密封面堆焊的工艺要求:包括堆焊材料的选择、预热温度、堆焊层厚度、堆焊速度等工艺参数。
2. 阀门密封面堆焊的操作规范:包括操作人员的操作要求、设备设施的要求、操作环境的要求等。
3. 阀门密封面堆焊的质量检验:包括堆焊接头的外观检验、显微组织检验、硬度检验、化学成分分析等质量检测项目。
4. 阀门密封面堆焊的质量标准:包括堆焊接头的质量等级、堆焊接头的缺陷处理标准等。
阀门密封面堆焊标准的应用范围广泛,涉及到各类阀门的密封面堆焊工艺。
在实际应用中,制定好的标准可以作为操作指南,对操作人员的操作提供标准化的要求和指导,确保操作的规范性和质量稳定性。
标准也可以作为阀门制造厂家和用户之间的质量标准,确保阀门的质量符合标准要求,提高阀门的市场竞争力。
阀门密封面堆焊标准的制定和应用对于提高阀门的密封性能和耐磨性具有重要意义。
常用的阀门密封面或衬里材料及其使用条件
常用的阀门密封面或衬里材料及其使用条件
常用的阀门密封圈材料及其使用条件如下:
密封圈材料有金属和非金属两大类:
一、非金属类:
1、聚四氟乙烯,代号F
聚四氟乙烯多用于温度t≤232℃、公称压力PN≤6.4MPa的截止阀、闸阀、球阀等。
2、合成橡胶,代号X
合成橡胶的耐油、耐温、耐腐蚀等综合性能优于天然橡胶。
一般合成橡胶的使用温度t≤150℃,天然橡胶t≤60℃,橡胶用于公称压力PN≤1MPa的截止阀、闸阀、隔膜阀、蝶阀、止回阀、夹管阀等阀门的密封。
3、尼龙,代号N
尼龙具有摩擦系数小、耐腐蚀性好等特点。
尼龙多用于温度t≤90℃、公称压力PN≤32MPa的球阀、截止阀等。
二、金属类:
4、巴氏合金,代号B
巴氏合金用于温度t-70~150℃、公称压力PN≤2.5MPa的氨用截止阀。
5、铬不锈钢,代号H
铬不锈钢常用牌号有2Cr13、3Cr13经调质处理,耐腐蚀性能好。
常用于温度t ≤450℃、公称压力PN≤32MPa的水、蒸汽和石油等介质的阀门上。
6、铬镍钛不锈钢,代号R
铬镍钛不锈钢常用牌号为1Cr18Ni9ti,其耐腐性、耐冲蚀性和耐热性能较好。
适用于温度t≤600℃、公称压力PN≤6.4MPa的蒸汽、硝酸等介质中,用于截止阀、球阀等。
7、铜合金,代号T
铜合金常用材料有6-6-3锡青铜和58-2-2锰黄铜等。
铜合金耐磨性好,适用于温度t≤200℃、公称压力PN≤1.6MPa的水和蒸汽中,常用于闸阀、截止阀、止回阀、旋塞阀等。
阀门常用材质温度要求

阀门材料:壳体常用的材质阀门材料阀门主要零件的材质,首先应考虑到工作介质的物理性能(温度、压力)和化学性能(腐蚀性)等。
同时,还应了解介质的清洁程度(有无固体颗粒)。
除此之外,还要参照国家和使用部门的有关规定和要求。
许多种材料可以满足阀门在多种不同工况的使用要求。
但是,正确、合理的选择阀门的材料,可以获得阀门最经济的使用寿命和最佳的性能。
阀门的材质,种类繁多,适用于各种不同工况。
现把常用的壳体材质、内件材质和密封面材质介绍如下。
一、壳体常用的材质1.灰铸铁灰铸铁阀以其价格低廉、适用范围广而应用在工业的各个领域。
它们通常用在水、蒸汽、油和气体为介质的情况下,并广泛地应用于化工、印染、油化、纺织和许多其它对铁污染影响少或没有影响到的工业产品上。
适用于工作温度在 -5〜200C之间,公称压力PNC 1.6MPa的低压阀门。
2 .黑心可锻铸铁适用于工作温度在 -5〜300C之间,公称压力PN C 2.5MPa 的中低压阀门。
适用介质为水、海水、煤气、氨等。
3. 球墨铸铁球墨铸铁是铸铁的一种,这种铸铁,团状或球状石墨取代了灰铸铁中的片状石墨。
这种金属内部结构的改变使它的机械性能比普通的灰铸铁要好,而且不损伤其它性能。
所以,用球墨铸铁制造的阀门比那些用灰铸铁制造的阀门使用压力更高。
适用于工作温度在£0〜350C之间,公称压力PNC4.0MPa勺中低压阀门。
适用介质为水、海水、蒸汽、空气、煤气、油品等。
4. 碳素钢(WCA、WCB WCC起初发展铸钢是为适应那些超出铸铁阀和青铜阀能力勺生产需要。
但由于碳钢阀总勺使用性能好,并对由热膨胀、冲击载荷和管线变形而产生应力勺抵抗强度大,就使它勺使用范围扩大,通常包括了用铸铁阀和青铜阀勺工况条件。
适用于工作温度在 -9〜425C之间的中高压阀门。
其中16Mn、30Mn作温度为-0〜400 C之间,常用来替代ASTMA105适用介质为饱和蒸汽和过热蒸汽。
高温和低温油品、液化气体、压缩空气、水、天燃气等。
阀门密封面堆焊材料概述

阀门密封面堆焊材料概述随着现代工业发展,阀门已经成为一种重要的设备,它承担着调节流量、密封管道等作用。
阀门密封面作为阀门的重要组成部分,其质量直接影响阀门的使用寿命和性能。
为了提高阀门密封面的耐磨损和抗腐蚀能力,许多厂家开始采用堆焊等技术,添加某些特殊合金材料,进行加工制造。
本篇文章将对阀门密封面堆焊材料进行概述。
1. 概述阳极氧化的铝、钛及其合金、高纯铝、不锈钢、镍、钢等都可以作为阀门堆焊材料。
不同的材料具有不同的性能和用途。
2. 阳极氧化的铝及其合金阳极氧化的铝及其合金是一种防腐蚀能力非常强的堆焊材料,它能够抗氧化、耐酸碱腐蚀。
在高温下,阳极氧化的铝和其合金能够维持良好的硬度和强度。
由于其硬度大,可以有效抵抗挤压、磨损,经过阳极氧化处理后,还可以拥有良好的抗磨损性和抗损伤性。
3. 钛及其合金钛及其合金是一种非常强的材料。
钛的强度、硬度及其良好的抗腐蚀性能使得它成为堆焊材料的最佳选择。
通过堆焊钛及其合金,可以有效提高阀门密封面的抗氧化、耐腐蚀能力和防磨损能力。
此外,钛及其合金还具有优异的生物兼容性能,在医疗领域得到广泛的应用。
4. 不锈钢不锈钢是一种具有良好耐腐蚀性、强度高、可塑性强的堆焊材料。
在阀门密封面的堆焊中,不锈钢可以起到有效地增强耐腐蚀能力、抗磨损能力的作用。
由于不锈钢本身具有良好的可制造性,可以很方便地加工成各种形状和大小,便于阀门密封面制造过程的操作。
5. 高纯铝高纯铝是一种具有良好抗氧化能力、导电性和导热性的堆焊材料。
在阀门密封面的堆焊中,高纯铝可以通过良好的导热扩散性和良好的防腐蚀性能实现对高温和高压环境下的精密控制。
此外,高纯铝还具有良好的塑性和韧性,这样可以保证阀门密封面在遭受高压、高温等大力度磨损、压力等情况下,不会发生塑性变形。
6. 镍镍是一种具有优秀抗腐蚀性能和高强度、高硬度、耐磨损性的材料。
在阀门密封面的堆焊中,加入适当比例的镍可以有效提高阀门的抗腐蚀能力,并且具有很好的耐磨性能,使得该类型阀门密封面广泛应用于酸类、碱类液体管道中。
国内外常用阀门材料

0.08
1.5 1.5 0.04 0.04 18-21 9-13 2-3
1010-1150 快冷
高温用奥 A351 CF3
ZG00Cr18Ni10
0.03
1.5 2 0.04 0.04 17-21 8-12 0.5
1040-1150 快冷
ห้องสมุดไป่ตู้
氏体不锈 A351 CF3M ZG00Cr17Ni14Mo2
0.03
1.5 1.5 0.04 0.04 17-21 9-13 2-3
1040-1150 快冷
钢、铸钢 A351 CN7M ZG0Cr20Ni29Cu4Mo2
0.07
1.5 1.5 0.04 0.04 19-22 27-30 2-3 Cu-4 仅用于固溶处理
A351 CF10 (ZG08Cr18Ni9)
0.04-0.1 1.5 2 0.04 0.04 18-21 8-11 0.5
(ZG25Mn)
0.3
1 0.6 0.045 0.04 -
-
冰冷处理 850-880
低温压力 A352 LOC
(ZG20SiMn)
0.25
1.2 0.6 0.045 0.04 -
-
冰冷处理 870-900
部件用铁 A352 LC1
(ZG20MnMo)
0.25 0.5-0.8 0.6 0.045 0.04 -
0.2 0.5-0.8 0.6 0.04 0.045 0.5-0.8 0.7-1.1 0.45-0.65
950-970
用合金钢 A217 WC5
ZG20CrMo
Q/ZB66 0.2 0.4-0.7 0.6 0.04 0.045 0.5-0.9 0.6-1 0.9-1.2
各种阀门的堆焊材料
各种阀门堆焊焊条D502阀门堆焊焊条符合 GB EDCr-A1-03说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬特性,一般不须进行热处理,硬度均匀,亦可在750 -800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
用途:这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%)化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度:(焊后空冷)HRC≥40参考电流(AC、DC)焊条直径(mm)φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经150℃左右烘焙1h。
2.焊前需将工件预热至300℃以上,焊后进行不同热处理可获得相应的硬度。
D507阀门堆焊焊条符合 GB EDCr-A1-15说明: D507是低氢钠型药皮的1Cr13阀门堆焊焊条,采用直流反接。
堆焊金属为1Cr13半铁素体高铬钢。
堆焊层具有空淬特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。
用途:这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。
熔敷金属化学成分(%)化学成分 C S P Cr 其它元素总量保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50堆焊层硬度:(焊后空冷)HRC≥40参考电流(DC )焊条直径(mm)φ2.5 φ3.2 φ4.0 φ5.0焊接电流(A) 50~80 80~120 120~160 160~200注意事项:1.焊前焊条须经300-350℃左右烘焙1h。
阀门密封面堆焊材料及堆焊硬度分析

阀门密封面堆焊材料及堆焊硬度分析2.中泰阀门有限公司浙江省温州市3250003.温州茂城阀门有限公司浙江省温州市325000摘要:阀门的密封面是阀门的关键部分,其密封程度直接关系到阀门的使用寿命,而其密封性能是由堆焊的常用材料及相应的堆焊工艺来决定。
因此,依据国内外相关的阀门密封面的选材标准,详细阐述阀门密封面堆焊材料的选材原则及其堆焊工艺,并对部分堆焊材料的性能展开分析,旨为提高阀门密封面密封性能、保证企业产品生产质量提供理论依据。
关键词:阀门密封面;堆焊材料;堆焊硬度阀门的密封面是其主要工作表面,其直接承受介质的冲击、腐蚀等作用。
由于工作介质的腐蚀、磨损和疲劳等作用,密封面经常会出现磨损和裂纹,使密封面的强度和密封性降低,使阀门工作不稳定。
同时由于在高温下的介质腐蚀作用,也会引起阀门的腐蚀损伤。
为了提高阀门的使用寿命,经常需要在阀门表面进行堆焊修复。
一般来说,阀门堆焊修复可分为手工电弧焊、二氧化碳气体保护焊、气体等离子弧焊和电子束(EB-A)焊接等几种方式。
其中,手工电弧焊是常用的工艺方法。
采用这种工艺方法可以根据阀门不同部位和使用条件选择合适的堆焊材料、堆焊层厚度和焊接工艺参数。
此外,在焊接过程中,由于电弧作用温度很高,使金属熔化或分解。
为了防止金属材料熔化,需要采取相应的保护措施。
下面以某厂生产的一种三通闸阀为例进行分析。
1.三通闸阀结构及堆焊材料三通闸阀由阀体、阀座等部件组成,其工作原理是:当打开阀体上的法兰(或螺栓)时,阀盖开启,介质流过闸板,通过闸板带动阀杆作直线运动;当关闭阀体上的法兰(或螺栓)时,阀盖关闭,介质流过闸板,通过闸板带动阀杆作曲线运动。
在正常情况下,三通闸阀处于关闭状态时,密封面的密封性能良好。
但是,由于阀门的磨损、腐蚀和疲劳等作用,密封面会出现磨损和裂纹等现象。
一旦出现磨损和裂纹等现象就会导致阀门密封性能降低或泄漏。
因此,对阀门进行堆焊修复十分必要。
由于阀门的密封面易发生磨损和裂纹等现象,因此需要选择合适的堆焊材料进行堆焊修复。
阀门密封面堆焊材料及堆焊硬度
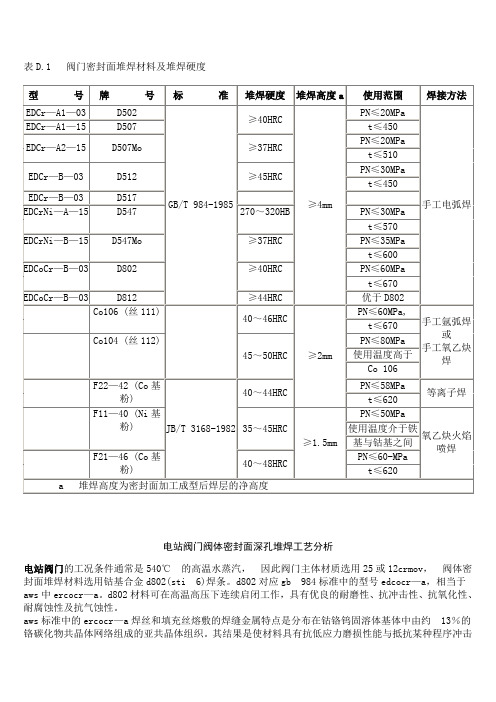
表D.1 阀门密封面堆焊材料及堆焊硬度电站阀门阀体密封面深孔堆焊工艺分析电站阀门的工况条件通常是540℃的高温水蒸汽,因此阀门主体材质选用25或12crmov,阀体密封面堆焊材料选用钴基合金d802(sti 6)焊条。
d802对应gb 984标准中的型号edcocr—a,相当于aws中ercocr—a。
d802材料可在高温高压下连续启闭工作,具有优良的耐磨性、抗冲击性、抗氧化性、耐腐蚀性及抗气蚀性。
aws标准中的ercocr—a焊丝和填充丝熔敷的焊缝金属特点是分布在钴铬钨固溶体基体中由约13%的铬碳化物共晶体网络组成的亚共晶体组织。
其结果是使材料具有抗低应力磨损性能与抵抗某种程序冲击所必要的韧性的完美结合。
钴合金具有良好的抗金属一金属间磨损的性能,特别是在高载荷状态下的抗擦伤性能。
基体中高的合金元素含量能提供极佳的抗腐蚀性和抗氧化性。
钴基合金不发生同素异形转变,钴基合金的熔敷金属处于热态(650℃以下)时,其硬度降低并不明显,只有当温度升高到650℃以上时,硬度才明显下降,当温度恢复到热态以下时,其硬度又回复到接近原始的硬度。
也就是当母材进行焊后热处理时,密封面的性能不会损失。
电站阀门是在阀体中间孔部位用电焊的方法堆焊钴基合金加工成阀座密封面,由于密封面处在阀体中间孔较深的位置,在堆焊时易产生夹渣和裂纹等缺陷。
根据需要采用加工试件方法进行深孔堆焊d802工艺试验。
在工艺试验过程中找出了易产生缺陷的原因。
①焊材表面污染。
②焊材吸湿。
③母材及填充金属内含有较多杂质和油污。
④阀体焊接部位刚性大(特别是dn32~50mm)。
⑤预热及焊后热处理工艺规范选用不当。
⑥焊接工艺参数选用不当。
⑦焊接材料选择不当等。
电站阀阀体在钴基合金堆焊中产生裂纹的原因主要是阀体刚性大。
在焊接过程中电弧形成熔池,向焊接部位不断熔化加热,而焊后温度又快速下降,熔化金属凝固形成焊缝。
如果预热温度低,焊层温度下降必然很快。
在焊层快速冷却情况下,焊层的收缩率快于阀体的收缩率,在这种应力作用下很快使焊层与母材形成一种内拉应力,将焊层拉裂。
阀门常用材料使用温度范围及核级材料

ASTM A662 A662M-90
11
E362NE
NFA35-501
Q345B、Q390B
GB/T1591-94
12
E363
NFA35-501
Q345C、Q390C
GB/T1591-94
50(345)
ASTM A572 A572M-91
13
E364
NFA35-501
Q345D、Q390D
GB/T1591-94
-29~345
3-1/2Ni
A350—LF3
-29~370
A352—LC3
-29~345
1.3
碳钢
—
—
A352—LCB
-46~345
1.4
碳钢
A350—LF1
-29~345
—
—
1.5
C-1/2Mo
A182—F1
-29~455
A217—WC1
-29~455
—
—
A352—LC1
-59~345
1.7
1/2Cr—1/2Mo
ASTM A515/A515M-90
ASTM A516/A516M-90
7
结构用碳钢板材或型材
M1134
E242NE
NFA35-501
Q235-B
GB700-88
55(380)
ASTM A6663/A663M-90a
8
E243
NFA35-501
Q235-C
GB700-88
60(415)
ASTM A675/A675M-90a
15CrMo
25Cr2MoV
-29~595
-29~595
阀门密封材料、密封填料特点及适用场所
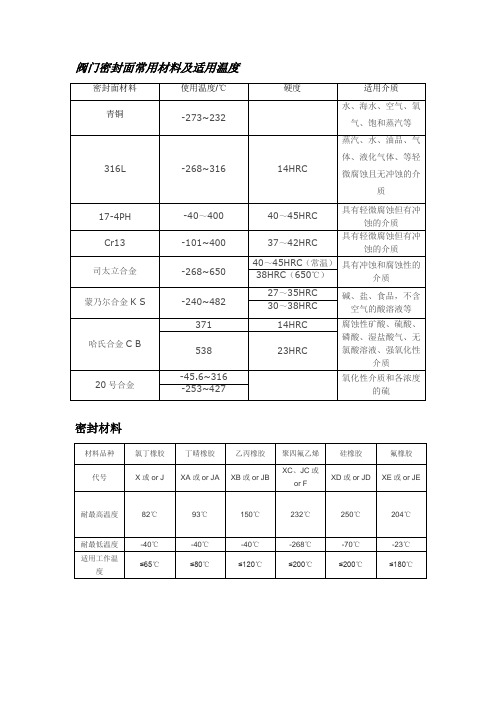
密封面材料
使用温度/℃
硬度
适用介质
青铜
-273~232
水、海水、空气、氧气、饱和蒸汽等
316L
-268~316
14HRC
蒸汽、水、油品、气体、液化气体、等轻微腐蚀且无冲蚀的介质
17-4PH
-40~400
40~45HRC
具有轻微腐蚀但有冲蚀的介质
Cr13
-101~400
37~42HRC
具有轻微腐蚀但有冲蚀的介质
司太立合金
-268~650
40~45HRC(常温)
具有冲蚀和腐蚀性的介质
38HRC(650℃)
蒙乃尔合金K S
-240~482
27~35HRC
碱、盐、食品,不含空气的酸溶液等
30~38HRC
哈氏合金C B
371
14HRC
腐蚀性矿酸、硫酸、磷酸、湿盐酸气、无氯酸溶液、强氧化性介质
-40℃
-40℃
-40℃
-268℃
-70℃
-23℃
适用工作温度
≤65℃
≤80℃
≤120℃
≤200℃
≤200℃
≤180℃
主要零件材料
零件名称
材料
阀体
各种橡胶、聚四氟
蝶板
灰铸铁、球墨铸钢、铸钢、不锈钢及特殊材料
密封圈
球墨铸钢、铸钢、合金钢、不锈钢
阀杆
2Cr13、不锈钢
填料
O型圈、柔性石墨O
阀门密封填料种类、特点及适用场所
538
23HRC
20号合金
-45.6~316
氧化性介质和各浓度的硫
-253~427
密封材料
阀门密封面使用温度及常用材质

按阀体材料确定
、超高压阀门
高温、低温阀门
在本体
上加工
铸铁
W
≤1.6
≤100
气、油类用闸阀、截止阀等
优质碳素钢
≤4.0
≤200
油类用阀阀门
1Cr18Ni9Ti
Cr18Ni12Mo2Ti
≤32.0
≤450
酸类等腐蚀性介质用阀门
蒙乃尔合金K
蒙乃尔合金S
搪瓷
C
≤1.0
≤80
截止阀、隔膜阀、止回阀、放料阀
铜合金
QSn 6-6-3
HMn58-2-2
T
≤1.6
≤200
闸阀、截止阀、止回阀、旋塞阀等
不锈钢
2Cr13、3Cr13
TDCr-2
TDCrMn
H
≤3.2
≤450
中高压阀门
渗氮钢 38CrMoAlA
D
P5410
540
电站闸阀、一般情况使用
硬质
合金
WC、TiC
–273(–460)
–240(–400)
–240(–400)
–240(–400)
–198(–325)
–198(–325)
–29(–20)
–198(–325)
–46(–50)
–29(–20)
316(600)
316(600)
232(450)
649(1200)
482(900)
482(900)
371(600)
表2-22阀门密封面常用材料及适用介质
材料
代号
常 用 工 况
适用阀类
PN/Mpa
t/℃
橡胶
X
≤0.1
常用阀门材料、成分及使用温度

常用阀门材料、成分及使用温度1.铸造碳钢ASTM A216 等级 WCC温度范围 =-20 至800°F(-29 至427℃) 成份(百分比)C 0.25 最大Mn 1.2 最大P 0.04 最大S 0.045 最大Si 0.6 最大2.铸造碳钢ASTM A352 等级 LCC温度范围 =-50 至650°F(-46 至343℃) 成份-同 ASTM A216 等级 WCC3.圆棒碳钢AISI 1018,UNS G10180温度范围 =-20 至800°F(-29 至427℃)成份(百分比)C 0.15 至 0.2Mn 0.6 至 0.9P 0.04 最大S 0.05 最大4.铅钢圆棒AISI 12L14,UNS G12144温度范围=-20 至800°F(-29 至427℃) 成份(百分比)C 0.15 最大Mn 0.85 至 1.15P 0.04 至 0.09S 0.26 至 0.35Pb 0.15 至 0.355.AISI 4140 铬 - 钼钢(类似于 ASTM A193 等级 B7 螺栓材料) 温度范围=-55°F 至1000°F(-48 至538℃)成分P 0.035 最大S 0.035 最大Si 0.15 至 0.35Cr 0.8 至 1.1Mo 0.15 至 0.25Fe 其余6.锻造 3-1/2% 镍钢ASTM A352 等级 LC3温度范围 =-150 至650°F(-101 至343℃) 成份(百分比) C 0.15 最大Mn 0.5 至 0.8P 0.04 最大S 0.045 最大Si 0.6 最大Ni 3.0 至 4.07.铸造铬-钼钢ASTM A217 等级 WC6温度范围 =-20 至1100°F(-29 至593℃) 成份(百分比) C 0.05 至 0.2Mn 0.5 至 0.8P 0.04 最大 S 0.045 最大 Si 0.60 最大Cr 1.0 至 1.5Mo 0.45 至 0.658.铸造铬-钼钢ASTM A217 等级 WC9温度范围 =-20 至1100°F(-29 至593℃) 成份(百分比) C 0.05 至 0.18Mn 0.4 至 0.7P 0.04 最大S 0.045 最大9.锻造铬-钼钢ASTM A182 等级 F22温度范围 =-20 至1100°F(-29 至593℃) 成份(百分比) C 0.05 至 0.15Mn 0.3 至 0.6P 0.04 最大S 0.04 最大 Si 0.5 最大 Cr 2.0 至 2.5Mo 0.87 至 1.1310.铸造铬-钼钢ASTM A217 等级 C5温度范围 =-20 至1200°F(-29 至649℃) 成份(百分比) C 0.2 最大Mn 0.4 至 0.7P 0.04 最大S 0.045 最大Si 0.75 最大Cr 4.0 至 6.5Mo 0.45 至 0.6511.302 型不锈钢ASTM A479 等级 UNS S30200温度范围=-325 至1500°F(-198 至 816℃) 成份(百分比) C 0.15 最大Mn 2.0 最大P 0.045 最大S 0.03 最大Si 1.0 最大Cr 17.0 至 19.0Ni 8.0 至 10.0N 0.1 最大Fe 其余温度范围 =-425 至800°F(-254 至427℃) 成份(百分比) C 0.03 最大Mn 2.0 最大P 0.045 最大S 0.03 最大Si 1.0 最大Cr 18.0 至 20.0Ni 8.0 至 12.0N 0.1 最大Fe 其余13.铸造 304L 型不锈钢ASTM A351 等级 CF3温度范围 =-425 至800°F(-254 至427℃) 成份(百分比) C 0.03 最大Mn 1.5 最大 Si 2.0 最大 S 0.03 最大P 0.045 最大Cr 18.0 至 21.0Ni 8.0 至 11.0Mo 0.50 最大14.316L 型不锈钢ASTM A479 等级 UNS S31603温度范围 =-425 至850°F(-254 至454℃) 成份(百分比) C 0.03 最大Mn 2.0 最大P 0.045 最大S 0.03 最大Si 1.0 最大Cr 16.0 至 18.0Ni 10.0 至 14.0Mo 2.0 至 3.0N 0.1 最大Fe 其余温度范围=-325 至1500°F(-198 至816℃);大于1000°F(538℃)时,需要 0.04 的碳成份(百分比)C 0.08 最大Mn 2.0 最大P 0.045 最大S 0.03 最大Si 1.0 最大Cr 16.0 至 18.0Ni 10.0 至 14.0Mo 2.0 至 3.0N 0.1 最大Fe 其余16.铸造 316 型不锈钢ASTM A351 等级 CF8M温度范围=-425 至1500°F(-254 至816℃);大于1000°F(538℃)时,需要 0.04 的碳成份(百分比)C 0.08 最大Mn 1.5 最大 Si 1.5 最大 P 0.04 最大S 0.04 最大Cr 18.0 至 21.0Ni 9.0 至 12.0Mo 2.0 至 3.017.317 型不锈钢ASTM A479 等级 UNS S31700温度范围=-325 至1500°F(-198 至816℃);大于1000°F(538℃)时,需要 0.04 的碳成份(百分比)C 0.08 最大 Mn 2.0 最大 P 0.045 最大S 0.03 最大Si 1.0 最大Cr 18.0 至 20.0Ni 11.0 至 15.0N 0.1 最大Fe 其余18.铸造 317 型不锈钢ASTM A351 等级 CG8M温度范围=-325至1000°F(-198 至538℃);大于1000°F(538℃),时需要 0.04 的碳成份(百分比)C 0.08 最大Mn 1.5 最大 Si 1.5 最大 P 0.04 最大S 0.04 最大Cr 18.0 至 21.0Ni 9.0 至 13.0Mo 2.0 至 3.019.410 型不锈钢ASTM A276 等级 S41000温度范围 = 退火,-20 至1200°F(-29 至649℃);热处理 38 HRC,-20 至800°F(-29 至427℃)成份(百分比)C 0.15 最大Mn 1.0 最大P 0.04 最大S 0.03 最大Si 1.0 最大Cr 11.5 至 13.5Fe 其余20.17-4PH 型不锈钢ASTM A564 等级 630,UNS S17400温度范围 =-20 至650°F(-29 至343℃)。
D507MoNb阀门堆焊焊条
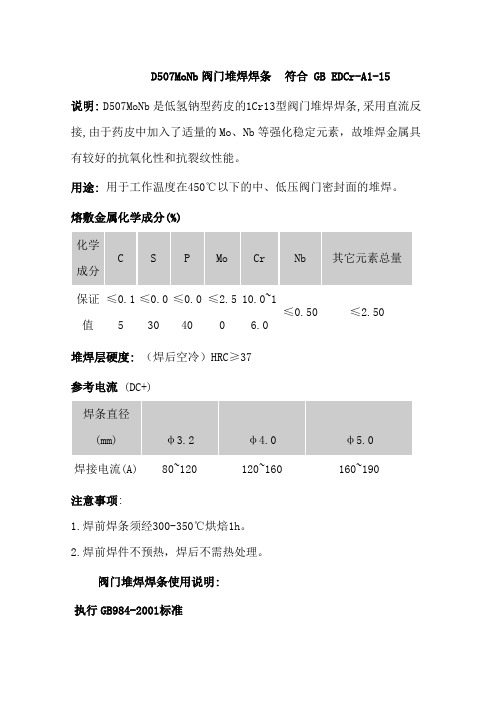
D507MoNb阀门堆焊焊条符合 GB EDCr-A1-15说明:D507MoNb是低氢钠型药皮的1Cr13型阀门堆焊焊条,采用直流反接,由于药皮中加入了适量的Mo、Nb等强化稳定元素,故堆焊金属具有较好的抗氧化性和抗裂纹性能。
用途:用于工作温度在450℃以下的中、低压阀门密封面的堆焊。
熔敷金属化学成分(%)化学成分C S P Mo Cr Nb其它元素总量保证值≤0.15≤0.030≤0.040≤2.510.0~16.0≤0.50≤2.50堆焊层硬度:(焊后空冷)HRC≥37参考电流(DC+)焊条直径(mm)φ3.2φ4.0φ5.0焊接电流(A)80~120120~160160~190注意事项:1.焊前焊条须经300-350℃烘焙1h。
2.焊前焊件不预热,焊后不需热处理。
阀门堆焊焊条使用说明:执行GB984-2001标准堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。
对修复和提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。
堆焊工作及工作条件十分复杂,堆焊时必须根据不同要求选用合适的焊条。
不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。
堆焊中最常碰到的问题是开裂,防止开裂的主要方法是:1、焊前预热,控制层间温度,焊后缓冷。
2、焊后进行消除应力热处理。
3、避免多层堆焊时开裂,采用低氢型堆焊焊条。
4、必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。
开裂与工件及焊缝熔敷金属的含碳量、合金元素之间有直接关系,所以预热温度一般依据所用焊条的碳当量来估算。
碳当量公式如下:Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni此估算公式适宜于低、中、高碳钢和低合金钢材料。
碳当量预热温度碳当量(%)预热温度(%)100℃以≤0.40≤0.70250℃以上上150℃以≤0.50≤0.80300℃以上上200℃以≤0.60≤0.90350℃以上上高锰钢及奥氏体不锈钢,可不预热。
阀门材质及标准(精华)
阀门材质及标准(精华)LTWCB/LCB/LCC/WC6/WC在阀门中是什么材质?W, Wrought,铸造;C-Carbon steel碳钢;A,B,C 表示钢种强度值由低到高WCA,WCB,WCC表示的是碳钢,ABC表示强度级别,一般常用WCB。
WCB对应的管道材质应为A106B,对应锻件材质为A105。
WC6是合金钢的铸件,对应管道材质约为A355 P11,锻件为A182 F11;另外还有WC9,耐高温合金钢,对应约为A355 P22,锻件对应A182 F22。
WC可焊性铸件LCB/LCC(ASTM A352)低温碳钢ITCS为进行冲击韧性碳钢; Impact Test C=Carbon S=Steel(A350)Split body 分体式,side entry 侧装(指执行机构)对应的是TOP entry 上装式阀门常用的碳素钢铸件和锻件材料表低温铸钢件材料牌号和适用温度阀门常用ASTM材料锻、铸件对照表(ASME B16.5)注:1)锻造阀门阀体材质组织致密,不容易有缺陷,结构尺寸不受模具限制,承压性能可靠,多用于高压、氧气工况、小口径或其他小批量的阀门制造上,一般在高温、高压或低温或特殊介质下选择锻件;铸件一般只适用于中低压,多用于标准化的成型阀门的批量生产上。
2)材料A351 CF3M跟A182 F316L区别: 两个标准对应的材质都是316不锈钢。
CF3M 表示铸件,常用作阀门材料。
相对应的锻钢代号是A182 F316L。
ASTM A216 WCB是铸件,其锻件是A105;SS304的铸件是A351-CF8,锻件是A182-F304。
阀门材质选择制造阀门零件材料很多,包括各种不同牌号的黑色金属和有色金属及其合金、各种非金属材料等。
制造阀门零件的材料要根据下列因素来选择:1、工作介质的压力、温度和特性。
2、该零件的受力情况以及在阀门结构中所起作用。
3、有较好的工艺性。
4、在满足以上条件情况下,要有较低的成本。
阀门材质代号(指南)

阀门材质代号阀门一般是采用:灰铸铁HT250 Z球墨铸铁QT400-18 Q碳钢WCB CCR13 系不锈钢304 H铬钼钢1Cr5Mo I可锻铸铁HTV350 K铝合金L铜及铜合金T铬钼钒钢Ti 钛及钛合金:Ti碳钢:CCr13 系不锈钢:H铬钼钢:I可锻铸铁:K铝合金:L18-8 系不锈钢:P球墨铸铁:QMo2Ti 系不锈钢:R塑料:S铜及铜合金:T铬钼钒钢:V灰铸铁:Z常见的阀门材质介绍发布者:阀门止回阀截止阀发布时间:2009-12-13 文章编号:200810191727163829 点击次数:86选择阀门主要零件的材质,首先应考虑到工作介质的物理机能(温度、压力)和化学(侵蚀性)等。
同时,还应了解介质的清洁程度(有无固体颗粒)。
除此之外,还要参照国;使用部分的有关划定和要求。
很多种材料可以知足阀门在多种不同工况的使用要求。
但是,准确、公道地选择阀门材料,可以获得阀门最经济的使用寿命和最佳的机能。
阀门的材质,种类繁多,合用于各种不同工况。
现把常用的壳体材质、内件材质和密封材质先容如下。
1 壳体常用的材质1.灰铸铁合用于工作温度在-1 5~200℃之间,公称压力PⅣ≤1.6MPa 的低压阀门。
用介质为水、煤气等。
2.黑心可锻铸铁合用于工作温度在-15~300℃之间。
公称压力PⅣ≤2.5MPa 的中压阀门。
合用介质为水、海水、煤气、氨等。
3.球墨铸铁合用于工作温度在-30~350℃之间。
公称压力PⅣ≤4.0MPa 的中低压阀门。
合用介质为水、海水、蒸汽、空气、煤气、油品等。
4.碳素钢(WCA,WCB,WCC) 合用于工作温度在-29~425℃之间的中高压阀门。
中1 6Mn、30Mn 工作温度为-40~450℃之间,常用来替换ASTM A105。
合用介质为饱和召-2:和过热蒸汽。
高温顺低温油品、液化气体、压缩空气、水、自然气等。
5.低温碳钢(1CB) 合用于工作温度在-46~345℃之间的低温阀门。
阀门密封面堆焊及补焊作业标准概述

企业标准QB/KA10—2009阀门密封面堆焊及补焊作业标准有限公司2009-09-01 实施2009-09-01公布编制:校对:审核:会签:批准:时刻:目次第一部分:阀门密封面堆焊及补焊的过程操纵质量要求1 密封面堆焊及补焊的一般规定2 焊接及补焊的预备3 补焊应选用如下规定的方法进行4 补焊操作5 堆焊密封面的操作6 焊后工作第二部分:阀门密封面堆焊及补焊的具体焊接作业标准1 讲明2 手工电弧焊堆焊STALLITE No.6焊接作业标准3 手工钨极氩弧焊堆焊STALLITE No.6焊接作业标准4 等离子喷焊堆焊合金粉末焊接作业标准5 手工电弧焊堆焊铁基合金焊接作业标准阀门密封面堆焊及补焊作业标准本标准包括两个部分:第一部分,阀门密封面堆焊和补焊的过程质量要求;第二部分,阀门堆焊和补焊的具体作业标准。
第一部分:阀门密封面堆焊和补焊的过程操纵质量要求本部分规定了手工电弧焊,粉末等离子喷焊,氩弧焊,氧乙炔堆焊等阀门密封面的堆焊以及堆焊缺陷进行焊补作业过程要求。
1 密封面堆焊及补焊的一般规定1.1 堆焊密封面或补焊坡口的形式和尺寸应符合设计图纸和焊接作业标准的规定,1.2 焊接的环境温度应保证焊接所需要的足够温度。
1.3 焊接时的风速不应超过下列的规定,当超过规定时,应有防风措施。
手工电弧焊、埋弧焊、氧乙炔焊;8m/S。
氩弧焊、二氧化碳气体爱护焊;2m/S。
1.4 焊接电弧1米范围内的相对湿度不能大于90%。
1.5 焊接使用焊接材料应符合设计文件的规定,且具有焊接材料制造厂的质量证明书,不得低于国家现行标准的规定。
1.6 焊接前应按规定对焊接材料(焊条、焊剂、焊接粉末)进行烘干。
1.7 氩弧焊应采纳铈钨极,氩气应符合国家标准《氩气》GB4942的规定,且纯度不低于99.96%。
1.8 氧气炔焊所使用的氧气纯度不低于98.5%,乙炔气的纯度和气瓶中的剩余压力应符合国家标准《溶解乙炔》GB6819的规定。
阀门常用材料使用温度范围及核级材料.docx

阀门常用材料使用温度范围及核级材料.docx一、壳体常用材料的使用温度范围1国产材料(表3-1)表 3-1 国产材料的使用温度范围名称铸件锻件说明牌号使用温度(℃)牌号使用温度(℃)灰铸铁HT200 HT250- 15~ 250——用于PN≤ 1.6MPa 的低压阀门黑心可锻KTH300— 06- 15~ 250——用于PN≤ 2.5MPa 的中铸铁KTH350— 10低压阀门QT400—18用于PN≤ 4.0MPa 的中球墨铸铁QT500—7- 30~350——低压阀门QT900—2用于中高压阀门,碳素钢WCB-29~42520、25-29~42516Mn、 30Mn 常用来代ASME A105低温碳钢LCB- 46~ 345——用于低温阀WC6- 29~ 59515CrMo-29~595用于非腐蚀性介质的合金钢WC9- 29~ 59525Cr2MoV-29~595高温高压阀C5用于腐蚀性介质的高-2~6501Cr5Mo-29~650C12温高压阀00Cr18Ni10用于腐蚀性介质ZG00Cr18Ni10Cr18Ni9ZG0Cr18Ni91Cr18Ni9ZG1Cr18Ni12Mo2Ti-196 ~6000Cr18Ni9Ti-196~600ZG1Cr17Mn9Ni14Mo3Cu2N1Cr18Ni9Ti奥氏体不ZG1Cr18Mn13Mo2CuN00Cr17Ni14Mo20Cr18Ni12Mo2Ti锈钢CF8304CF8M316CF3—304LCF3M316L CF8C321 CN7M B462蒙乃尔合——(NCu28—2.5 —-29~450主要用于含氢氟介质金 1.5 )ZCuSn5Pb5Zn5主要用于氧气管路5-5-5 锡青铜ZCuSn10Zn2铸铜合金10-2 锡青铜-273~200——ZCuAI9Mn39-2 锡青铜ZCuAl10Fe39-3 锡青铜2 美国 ASTM材料(表 3-2)表 3-2 美国 ASTM材料的使用温度范围ANSI锻件铸件B16.34标准钢号代号使用温度(℃)代号使用温度(℃)说明材料分类号1.1碳钢A105-29~425A216—WCB-29~425 1. A105 、WCB、碳钢——A216—WCC- 29~425WCC、长时期处在1.22-1/2Ni——A352—LC2- 29~345425 ℃以上高温3-1/2Ni A350—LF3- 29~370A352—LC3- 29~345时,碳钢的碳化1.3碳钢——A352—LCB- 46~345相可能变成石墨1.4碳钢A350—LF1- 29~345——相2. F1、WC1长时C-1/2Mo A182— F1- 29~455A217—WC1- 29~4551.5期处在470℃以——A352—LC1- 59~3451/2Cr — 1/2Mo A182— F2- 29~540— 1.7Ni —Cr-1/2Mo ——A217—WC4Ni —Cr -1Mo —— A217—WC5 1.91Cr —1/2Mo A182—F12 -29~595 —1-1/4Cr —1/2Mo A182—F11 - 29~595 A217~WC61.10 2-1/4Cr —1MoA182—F22 - 29~595 A217~WC9 1.113Cr —Mo A182—F21 - 29~595 —5Cr —1/2MoA182—F5a- 29~650 —~540 1.13-29~ 650A182— F5—~5401.149Cr — 1MoA182— F9- 29~650A217~C12~540A182—F304-254~800—~5402.118Cr —8NiA182—F304H -254~800—~540 A351~ CF3A351~ CF8—- 29~540 - 29~565—- 29~595 - 29~595——- 29~650——- 254~425- 254~800上高温时,碳钼钢的碳化物相可能变成石墨相3. WC1、 WC4、WC5、WC6、 WC9、C5、C12 仅用于正火和回火材料4. CF8使用温度或焊接温度超过260 ℃,不得采用含铅牌号的材料 5. F304 、 F316、CF8M 、F321 、 F347 、 CF8C 、 F348 、 CH8 、 CH20 、 F310 、 CK20 如果含碳量超过或等于0.04%,温度超过540 ℃才使用A182-F316- 254~800 —~540 16Cr-12Ni-2Mo- 254~800A182-F316H—~5402.2——A351- CF3A18Cr-13Ni-3Mo—— A351- CF8A—— A351- CF3M18Cr-9Ni-2Mo—— A351- CF8M18Cr-8NiA182-F304L - 254~425 —6. F310 工作温度—565 ℃或大于上述温度者,必须—保证晶粒不低于254~ 345 ASTMNo.6 的规- 254~ 345 定- 254~ 4557. B462B160--254~ 800 No2200 仅用退~ 540火的材料—8. CN - 7M 仅用2.318Cr-12Ni-2MoA182-F316L- 254~450 —A182-F321- 254~540 —2.418Cr-10Ni-Ti- 254~800 —A182-F321H~540———固溶处理的材料A182-F347- 254~540 —— 2.518Cr-10Ni-NbA182-F347H - 254~450 —— A182-F348 - 254~540 ——A182-F348H- 254~450———A351-CH8- 29~800~540 2.620Cr-12Ni- 29~800——A351- CH20~5402.725Cr-20NiA182-F310— A351- CK20- 29~800~5403.1Cr-Ni-Fe-Mo B462 - 29~450 A351-CN -7M - 29~450 3.2镍合金 200B160-No2200- 29~450——二、核 2、3 级设备用法、中、美相应材料对照表(表3-3)序材料法国中国美国号 RCC -M类型20MN5MZG275-485H WCB 、 WCCGB7659-87 ASTM A216/A216M - 89碳钢ZG230-450HM1112WCA 、 WCB2铸件20MN5MZG275-485HASTM A216/A216M - 89GB7659-873A42AP 20Ⅰ类碳钢 NFA36- 601 JB4726-94 ASTM A765/A765M - 90 M1122A48AP 16Mn Ⅱ类4锻件NFA36- 601JB4726-94ASTM A765/A765M - 90A37、55( 380)、60(415)5ASTM A515/A515M- 90NFA36- 205压力容器用ASTM A516/A516M- 90 M1131碳钢钢板65( 450)、70(485)A526ASTM A515/A515M- 90NFA36- 205ASTM A516/A516M- 907E242NE Q235- B55(380 )NFA35- 501GB700- 88ASTM A6663/A663M-90a60(415 )8E243Q235-C ASTM A675/A675M-90a NFA35-501GB700- 88 B 级ASTM A283 A283M- 949E244Q235- D58 级( 400)NFA35- 501GB700- 88ASTM A573/A573M- 90结构用碳钢M1134E282NE20Mn70(485)、75(515)板材或型材E283ASTM A675 A675M -90a10GB711- 88E284 B 级GB699- 88NFA35- 501ASTM A662 A662M- 9011E362NE Q345B、 Q390B NFA35- 501GB/T1591- 9412E363Q345C、 Q390C50(345 )NFA35- 501GB/T1591- 94ASTM A572 A572M- 9113E364Q345D、 Q390D NFA35- 501GB/T1591- 9414碳钢无缝钢M1141NFA49- 21320G B 管GB5310-1995ASTM A106- 9115M1141NFA49- 21325MnG牌号GB5310-1995ASTM A714-89a16碳钢无缝钢TUE22010牌号Ⅰ和牌号Ⅱ管NFA49-211GB8163-87ASTM A524- 89 M114320MnG牌号 B17NFA49- 211GB5310-1995ASTM A106- 9118TS37b(TSE235A)Q235B牌号 B碳钢电NFA49- 142GB/T13793-92ASTM A139-89b M1142 焊钢管TS42b(TSE250A)20牌号 C19NFA49- 142GB/T13793-92ASTM A139-89b20Z5CND13-04ZG0Cr13Ni4Mo CA6NMAJB/ZQ4299-86ASTM A487/A487M- 91CA15M3201ASTM A217/A217M- 91不锈钢铸件ASTM A487/A487M-91 21Z5CN12-01ASTM A743/A743M-92aCA15MASTM A487/A487M- 91ASTM A743/A743M-92a( S41000)22Z12C13GB1220-92ASTM A479/A479M-91a JB4728-94F6 不锈钢M3202ASTM A32 89锻轧件2Cr1342023Z20C13GB1220-92ASTM A276-91a24Z5CND13-04S41500( UNS)ASTM A276-91a25钢板M3203Z10C131Cr13410SGB4237-92ASTM A176- 9026M3204Z5CND13-04S41500( UNS)不锈钢ASTM A473-91a 27锻件M3205Z12CN13414 ASTM A473-91a28不锈钢M3206 29锻轧棒30不锈钢钢管M320731不锈钢M3208铸件3233343536不锈钢M3301锻件373839404142M3303 43不锈钢无缝44钢管45M3304 4647不锈钢无缝48M3304 钢管4950515253不锈钢锻轧M3306 54棒5556Z100CD179Cr18Mo440CGB1220-92ASTM A276-91aZ6CNU17-040Cr17Ni4Cu4Nb630GB1220-92ASTM A564/A564M- 91 Z12C13 1Cr13MT410GB/T14975-94ASTM A511- 90Z5CND13-04ZG0Cr13Ni4Mo CA6NMJB/ZQ4299-86ASTM A487/A487M- 91 Z6CNU17-04ZG0Cr17Ni4Cu4Nb CB7Cu-1GB2100-80ASTM A747/A747M-89 Z6CN18-100Cr18Ni9304Z5CN18- 10JB4728-94ASTM A473-91aZ2CN18- 1000Cr19Ni10304LJB4728-94ASTM A473-91aZ2CN19- 10Z6CNNb18-110Cr18Ni11Nb348JB/T6398 - 92ASTM A473-91aZ8CNT18-110Cr18Ni10Ti321JB4728-94ASTM A473-91aZ6CND17-120Cr17Ni12Mo2316Z5CND17-12JB4728-94ASTM A473-91aZ2CND17-1200Cr17Ni14Mo2316LJB4728-94ASTM A473-91aZ2CND18-12Z5CN18- 100Cr18Ni9TP304GB13296-91ASTM A213/A213M-91a Z2CN18- 1000Cr19Ni10TP304LGB13296-91ASTM A213/A213M-91a Z5CND17-120Cr17Ni12Mo2TP316GB13296-91ASTM A213/A213M-91a Z2CND17-1200Cr17Ni14Mo2TP316LGB13296-91ASTM A213/A213M-91a Z6CN18- 100Cr18Ni9TP304 MT304GB/T14975-94ASTM A312/A312M-91b Z5CN18- 10GB/T14976-94ASTM A511- 9000Cr19Ni10TP304L MT304LZ2CN18- 10GB/T14975-94ASTM A312/A312M-91bGB/T14976-94ASTM A511- 90Z6CND17-120Cr17Ni12Mo2TP316、 MT316GB/T14975-94ASTM A312/A312M-91b Z5CND17-12GB/T14976-94ASTM A511- 9000Cr17Ni14Mo2TP316L、 MT316L Z2CND17-12GB/T14975-94ASTM A312/A312M-91bGB/T14976-94ASTM A511- 90Z2CND19-10Z2CND18-12Z6CN18- 100Cr18Ni9304Z5CN18- 10GB1220-92ASTM A276-91aZ2CN18- 1000Cr19Ni10304LGB1220-92ASTM A276-91aZ2CN19- 10Z6CNNb18-110Cr18Ni11Nb347GB1220-92ASTM A276-91aZ6CNN18-110Cr18Ni10Ti321GB1220-92ASTM A276-91aZ6CND17-120Cr17Ni12Mo2316Z5CND17-12GB1220-92ASTM A276-91a57Z2CND17-1200Cr17Ni14Mo2316LGB1220-92ASTM A276-91a58Z2CND18-1259Z8CNDT18-120Cr18Ni12Mo2Ti316Ti GB1220-92ASTM A276-91a60Z8CNDNb18- 12316Cb ASTM A276-91aZ6CN18- 100Cr18Ni930461GB3280-92ASTM A167- 91Z5CN18- 10GB4237-92ASTM A240-92b 不锈钢钢板M330700Cr19Ni10304L62Z2CN18- 10GB3280-92ASTM A167- 91GB4237-92ASTM A240-92b 63Z6CN19- 10序材料RCC-M法国中国美国号类型0Cr18Ni11Nb34864Z6CNNb18-11GB3280-92ASTM A167- 91GB4237-92ASTM A240-92b0Cr18Ni10Ti321H65Z8CNT18-11GB3280-92ASTM A167- 91GB4237-92ASTM A240-92bZ6CND17-120Cr17Ni12Mo231666GB3280-92ASTM A167- 91Z5CND17-12GB4237-92ASTM A240-92b 不锈钢钢板M330700Cr17Ni14Mo2316L67Z2CND17-12GB3280-92ASTM A167- 91GB4237-92ASTM A240-92b 68Z2CND18-12 0Cr18Ni12Mo2Ti316Ti69Z8CNDT18-12GB3280-92ASTM A167- 91 GB4237-92ASTM A240-92b316Cb70Z8CNDNb18-12ASTM A167- 91ASTM A240-92b71Z6CND17-120Cr17Ni12Mo2B8M、B8M2 GB1220-92ASTM A193/A193M-91a不锈钢钢棒M330800Cr17Ni14Mo2316L72Z2CND17-12GB1220-92ASTM A276-91a73Z2CN18- 1000Cr19Ni10F304LJB4728-94ASTM A336/A336M- 89不锈钢锻件M331100Cr17Ni14Mo2F316L74Z2CND17-12JB4728-94ASTM A336/A336M- 8975Z5CN18- 10TP304ASTM A249/A249M- 8976Z2CN18- 10TP304LASTM A249/A249M- 9177不锈钢Z5CND17-12TP316M3319ASTM A249/A249M- 91卷焊管TP316L78Z2CND17-12ASTM A249/A249M- 91Z6N18-100Cr19Ni9TP30479GB12770-91Z5N18-10ASTM A312/A312M-90b GB12771-91不锈钢卷焊00Cr19Ni11TP304L80M3320Z2CN18- 10GB12770-91管ASTM A312/A312M-90bGB12771-91Z6CND17- 120Cr17Ni12Mo2TP31681GB12770-91Z5CND17- 12ASTM A312/A312M-90b GB12771-9100Cr17Ni14Mo2TP316L82Z2CND17-12GB12770-91ASTM A312/A312M-90bGB12771-9183M3401Z3CN20-09M Z0Cr19Ni9CF8 EJ467- 89ASTM A743/A743M-92a84Z3CN20-09MCF8、CF8A ASTM A351/A351M-91aM3402CF8M85不锈钢铸件Z3CND19-10MASTM A351/A351M-91a86M3403Z3CND19-10MCF8M CF8MGB12230-89ASTM A743/A743M-92a87M3405Z3CN20-09M 20Cr19Ni9CF8EJ467- 89ASTM A743/A743M-92a88不锈钢铸管M3406Z3CN20-09MCPF8、CPF8A ASTM A451- 9189XC18201017、 1020 NFA35- 552GB699- 88ASTM A576-90b90XC25251025NFA35- 552GB699- 88ASTM A576-90b91XC32301030螺钉紧固NFA35-552GB699-88ASTM A576-90b 件、驱XC38H351038921动杆和动NFA35- 552GB699- 88ASTM A576-90b 轴、拉杆和XC38H35Mn1037932支撑螺栓用NFA35- 552GB699- 88ASTM A576-90b棒材140104294XC42HNFA35- 552GB699- 88ASTM A576-90b95XC42H40Mn1037NFA35- 552GB699- 88ASTM A576-90b XC48H451045、1049961NFA35- 552GB699- 88ASTM A576-90b97XC48H245Mn1548NFA35- 552GB699- 88ASTM A576-90b XC55H551055 981NFA35- 552GB699- 88ASTM A576-90bXC55H50Mn1053992NFA35- 552GB699- 88ASTM A576-90b10020M51518NFA35- 552ASTM A576-90b10135M51536NFA35- 552ASTM A576-90b 螺钉紧固40M61541102件、NFA35- 552ASTM A576-90b 驱动杆和传M511020MC520CrMo103动M5150NFA35- 552GB3077-88轴、拉杆和38C25140H104支撑NFA35- 552ASTM A304- 90螺栓用棒材42C25145H105NFA35- 552ASTM A304- 9010632C430Cr5130H NFA35- 552GB3077-88ASTM A304- 90 10738C435Cr5135H NFA35- 552GB3077-88ASTM A304- 90 10842C440Cr5145H NFA35- 552GB3077-88ASTM A304- 90 10925CD420CrMo4130H NFA35-552GB3077-88ASTM A304- 90110111112113114115116117螺钉紧固件、驱118动杆和传动轴119拉杆和支撑螺120栓用棒材121122123124125螺钉和驱动杆用棒材126127128129130131132螺母用棒材133134135轴、拉杆螺栓用棒136137138轴承钢13930CD430CrMo4130HNFA35- 552GB3077-88ASTM A304- 90 34CD435CrMo4135HNFA35- 552GB3077-88ASTM A304- 90 38D435CrMo4137HNFA35- 552GB3077-88ASTM A304- 90 50CV450CrVA6150HNFA35- 552GB3077-88ASTM A304- 90 30NCH30CrNiNFA35- 552GB3077-8840CAD61238CrMoAlNFA35- 552GB3077-8821B315B21HNFA35- 552ASTM A304- 9038B340BNFA 35-552GB3077-8820MB515B21HM5110NFA 35-552ASTM A304- 90M515038MB540MnB15B37HNFA 35-552GB3077-88ASTM A304- 90 38CB150B40HNFA 35-552ASTM A304- 9019NCDB294B17HNFA 35-552ASTM A304- 9042CD440CrMoA B22GB3077-88ASTM A540/A540M- 89 42CDV4B21ASTM A540/A540M- 89 Z12C131Cr13B6、B6XGB1220-92ASTM A193/A193M-91a Z6CN18-100Cr18Ni9B8、B8PM5110Z5CN18- 10GB1220-92ASTM A193/A193M-91aZ6CND17- 120Cr17Ni12Mo2B8M、B8M2、B8M3Z5CND17- 12GB1220-92ASTM A193/A193M-91aZ12CNDV12-02XM- 32ASTM A565- 91 Z6CNU17- 040Cr17Ni4Cu4Nb630GB1220-92ASTM A564/A564M- 91 Z6NCTDV25150Cr15Ni25Ti2MoA1VB660GB1221-92ASTM A453/A453M-88a 42CD442CrMoA7、7MGB3077-88ASTM A194/A194M-91 Z6CN18-100Cr17Ni98、8AZ5CN18- 10GB1220-92ASTM A194/A194M- 91 M5120 Z6CND17- 120Cr17Ni12Mo28M、8MAZ5CND17-12GB1220-92ASTM A194/A194M-91 XC42H1452H、2HMXC42H GB699- 88ASTM A194/A194M- 91Z12C131Cr136GB1220-92ASTM A194/A194M- 91 30NCD167 级ASTM A470- 89M515040CrNiMoA B2440NCD7.03GB3077-88ASTM A540/A540M- 89 100NCD7.352100.3 (AISI )ASTM A535- 85M5160100C2Gcr650100NFA35- 565YJZ84ASTM295-91100C6Gcr1552100NFA35- 565YB(T) 1- 80ASTM295-91140100CM6G15SiMn52100.1 NFA35- 565YB(T) 1- 80ASTM A535- 853 级、 3a 级14116MND518MnNiMo ASTM A508/A508M-88bGB/T15443-95 3 级低合金钢锻M5170件ASTM A541/A541M-88a14220NCD127 级ASTM A541/A541M-88a14320CV420CVA GB1222-8414451CDV460CrMnMoAASTM A232/A232M- 91 GB1222-840Cr18Ni9304GB1220-92145Z7CN18- 09ASTM A276-91a0Cr19Ni10ASTM A313- 87YB( T)11-83146Z12CN18-091Cr18Ni9302YB( T)11-83ASTM A313- 87弹簧M51900Cr17Ni12Mo2316147Z7CND17-11-02GB1220-92ASTM A276-91a YB( T)11-83ASTM A313- 870Cr18Ni10Ti 321148Z6CNT18-10ASTM A276-91aGB1220-92ASTM A313- 87149NC18FeNbAGH1145 EJ481- 89150NC19FeNbDIGH169A EJ481- 89。