金刚石串珠绳锯技术的研究
金刚石串珠绳锯切割技术在水中双壁钢围堰拆除工程中的应用
金刚石串珠绳锯切割技术在水中双壁钢围堰拆除工程中的应用内容提要:金刚石绳锯作为一种柔性超硬材料切割工具,已有40多年的发展历史,从只能切割软质石材到广泛应用于花岗岩矿山的荒料开采、钢筋混凝土或金属结构件的切割,应用范围越来越广,本文对347国道黄冈市巴河特大桥中使用金刚石串珠绳锯对水中21#、22#钢套箱进行割除进行了详细介绍,金刚石串珠绳锯切割技术表现出施工速度快、污染少、噪音少的优点,具有良好的推广应用价值关键词:切割钢套箱金刚石串珠绳锯1、工程概况347国道黄冈市巴河特大桥中心桩号K6+829,起止桩号为K6+079-K7+579,全长1500m,桥面宽度34.5m,交叉角度90°。
全桥共36个墩台,其中7#~25#共 19 个墩位于巴河河道中;主桥(70+120+70)m刚构连续梁跨越巴河,21#、22#为主墩,20#、23#为边墩。
21#、22#主墩双壁钢围堰,围堰尺寸:长33.96m,宽16.7m,高23.5m,壁厚1.5m,顶标高+16.0m,底标高-7.5m,主墩完成后,进行主跨120m连续梁施工,连续梁合拢后开始拆除主墩双壁钢围堰。
双壁钢围堰设计拆除高度15.5m(承台顶+0.5m~+双壁钢围堰顶16.0m),由于主墩施工后原河床面有变化,实际拆除时按现河床面高度拆除,经现场实测,21#拆除底标高为+2.0m,22#拆除底标高为+4.0m。
2、施工方案2.1、施工方案比选双壁钢围堰隔舱内混凝土块的拆除备选方案有浮平台冲孔法和绳锯切割法两种,浮平台冲孔法存在噪声大、施工工期较长、钻孔时稳定性差、汛期影响作业效果的缺点,绳锯切割法具有施工方法简单,安全性能高、投入设备少、切割速度快、环境污染小、割缝精确、平整,满足项目双壁钢围堰切割的技术要求等特点,本项目套箱拆除作业决定采用绳锯切割法。
2.2、绳锯切割施工机械设备配置75t履带吊1台,500t驳船1艘,交通船1艘,9.6m长平板车1辆,潜水设备2套,气割设备2套,金刚石串珠绳锯1套。
金刚石串珠锯切割机毕业设计论文
1 绪论1.1课题的意义、目的、研究范围近年来硬脆性材料,尤其是非金属、非导电材料以及半导体等材料,例如玻璃、各种石材、宝石、硅晶体等,它们的硬度、脆性、耐磨性、抗蚀性、抗氧化性都比较高,正是由于这些独特的性质,这些特殊材料在军用及民用工业等领域应用越来越广泛。
硬脆材料加工难度很大,加工时稍不注意就会引起工件表面的磨损或者破坏。
究其原因是其具有较高的脆性,断裂韧性比较低,材料本身的弹性强度和弹性极限比较接近。
金刚石工具以其无与伦比的性能优势,成为当今公认的、唯一有效的硬脆非金属材料加工工具,比如,只有用金刚石刀具能加工超硬的陶瓷,尚无其他代用品。
金刚石砂轮用来磨削硬质合金,比碳化硅耐用一万倍。
用金刚石磨料代替碳化硅磨料加工光学玻璃,生产效率可以提高数倍至数十倍。
金刚石聚晶拉丝模比用硬质合金的拉丝模的使用寿命长250 倍[1]。
目前,材料去除主要包括以下方式:塑性去除、脆性去除和粉末化去除。
而这些去除方式在对材料进行去除之后都会产生降低工件强度和表面加工质量等问题[2]。
因此,为了解决这些加工问题,需要研究一种新型、高效、经济的方法。
而金刚石切割技术则是最佳的选择。
金刚石串珠锯是目前世界上最先进的石材开采设备,它作为金刚石工具发展过程中的第三代产品,作为新一代的切削工具,经过二十多年来的研究、开发与完善,已经被广泛应用于石材行业,机械行业以及建筑施工领域,主要用于石材的开采加工钢筋混凝土建筑物的拆除和修整、玻璃等脆硬材料的加工,随着国外对金刚石绳锯锯切钢件研究的进展,它还应用与海底构件的维修、核电厂的拆除等特殊领域的工作中。
现在技术中,金刚石绳锯按金刚石串珠的磨料层来划分可分为两种类型:多层串珠和单层串珠。
多层串珠是烧结型金刚石串珠,通过采用粉末冶金烧结技术使金刚石磨料呈多层埋置于串珠的工作层,在使用期间金刚石磨料呈多层更替的磨损机理,这类串珠因金刚石磨料的出露量低而使其切削效率低,而使用寿命较长;单层串珠是通过电镀、钎焊等工艺将金刚石磨料单层粘结于串珠基体外表面,在使用中只有单层磨料作为工作层,由于金刚石磨料出露高而切削效率较高,但这类串珠的使用寿命较短[3]。
金刚石线锯的研究现状与进展

金刚石线锯的研究现状与进展*周 锐 李剑峰 李方义 路 冬摘要 金刚石线锯能够对硬脆材料进行精密、窄锯缝切割,已逐渐取代内圆锯,广泛应用于半导体和光电池切片加工,并在陶瓷、石英、木材等加工中显示出独特优势。
对国内、外金刚石线锯研究现状进行总结,介绍该技术的最新进展。
关键词:金刚石线锯 硬脆材料中图分类号:TG48 文献标识码:A 文章编号:1671 3133(2004)06 0112 04The research actualities and development of the diamond wire sawZhou Rui,Li Jianfeng,Li Fangyi,Lu DongAbstract Diamond wire saw can critically slice hard brittle material with low kerf loss.Diamond wi re machi ning is emerging as a lead ing technology for wafer production in semiconductor and photovoltaic industry.It is a poten tial method for the machining of ceramics,q uartz,stone,etc.A survey of published work is provided,and the state of the art develop ment of diamond wire machining technologies is in troduced.Key words:Diamond wire saw Hard brittle material一、前言金刚石线锯是近十几年来获得快速发展的一种硬脆材料切割设备,包括使用游离磨料和固结磨料两类。
两轮多绳金刚石串珠锯创新设计与优化研究的开题报告

两轮多绳金刚石串珠锯创新设计与优化研究的开题报告一、研究背景金刚石串珠锯是广泛应用于石材加工行业的一种切割工具。
传统的金刚石串珠锯使用单轮设计,其切割效率较低,且易发生断珠等情况。
因此,设计一种高效、稳定、可靠的金刚石串珠锯具有重要的意义。
二、研究目的本研究旨在设计一种多轮多绳金刚石串珠锯,并对其进行优化,以提高其切割效率和稳定性,降低断珠风险,为石材加工行业的高效、精准切割提供技术支持。
三、研究内容及方法1. 设计多轮多绳金刚石串珠锯。
采用CAD软件进行图形设计,优化金刚石串珠的布置形式,提高金刚石的密度和均匀性,降低断珠风险。
2. 模拟分析多轮多绳金刚石串珠锯的切割性能。
采用ANSYS软件进行有限元仿真分析,优化多轮多绳的转速、张力等参数,提高切割效率和稳定性。
3. 制作样机并进行试验验证。
基于优化后的设计,制作多轮多绳金刚石串珠锯样机,并对其进行试验验证,评估其切割效率和稳定性。
四、预期成果本研究预期设计一种高效、稳定、可靠的多轮多绳金刚石串珠锯,并进行了模拟分析和试验验证,提高其切割效率和稳定性,减少断珠风险。
该设计可为石材加工行业提供创新的切割工具。
五、进度安排1. 设计多轮多绳金刚石串珠锯: 2个月2. 模拟分析多轮多绳金刚石串珠锯的切割性能:3个月3. 制作样机并进行试验验证: 2个月4. 成果总结和答辩:1个月六、参考文献1. Li, L., Li, X., & Li, J. (2019). Dynamic performance analysis of diamond wire sawing for silicon wafer processing. International Journal of Advanced Manufacturing Technology, 101(1-4), 363-375.2. Kannan, R., & Nagarajan, P. (2014). Multi layer diamond wire sawing for delicate processing of crystalline silicon wafers. Journal of Materials Research and Technology, 3(3), 229-234.3. Wang, J., & Chen, R. (2019). Optimization of wire saw parameters for crystalline silicon slicing. Journal of Materials Processing Technology, 270, 96-104.。
金刚石锯绳切削钢基材料特性分析及实验研究

金刚石锯绳切削钢基材料特性分析及实验研究随着金刚石绳锯机的快速发展,已从最开始的石材开采领域向钢材切削领域快速发展,尤其是在切削金属及合成物质(如海底油气管道和核电站中的构件)中发挥着越来越重要的作用。
近年来,金刚石绳锯机在海底油气管道的切割作业方面得到了广泛应用,但由于金刚石锯绳切削钢基材料的相关研究还处在初期阶段,锯绳切削钢基材料效率较低且自身磨损严重,研究金刚石锯绳切削钢基材料的切削及磨损特性,找出最优切削参数组合,对于提高金刚石绳锯机切削钢基材料(如海底油气管道)的切削性能具有重要的工程实际意义。
本文是在教育部博士点基金项目:金刚石绳锯切削钢基材料的机理研究(20092304110005)的资助下,针对金刚石锯绳切削钢基材料研究匮乏的问题,建立金刚石锯绳切削钢基材料的切削模型,对金刚石锯绳受力、切削过程的振动特性、切削特性、磨损特性及切削性能等方面进行了详细的理论分析和实验研究。
本文综述了金刚石绳锯机的发展方向及应用前景,分析锯绳切削机理、金刚石磨粒磨损特性及切削工艺的现状及存在的问题,从锯绳的受力、振动等特性入手,分析锯绳的切削与磨损特性,根据测试与研究需要提出金刚石锯绳切削钢基材料实验平台的总体设计方案。
结合切削工作条件对金刚石锯绳的切削过程进行系统理论分析,建立金刚石锯绳切削钢基材料力学模型,对锯绳、钢套、金刚石磨粒进行受力分析,并对单磨粒切削材料的去除率进行理论分析;基于无磨损和有磨损两种情况,研究金刚石磨粒平均出刃高度、金刚石磨粒压入切削面深度和磨粒锥形面角度对金刚石磨粒磨损的影响。
根据金刚石锯绳切削钢基材料的实际切削过程,从考虑锯绳的刚度和忽略锯绳的刚度两种情况出发,研究了驱动轮轴的无阻尼自振特性和绳轮系统的无阻尼自振特性,分析了转速切换时轮绳系统的振动特性,建立了锯绳受迫振动的动力学方程;根据梁自振的振动模式,建立锯绳的振动模型,分别研究轮间距、锯绳直径、串珠直径和串珠密度对振动模态的影响。
金刚石绳锯全面解析
金刚石绳锯全面解析1、前言金刚石绳锯作为一种柔性超硬材料切割工具,从面世至今,已有40多年的发展历史,从最初的电镀技术,发展到以烧结、钎焊技术为主流的制造技术;从只能切割软质石材到广泛应用于花岗岩矿山的荒料开采、钢筋混凝土或金属结构件的切割,在制造技术推陈出新的同时,应用范围也越来越广。
目前国产金刚石绳锯的综合性能已经接近国际先进水平,且造价低廉,完全能够满足国内石材矿山开采和板材加工业的需求,甚至有许多企业生产的绳锯产品已开始大量出口欧美等西方国家。
随着金刚石绳锯机械及金刚石绳锯切割技术的快速推广使用,我国石材荒料开采已进入金刚石绳锯时代,金刚石绳锯制造企业得到了空前的发展。
如国内某公司2007 年金刚石绳锯产量已达3万多米,产值1500万元,盈利300多万,相对上一年度,产量、产值、利润等指标都实现了翻番的目标。
国内金刚石绳锯制造企业通过自主创新,推动了国内金刚石绳锯技术的快速进步,为金刚石绳锯的进一步推广使用奠定了坚实的基础。
2、金刚石绳锯的制作新工艺随着金刚石绳锯使用量的增长和应用面的不断扩大,金刚石绳锯的生产技术也在不断地进步,为了顺应国内外市场急剧发展的形势,赶上国际先进水平,国内一些公司近几年不断引进新设备,研究应用新技术,在生产规模不断扩大的同时,产品质量、生产效率也大幅度提高,而制作成本却在不断下降。
2 1 制粒及容积式自动冷压工艺目前国内绳锯生产厂家普遍采用不制粒的粉末进行手工冷压串珠生产,生产效率低,产品质量易受人为因素影响,且工作环境粉尘多,不利于人体健康。
鉴于使用不制粒粉末进行冷压存在的诸多弊端,国内某公司首先将粉末制粒工艺及配套设备应用于生产实践。
粉末制粒工艺就是将粉料加入容器中靠搅拌器与切割刀的高速旋转作用并喷射雾化溶剂使粉末形成颗粒,20min可完成10kg粉料的制粒,制粒粉经烘干、筛选后,制成30~80目的球状颗粒,成型率在85%以上。
这种方法制作的粉料,流动性更好,金刚石经过包衣与制粒粉末混合后,金刚石在工作唇面上的分布更均匀;包衣后的金刚石表面被粉末包裹,在压制过程中避免了与模具表面直接接触,降低了模具的损耗。
我国金刚石绳锯的研发与应用4

(2).在一定的工作速度范围内,金刚石串珠绳的预紧力越大,串珠绳的锯切力越大,效率越高,串珠绳的耐磨损性能越低。综合金刚石串珠绳锯的回采效率和串珠绳锯的耐磨损性能,回采石岛红花岗石预紧力合理的取值范围是1600N-1800N;
(3).金刚石串珠绳锯用于回采花岗石,作业安全、噪音低、切割石料规整、切缝小,环境友好性好。总体经济、社会效益显著,应用前景广阔[6]。
60条以上的多绳式绳锯的出现,为绳锯的发展带来了良机,使其替代传统的砂锯锯切大板为可能;数字控制技术的快速发展,人们对异型石材的增多,均为绳锯的发展带来良好的机会,目前国外最小的串珠绳做到3mm。据称,桂林帝产地质研究院在2000年就完成了直径lOmm烧结注塑式绳锯的开发,其性能达到国外先进水平的80%-90%,且具有价格上的优势;近年来又在直径8mm上取得成功。两个毫米的差距整整花去了3年的时间。这些技术上的突破,必将带来绳锯的加速发展[8]。
(1).金刚石串珠绳锯回采花岗石的加工机制主要是磨削和滑擦,金刚石串珠绳锯线速度高,锯切中金刚石单刃所受压强小,金刚石颗粒的磨损形态主要是磨粒磨损,局部破碎,在一定的加工条件下,存在一个最佳的锯切线速度,使串珠绳磨损最小,锯切率最高。对于石岛红花岗岩矿体,在预紧力为1800N左右时,最佳的回采速度在2lm/s-23m/s范围之内;
我国目前建筑业高速发展,尤其是城市拆迁、改建的工程量非常巨大,绳锯在这一领域中的应用市场非常广阔。建筑领域中用绳锯,国外一般用钎焊注塑式,很多情况下采用干切式加工,其巨大的市场潜力值得业内人士为之努力。
金刚石绳锯可切割较厚的板材,比圆锯片所切的要厚得多,切削速度要比排锯快得多。与普通工具不同的是它可以在现场直接进行锯切,而普通工具得在工厂内进行锯切。实践表明,多组绳锯切割花岗岩时,其效率要比排锯高,既可直线切割,也可曲线切割,可以把石材切割成较为复杂的形状。
硕士论文--水下金刚石绳锯磨削技术及机理研究

堕玺鎏王堡盔堂堡主堂焦丝兰第l章绪论1.1课题研究的意义海上油气资源作为海洋经济的重要形式之一,已经成为我国能源供应的一个重要组成部分。
尤其80年代后,我国海上油气田开发得到了快速发展“’…。
海底管道作为海上油气田开发的重要组成部分,被称为海上油气田的“生命线”。
1。
目前,在我国海域累计已铺设海底管道60多条,铺设的海底管道总长度已超过3000km。
由于各种原因,相继出现海底管道损坏事故,其损坏形式多种多样”’,且破损的油气管道都是聘请国外的专业公司进行维修,给国家和企业造成巨大的经济损失和不良的社会影响。
为了保障我国近海海上油气田的安全生产,为了实现依靠国内技术和装备对海底管道实现快速修复,形成具有自主产权的海底管道维修技术和专用装置是我国海洋石油事业发展的迫切需求。
1.1.1水下切割技术研究现状随着海底打捞、救生及海底设施建设、海洋石油勘探开采等水下作业活动日渐频繁,迫切需要适合于海洋尤其是深海环境的水下作业工具。
国外在水下作业工具研制方面起步于70年代。
目前进行水下作业工具研究的机构有法国的Comex、美国的NCEL、Stanley液压工具公司、WestingHouse公司、英国的OSEL等公司,其产品被公认为处于世界领先地位,在海水液压技术等方面已经取得了较大的进剧粥】。
在种类繁多的水下作业工具中,用于切割的常用工具主要包括带锯、链锯、砂轮切割机、绳索切刀、电缆切割器掣““】。
图1.1C023水下型圆盘锯图1.2C025圆盘锯图1.3DSIl金刚石链锯幽1.4CS06链锯图1.1—1.4所示为美国Stanley液压工具公司的手持式水下切割工具。
主要承担对钢筋混凝土、钢棒、管子等进行水下切割任务。
我国在该领域的研究起步较晚,从80年代初期才开始介入。
哈尔滨工程大学海洋智能机械研究所“八五”飙问就着力开始研制由母船上的油源为动力的潜水员水下作业工具。
“九五”期间研制出一套“300米潜水员水下作业工具(系统)”,它主要包括六种水下作业工具与设备,其中两种用以完成水下钢缆、软缆切割作业的工具,见表1.1。
金刚石绳锯切割工艺的研究
53第2卷 第34期金刚石绳锯切割工艺的研究蓝敏俐(福建船政交通职业学院机械与智能制造学院,福建 福州 350007)摘要:金刚石绳锯是粉末冶金加入人造金刚石作为金刚石串珠,与钢丝绳、经过硫化处理的橡胶、弹簧、金属接头等,由专用设备组装成金刚石绳锯,是一种适用于大批量石材,以及钢筋混凝土等材料切割的工具。
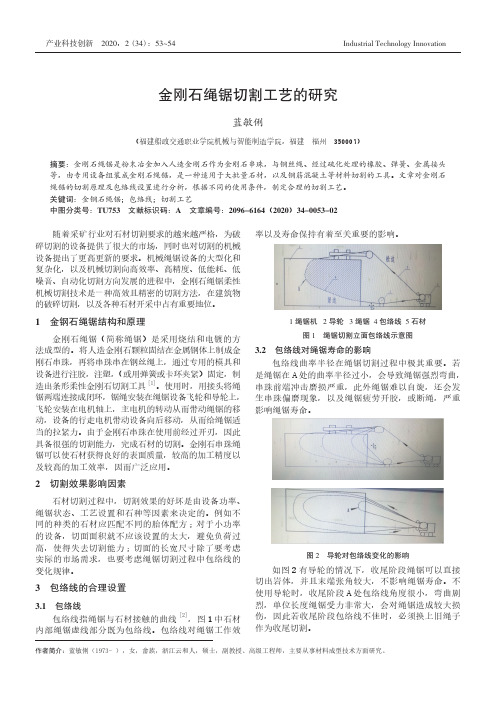
文章对金刚石绳锯的切割原理及包络线设置进行分析,根据不同的使用条件,制定合理的切割工艺。
关键词:金钢石绳锯;包络线;切割工艺中图分类号:TU753 文献标识码:A 文章编号:2096-6164(2020)34-0053-02随着采矿行业对石材切割要求的越来越严格,为破碎切割的设备提供了很大的市场,同时也对切割的机械设备提出了更高更新的要求。
机械绳锯设备的大型化和复杂化,以及机械切割向高效率、高精度、低能耗、低噪音、自动化切割方向发展的进程中,金刚石绳锯柔性机械切割技术是一种高效且精密的切割方法,在建筑物的破碎切割,以及各种石材开采中占有重要地位。
1 金钢石绳锯结构和原理金刚石绳锯(简称绳锯)是采用烧结和电镀的方法成型的。
将人造金刚石颗粒固结在金属钢体上制成金刚石串珠,再将串珠串在钢丝绳上,通过专用的模具和设备进行注胶,注塑,(或用弹簧或卡环夹紧)固定,制造出条形柔性金刚石切割工具[1]。
使用时,用接头将绳锯两端连接成闭环,锯绳安装在绳锯设备飞轮和导轮上,飞轮安装在电机轴上,主电机的转动从而带动绳锯的移动,设备的行走电机带动设备向后移动,从而给绳锯适当的拉紧力。
由于金刚石串珠在使用前经过开刃,因此具备很强的切割能力,完成石材的切割。
金刚石串珠绳锯可以使石材获得良好的表面质量,较高的加工精度以及较高的加工效率,因而广泛应用。
2 切割效果影响因素石材切割过程中,切割效果的好坏是由设备功率、绳锯状态、工艺设置和石种等因素来决定的。
例如不同的种类的石材应匹配不同的胎体配方;对于小功率的设备,切面面积就不应该设置的太大,避免负荷过高,使得失去切割能力;切面的长宽尺寸除了要考虑实际的市场需求,也要考虑绳锯切割过程中包络线的变化规律。
金刚石绳锯的研发与应用

采用金刚石绳锯开采石材的设想是英国人D.H.Prowse于1968年提出的。
第一台实用机由LuigMadrigali于1977年10月在意大利研制成功。
不到几年时间,生产数百台锯机,意大利200多个采石场全部推广使用绳锯,因此,金刚石串珠绳锯机在意大利首先使用,被称为“大理石矿山开采革命”。
在1969-1970年度的意大利VERONA的S.Ambrogio石材博览会上,首次展出了带电镀串珠的串珠绳和加工设备。
从此以后,这一深具潜力的工具得到了很快的发展。
经过二十年的研究与开发,金刚石绳锯不但广泛应用于大理石的开采,还可用于砂岩、花岗石等硬岩的分离切割;不但用于露天开采,还可用于地下窄矿脉及有爆炸危险的南非地下金矿的开采;不但用于异型石材制品的加工,还可用于建筑与道路工程的建筑和钢筋混凝土的拆除与修整。
金刚石串珠绳锯在采石与建筑工程中的创造性使用,使金刚石串珠绳锯从采石场到石材加工厂,从大块切割到修整成形,从板材切割到异型制品加工以及建筑工程中的应用越来越多。
金刚石绳锯作为金刚石工具发展过程中的第三代产品,经过20多年的研发与改进,目前广泛应用于各种工程。
这主要是它具有以下的优点:(1)设备简单、易于安装,不受场地与空问的限制,可进行水平、垂直与倾斜方向的切割,锯切面积可达200m2,加工质量好,石材损耗低,切割速度快,噪音低,震动小工作环境好,适应性强,可根据锯切对象与工作条件选用不同规格与尺寸的金刚石绳锯设备。
(2)显著提高石材开采的荒料率,保护珍贵的石材资源。
(3)可加工各种形状的花岗石和大理石异形制品,其附加值高,可显著提高经济效益。
(4)可开采出大尺寸的大块荒料,增加成材规格,进而增加先进石材加工设备的板材产品规格,提高切割效率与经济效益。
(5)上述金刚石串珠绳锯的优越性,无疑对解决我国石材工业中出现的荒料率低,大规格板材短缺,异形制品满足不了国内外要求的矛盾,能产生很大的推动。
积极开发与推广绳锯,是发展我国石材工业的重要环节。
金刚石绳锯使用过程中出现的问题和解决方法

金刚石绳锯使用过程中出现的问题和解决方法串珠转动及窜动定义绳锯使用过程中,固定材料不能牢固固定串珠,从而使串珠绕钢丝绳转动及沿钢丝绳窜动,使部分串珠间距发生变化,甚至相接的现象。
原因分析串珠转动一般是由于制作方的原因,橡胶硫化或者注塑工艺控制不严造成而。
而串珠窜动除了上述原因外,并且还存在:① 下刀量过大;② 钢丝绳断绳时,绳锯绞入机器飞轮或者碰到其它障碍物;③ 其它非正常外力所致例如:绳锯停机前,被石材夹住或压住。
解决办法① 稳定注塑或者硫化质量;② 规范使用;③ 减小下刀量;串珠锥度过大定义绳锯使用时,串珠的前端(前进方向一端)磨损一般快于后端,出现一定的锥度(<0.2mm)属正常现象。
但是如果串珠前端直径与后端直径差超过0.2mm,则可定为锥度过大。
锥度过大,可以反映串珠磨损过快,绳锯寿命偏短。
原因分析① 制作方提供的配方与切割对象不匹配,导致串珠磨损过快,产生锥度;② 下刀速度过快,强行下刀,导致绳锯串珠磨损加快;③ 切割线速度偏低,导致串珠磨损加快。
解决办法① 制作方提供与切割对象相应的配方;② 适度降低下刀速度;③ 适度提高线速度。
偏磨定义指绳锯使用过程,串珠没有沿园周面均匀磨损,而是仅磨损串珠某一面,导致串珠某一面磨损严重甚至磨至钢丝绳,而另一面则有较厚的工作层,从而导致绳锯寿命大大缩短,提前报废。
均匀磨损机理绳锯使用前将钢丝绳预扭1.5---4圈/米,然后对接。
通过此办法,使钢丝绳储存一定预扭内力。
使用时,绳锯在绕飞轮旋转的同时,将会在预扭内力驱使下,钢丝绳绕轴线自转,带动串珠转动,从而实现均匀磨损。
一般而言,柔软的钢丝绳,例如133结构,因其扭转同样圈数,预扭内力较小,因此应适当增加扭转圈数。
使用时习惯大下刀量,扭转圈数应同样增大;绳锯使用中后期,因钢丝绳发生疲劳应适当增加扭转圈数。
根据经验:对于国内市场使用的绳锯,整形及异形绳锯,采用61根结构钢丝绳扭转圈数定为1.5—2圈/米,而矿山开采用绳锯,采用133根结构钢丝绳,扭转圈数为3---4圈/米。
金刚石串珠绳锯解过程中动力学特性及振动控制的研究

金刚石串珠绳锯解过程中动力学特性及振动控制的研究金刚石串珠绳(以下简称串珠绳)作为金刚石串珠锯机(以下简称串珠锯)加工工具,其动力学行为直接影响串珠绳使用寿命及加工质量。
在加工过程中,由于定位轮作用,串珠绳的切入角随着串珠绳弯曲程度不同而发生改变,而串珠对工件在时间和空间上存在着不同的冲击,必然引起串珠绳产生振动。
串珠绳“柔性”加工中所产生的振动存在着利与弊。
在加工过程中,如果串珠绳产生高频小幅振动,则有利于岩屑排出和降低串珠绳加工温度,减小串珠切入工件时所产生的冲击力,从而降低串珠的磨损,使串珠绳加工方式变为振动锯解加工;反之,则增加串珠绳冲击力,产生噪声,降低串珠绳的使用寿命,不利于锯解加工。
因此,本文在综合国内外研究基础上,提出了金刚石串珠绳锯解过程中动力学特性及振动控制的研究,借鉴轴向运动连续体的理论研究成果,依据串珠锯结构和工艺特点,从串珠绳振动诱因分析、加工区串珠绳自由和受迫振动特性、绳轮耦合振动及串珠绳横向振动控制四个方面对锯解过程中串珠绳动力学行为进行研究。
本文的主要工作有:(1)基于虚拟材料分形理论和赫兹接触理论,进行了结合部虚拟材料的弹性模量、泊松比理论分析,构建了结合部虚拟材料的等效参数模型。
依据多体动力学理论,建立了串珠绳锯解系统有限元模型,并把结合部虚拟材料的等效参数引入到串珠绳锯解系统有限元模型,分别进行了考虑结合面和不考虑结合面两种情况下串珠绳锯解系统关键零部件的模态分析,得到了系统固有频率和关键部件的振型。
采用ADAMS/Vibration振动模块,分析了串珠锯在受迫振动响应,获得了串珠绳锯解系统关键零部件的位移、速度、加速度与频率的关系曲线,给出了串珠绳横向振动的诱因。
(2)基于多体动力学基本原理,建立了串珠绳横向振动力学方程,采用拉格朗日方程求解了串珠绳振动力学模型。
分析了串珠绳长度、线密度、串珠长度等结构参数和串珠绳运动速度、串珠绳张力工艺参数变化对串珠绳自由振动的影响。
注射成型金刚石绳锯硫化工艺优化
注射成型金刚石绳锯硫化工艺优化I. 前言- 引言- 研究背景和意义- 研究内容和目的II. 文献综述- 金刚石绳锯的发展历程- 注射成型硫化工艺的概述- 相关优化研究综述III. 实验设计与方法- 实验材料及其预处理- 注射成型硫化工艺参数的优化设计- 结晶性能的测试方法IV. 结果与分析- 注射成型硫化工艺参数的优化结果分析- 不同硫化工艺处理后的绳锯结晶性能对比分析V. 结论与展望- 注射成型金刚石绳锯硫化工艺参数的优化可行性- 未来研究方向和展望注:以上提纲仅供参考,具体内容会根据实际研究情况进行调整。
第一章节是论文的前言部分,主要包括引言、研究背景和意义、研究内容和目的。
首先,我们来谈谈引言部分。
进入21世纪以来,随着科技的不断发展,人们对于高性能材料的需求也越来越高。
在工业制造领域中,金刚石材料以其极高的硬度、耐磨损性和热稳定性被广泛应用。
金刚石绳锯作为其中的一种重要用途,在石材、混凝土、陶瓷等材料的切割过程中扮演着重要的角色。
然而,传统制造方法存在生产效率低、工艺复杂、成品质量不稳定等问题。
因此,在金刚石绳锯制造方面,需要寻求一种新的、高效且稳定的制造技术。
其次,是论文的研究背景和意义。
研究发现,注射成型硫化工艺可以简化制造工艺、提高生产效率、提高成品质量等多个方面的特点。
在金刚石绳锯制造领域中,注射成型硫化工艺已经得到了一定的应用。
但是,由于该工艺存在具体参数(如温度、时间等)的影响,而且不同的工艺参数对注射成型硫化效果的影响需要进行深入探讨。
因此,研究注射成型金刚石绳锯硫化工艺对优化硫化工艺参数,提高金刚石绳锯质量,具有重要的实际意义。
最后,是论文的研究内容和目的。
本文旨在通过实验方法,对注射成型硫化工艺参数进行优化,并比较不同硫化工艺处理后的金刚石绳锯结晶性能。
具体内容包括实验材料的预处理、注射成型硫化工艺参数的优化设计、结晶性能的测试方法和结果与分析等方面。
希望通过本研究的深入探讨,为金刚石绳锯制造领域的生产工艺提供一种新的、可行的制造方案,并推动生产工艺的进一步改进和创新。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
与热压烧结串珠相比 ,电镀金刚石串珠制作工 艺相对简单 ,而且更有利于串珠小直径化 。由于金 刚石镀层较薄 ,胎体耐磨性较差 ,其镀覆金属对金刚 石磨粒的把持力有限 ,金刚石磨粒易提前脱落 ,故总 体性能不如烧结型串珠 ,不适合切割花岗石 ,目前主 要用于大理石等较软材质的切割 。
(2) 隔离套 隔离套用于定距隔离和固定相邻串珠 。目前工 程中常用的隔离套有三种 (见图 4) 。
(a) 加工模型
(a) 注塑式 (b) 弹簧垫圈式
(b) 加工弧区局部放大 图 2 串珠绳锯加工示意图
加工前 ,利用铜套等对接套将一定长度的串珠绳 首尾对接 ,形成闭合圈 。加工时 ,张紧在绳锯机导轮 组上的闭环串珠绳 ,在驱动力的带动下串珠绳作高速 运动 ,并通过串珠的磨削运动实现切割 (见图 2b) 。
Technology of Sa wing With Diamond Wire Huang Guoqin Xu Xipeng
Abstract : The developing process of the technology of the diamond wire saw is briefly reviewed. The manufacture and appli2 cation of the saw are discussed in detail and the present status and existing problems in study on the saw are also analyzed. Fina2l ly , the outlook of its developing trend and research emphasis is presented.
and acceptance testing. December 2002 , Germany 20 马锡琪. NC 机床运动精度的矢量分析法. 制造技术与机
床 , 1997 (4) :27~30 21 马锡琪. 数控机床运动误差的测试装置 ———双球规测量
仪. 计量与测试技术 ,1996 (4) :3~5 22 吴昭同 ,杨将新 ,严拱标 ,虞文华. 数控机床圆轨迹运动误
8
工具技术
(a) 串珠绳结构示意图
(b) 实物照片 图 1 串珠绳的构成
金刚石串珠绳锯加工是由直接参与切割用的金 刚石串珠绳和驱动串珠绳运动的相应机械设备 (即绳 锯机) 共同完成 ,串珠绳锯的基本加工过程见图 2。
烧结型串珠具有较高的耐磨性 。通过调整胎体 中各金属成份比例或选用不同品级 、粒度 、浓度的金 刚石磨料可以实现胎体磨耗速度和金刚石磨料磨损 速度的调控 ,从而制造出具有不同的出刃高度和空 间的串珠 ,以适应不同材质的切割 。
© 1994-2011 China Academic Journal Electronic Publishing House. All rights reserved.
2005 年第 39 卷 №8
9
(3) 钢丝绳 由于串珠是定距固定在钢丝绳上并在其带动下 进行切割的 ,故钢丝绳可视为串珠绳的“脊粱”。 串珠绳锯在使用过程中 ,钢丝绳经常会因疲劳 磨损 、磨屑磨蚀 、化学腐蚀等原因而出现断绳现象 , 特别是当加工面积达到一定量时 ,断绳现象更为频 繁 。断绳不仅影响生产 ,而且还带来甩珠伤人等不 安全隐患 ,因此钢丝绳的性能对串珠绳使用至关重 要 。除了钢丝本身性能外 ,钢丝绳的寿命还与加工 过程中的预紧拉力 、各导轮最小曲率 、加工过程中串 珠的轴向载荷以及冲击载荷等因素有关 ,故应选用 专业钢丝绳生产企业的产品 ,且使用时应参考钢丝 绳的相关说明 。 213 串珠绳的类型及用途 在选用串珠绳时 ,需遵循“以材择绳”的原则 ,以 充分发挥其潜在的性能 。在石材加工业中 ,典型加 工对象是大理石和花岗岩 。大理石的基本成分是碳 酸钙 ,不含石英 ,其锯屑不会像花岗石中的石英那样 磨蚀钢丝绳和串珠胎体 。所以大理石 、石灰石矿山 开采仍大量使用较易制作的电镀型串珠 ,而花岗岩 类开采则主要采用烧结型串珠 。表 1 列举了常用串 珠绳类型 、规格及其适用领域 ,以供参考 。
(a) 电镀串珠
(b) 热压烧结串珠
(c) 钎焊串珠
图 3 不同工艺制造的金刚石串珠
(c) 注橡胶式 图 4 隔离套
弹簧垫圈式 (见图 4a) 是最早使用的隔离套形 式 。由于弹簧垫圈式隔离套在加工时磨屑很容易从 串珠 、弹簧 、垫圈之间的间隙进入并在绳锯弯曲运动 作用下对钢丝绳进行磨蚀 ,从而造成串珠绳断绳失 效 。尤其在加工含石英成份较高的花岗石时 ,由于 石英硬度高 ,对钢丝绳磨蚀性相当严重 ,因此这种隔 离套适用于较软材质的切割 。目前已较少采用 。
第一作者 :刘焕牢 , 博士研究生 ,副教授 ,华中科技大学 机械学院国家数控系统工程技术研究中心 ,430074 武汉市
© 1994-2011 China Academic Journal Electronic Publishing House. All rights reserved.
为了适应高硬度材质切割的需要 ,发展了注塑 式和注胶式隔离套 。注塑 、注胶式的隔离套是以耐 磨塑料 、橡胶充当串珠间的隔离垫 。从图 4b 、4c 可 以看出 ,串珠与钢丝绳之间完全被塑料 、橡胶所充 填 ,从而避免了磨屑进入串珠与钢丝绳间而磨蚀钢 丝绳 。正是它的出现 ,使得串珠绳锯的应用范围拓 展到花岗石类高硬度材料的切割加工 。其中 ,注塑 式应用最广 ,而以压注橡胶为隔离套的串珠绳锯则 主要用于摄氏零度以下 、比较寒冷地区的石材矿区 , 这是因为橡胶的低温性能比塑料好 ,在低温下仍能 保持较好的柔韧性和强度 ,不致脆裂 。
与对策. 机械工程学报 , 2002 ,38 (2) : 91~94 26 张 虎 ,周云飞 ,唐小琦 ,陈吉红. 师汉民. 数控机床定位
误差的软件补偿技术. 华中理工大学学报 ,2001 ,29 (4) :47 ~49 27 R Ramesh , M A Mannan , A N Poo. Error compensation in ma2 chine tools ———a review Part I : geometric , cutting2force in2 duced and fixture2dependent errors. International Journal of Ma2 chine Tools & Manufacture , 2000 ,40 : 1235~1256 28 刘焕牢 ,李 斌 ,师汉民 ,基于球杆仪的数控机床误差补 偿方法研究. 工具技术 ,2003 (8) :41~43
143 17 Hua Qiu , Yan Li , Yanbin Li. A new method and device for
motion accuracy measurement of NC machine tools , Part 1 :
principle and equipment. International Journal of Machine Tools & Manufacture , 2001 , 41 :521~534 18 Hua Qiu , Yanbin Li and Yan Li. A new method and device for motion accuracy measurement of NC machine tools , Part 2 : de2 vice error identification and trajectory measurement of general planar motions. International Journal of Machine Tools &Manu2 facture , 2001 ,41 : 535~554 19 HEIDENHAIN. Measuring system for machine tool inspection
Keywords :diamond , stone , wire saw , sintering , brazing , electroplate
1 金刚石串珠绳锯技术的发展
1978 年 ,在意大利 APUAN 石材矿山成功进行 的第一条金刚石串珠绳 (以下简称串珠绳) 切割试 验 ,标志了石材开采加工行业革命性变化的到来 ,石 材开采步入了现代化加工时代 。到 1990 年 ,第一台 用于切割异型石材的数控绳锯机投入使用 ,串珠绳 锯技术开始进入高技术含量的数控时代 。上世纪 90 年代中期 ,多绳并排切割技术的成功应用 ,向传 统框架锯板材切割方式发起直接挑战 ,使大型或超
2 金刚石串珠绳锯的构成与制造
211 金刚石串珠绳锯的构成 串珠绳的结构如图 1 所示 :在一根多股钢丝绳 上面按比例穿套有一定数量的金刚石串珠颗粒 ,相 邻串珠间由起支撑固定作用的隔离套分隔 (类似项 链) 。
16 Kotaro kamahora. Development of a new artifact for the calibra2 tion of large scale instruments. Measurement , 2001 ,30 :139~
差测试仪. 专利申请说明书 ,1991 23 虞文华 ,吴昭同 ,严拱标. 圆轨迹运动误差检测与信号处
理. 仪器仪表学报 , 1997 , 18 (3) : 230~236 24 刘 军. 用磁性球头棒进行三座标测量机误 Nhomakorabea检测及补
偿的探讨. 天津大学博士学位论文 ,1992 ,8 25 洪迈生 ,苏 恒等. 数控机床的运动精度诊断 ———评述