双预热蓄热式环形加热炉炉压控制及换向对炉内压力波动的影响__tr
双预热蓄热式加热炉炉压的分析和讨论

双预热蓄热式加热炉炉压的分析和讨论秦 文 孟德鑫崔卫国(鞍钢股份有限公司大型厂 )(中钢集团鞍山热能研究院工程设计所 )摘 要 针对双蓄热式加热炉炉压普遍偏高的问题 , 进行了比较详细的分析 , 提出了几个解 决办法 , 供工程设计者参考 。
关键词 蓄热式加热炉 炉压 原因 解决办法An a ly s is an d d is c u s s i on of f urna c e pr e ssure on doub l e prehea t i n g regen era t i ve furna ceQ i n W en M e ng D e xi n( Si no s tee l A n s han R e s ea r ch I n s titu t e of The r mo - ene rgy )Cu i W e i guo(A n s han Ir on and stee l Co. , L td. )A b s tra c t A i m e d a t the p r ob l em of h i g h fu r nace p re s su r e existing in d o ub l e p rehea t ing reg ene r a t ive fu r nace, rea s on s we r e ana l y sed in de t a i l . S eve r a l m e a su r e s a r e p u t fo r wa r d, and it is sig n i f ican t fo r enginee r ing and de s ig n i n g .Keyword s reg ene r a t ive fu r nace fu r nace p re s su r e rea s on s m e a s u r e s体质量不帄衡造成的 。
蓄热式燃烧单双预热对比

双预热和单预热的比较1、双预热烘烤装置示意图2、双预热装置原理说明如上图所示为双预热蓄热式烘烤器的工作原理示意图。
在烘烤装置上有二对四个蓄热体,每一对为一个空气/煤气组合式蓄热体,中间被阻断。
当其中一对工作时,另一对排放高温烟气并蓄热;空气/煤气通过一个三位八通换向阀或二组三位四通换向阀来现实转换。
空气和煤气进入各自的蓄热体内被加热到相当高的温度(能否加热到800℃~1000℃则不一定),从蓄热体中喷出,在二者喷出的下方面(实际已经开始了强制性混合燃烧)制作一个空腔,收缩后向包内喷出,此时,另一组蓄热体则承担了排烟的任务,在排出烟气的同时将烟气内的热量提取,蓄热体被加热。
然后进行第二次换向。
3、单预热烘烤装置示意图4、单预热装置原理说明单蓄热式的工作原理与双预热式基本相同,只是它只将空气预热到设计温度而不预热煤气。
一对二个蓄热体,一个工作则另一个蓄热。
在蓄热体的中部安装了专用的烧嘴,通过一个三位六通或一个双层换向阀来现实空气/煤气/烟气的转换。
A/B交替工作。
5、二者比较单预热蓄热式燃烧和双预热蓄热式燃烧并无谁更先进或谁更好之分,只有适合与不适合之分。
特别是在具体运用到单台设备上时,就存在了一个选择的问题。
只有在根据设备的差异性分析,在经过严谨的科学的计算、评估后才可以确定哪种方式更适合。
不能因为其先进就无限制引用。
特别是在烘烤器上使用,如果不对其进行详细的分析,强行引入,不但起不到所期望的效果,还会给以后的生产和维护带来诸多麻烦,那样的话,双预热就只不过是个噱头了。
总的来说,蓄热式燃烧作为钢铁生产中的一项节能减排技术是值得在更多的企业里推广应用的,但在推广过程中必须注意结合各企业现有设备情况,因地制宜地建设实施,才能取得满意的效果。
3、单(双)预热装置的特点和存在的问题作为一种新型的高温燃烧技术,它们都具备了蓄热式高温燃烧技术的大部分特点如:节能降耗/提高燃烧利用率/包内温度均匀/提高内衬寿命/减少有害气体的排放等。
蓄热式加热炉换向燃烧系统间歇延时控制工艺的应用

蓄热式加热炉换向燃烧系统间歇延时控制工艺的应用董群;齐晓铭【摘要】唐山国丰钢铁有限公司热轧薄板厂原建一线加热炉使用已达到淘汰年限.该公司通过在设备上应用换向燃烧系统间歇延时控制工艺,实现了燃烧控制自动化,提高了经济效益,保证了产品质量,并有节能环保效果.【期刊名称】《中国设备工程》【年(卷),期】2014(000)003【总页数】3页(P12-14)【关键词】换向燃烧;炉温;节能;经济效益【作者】董群;齐晓铭【作者单位】唐山国丰钢铁有限公司,河北唐山 063300;唐山国丰钢铁有限公司,河北唐山 063300【正文语种】中文【中图分类】TP2782012年7月和2013年9月,唐山国丰钢铁有限公司热轧薄板厂1号线1#、2#加热炉改造重建工程顺利竣工,完成了燃烧系统自动化工程。
在改造前,2座加热炉均已连续使用近7年,炉子的各项指标均不能达到低耗能标准,应淘汰更新。
为了提高热负荷或改善燃烧条件,应当改进燃烧装置,提高炉子生产率。
此项工程已纳入公司2012~2013年年度节能改造规划中。
为节约资金,唐山国丰钢铁有限公司设备部与热轧薄板厂将中冶华天工程技术有限公司研发的换向燃烧系统间歇延时控制工艺专利(国家发明专利号ZL201010250587.3),应用在此次加热炉改造工程中,使用效果良好,产生了明显的经济效益和社会效益。
目前国内大多数双蓄热式加热炉的仪控基本是手动远操控制方式,对操作人员的水平要求很高,影响了炉况的稳定性。
为实现加热炉燃控系统控制自动化,提高炉效率,公司将间歇延时控制方式引入到双蓄热式加热炉的控制系统中,实践证明,效果良好。
1.专利原理通过PLC的计算炉温变化趋势,自动控制情况如下。
(1)当炉温与设定值之间的温差与时间差满足有变大趋势时,说明炉温在上升,供热负荷偏大,此时应将供热负荷减少;(2)当炉温与设定值之间的温差与时间差满足有变大趋势时,说明炉温在下降,供热负荷偏小,此时应将供热负荷增大;(3)当炉温与设定的温度之间的温差与时间差满足没有变大趋势时,说明炉温在控制的范围之内比较恒定,供热负荷适当。
蓄热式加热炉炉压控制方式的研究

上均热 0 83
下均热 22 75
蓄热式加热炉的炉压控制方式应不同于常规 加热炉。常规加热炉在炉尾集中排烟,炉内烟气 量通过炉尾烟闸统一控制,采用一个炉头压力检 测点完全可以控制整个炉膛一个独立的供热、排 烟系统。因此,蓄热式加热炉的炉压控制也应分 为多段控制,即加热炉两侧均应设置炉压采集
点,并通过预热、均热段支管调节阀进行炉压调 节,加热段支管调节阀与供入空、煤气流量相对 应。总管调节阀要保证支管烟气能顺利排出。
Chen Xin1 Liu Changpeng2 Xu Dayong2 Zhang Yu2 Deng Wei2 Zhao Aihua3 Wang Liang3
( 1. Anshan Iron and Steel Group Corporation, 2. Angang Steel Company Limited,Technological Centre, 3. Angang Steel Company Limited,No. 1 Steelmaking Plant of Angang Steel Co. ,Ltd. )
空、煤气双蓄热式加热技术由于具有明显的 节能优势,被广泛地应用于各钢铁企业的轧钢加 热炉,但在使用中仍存在诸多问题。其中蓄热式 加热炉炉压大、炉体冒火的现象一直成为蓄热式 加热技术中难以解决的问题之一。炉体冒火严重 恶化加热炉区的自然环境,并对加热设备、炉体 材料以及操作人员的安全都造成恶劣的影响。据 资料分析,蓄热式加热炉炉压难以控制的主要原 因在于: 蓄热量与产量不匹配; 蓄热体质量过 少; 炉底强度 选 的 过 大[1]; 炉 型 不 尽 合 理; 排
总管流量应针对烧嘴个数进行调节,在烧嘴 由于不同原因关闭的情况下,流量应等比例减 少,使单个烧嘴总处于合理的燃烧状态,不超过 额定热负荷。同样以预热段为例,预热段关闭两 只烧嘴后 ( 实际为 4 只) ,应将总管流量设定为 12000m3 / h。根据实际燃烧的烧嘴个数来控制流
蓄热式加热炉换向系统维护

自动 换 向时 每 次 换 向遵 守 先 关 后 开 的操 作 策 略 ,换 向阀在换 向过 程 中可 以当作 切断 阀使 用 ,避 免 了煤 气或 空气 与烟 气相 遇 的可能 。当向炉 内送煤 气和空 气 时 ,加 热 炉 各段 一 侧 气 缸 通 过 气 源作 用 , 带动 阀杆 、阀板 将 排 气 口封 闭 后 ,再 打 开进 气 口, 使 煤气 或空 气通 过换 向 阀的 出气 口被送进 炉膛 进行
作 者简 介 : 左 发 ( 93一) 男 ,0 6年 毕 业 于 安 徽 工 业 大 学 热 能 与 18 , 20
3 换 向阀阀板 密封 圈严 重损 坏 后 , ) 阀板 与 密 封
圈盖 板 直接接 触 , 阀杆震 动过 大 , 如长 时间得 不 到处 理, 导致 阀杆逐 渐 变 形 ; 由于 炉 压 调节 操 作 的影 响 , 如果 排 烟温度 低 于烟 气 露 点 温 度 时 , 加 剧 换 向阀 会
2 应 用 中存 在 的 问题
1 排气 口侧 阀板 密 封 圈 长期 工 作 在 排 烟 温 度 )
波 动 的恶劣 环境 下 , 受着 阀板 的周期 性 冲击 , 逐 承 会
渐 老化 直至损 坏 , 影响换 向阀闭合 时 的密封 效果 , 同 时密封 圈损坏 后 , 阀板 与箱 体 直 接 接触 会 使 阀杆 弯
炉温 。
圈 2 换 向 闷 结 构
4 故 障诊断及处理方法
在 蓄热 烧 嘴 蓄热材 料 完好 的情 况 下 , 向阀故 换 障的判 断与处 理方法 :
4 1 排烟 温度 过低 .
5 换 向系统采用 压 缩 空气 作 为动 力 源 , 向阀 ) 换
前安装 了三联 件 , 由于管道 内壁 的锈 蚀产生 的污 物 , 有时会 堵住 三联件 或 是气 源 管 路 , 响 换 向 系统 正 影 常工 作 。
大型双蓄热加热炉脉冲燃烧控制研究与实现

K1,K2,K3,K4为系数;m为空气过剩系数;A为理论空燃比
图4双交叉限幅燃烧控制
改善了加热炉的加热质量,降低了加热炉在宽度方向上两端与中间温度偏差。
项目投入使用前,该双蓄热式加热炉在宽度方向上两端与中间温度偏差在30-50℃,炉内温度场分布不均,容易产生后续产品质量缺陷。
如图1所示。
图1中一加热段为投入脉冲燃烧控制前的炉内横向况调整
图1加热炉各段横向过程温度
图2脉冲燃烧功能投入前粗扎出口温度图3脉冲燃烧功能投入后粗扎出口温度。
双预热已经开始

双预热已经开始
双预热已经开始的原因和影响分析
前言:
随着全球经济发展的变化,人们对于环保和节能意识的觉醒,以及环境保护法的出台,我国各个领域也继续深入推进节能减排工作。
在这样的大环境下,我国石化行业也提出了自己的实施方案。
在此我们畅所欲言一下,双预热已经开始,所带来的原因和影响。
一、原因
双预热系统是一种新型锅炉供热设备,其具有节能、环保等优点受到了广大用户的好评。
这种供热方式采用两级燃烧,提高了热效率和环保性能,而在传统供热系统中,锅炉排烟温度高,导致热量大量浪费。
双预热系统急需引进,以逐步替换传统锅炉,降低能耗,提高效率。
二、影响
1.环保
双预热系统应用后,燃烧系统更加完备,对污染物的排放减少至少20%以上,有效保障了环境的安全。
2. 经济效益
双预热系统在使用的过程中,优化了燃气的利用率,减少二次加热的能量浪费,并可以减少最高50%的能源消耗,我们可以大大减少锅炉维修和更换的费用。
.
3. 提升能效
相对于传统供暖系统,双预热系统的能效提高十几个百分点,可以实现长期节能。
4. 推动产业升级
双预热系统的应用,需要使用到一系列产业的支持,其应用对于系统提升整个行业水平,促进了锅炉、气体生产、控制等相关领域的产业升级。
结语:
可见,双预热系统的应用,不仅仅有环保的好处,更重要的是从长远来看,可以在经济和技术上均衡得到提高,对于全社会发展具有至关重要的作用。
蓄热式加热炉延时换向控制技术的应用

蓄热式加热炉延时换向控制技术的应用作者:陈榕年来源:《现代经济信息》2016年第28期摘要:针对三钢二棒加热炉钢坯加热温度不均,提出了采用延时换向控制的燃烧控制方式。
此控制方式可根据特定工况确定实时煤气调节阀的阀门开度,通过调整每对烧嘴的间歇延时时间达到控制钢坯出炉温度通条均匀。
经过实践证明,该控制方法具有很好控制钢坯温度均匀性的效果。
关键词:延时换向;温度均匀性;燃烧占空比中图分类号:TG307;TP273 文献识别码:A 文章编号:1001-828X(2016)028-000-02Abstract: San steel 2nd rod heating furnace temperature is unevenness ,we proposed commutation delay intermittent combustion control method. This control method is determined real-time gas regulating valve opening degree under the specific conditions. Adjusting the delay time interval of each pair of burners to achieve blank temperature uniformity requirements. Practice has proved that the control method has good control effect on temperature uniformity.Keywords: Intermittent delay; temperature uniformity; Combustion duty cycle一、前言三钢二棒加热炉2009年投入使用,是一座单蓄热式加热炉,炉长21m,宽13m,炉体由加热一段、加热二段和均热段组成,共分布11对烧嘴(加热一段4对,加热二段4对,均热段3对),设计年加热产能100万吨。
TRT装置对高炉炉顶压力的影响和控制
摘
要 : 主要针对 TRT 装置对高炉炉顶压力 的影响与控 制 , 基于同 一套 TRT 装置在 马钢
1#高炉大 修前后采用了不同控制系统 、 控 制方案 的差异 性进行 介绍 , 着重 阐述 TRT 装置 对高 炉炉顶压力控制的影响 , 对 TRT 装置从启 机到停 机的各 阶段分 别进行 说明 。 通过 优化炉 顶压 力控制方案 , 有效地提高 了炉 顶 压力 控 制精 度 , 缩短 了 TRT 装置 启 机 、 停 机 时间 , 降低 了 TRT 装置对高炉炉顶压力的影响 ; 在紧急停机事件处理过程中 , 密切配合调压阀组动作 , 有效 地保障了高炉安全运行 。 关 键 词 : TRT; 炉顶压力 ; 控制 ; 差异性 中图分类号 : TP 27 文献标 识码 : A
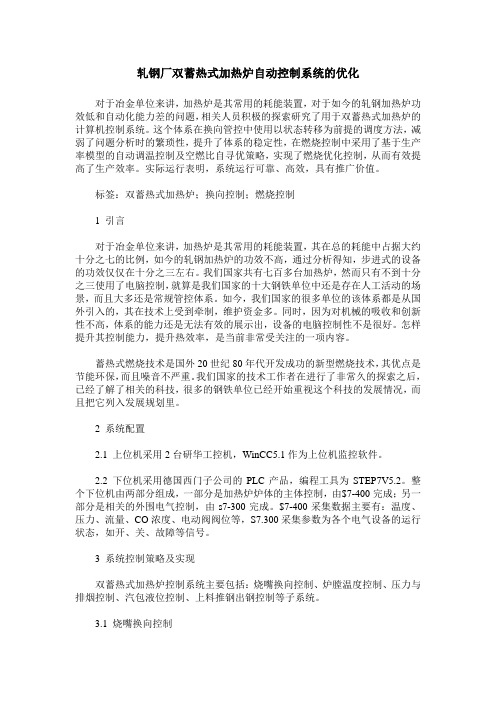
对比图 3 与图 1 , 在大修改造时, 取消了快开 阀 , 其功能由改造后的 4 #阀 (由电动阀改造成液压 阀 ) 承 担。从 工 艺来 看, 变 动 不 大, 但 是 , 由 于 TRT 与高炉调压阀组同属于 1 套控制系统, 其控制 方案更加灵活。 下面从 TRT 投运的几个阶段 来分别说明炉 顶 压力的控制方法。 1) TRT 升转速 在升转速阶段, TRT 装置与 发电回路脱开, 只需要少量的煤气流推动透平机、 发电机运转, 因此对高炉炉顶压力的影响非常小 , 调压阀组只需要保持原来的状态正常调节炉顶压力 即可。
图 1 大修前 1 # 高炉煤气工艺流程图
TRT 装置 投产后 , 在 TRT 运行的情 况下, 从
收稿日期 : 2009 06 30; 收修定稿日期 : 2009 08 18 作者简介 : 陈志虎 ( 1974 ) , 男 , 安徽马鞍山人 , 工程师 , 主要从事基础自动化工程应用等方面的工作。
蓄热式加热炉减小炉压的研究与应用

摘要:蓄热式加热炉与传统加热炉相比,因预热方式不同,存在燃烧、排烟等方式不同,炉内气体流动方式亦不同,普遍存在炉压大,易冒火,炉况较难控制的通病。
笔者根据对蓄热炉的设计与应用经验,阐述了解决这一问题的方法。
关键词:蓄热式加热炉;炉压;排烟系统;蜂窝体一、引言双蓄热式连续加热炉因具有可燃低热值煤气、加热能力大(特别适宜于热装)的优点,在国内已得到较为广泛的应用。
然而,这项技术在国内诸多连续加热炉使用中,发现存在许多问题,其中之一便是普遍存在炉压大,炉体及炉口易冒火,炉况较难控制的通病。
在江阴兴澄钢铁有限公司蓄热式加热炉的设计与应用中,通过对蓄热烧嘴的合理设计、炉底强度的合理选取、炉型与排烟系统的优化设计,使这一问题得到了较有效的解决,获得了良好的运行效果。
二、解决方法本人通过对国内无传统排烟烟道的双预热连续蓄热加热炉考察中发现,普遍存在炉压大,炉体易冒火,炉况较难控制的通病,对此进行了深入研究与探索,其主要问题归纳为:1.蓄热量与产量不匹配,蓄热体质量过少;2.炉底强度选的过大;3.排烟系统控制和操作协调优化;4蓄热体堵塞。
1.蓄热烧嘴的影响当蓄热量与产量不匹配,即烧嘴太小蓄热体质量过少时,即使缩短换向时间,亦不能将离开炉膛燃烧产物中的热量置换出,为降低排烟温度而使排烟量减少,从而导致炉膛压力上升。
例如江阴兴澄钢铁有限公司双预热连续步进式加热炉,因烧嘴蓄热量小,置换烟气热量能力小,导致炉压达100Pa以上,炉口冒火达几米远。
经分析,烧嘴设计的蓄热量小是原因之一,经改造将蓄热室加大后,这一问题得到有效改善。
因此,蓄热烧嘴的合理设计关系到炉膛压力能否正常。
以蜂窝体作烧嘴蓄热体的设计归纳为下述几点。
1.1烧嘴内腔横截面积。
条件允许的情况下,内腔横截面积越大越好,蓄热体质量大,蓄热量就多,换向时间便可延长。
1.2烧嘴内腔所装蜂窝体深度的选取。
烧嘴内腔所装蜂窝体深度一般是根据蜂窝体对气体的阻力与烧嘴内腔所装蜂窝体的蓄热量两者的综合效果来考虑的。
轧钢厂双蓄热式加热炉自动控制系统的优化
轧钢厂双蓄热式加热炉自动控制系统的优化对于冶金单位来讲,加热炉是其常用的耗能装置,对于如今的轧钢加热炉功效低和自动化能力差的问题,相关人员积极的探索研究了用于双蓄热式加热炉的计算机控制系统。
这个体系在换向管控中使用以状态转移为前提的调度方法,减弱了问题分析时的繁琐性,提升了体系的稳定性,在燃烧控制中采用了基于生产率模型的自动调温控制及空燃比自寻优策略,实现了燃烧优化控制,从而有效提高了生产效率。
实际运行表明,系统运行可靠、高效,具有推广价值。
标签:双蓄热式加热炉;换向控制;燃烧控制1 引言对于冶金单位来讲,加热炉是其常用的耗能装置,其在总的耗能中占据大约十分之七的比例,如今的轧钢加热炉的功效不高,通过分析得知,步进式的设备的功效仅仅在十分之三左右。
我们国家共有七百多台加热炉,然而只有不到十分之三使用了电脑控制,就算是我们国家的十大钢铁单位中还是存在人工活动的场景,而且大多还是常规管控体系。
如今,我们国家的很多单位的该体系都是从国外引入的,其在技术上受到牵制,维护资金多。
同时,因为对机械的吸收和创新性不高,体系的能力还是无法有效的展示出,设备的电脑控制性不是很好。
怎样提升其控制能力,提升热效率,是当前非常受关注的一项内容。
蓄热式燃烧技术是国外20世纪80年代开发成功的新型燃烧技术,其优点是节能环保,而且噪音不严重。
我们国家的技术工作者在进行了非常久的探索之后,已经了解了相关的科技,很多的钢铁单位已经开始重视这个科技的发展情况,而且把它列入发展规划里。
2 系统配置2.1 上位机采用2台研华工控机,WinCC5.1作为上位机监控软件。
2.2 下位机采用德国西门子公司的PLC产品,编程工具为STEP7V5.2。
整个下位机由两部分组成,一部分是加热炉炉体的主体控制,由$7-400完成;另一部分是相关的外围电气控制,由s7-300完成。
$7-400采集数据主要有:温度、压力、流量、CO浓度、电动阀阀位等,S7.300采集参数为各个电气设备的运行状态,如开、关、故障等信号。
蓄热式连续加热炉炉膛压力问题研究

压力分布。 (3)流量增加(即热负荷增加)时,如果引风机抽
力保持不变,炉膛压力将明显升高。这一点同生产现 场的现象吻合,其压力分布曲线如图 2(c)。炉体封 闭良好时,加大出口抽力可以有效降低炉膛压力。然 而蓄热式炉是一个非封闭的设备,加大出口抽力只 能在一定程度上降低炉膛压力,其应用效果有待进 一步研究。
源,2006,26(4):35- 36. [4] 万惠民,柳 宜.蓄热式加热炉投产后的问题及解决方法[J]. 轧
钢,2005,22(3):60- 63. [5] 吕以清,孙 玮,侯卫军.双预热蓄热式加热炉减小炉压的研究
(4)当引风机抽力保持不变时,随着炉子内宽的 增加,炉内整体压力水平提高。这是对多数加热炉而 言“宽度越大,炉膛压力越高”的原因。
4 结论
蓄热式炉和换热式炉相比,炉膛压力偏高且 波动频繁,结合二者热工过程对比分析,可知炉内 气体流动状况是造成蓄热式炉炉膛压力高的主要 热工因素。针对蓄热式炉内气体流动特点建立了 流 动 模 型 ,通 过 模 型 分 析 得 知 ,沿 炉 宽 方 向 空 、煤 气喷口压力大于排烟口压力;流量增加时,炉膛压 力也会相应升高。当蓄热式炉宽度超过某一范围 时,炉膛压力很难调节,因此蓄热式炉在结构上不 宜过宽。
炉内气体流动方向
流动
流动
烟道大小
排烟方式 排烟温度/℃
烟道面积大于空、煤 烟道面积等于空、煤气喷
气喷口面积
口面积
连续排烟、自然排烟 间断排烟、强制排烟
300~500
100~200
1.2 热工过程对比 蓄热式炉与换热式炉在结构和操作上的差异导
致了燃烧、流动和传热等热工过程的不同。其中,流 动和燃烧状况对传热过程有一定的影响。另外,流 动状况不但影响传热效果,而且对燃烧过程、温度分 布以及炉膛压力均有较大影响。同换热式炉相比, 蓄热式炉具有以下特点:提高了燃料及空气的预热 温度,进而提高了参加燃烧化学反应混合物的温度, 缩短了混合物达到着火温度的时间,从而加快了燃 烧反应速度,进而改善了燃烧过程;炉温均匀,在满 足加热要求的前提下,传热均匀,加热物料温度均 匀。蓄热式炉与换热式炉在炉型结构、操作方面存在 一定的差别,导致二者炉内气体流动状况不同,热工 过程亦有较大区别。因此,应结合蓄热式炉内气体 流动状况分析其压力分布。
双蓄热加热炉烟气中煤气反吹方案及应用描述

2.2 解决方式 我们在炉区的煤烟总管上引出一路煤烟烟气,经过风机加压, 送到3个(或4个)供热段的6个(或8个)煤气/煤烟三通阀之后 (可以接到三通阀下部,也可以接到横向集管上,需根据现场实际 情况处理。),建议采用快切阀或其它类型切断阀进行开关切换控 制,唐钢1700线是利旧了原来改造剩余的三通阀作为切断阀。 为了防止在运行期间烟气加压风机憋压,在烟气加压风机前后 增加一路旁通管,在压力过高时自动打开进行内部循环。 2.3 需增加的设备材料 2.3.1 烟气加压风机 数量:1台;进出口管道:~DN500 入口设一台手动密封蝶阀、软连接,出口设置软连接、一台远 传压力检测;进出口设置旁通管道,设置一台手动密封蝶阀、一台 旁通阀(快切阀)。 2.3.2 支管管道阀门 6路支管各设置一台手动密封蝶阀、一台快切阀。 6路支管不同时工作。 2.3.3 管道及平台 新增主管道及支管道。 新增风机平台及阀门检修平台。 2.4 自动化控制系统 新增风机控制柜一台,新增风机动力电缆。 新增相关仪表检测系统,新增控制电缆。 利用PLC系统更改换向控制程序。
中介气体的选择:氮气或煤烟烟气。 在三通阀换向之前,可以采用不与煤气发生反应的氮气进行替 换吹扫,但是实际应用中考虑到氮气成本过高,建议采用煤烟烟气 进行替换吹扫。 这种解决方案同时可以解决换向SO2排放瞬间增加的问题,举 例说明: 假设原高炉煤气中SO2浓度是200mg/m³,吹进炉内后煤烟排出 烟气量的比例是60%,煤烟中排放的SO2浓度就是120mg/m³;但是换 向瞬间,煤气中的SO2都从煤烟中排放,又恢复到200mg/m³的瞬时浓 度,这就是换向瞬间SO2排放增加的原因。采用本方案后,SO2实际 总量没增加,但是可以降低SO2排放瞬间增加的问题,是把瞬时升 高的SO2排放浓度分摊在煤烟和空烟烟囱内。 烟气反吹同时有益于降低烟气中的NOx,在蓄热式燃烧过程排 烟过程中,由于炉气中含有一定的O2(3~10%),当炉气进入煤气 蓄热式烧嘴时,当这部分炉气中的O2会与蓄热式烧嘴中的CO发生二 次燃烧,由于蓄热箱内煤气温度和烟气温度均在1000℃以上,因此 此时发生的二次燃烧,会剧烈生成NOx,因此,当蓄热式烧嘴中的 CO被吹入炉内燃烧后,高温烟气进入炉内就不再会发生二次燃烧, 因此也就能降低NOx的排放。 2.1 安全防护 本项目主要安全考虑是高炉煤气防爆。 高炉煤气的大致成分为二氧化碳6-12%、一氧化碳28-33%、氢 气1-4%、氮气55-60%、烃类0.2-0.5%及少量的二氧化硫。高炉煤气 的着火温度是650~700℃,爆炸极限是46%~68%,因此必须确保炉 膛内的温度高于700℃,高炉煤气的使用才处于安全状态。 安全措施: (1)保险起见,当各段炉温超过750℃时,煤气反吹才允许投 用;一旦各段炉膛温度低于750℃,该段煤气反吹停止运行; (2)排烟温度高于150℃时,该段煤气反吹停止运行; (3)在烟气反吹风机前增加一路氮气吹扫管路,在各支管末 端阀门前增加放散管路,便于在该系统启用前或者停用后对该段管 路进行吹扫。
双预热蓄热式环形加热炉炉压控制及换向对炉内压力波动的影响__tr

双预热蓄热式环形加热炉炉压控制及换向对炉内压力波动的影响__tr第44卷第3期 2009年3月钢铁Iron and SteelVo l.44,N o.3M ar ch 2009双预热蓄热式环形加热炉炉压控制及换向对炉内压力波动的影响潘良明1, 季洪春1, 程淑明2, 伍成波3, 雍海泉2(1.重庆大学动力工程学院,重庆400044; 2.重庆赛迪工业炉有限公司,重庆400012;3.重庆大学材料科学与工程学院,重庆400044)摘要:蓄热式燃烧技术中,炉压控制和换向时造成的炉压波动是一个非常重要的问题。
根据模化理论,发现在各个流量工况下,各段内的压力均可以通过改变各段的鼓风量和排烟量来调节,控制尾部烟道排烟是最佳的控制方法。
当加热段段内集中换向时,各段压力波动幅度平均在3~5Pa;换向周期中,压力最低点均出现在内环鼓风,外环抽风的工况下,而压力最高点则出现在第2加热段第二次换向的过程中;炉压总体波动不大,对加热炉安全运行影响不大。
如采用单个烧嘴时序换向,则其对炉压的影响可以降到最低。
关键词:空煤气双预热蓄热式;环形加热炉;燃烧换向;压力波动;炉压控制中图分类号:T G 307 文献标识码:A 文章编号:0449 749X(2009)03 0085 05Pressure Fluctuation Caused by Switchover and Pressure Control Method of Large Scale Regenerative Heating Annular FurnacePAN Liang ming 1, JI H ong chun 1, CH ENG Shu ming 2, WU Cheng bo 3, YONG H ai quan2(1.School of P ow er Engineering ,Chongqing U niv ersity ,Chongqing 400044,China; 2.CISDI Industr ial Furnace L td.,Co.of Chongqing,Chong qing 400012,China; 3.Schoo l o f Science of M at erial and Eng ineering ,Chongqing U niv er sity ,Chongqing 400044,China)Abstract:Fo r H T A C (Hight T emper atur e A ir Combustion)technolog y,pressur e contr ol and pr essure fluctuation during combustion sw itchov er are v ery impo rtant t o t he fur nace reliability and stability.A cco rding to modeling theo r y,it w as found that the pr essure contr ol co uld be realized by contr olling the ratio o f blasting capacity and induced dr aft ca pacity ,and the best w ay is to co ntr ol the induced dr aft of the tail duct.When the heat ing zones wer e sw itched ov er simultaneously,t he aver age pr essure fluctuation wer e w ithin 3 5pascals in the w hole perio d,the lo w est pressur e was observ ed w hile o uter r ing was at blasting and inner r ing was at induced draft stage.T he highest pr essure w as observ ed in N o.2heating zo ne at the seco nd sw itchov er.T he general pressure fluatuat ion was no t hig h enoug h to affect the r eliability o f the furnace.W ith sequential sw itchover o f all individual bur ner s,the effect o n fur nace pr essure w ill be minimized.Key words:air gas dual r egenerative combust ing techno lo gy ;annular fur nace;combustion switcho ver;pressur e fluctuation;furnace pr essure contr ol作者简介:潘良明(1970 ),博士,教授; E mail :cneng@cqu edu cn; 修订日期:2008 06 08高温空气燃烧技术(H igh T em perature Air Co mbustio n,简称H TAC)是20世纪90年代以来国际燃烧领域研究开发并大力推广应用的一项全新高效节能环保燃烧技术,该技术的基本思路是利用高温烟气借助于高效蓄热体使助燃空气预热到800 以上的高温,最终使排烟温度降低到200 以下,从而实现高温烟气显热的极限回收,具有节能及降低NO x 排放等多重优越性[1]。
轧钢厂双蓄热式加热炉自动控制系统的优化

2 o 1 3 年 第2 8 期l 科技创新与应用
轧钢厂双蓄热式加热炉 自动控制系统的优化
于 晓 江
( 唐 山国丰钢铁有 限公 司, 河北 唐 山 0 6 3 0 0 0 ) 摘 要: 对- I -  ̄ 6 金 单位来讲 , 加热炉是其常用的耗 能装置 , 对于如今的轧钢加热炉功效低和 自动化 能力差的 问题 , 相 关人 员积极 的探 索研 究 了用 于双 蓄 热式 加 热 炉 的计 算机 控 制 系统 。这个 体 系在 换 向 管控 中使 用 以状 态转 移 为 前提 的调 度 方 法 , 减弱 了 问题 分析 时 的繁 琐 性 , 提 升 了体 系的稳 定 性 , 在 燃 烧控 制 中采 用 了基 于生 产 率 模 型 的 自动调 温控 制 及 空燃 比 自寻优 策略 , 实 现 了燃 烧优化控制, 从而有效提高 了生产效率。实际运行表 明, 系统运行 可靠、 高效 , 具有推广价值 。推钢出钢控制等子系统。
3 . 1烧 嘴换 向控 制
过去 的换 向通常 是使 用集 中模 式或是 分段 模 式 , 这 个方 法 的不 利 点有 如 下的一 些 : 第一 , 单一的烧嘴出现问题的话会干扰到总的运作。 第二 , 在换向 之后会导致煤气以及空气流量的大规模变化。 该体系为了处理面对的 不利点 , 所有的烧嘴都使用单独的换向装置 , 所有的燃烧设备间有较 高 的独立 性 。 站 在控 制层 次上 来看 , 该 项控 制要 有两 大层 次 : —个 烧 嘴 单独的开展转向以及总体烧嘴转向的调度工作 。这时候 , 不但有单一 烧嘴的快切阀逻辑动作之类的严谨 的时序联系, 同时还具有调度时期 的人 工 干预要 素 , 众 多 的要 素组 合 到一 起就 得 到 了一 个 十分 综合 化 的 体系。由于考虑到其运作本身是在不同的状态中开展的, 这时候就获 取了一个将状态转换当成是背景的调度措施 , 其减弱 了问题探索的繁 琐性 。实 际 的措 施是 , 先把 烧 嘴结合 具 体 的运作 模式 分 成如 下 的三类 情况 : 燃烧状态 、 排烟状态 、 转状态。然后 , 结合不同的状态转换特征 , 运行 不 同的处理 方 法 。针 对之 前 的两类 来讲 , 是 通过 布 置好 的周 期决 定的, 具 体 的说 是将 固定 的时 间 当成是 处理 方法 。对 于后 一 种是 由一 些 随机 问题 或 是人 为 活动 导 致 的 ,使 用 以事 件 响应 为 前提 的处理 措 施。 同时, 状态的运行使用令牌环的措施, 如果令牌到达一个烧嘴的时 候, 它进行一次转换。具体的传递路线是由工艺来控制 的。 3 . 2掌控 好炉 膛 的气温 参 考文 献 该项控制活动是设备的关键控制活动之一 , 气温的高低会对刚胚 的品质有一定的干扰。 目 前普遍使用的措施是通过炉温来分段管控 , [ 1 】 张凯举, 邵诚. 钢铁 工业加热炉先进控制技 术及其发展阴. 冶金 自动 它的设定数值是 由工作者结合活动步骤来设置 , 它的不利点有如下的 化 , 2 0 0 3 , 2 7 ( 1 ) : 1 1 - 1 5 . 些: [ 2 ] 汤秀琴 , 陶军 . 加 热炉 燃烧控 制 系统 内的改进 叨. 控制 工程 , 2 0 0 2 , 9 ( 5 ) : 0 -3 3 . 第一 , 控 制 活 动不 及 时 , 因为 轧制 活 动 的变 动会 使得 炉 温 出现 非 3 常显 著 的变 动性 。 第二 , 炉温 的设 置并不 是最 合理 的 。 因为各 个 区域 的 温度通常是 以经验来设置的, 所 以在不一样的生产模式下 , 无法确保 所有区域的温度是最为合理的,同时为 了确保轧制活动有序开展 , 在 人工设置数值的时候会留有一些余数 , 其不但导致资源得不到合理的 使用 , 同时 还会影 响 到材料 的 品质 。
蓄热式轧钢加热炉炉压问题的分析与对策

收稿日期:2007-02-10;修回日期:2007-04-05作者简介:罗国民(1969 ),男,高级工程师,主要从事高温空气燃烧技术的研究和应用工作.蓄热式轧钢加热炉炉压问题的分析与对策罗国民(广东松山职业技术学院,广东曲江512126)摘 要:由于蓄热式加热炉的供热方式和排烟方式较传统加热方式发生了根本性改变,炉压波动给加热炉生产带来了不利影响一直困扰轧钢生产。
在对韶钢蓄热式加热炉生产实践研究的基础上,分析炉压问题的原因与对策,并在应用中取得实效。
关键词:蓄热式;加热炉;炉压中图分类号:TF061 26 文献标识码:B 文章编号:1001-6988(2007)04 0016 02Analyse and Countermeasure on Problem of Regenerative RollingHeating Furnace PressureLUO Guo min(Guangdong Songshan Polytechnic College,Qujiang 512122,China)Abstract:Regenerative combustion is a new c ombustion technology that regenerator warm up the air and fuel gas.The pressure of heating furnace is wave because the change on the fuel feeding and the smoke excluding at all.This paper is focused on applied of regenerative combustion technology on SGIS third steel rolling factory s heating furnace,and introduced the reason and project of pressure wave proble m.Key words:regenerative;heating furnace;furnace pressure 随着国内蓄热式轧钢加热炉陆续投产,由于其设计与传统加热炉不同,其供热方式和排烟方式发生了根本改变,生产过程中经常出现炉压波动,吸冷风和冒火严重,甚至烧坏炉门钢结构。
双蓄热式加热炉换向阀应用优化

关
键
词 : 双蓄热式加热炉 ; 换向阀; 密封 文 献标 志码 : B
中 图分类 号 : T G1 5 5 . 1 2
Li a o Da q i n g,Ma We n b i n
( X i n y u I r o n& S t e e l G r o u p C o . , L t d .X i n y u 3 3 8 0 0 1 J i a n g x i , C h i n a )
Abs t r ac t : A i mi n g a t t h e p ob r l e ms o c c u r s i n u s e o f r e v e si r n g v a l v e o f d o u b l e r e g e n e r a t i v e r e h e a t i n g f u r n a c e i n t l l e h i s h s p e e d
w i r e r o b p r o d u c t i o n l i n e ,l i k e :d a ma g e d s e li a n g r i n g o f s i d e v a l v e p l a t e ,g a s l e a k a g e b e t we e m t h e v a l v e s t e m a n d b o d y,v a l v e r o d d e —
f o r ma t i o n s t u c k,r e v e r s i n g v a l v e s it w c h i s n o t i n p l a c e,F RL b l o c k c a u s e d b y i n n e r w ll a r u s t 。d e s i g n d e f e c t s f o r g a s s o u r c e p i p e l i n e a n d c o n n e c t i o n f o v lv a e r o d w i t h t h e v a l v e p l a t e ,me a s u r e s a r e t a k e n t o r e d u c e t h e v a l v e f a i l u r e r a t e ,s u c h a s :s t i r c t f u na r c e t e mp e r a t u r e s y s —
炉膛负压和一次风压异常波动的原因分析

炉膛负压和一次风压异常波动的原因分析摘要:锅炉在运行时,炉膛负压和一次风压异常波动,通过试验和参数变化及历史数据分析,认为是两台空预器存在局部蓄热元件堵塞或局部密封失效情况引起,并提出相应的处理措施,以确保机组稳定运行,保证供电企业供电安全。
关键词:锅炉;一次风压;空预器;堵塞;波动0引言锅炉炉膛负压是锅炉的重要保护,一次风压力直接影响锅炉制粉系统出力以及锅炉燃烧的稳定,某火电厂锅炉运行中出现炉膛负压和一次风压异常波动,严重影响到了锅炉的安全稳定运行,通过对问题进行逐一分析,查找问题根源,提出处理措施。
1设备简介电厂为2×330MW燃煤发电机组,锅炉型号为DG1080/17.4-II6型,亚临界参数、汽包自然循环炉,锅炉配有两台动叶可调轴流式引风机、两台动叶可调轴流式送风机、两台(变频器调节)离心式一次风机,制粉系统采用中速磨冷一次风机正压直吹式制粉系统,配备5台中速磨煤机,在锅炉的尾部烟道布置了二台三分仓空气预热器。
2异常概况2023年3月16日,#2 机组结束 D 修工作启动运行,运行后发现炉膛负压存在周期性波动,最高360Pa,最低-550Pa,波动周期52s左右,负荷快速加减时引风机自动控制会跳出自动。
进一步检查发现,#2炉冷、热一次风母管压力同样存在周期性波动情况,其波动频率同样为52s左右,波幅在1-1.5KPa左右;同时还存在110min左右的周期性变化情况,表现为每110min周期内,存在70min左右的大幅度波动,波动自发从弱变强再变弱,波幅最高可达1.5KPa,波动70min后收窄,进入40min左右的稳定期,期间波动依然存在,波幅较小,0.1-0.2KPa之间。
其变化曲线如图1所示。
图 1 一次风压变化曲线3异常原因分析过程3.1 优化调整情况发现炉膛负压波动后,热控专业对DCS控制逻辑进行了优化,修改炉膛负压PID参数,延长系统响应时间,通过上述调整炉膛负压波动情况并未得到好转。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第44卷 第3期 2009年3月钢铁Iron and SteelVo l.44,N o.3M ar ch 2009双预热蓄热式环形加热炉炉压控制及换向对炉内压力波动的影响潘良明1, 季洪春1, 程淑明2, 伍成波3, 雍海泉2(1.重庆大学动力工程学院,重庆400044; 2.重庆赛迪工业炉有限公司,重庆400012;3.重庆大学材料科学与工程学院,重庆400044)摘 要:蓄热式燃烧技术中,炉压控制和换向时造成的炉压波动是一个非常重要的问题。
根据模化理论,发现在各个流量工况下,各段内的压力均可以通过改变各段的鼓风量和排烟量来调节,控制尾部烟道排烟是最佳的控制方法。
当加热段段内集中换向时,各段压力波动幅度平均在3~5Pa;换向周期中,压力最低点均出现在内环鼓风,外环抽风的工况下,而压力最高点则出现在第2加热段第二次换向的过程中;炉压总体波动不大,对加热炉安全运行影响不大。
如采用单个烧嘴时序换向,则其对炉压的影响可以降到最低。
关键词:空煤气双预热蓄热式;环形加热炉;燃烧换向;压力波动;炉压控制中图分类号:T G 307 文献标识码:A 文章编号:0449 749X(2009)03 0085 05Pressure Fluctuation Caused by Switchover and Pressure Control Method of Large Scale Regenerative Heating Annular FurnacePAN Liang ming 1, JI H ong chun 1, CH ENG Shu ming 2, WU Cheng bo 3, YONG H ai quan2(1.School of P ow er Engineering ,Chongqing U niv ersity ,Chongqing 400044,China; 2.CISDI Industr ial FurnaceL td.,Co.of Chongqing,Chong qing 400012,China; 3.Schoo l o f Science of M at erial and Eng ineering ,Chongqing U niv er sity ,Chongqing 400044,China)Abstract:Fo r H T A C (Hight T emper atur e A ir Combustion)technolog y,pressur e contr ol and pr essure fluctuation during combustion sw itchov er are v ery impo rtant t o t he fur nace reliability and stability.A cco rding to modeling theo r y,it w as found that the pr essure contr ol co uld be realized by contr olling the ratio o f blasting capacity and induced dr aft ca pacity ,and the best w ay is to co ntr ol the induced dr aft of the tail duct.When the heat ing zones wer e sw itched ov er simultaneously,t he aver age pr essure fluctuation wer e w ithin 3 5pascals in the w hole perio d,the lo w est pressur e was observ ed w hile o uter r ing was at blasting and inner r ing was at induced draft stage.T he highest pr essure w as observ ed in N o.2heating zo ne at the seco nd sw itchov er.T he general pressure fluatuat ion was no t hig h enoug h to affect the r eliability o f the furnace.W ith sequential sw itchover o f all individual bur ner s,the effect o n fur nace pr essure w ill be minimized.Key words:air gas dual r egenerative combust ing techno lo gy ;annular fur nace;combustion switcho ver;pressur e fluctuation;furnace pr essure contr ol作者简介:潘良明(1970 ),博士,教授; E mail :cneng@cqu edu cn; 修订日期:2008 06 08高温空气燃烧技术(H igh T em perature Air Co mbustio n,简称H TAC)是20世纪90年代以来国际燃烧领域研究开发并大力推广应用的一项全新高效节能环保燃烧技术,该技术的基本思路是利用高温烟气借助于高效蓄热体使助燃空气预热到800 以上的高温,最终使排烟温度降低到200 以下,从而实现高温烟气显热的极限回收,具有节能及降低NO x 排放等多重优越性[1]。
另外,将如高炉煤气等低热值的燃料预热到1000 后,提高了其理论燃烧温度,因此,可以将低端燃料用于高端应用。
目前,蓄热燃烧技术在供热负荷对称的推钢式加热炉、板坯加热炉、均热炉、退火炉等工业炉上得到了广泛的运用[2]。
但是,由于传统应用中对称热负荷的限制,以及燃烧器布置位置的限制,还未在环形加热炉上使用过,赛迪工业炉有限公司在供热负荷不对称的环形加热炉上运用蓄热燃烧技术,却是世界首创。
将H T AC 技术应用于环形管坯加热炉时,由于炉子的结构特点,使炉内的炉压组织出现很多不确定性[3]。
炉内压力的控制是加热炉经济运行的保证,对其安全稳定运行也有非常重要的影响。
因此针对某管坯大型空煤气双蓄热式环形加热炉(中径38.5m),对炉内流场和压力场及其换向对炉压的影响进行了深入研究,为加热炉的合理设计和安全运行提供了参考依据。
在该项工作的基础上所设计钢 铁第44卷建造的环形炉已经投产运行。
1 实验原理与设备1.1 蓄热式燃烧技术换向原理如图1所示,从鼓风机排出的常温空气由换向阀切换进入蓄热式燃烧器后,在经过蓄热体(陶瓷球或蜂窝体等)时被加热,在极短时间内常温空气被加热到接近炉内温度(一般比炉温低50~100 ),被加热的高温热空气进入炉膛后,卷吸周围炉内的烟气形成一股含氧量(体积分数,下同)大大低于21%的稀薄贫氧高温气流,同时往稀薄高温空气附近注入燃料(燃油或燃气),燃料在贫氧(2%~20%)状态下实现燃烧,与此同时,炉膛内燃烧后的热烟气经过另一个蓄热式燃烧器A 排入大气,炉膛内高温热烟气通过蓄热式燃烧器A 时,将热量储存在其中,然后以低于150 的低温经过换向阀排出。
工作温度不高的换向阀以一定的频率进行切换,使两个蓄热式燃烧器处于蓄热与放热交替工作状态,从而达到节能和降低NO x 排放量等目的,常用的切换周期为30~200s。
图1 HTAC 技术的基本原理图Fig.1 Schematic of HTAC technology1.2 换向控制系统以某钢管厂177管坯环形加热炉为原型,按照10 1的比例建立了如图2所示的冷态模拟实验系统。
该炉由1个热回收段,3个加热段和1个均热段构成,均热段采用传统的平焰烧嘴供热,而加热段采用空、煤气双预热蓄热烧嘴供热,并采用分段集中换向的方式进行换向。
换向系统由空压机、四通换向阀、电磁阀、PLC 组态控制软件、工业控制机等构成。
借助于各段所安装的微压力变送器对压力进行实时检测,动态了解换向造成的各段压力变化,研究换向所产生的压力波动情况。
另外,由于在实际操作中,换向操作采用的是全分散换向技术时序进行。
为了了解极端工况下的压力波动情况,本文采用分段集中换向的方法。
换向1-风机; 2-换向阀; 3-风箱; 4-热回收段;5-加热1段; 6-加热2段; 7-加热3段; 8-均热段;9-尾部烟道口图2 双预热蓄热式环形炉冷态实验系统组成示意图Fig.2 Schem atic of dual preheating annular furnacefor cold state simulation时间为10s 和20s,通过时序控制两侧的烧嘴进行整体换向,如通过分段集中换向能满足操作要求,则分布式时序换向对压力的影响更小,可以满足操作的安全性和稳定性的要求,也为今后的简化控制策略和降低建造成本提供评估手段。
2 压力波动模拟实验的理论依据2.1 模型炉膛压力与原炉炉膛压力之间的换算关系冷态运行时,由于空气和烟气的物理性质及几何尺寸的差异,使压力波动的绝对值与实际加热炉有很大的差异,根据流体力学的相似原理,该压力波动可以采用欧拉准则数相等的原则来换算。
设原型炉以下标0表示,模型炉参数用下标m 表示,则具体的换算方法如下:根据欧拉准则数相等的原则,有Eu 0=Eu m(1)即:(p 0 u 2)0=( p mu 2)m (2)则p 0=(p m m u m2)! 0u 02(3)原型炉:取烟气标态密度0g =1.34kg/m 3炉膛中心温度取1400 ,则烟气密度 0=0.22kg/m3通过对实际流动分析,炉膛内断面实际平均速度u 0=2.99m/s模型炉:环境温度取10~20 ,空气密度 m =∀86∀第3期潘良明等:双预热蓄热式环形加热炉炉压控制及换向对炉内压力波动的影响1.2kg/m3则模型炉速度为:u m =Q mS m=4.03m /s (4)则压力换算常数为:p 0=p m m u 2m! 0u 20= p m1.2!4.032!0.22!2.992=0.10092 p m(5)2.2 炉压控制及换向压力波动的研究方法在设备操作中,一般采用控制烟道抽力的方法来控制炉压。
在环形炉中,除了尾部烟道外,还在每个段有一半数量的工作状态为排烟的烧嘴。
因此,为了控制炉内的压力,不仅需要控制好尾部烟道的抽力,还需要控制好各个加热段的抽力配置。