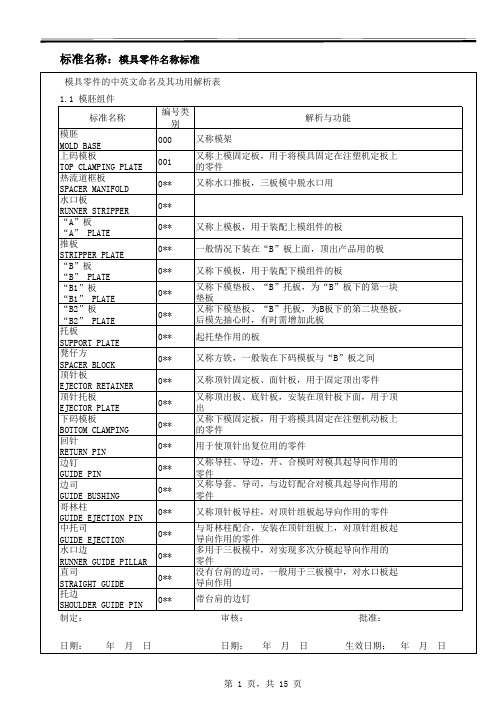
1 模具图档零件命名标准
模具3D图档拆散件及零件命名规范
拆散件及零件命名规范拆散件及零件命名规范1.文件夹:FS082152.总装图:FS082153.前模模仁组合:cavity后模模仁组合:core4.前模行位组合:fix-sld(若有几个前模行位,可在fix-sld中再拆 出fix-sld1、fix-sld2……)5.后模行位组合:mov-sld(若有几个后模行位,可在mov-sld中再拆出mov-sld1、mov-sld2……)6.前模斜顶:fix-lif后模斜顶:mov-lif7.前模模胚:fix-mb后模模胚:mov-mb8.前模其他零件组合:fix-acc后模其它零件组合:mov-acc9.所有前模零部件组合:fix-asm 所有后模零部件组合:mov-asm10.热流道系统:hot-runner或mainfold11.顶针:ep12.标准件不用拆散件和出图纸,所有组件名称使用小写字母.13.缩水且拔模的产品命名: pro-1.xxx-taper最新产品图放缩水不拔模命名: pro-1.xxx14.14.模具设计文件框架如下模具设计文件框架如下模具设计文件框架如下::cav 101,102,103…前模肉前模肉fix fix--sld 301301,,302.. 302.. 前模行位前模行位 fix fix--asmfix fix-- mb 001001001·····009009009····前模板前模板 ( (前模零部前模零部前模零部件件 fix ) fix--acc : 501,502.....acc : 501,502.....前模配件前模配件前模配件cor : 201,202,…. . 后模肉后模肉后模肉mov mov--sld:sld:....303,304....303,304....303,304,,….位后模行位FS08215 mov mov mov-- mov asm mov--lif : 401,402,…. . 后模斜顶后模斜顶后模斜顶mov mov-- : acc : .........5503,504....后模配件后模配件后模配件( (后模零部件后模零部件后模零部件) ) ep ::mov mov-- : 001mb : 001······009009009·····pro pro--1.xxx 1.xxx--taperpart partpro pro--1.xxx制定制定:: 日期: 审核审核:: 日期日期日期::。
模具零件中英文标准命名
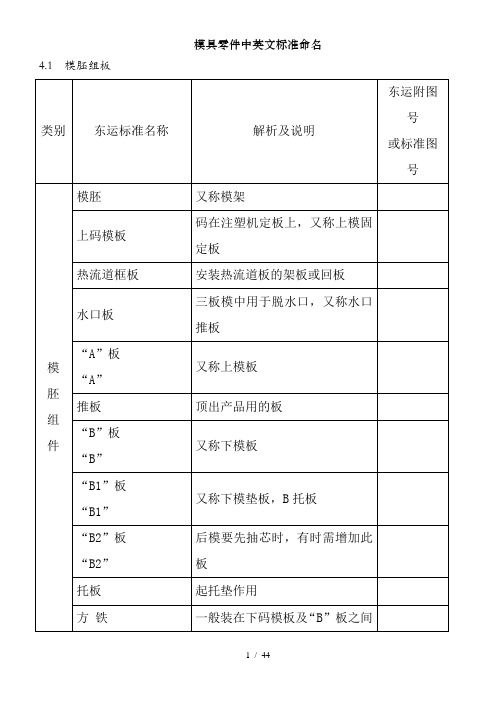
类别
东运标准名称
解析及说明
东运附图号或标准图号
模胚组件
模胚
又称模架
上码模板
码在注塑机定板上,又称上模固定板
热流道框板
安装热流道板的架板或回板
水口板
三板模中用于脱水口,又称水口推板
“A”板“A”
又称上模板
推板
顶出产品用的板
“B”板“B”
又称下模板
“B1”板“B1”
又称下模垫板,B托板
“B2”板“B2”
固定在顶针板上,用来实现斜顶滑动的座
顶针
包括公、英制,具体见《标准图册》
扁顶针
包括公、英制,具体见《标准图册》
柔和哥
用弹簧钢做的具有弹性的哥针,多用于斜顶。见《标准件资料》中大同部分。又称弹弓哥针
托针
包括公、英制,具体见《标准图册》
司筒针
包括公、英制,具体见《标准图册》
司筒
包括公、英制,具体见《标准图册》
方销
起斜导柱作用的方行销
弯销
多用于需多次分模中较复杂模具
水口勾针
尽量采用标准顶针改制,用于拉脱水口用
推方
又称推块,通过推杆连接在顶出系统上的零件
推方座
推方下面用来支持推杆滑动的座
推方杆
连接推方及顶出系统的杆,尽量采用标准顶针改制
弹弓胶
常安装在模胚回针下,起缓冲作用的
直顶
方形顶出件
直顶座
直顶下面及顶针板连接的基座
电源线
外指电源到温控箱之间的连线
电缆
温度温控及发热电源控制的连线(仅指温控箱和模具之间连接)
电源/电偶接头
包括电源接头和电偶接头
电源/电偶插座
包括电源插座和电偶插座
模具编号与要求

模具编号与要求
一.名称统一如下:(**代表各模号)
组立图:**-ASS 模架图:**-MB 母模仁:**-CAV 公模仁:**-CORE 滑块:**-SL 斜销:**-AP
直销:**-CP 套筒:**-EJ 入子:**-IN
线割:**-CORE-CUT 水路:**-CORE-COOL
二.图档要求
①.所有顶针及PL面排气必须在3D档上显示出来。
②.PL面边缘角及底部倒要求如下:
a.模仁尺寸在300mm以内PL面倒C0.5,底部倒C2
b.模仁尺寸在300mm~500mm之间PL面倒C1,底部倒C3.
c.模仁尺寸在500mm以外PL面倒C2,底部倒C5.
③.字码坑要求及位置如下:
a.模仁尺寸在500mm以内,模仁字码坑做在基准角侧边。
b.模仁尺寸在500mm以外,模仁字码坑做在基准角底部。
c.字码坑长度为
④.所有入子挂台必须在3D图档上做出来。
三.3D图档要按要求拔模,拔模时注意重要尺寸,插破的地方尽量到3度以上。
四.3D图档上所有零件编号要与2D组立图档上一致,不得有重复编号。
!模具零件标准名称-13页word资料

“教书先生”恐怕是市井百姓最为熟悉的一种称呼,从最初的门馆、私塾到晚清的学堂,“教书先生”那一行当怎么说也算是让国人景仰甚或敬畏的一种社会职业。只是更早的“先生”概念并非源于教书,最初出现的“先生”一词也并非有传授知识那般的含义。《孟子》中的“先生何为出此言也?”;《论语》中的“有酒食,先生馔”;《国策》中的“先生坐,何至于此?”等等,均指“先生”为父兄或有学问、有德行的长辈。其实《国策》中本身就有“先生长者,有德之称”的说法。可见“先生”之原意非真正的“教师”之意,倒是与当今“先生”的称呼更接近。看来,“先生”之本源含义在于礼貌和尊称,并非具学问者的专称。称“老师”为“先生”的记载,首见于《礼记?曲礼》,有“从于先生,不越礼而与人言”,其中之“先生”意为“年长、资深之传授知识者”,与教师、老师之意基本一致。1前言..……………………………………………………………………………….…………1
顶针板EJEΒιβλιοθήκη TOR PLATE又称顶针固定板,面针板
顶针托板EJECTOR RETAINER PLATE
又称顶出板,底针板
下码模板BOTTOM CLAMP PLATE
码在注塑机动板上,又称下模固定板
回针RETURN PIN
用于使顶针板组件复位
边钉GUIDE PIN
模具上用来导向用。又称导柱、导边
边司
指镶在下模框中的圆形小件,要求尽量采用标准顶针改制
GUIDE BUSH
模具上用来导向用,与导边配合。又称导套、导司
哥林柱
EJECTOR GUIDE PIN
模具上用来对顶出系统导向用。
中托司EJECTOR GUIDE BUSH
安装在顶针组板上,用来对顶出系统导向用,与哥林柱配合
类别
模具结构命名规则

模具结构命名规则
一、由于PRO/E不支持中文名称,所有命名均使用英文。
二、为减小文件名长度,部份单词改用简写,如“core(前模仁)”简写为“co”、
“cavity(前模仁)”简写为“ca”:“molding(铸模简写为“md”:
三、命名由四个部份组成:零件名称、分类、编号、附属编号,相互之间使用
下划线“_”连接;
四、分类中“v”表示volume (体积块);“s”表示slider(滑块);“p”表示镶件;“a”
表示前模仁;
“b”表示后模仁。
例如:“sa”代表前模仁滑块;“vb”代表后模仁体积块;
五、有附属编号说明的是相关滑块的附件,例如斜导柱、压块、契紧块等,使
用英文字母作为后缀,例如a、b、c、d、……
六、对于分割时产生的临时体积块,使用“tp”作为前缀,例如tp_01、Tp_02;
如果属于后模仁则使用tp_co作为前缀,属于前模仁则使用tp_ca做前缀,例如tp_co_04、tp_ca_02。
七、主要零件命名如下:
零件名称简称零件名称简称
1:参照工件“vv”8:前模滑块“sa”
2:前模体积块“va”9:后模滑块“so”
3:后模体积块“vb”10:前模镶件“pa”
4:分型面“ps”11:后模镶件“po”
5:前模仁“ca”12:斜顶“lt”
6:后模仁“co”13:斜导柱“ap”
7:临时体积块“tp”14:压紧块(铲机) “jw”。
模具图档名称规范
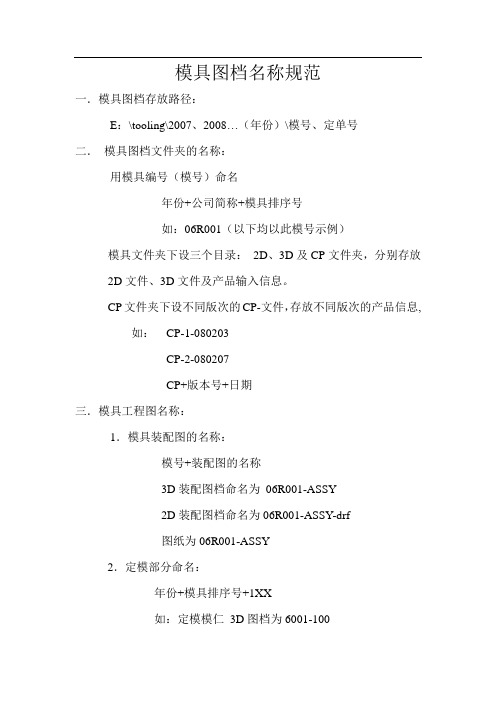
模具图档名称规范一.模具图档存放路径:E:\tooling\2007、2008…(年份)\模号、定单号二.模具图档文件夹的名称:用模具编号(模号)命名年份+公司简称+模具排序号如:06R001(以下均以此模号示例)模具文件夹下设三个目录:2D、3D及CP文件夹,分别存放2D文件、3D文件及产品输入信息。
CP文件夹下设不同版次的CP-文件,存放不同版次的产品信息, 如:CP-1-080203CP-2-080207CP+版本号+日期三.模具工程图名称:1.模具装配图的名称:模号+装配图的名称3D装配图档命名为06R001-ASSY2D装配图档命名为06R001-ASSY-drf图纸为06R001-ASSY2.定模部分命名:年份+模具排序号+1XX如:定模模仁3D图档为6001-1002D图档为6001-100-drf图纸为6001-100定模部分其他部件按外形尺寸由大到小顺序排列,如:6001-101、6001-102......3.动模部分命名:年份+模具排序号+2XX如:6001-200动模部分其他部件按外形尺寸由大到小顺序排列,如:6001-201、6001-202......4滑块部分名称:年份+模具排序号+3XX如:6001-300滑块部分包括:滑块、铲鸡、压条、导滑块、滑块镶件、耐磨板5.斜顶部分名称:年份+模具排序号+4XX如:6001-401斜顶部分包括:斜顶、斜顶座、滑针。
6.标准件编号:年份+模具排序号+6XX如:6001-6017.模架编号:年份+模具排序号+7XX如:6001-700由上到下排列8.其他需加工部件名称:年份+模具排序号+5XX如:6001-500司筒针压块、限位块、支撑柱、定位圈、浇口套、锁模块、顶出垫块等。
模具厂常用模具零件规范名称

模具厂常用模具零件规范名称自建厂以来,由于种种原因,厂内对模具的叫法不一,时常会产生一些误会,不利于工 作的开展,所以很有必要对常用模具零件的名称加以规范。
为此,特对我厂常用模具零件名 称作如下统一规范。
请设计部、生产部等有关部门自本规范公布之日起,按此规范名称(加 粗黑体字所示)给模具零件命名。
(英文名仅供参考,不得用于厂内的生产图中)序号 类别 规范名称曾用名 参考英文名 备注1 板类 上码模板面板 Clamping Plate2 板类 A板定模板 Cavity Support Plate3 板类 B 板动模板 Core Support Plate4 板类 方铁凳仔方 Riser Bar5 板类 顶针板面针板 Ejector Plate A6 板类 顶针托板底针板 Ejector Plate B7 板类 下码模板底板 Setting Plate8 板类 模胚模架 Moldbase9 板类 热流道板 Hot Runner Plate10 板类 隔热板 Insulator Sheet11 板类 托板 Support Plate12 镶件类 前模镶件上模镶件 Cavity Support Plate Insert13 镶件类 前模镶件上模镶件 Cavity Support Plate Insert Pin14 镶件类 型腔镶件下模镶件 Core Insert15 镶件类 型芯镶件下模镶件 Core Insert Pin16 镶件类 后模镶件下模镶件 Core Support Plate Insert17 镶件类 后模镶件下模镶件 Core Support Plate Insert Pin18 镶件类 环保镶件环保印 Recycling Insert19 镶件类 铍铜镶件 BeCu Insert20 镶件类 日期镶件日期印 Dating Insert21 镶件类 铜镶件 Copper Insert22 镶件类 斜导柱压块斜边镶件 Angle Pin Insert23 镶件类 滑块镶件行位镶件 Slide Insert24 镶件类 前模型芯型腔 Cavity25 镶件类 后模型芯型芯 Core26 镶件类 排气镶件 Sintered Insert27 镶件类 前模互换镶件 Interchangeable Insert28 镶件类 后模互换镶件 Interchangeable Insert29 结构件 滑块行位 Slide30 结构件 滑块导向块 Slide Guide Rain31 结构件 斜顶导向块32 结构件 斜顶压条33 结构件 行位夹 Slide Retainer34 结构件 滑块压条压板 GIB35 结构件 斜导柱斜边 Angle Pin36 结构件 斜顶 Lifter Jiggle序号 类别 规范名称曾用名 参考英文名 备注37 结构件 斜顶座 Heel Block38 结构件 加速顶 Accelerated Ejector39 结构件 T 形块 ‘T’Slide40 结构件 T 形接头 ‘T’Junction41 结构件 铲基铲机 Jaw42 结构件 U形销 ‘U’Pin43 结构件 导轨 Guide Way44 结构件 直顶方顶 Straight Ejector45 结构件 推方 Stripper Block46 结构件 围方 Surrounded Bar47 结构件 护角 Guided Corner48 结构件 耐磨块硬片 Wear Block49 结构件 扣机 Latch Lock50 结构件 拉板 Pull Plate51 标准件 杯头螺丝内六角圆柱头螺钉S.H.C.S52 标准件 机米螺丝内六角紧定螺钉Screw Plug53 标准件 山打螺丝 Shoulder Bolt54 标准件 平头螺丝十字槽沉头螺丝F.H.C.S55 标准件 司筒顶管 Ejector Sleeve56 标准件 顶针 Ejector Pin57 标准件 KO接头 K.O.Adapter58 标准件 衬垫 Cushion59 标准件 撑头支撑柱 Support Pillar60 标准件 齿轮 Gear61 标准件 齿条 Rack62 标准件 齿轴 Gear Draft63 标准件 单车链链条 Chain64 标准件 导套 Leader Bushing65 标准件 导柱 Leader Pin66 标准件 垫圈戒指 Washer67 标准件 吊环 Eyebolt68 标准件 吊模板吊模方 Eyebolt Plate69 顶辊 Ejector Rod70 顶针板导套顶出板导套Ejector Guided Bushing71 定位圈法兰 Locating Ring72 防水胶圈密封圈 ‘O’Ring73 弹簧扶针 Spring Retainer序号 类别 规范名称曾用名 参考英文名 备注74 隔水片水塘 Baffle75 定位销管钉 Dowel Pin76 喉嘴 Male Plug77 加长喉嘴 Extension Plug78 直接头79 快换接头80 黄弹簧黄弹弓 Yellow Spring81 蓝弹簧蓝弹弓 Blue Spring82 回针复位杆 Return Pin83 唧嘴浇口套 Sprue Bushing84 集流板集水板 Water Manifold85 计数器 Counter86 垃圾钉 Stop Pin87 拉模扣尼龙扣 Parting Lock88 螺孔拉杆小拉杆 Puller Bolt89 螺栓拉杆 Stopper Bolt90 拉杆套91 气阀 Air Poppet V alve92 气针 Gas Pin93 水管 Bubbler Tube94 水口钩针 Sucker Pin95 锁模板安全锁 Safety Strap96 条形锁 Rectangular Lock97 铜堵头 Brass Plug98 限位块 Stopper99 行程开关 Switch100 油缸 Hydraulic Cylinder101 圆形锁 Round Lock102 直身锁边锁 Side Lock103 先复位摆杆104 先复位顶杆105 先复位挡块106 先复位导向块107 先复位衬套自本标准公布之日起,所有图纸和有关单据均应采用常用模具规范名称。
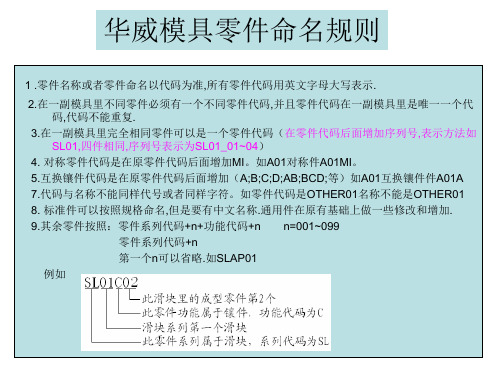
华威模具零件命名最新规范
HRC60±2
HRC60±2
HRPINn
COVE Rn STBn
pull pin
pin cover Puller bolt
拉料钉
拉料钉盖板 定距拉杆2
H13
45# 45#
HRC60±2
标准和通用系列零件名称
序 号 22 23 24 25 26 27 28 29 30 31 32 33
HRC60±2
HRC60±2
34
35 36 37
COVERn
COVERn KJPn LRn HPL DIP
Cover plate
Cover plate Lock plate Location ring Hot runner retainer plate Dust isolated plate
反导柱盖板
HRC33±2 HRC50±2
HRC50±2
HRC35±2 HRC50±2
19 20 21 22
EnSPn EnDn SSn DPn
Support pillar Screw pin safety strap spindle
支撑脚 锁模片插销 锁模片 锁模片旋转销
45# 40Cr 45# 40Cr HRC33±2 HRC33±2
英文名称 heat isolated plate TOP PLATE SUPPORT PLATE CAVITY RETAINER PLATE CORE RETAINER PLATE SPACER
EJECTOR PIN RETAINER PLATE
中文名称 隔热板 上板 垫板 型腔固定板 型芯固定板 模脚 顶杆固定板 推板 底板 限位块 垃圾钉 复位杆 顶模块 支撑柱 定距导柱套 定距导柱 定距拉杆2 等高板
模具结构命名规则
模具结构命名规则
一、由于PRO/E不支持中文名称,所有命名均使用英文。
二、为减小文件名长度,部份单词改用简写,如“core(前模仁)”简写为“co”、
“cavity(前模仁)”简写为“ca”:“molding(铸模简写为“md”:
三、命名由四个部份组成:零件名称、分类、编号、附属编号,相互之间使用
下划线“_”连接;
四、分类中“v”表示volume (体积块);“s”表示slider(滑块);“p”表示镶件;“a”
表示前模仁;
“b”表示后模仁。
例如:“sa”代表前模仁滑块;“vb”代表后模仁体积块;
五、有附属编号说明的是相关滑块的附件,例如斜导柱、压块、契紧块等,使
用英文字母作为后缀,例如a、b、c、d、……
六、对于分割时产生的临时体积块,使用“tp”作为前缀,例如tp_01、Tp_02;
如果属于后模仁则使用tp_co作为前缀,属于前模仁则使用tp_ca做前缀,例如tp_co_04、tp_ca_02。
七、主要零件命名如下:
零件名称简称零件名称简称
1:参照工件“vv”8:前模滑块“sa”
2:前模体积块“va”9:后模滑块“so”
3:后模体积块“vb”10:前模镶件“pa”
4:分型面“ps”11:后模镶件“po”
5:前模仁“ca”12:斜顶“lt”
6:后模仁“co”13:斜导柱“ap”
7:临时体积块“tp”14:压紧块(铲机) “jw”。
(收藏)模具零件中英文命名规范

(收藏)模具零件中英文命名规范模胚部分1 TOP CLAMPING PLATE 上固定板2 A PLATE A板3 B PLATE B板4 EJECTOR RETAINER PLATE 上顶针板5 EJECTOR PLATE 下顶针板6 SUPPORT BLOCK 方铁7 BUTTOM CLAMPING PLATE 下固定板8 SUPPORT PLATE 托板9 HIGH TEMP INSULEAOR SHEETS 隔热板10 GUIDE PIN 导柱(G.P)11 GUIDE BUSHING 导套(G.B)12 EJECTOR GUIDE PIN 中托司(E.G.P)13 RETURN PIN 回针(R.P)14 STOP PIN 垃圾钉(ST.P)15 SUPPORT PILLAR 支撑柱(SU.P)16 SUPPORT PIN 水口边钉(细水口)17 PULL ROD 小拉杆18 DOWELS PIN 定位销(热流道)19 RUNNER STRIPPER PLATE 水口推板(推板)20 SPACER PLATE 热流道框板21 SUPPORT PIN FOR SPRING 弹簧扶针模仁部分22 CAVITY 前模仁23 CAVITY INSERT 前模镶件24 CAVITY PIN 前模镶针25 CORE 后模仁26 CORE INSERT 后模镶件27 CORE PIN 后模镶针28 RUNNER INSERT 水口镶件29 EXCHAGEABLE INSERT 可换镶件86 INSERT OF GAS PIN 气针镶件30 CAVITY INSERT BLOCK SET 前模模仁挤块31 CORE INSERT BLOCK SET 后模模仁挤块行位部分32 BALL PLUNGERS 定位珠33 SLIDE PIN 行位镶针34 SLIDE 行位座/原身行位35 SLIDE INSERT 行位镶件36 WEDGE 铲基37 GUIDE RAILS 行位压块38 STOP BLOCK 行位挡块39 WEAR PLATE 耐磨块40 CENTER RAILS 中心导向块41 ANGULAR PIN 斜导柱42 ANGULAR CAMS 方形斜导柱43 SLIDER EJECTOR PIN 行位顶针44 SLIDE RETAINER 老虎扣斜顶部分45 DOWELS PIN 定位销46 LIFTER 斜顶47 LIFTER INSERT 斜顶镶件51 LIFTER PIN 斜顶顶杆48 LIFTER SET 斜顶座49 LIFTER GUIDE BLOCK 斜顶管位块50 LIFTER EJECTOR PIN 斜顶顶针流道部分51 SPRUE BUSHING 唧嘴52 SPRUE BUSHING LOCATING 法兰唧嘴(细水口)53 SPRUE BUSH 唧嘴套54 GATE BUSH 浇口套55 LOCATING RING 定位圈(法兰)56 RUNNER LOCK PINS 拉料销57 SPRUE LOCK PINS 水口勾针冷却部分58 JIPY-TILE SOCKETS 水管接头59 COLLANT PLUG 堵头60 “O” RING 防水圈61 BAFFLES 隔水片62 WATER PLUG INSERT 止水栓63 SPIRAL TUBE 螺旋水套64 EXTENSION PLUG 加长水嘴65 BUBBLER TUBE 喷管热流道部分66 HOT RUNNER 热流道67 MAIN frame 温控箱68 TERMINAL MOUNTING BOX 接线盒69 WIRE CLAMP 电线压块70 HOT MANIFOLD 热流道板顶出部分71 EJECTOR RODS 顶棍(K.O)72 EJECTOR PIN 顶针73 SHOULDER TYPE EJECTOR PINS 双节顶针74 STRAIGHT EJECTOR SLEEVE PINS 司筒/双节司筒75 EJECTOR BLADE 扁顶针76 AIR-JET VALVES 空气销(气顶)77 EJECTOR BAR 直顶78 STRIPPER BAR 推块79 STRIPPER ROD 推块杆其他部分80 STOPPER 限位块81 LIMITED WASHER 限位套,限位介子82 STAND OFF 模脚83 MARK PLATE 铭牌84 COOLING INDICATE PLATE 运水铭牌85 GAS PIN 气针87 GAS EXPELLER 疏气针88 MAGNET 磁铁89 EYEBOLT 吊环90 LIFTING BAR 模具起吊块91 FLAT HEAD SOCKET SCREW 平头螺丝(F.H.S.S)92 SOCKET HEAD CAP SCREW 杯头螺丝(S.H.C.S)93 HEX. SOCKET SET SCREW 无头螺丝(H.S.S.S)94 SOCKET HEAD SHOULDER SCREW 山打螺丝(S.H.S.S)95 WASHER 垫圈,介子96 SPRING WASHER 弹簧垫圈97 RETAIN RING 卡环98 RETAINING BLOCK 司筒针压块99 SPRING 弹簧100 RUBBER SPRING 优力胶101 SIDE STRAIGHT BLOCK SETS “0”度辅助定位块102 TAPER BLOCK SETS 斜度辅助定位块103 TAPER LOCK PIN 斜度辅助定位柱104 SWITCHES 行程开关105 MOLD SHOT COUNTERS 计数器106 P/L STRAP 锁模块107 LATCH LOCK 扣机108 PARTING LOCKS 树脂开闭器109 DATE STAMPS 日期章110 RECYCLE MARKED STAMPS 回收章111 HYDRAULIC CYLINDER 油压缸112 BOT. HYD. CYLINDER 油缸座113 CENTRALIZE VALVE 分流集流阀114 GEAR 齿轮模具人杂志模具行业第一微信平台微信号:mojurenzazhi。
模具零部件编号规范

红色
留有0.05-0.1mm余量进行研配
未改动部分
白色
模具零部件编号规范
本标准规定的各项规则,用来保证企业标准格式的统一,不论其技术内容如何,都尽可能以相同的形式表达:
I)模架模板和模具的零件编排序号:
(1)模架以分型面为分隔线。前模A板定义为A0,其它模板依次编排表示为A1。A2。后模B板定义为B0,其它模板依次编排表示为B1。B2。如模具有推板。把推板定义为B0。其它模板依次编排为B1。B2。。。。
前模镶针
Insert Pin
P101~
06-666p101~102.103
后模镶针
Insert Pin
P201~
06-666p201~202.203
斜顶 顶块
Lifter core blade
C3B01~
06-666C3B01~C3B02.C3B03
行位
Slide
C3A01
06-666C3A01~C3A02.C3A03
模具锁紧块
顶杆司筒扁顶
p501
06-666p501~p502.p503
撑头
Support Pillar
SP
06-666SP
垃圾钉
Garbage Pin
ST
06-666ST
弹簧
spring
SPR
06-666SPR
II3D图形颜色设计:
分模工程师根据模具总装设计,在完成分模图后在3D分模图形上不同用途的部位,分别表示成不同颜色,方便编程工程师根据不同的颜色进行相应部位的编程加工。
项目
颜色标识
颜色
加工精度要求
型腔
白色
根据模具精度等级来确定加工精度
模具零部件编号设计规范

编码
举例
备注
顶杆孔
E
E1,E2,E3……
零件图对应孔的编码要与此表一致
司筒孔
ST
ST1,ST2,ST3…
司筒针孔
SZ
SZ1,SZ2.SZ3…
直顶杆孔
D
D1,D2,D3…
回程杆孔
R
R1,R2,R3…
撑头孔
S
S1,S2,S3……
模具零部件编号规范
1.自制零件编号:
零件类型
自制件序号
举例说明
前模主镶
C1**
C101,C102……
前模镶块
C1**
C101,C102……
零件图上注可换即可
前模小镶块
C1**-**
C101-1,C101-2……
前模镶芯
P1**
P101,P102……
前模镶块排料
C1PL-*
C1PL-1,C1PL-2….
C3BPL-*
C3BPL-1,C3BPL-2…
滑块或斜顶镶芯
P3**
P301,P302……
其它结构零件
(非标定位圈、垫板、固定板……)
C4**
C401,C402……
其它结构零件排料
C4PL-*
C4PL-1,C4PL-2…
2.模板编号
正装模具模板编号
倒装模具模板编号:
前后模都有顶出的模板编号:
3.模板上对应孔的编号
后模主镶块
C2**
C201,C202……
后模可换镶块
C2**
C201,C202……
零件图上注明可换即可
后模小镶块
C2**-**
C201-1,C201-2……
模具零件中英文标准命名
又可称发热丝
发热片HEATER SHEET
用于发热的元器件。例如,安装在MOLD-MASTER
热流道板上。
热电偶THERMOCOUPLE
探测温度用,又称热探针、温控线
延长咀头
EXTEND NOZZLE
接在唧咀前端,起到延长唧咀的作用
发热壳HEATER SHELL
唧咀与射咀外用来发热的壳体,又称发热箍
用于三板模中用于实现多次分模
直司
STRAIGHT GUIDE BUSH
无托位的导司
托边
SHOULDER GUIDE PIN
带台肩的边钉
4.2成型件
类别
东运标准名称
解析与说明
东运附图号或标准图号
成型件
上模仁
CAVITY INSERT
指镶在上模框中的最大成型件
下模仁
CORE INSERT
指镶在下模框中的最大成型件
发
热
元
件
、
热流
道
系
统
流道尾塞
END PLUG
又称为热流道尾塞
发热管压块HEATER CLAMP
起封装和压紧发热管的作用
模具上用来导向用,与导边配合。又称导套、导司
哥林柱
EJECTOR GUIDE PIN
模具上用来对顶出系统导向用。
中托司EJECTOR GUIDE BUSH
安装在顶针组板上,用来对顶出系统导向用,与哥林柱配合
4.1模胚组板
类别
东运标准名称
解析与说明
东运附图号或标准图号
模胚组件
水口边
SUPPORT PIN
4.4发热元件、热流道系统
类别
1零件命名要求及3D结构设计规范
零件命名要求及3D结构装配规范一、目的为了规范3D图面设计、方便图档查找及检查、减少与客户沟通中的不必要错误、提供工作效率,特制定此规范二、零件命名基本原则2.1.零件文件名长度不能超过30个字符。
目前机械组正在计划导入SolidWorks,虽然SolidWorks支持文件名长字符,但是考虑到ProE中零件名仅支持不大于31个字符,为了避免后续格式转化中通用性问题,零件名字长度一定要控制在30个字符内2.2.目前我们使用的Proe和后续需使用的SolidWorks均可以导出装配BOM,考虑到后续导出装配BOM的便利性,同一个Parts档中不允许存在两个或多个零件(同种零件或不同零件均不允许)2.3.因图面需和客户沟通确认,为了避免沟通上的误区2.4.3D图中的零件命名基本规则是:类别+名称+位置或功能+产品型号+设计流水号。
类别:类别指的是SAP系统中物料类别划分,例如塑胶为P、五金为M、螺丝为SCREW等等,主要的目的是方便图档查找时指向明确名称:主要是指对零件的主体功能描述,例如壳、盖、按键、镜片、支撑块等等位置或功能:主要是对零件名称的补充描述,用于说明此零件在装配图纸的位置或功能产品型号:零件命名中加入产品型号是为了识别该零件第一次使用在哪个产品中开始的设计流水号:为了避免和客户图纸确认过程中,产生不必要的混淆,增加设计流水号补充说明。
设计流水号的命名规则为开发阶段+版本流水号,开发阶段分STATE OPEN MOULD,EP,PP,PMT,MP五阶段,代码分别为REV 流水号根据提供客人确认图纸版本号命名,初始版本号为00.例如试产阶段客户第2次确认图纸则设计流水号为01,02,03,04等等2.5 从最初开始设计的ID开始就要严格按照装配顺序来进行在PROE里面组织各个零件和组件一:设计输入1.ID---a:尽量有可能的确定好了的外形(2D,3D),座圈高度是固定的,高度要确定下来,b:电气接插口的丝印内容,和其他要丝印或镭雕的内容,c:塑胶外壳本体颜色(如要二次加工,尽可能的确定加工颜色),2.产品规格书---a:根据规格书确定结构需要画出的各个零件二:设计输出主壳1.主壳壁厚为2.2,最好做至2.52.转轴锁在主壳上,要转动时会有很大的力度,防止主壳会来回晃动应在锁转轴的旁边各有加强螺丝柱进行固定,并且在允许的空间里用骨位把周边壁都连在一起3.转轴应有五金片压住并牢固定位五金片4.锁五金铁板和多孔板的螺丝柱都要用骨位进行强壮,增加强度,能相互连接起来最佳5.锁多孔板的四个大柱子壁厚须26.主壳的后模面应全部用矮骨位纵横交错大范围连接起来前壳1.前壳壁厚为2.2,最好做至2.52.转轴不应锁在前壳上,因为前壳中间会开一个很大的框放置显示屏,所以它的强度很弱,在以后的反转过程中强度会很差3.放置显示屏的内框里应有一圈高度0.3,宽度2的骨位对显示屏托起4.所有螺丝柱之间尽可能的进行骨位相连接,增大强度5.打压屏片的螺丝柱应该使螺丝柱的高度让压屏片与显示屏后铁壳面留0.3防止压屏片压屏太紧造成水波纹出现6.前壳出线到主壳处的地方留出空间让线有容纳的空间,也更易理线后壳1.后壳壁厚2,最好做至2.22.打转轴的包铜螺母的螺丝柱一定要连出骨位加强强度并且一定要五金片压紧转轴并准确定位3.后壳各处要大范围连骨位增大整体零件的强度,特别是要连到锁转轴处的螺丝柱的骨位4.注意避开驱动板上的电气零件5.后壳塑胶转轴应该要两个强壮的定位柱定位,然后锁它的螺丝柱要前后左右都连上骨位加强强度一篇不错的关于TOP-DOWN的文章,应该发表在技术论坛里,但水区这么多GG,MM热衷讨论它,就让你们先睹为快了。
模具设计2D设计规范(零件编号)
2D设计规范(零件图纸编号)
一、零件编号规范.
001-结构图(组立图)
001-模架备料图
101~109-母模仁图
111~199-母模入子图
201~209-公模仁图
211~299-公模入子图
301~319-母模板件图
321~399-母模零件图
401~499-公模板件图
421~499-公模零件图
501~509-母模滑块图.
511~599-母模滑块入子图.母模斜销图.母模斜销入子图.
601~699-公模滑块图
611~699-公模滑块入子图.公模斜销图.公模斜销入子图.
S01~S99-标准件
A01~A99-指扁顶针,方顶针图
B01~B99-指套筒顶针图
C01~C99-指圆顶针图
H01~H99-热流道图、热流道零件图
说明:
321~399指母模板部分模架零件及配件等
421~499指公模板部分所有零件及配件等
ABC_UG论坛免费YY授课(点击)
UG软件下载 (点击)
免费视频下载专区 (点击)
注:免授权视频下载即可观看 统一播放密码
1。
模具拆散件及零件命名规范(新)
模具拆散件及零件命名规范(新)4.拆散件及零件命名规范1、文件夹:以模具编号命名。
模具编号:DLF-年份-月份-序号(如:DLF0801001)2、总装图:DLF0801001assy3、前模模仁组合:cavity-acc或cav-acc前模模仁: cavity或cav+图纸号镶件:cav-sub(若数量较多,可命名为cav-sub1、cav-sub2..+图纸号)镶针:cav-pin(若数量较多,则命名为cav-pin1,cav-pin2…+图纸号)4、后模模仁组合:core-acc后模模仁: core+图纸号镶件:core-sub(若数量较多,可命名为core-sub1、core-sub2…+图纸号)镶针:core-pin(若数量较多,则命名为core-pin1,core-pin2+图纸号)5、前模行位组合:fix-sld-acc (行位:slider,可简写为sld)后模行位组合:mov-sld-acc行位镶件:sld-sub+图纸号行位压块:sld-guide+图纸号行位耐磨板:sld-wear+图纸号行位体:sld-body+图纸号斜导柱: angle-pin+图纸号行位铲基:sld-cam+图纸号6、前模斜顶:fix-lifter-acc (斜顶:lifter,可简写为lif)后模斜顶:mov-lifter-acc斜顶: mov-lifter或mov-lif+图纸号斜顶导向块:lif-guide+图纸号斜顶脚: lif-leg+图纸号7、前模模胚:fix-mb面板: top-plt-001水口板:stripper-plt-002A板: a-plt-003后模模胚:mov-mbB板: b-plt-004推板: support-plt-010面针板:eje-top-plt005底针板:eje-bottom-plt-006方铁: c-plt1/2-008/009底板: bottom-plt-0078、前模其他零件组合:fix-acc后模其它零件组合:mov-acc9、热流道系统:hot-runner或mainfold10、顶针:eje-acc或ejector-acc顶针: eje-pin+图纸号扁顶: blade+图纸号司筒针/司筒针:sleeve+图纸号组合在一起打图;一张订购图(给出余量,不能有胶位部份。
模具零件的中英文标准命名
又称细水口流道灌咀,指针点入水中的浇口镶件,一般为外购标准 件 指流道及产品进浇处的镶件,例如香蕉入水的镶件,流道上的镶 1**/2** 件
制定: 日期: 年 月 日
审核: 日期: 年 月 日
批准: 生效日期: 年 月 日
第 3 页,共 15 页
标准名称:模具零件名称标准
1.4 发热元件,热流道系统 标准名称 钢“O”令 STEEL O-RING 热流道板 HOT MANIFOLD 隔热板 HIGH TEMP.
编号类别 3** 3** 3** 3** 3** 3** 5** 2** 5** 5** 5** 2** 5** 4** 4** 4** 4** 4** 4** 4** 5** 5**
解析与功能 对行位起固定和导向作用的零件 与行位配合使用,合模时锁紧行位用的零件 又称斜导柱,用于控制行位动作及行程的零件(一般用标准 件,直径较大时可用边钉改制,避免用顶针改制 用于压紧斜边的零件 用于控制行位动作及行程的方形销,多用于小模中 用于控制行位动作及行程的方形弯销 用于三板模中卸水口料的零件,多采用标准顶针改制 又称推块,产品边缘用于顶出的成型件,与推杆相连接 推方下面用来支持推杆滑动的座 连接推方与顶出系统,用于推动推方进行滑动动作的杆 具有弹性的橡胶,通常安装在模胚回针下,起缓冲作用 一般指沿成型骨位底部顶出的方形的顶出成型件 安装在直顶下面的基座 方形带角度的顶出成型件 与斜顶连接,带动斜顶运动的杆 装在斜顶上的镶件 装在斜顶上的圆形镶件 斜顶运动时,对斜顶起定位与导向作用的零件 安装在斜顶的底端上,用来实现斜顶在顶针板或斜顶座上滑动的 零件 固定在顶针板上,与斜顶滑块来配合共同实现斜顶滑动动作的底 座 固定在顶针板上,用于顶出产品的圆形标准件 固定在顶针板上,用于顶出产品的上部分为扁形的标准件 (多用于细、深长骨位处) 审核: 批准: 日期: 年 月 日 生效日期: 年 月 日
模具零件名称统一标准

塑胶模具常用零件名称
直顶 转气块
气嘴
导套 压块
直顶杆
5
塑胶模具常用零件名称
水口镶件
斜顶
公模仁 方顶(摆顶)
2021/5/9
弹簧顶针 斜顶钩针
6
斜导柱 滑块镶件
耐磨板 压条
弹簧
2021/5/9
塑胶模具常用零件名称
斜导柱固定块
铲基
导滑块
限位块
定位柱
7
塑胶模具常用零件名称
滑块座 油缸连接杆
行程开关调节块
压块:用于起限制滑动的零件。(包含压线块,斜顶导套压块,司筒针压块等)。
压条:指滑块压条和斜顶座压条的统称。
导滑块:指斜顶座的导滑块和滑块的导滑块的统称。
导向块:指为斜顶和斜顶杆的导向的块形零件。
油缸连接杆:指用来连接油缸和其它相关零件(滑块,码模板等)的零件。
集水块:包含前模集水块和后模集水块。
定位圈:包含前模定位圈和后模定位圈。
2021/5/9
13
结束语
若有不当之处,请指正,谢谢!
A板
母 模 仁 零 度 定 位 块
产 品 顶 针
回 针 导 套 零 度 定 位 块
斜 顶 导 向 块 斜 顶 座 耐 磨 板
方 铁 3
后 模 固 定 板
塑胶模具常用零件名称
斜顶
斜顶
斜顶杆 斜顶杆导套 撑柱
铜管 O形胶圈
压块
压条
压条
导滑座
斜顶座
定位销
导滑块 斜顶座
021/5/9
限位柱:用于限位的圆柱形零件。(包含顶出,滑块等的限位零件)。
限位块:用于限位的块形零件。(包含顶出,滑块等的限位零件)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
所有产品模模号统一由上角模具部提供,冶具模编号由冶具工程提供.
一、零件图的英文名称
1 模坯零件;
前模仁(cavity)后模仁(core)面板(top-plate)
水口推板(puller-stripper-plate)推板(stripper-plate) A板(a-plate)
模胚(mold-base) B板(b-plate)托板(support-plate)顶针面板(eje-top-plate)顶针底板(eje-bottom-plate)垫板(retainer-plate)底
板(bottom-plate)方铁(spacer-block)
2 模仁零件;
行位耐磨块(slide-wear)唧嘴(sprue)水口拉杆(puller-block)水
口勾针(spllert-pin)镶针(pin)司筒压块 (sleeve-plate)
撑头(support)锁模板(tension-block)斜顶(lifter)
斜顶座(lifter-leg)斜顶压块(lifter-guide)前模镶件(cavity-in)后模
镶件(core-in)垃圾钉(disc-stop)限位柱(stopper)行位
座(slide-body)行位镶件(slide-in)行位压块(slide-guide)行位铲
基(slide-cam)斜导柱(angle-pin)斜顶压块(lifter-guide)
3 模具配件;
螺丝(screw)弹簧(spring)限位螺丝(stop-screw)
顶针(eje-pin)司筒(sleeve)司筒针(sleeve-pin)弹
弓波子(ball-catch)扁顶(blade-ejector)红铜(copper)黄铜
(brass)青铜(bronze)铍铜(becu)
水口拉杆(puller-block)拉杆介子(puller-poin)尼龙塞(plalock)限位
开关(stop –switch)喉塞(brass-pressure-plugs)密封圈(o-ring)介子
(poin)定位销(dowel-pin)
二、模具零件的命名标准
1.所有零件名称均采用英文命名,英文词语必须按照以上零件图的英文名称规定,不得用其他
英文替代或随意更改.
2.相同多个零件的命名则由零件名称后加流水号,如:Cavtiy1 Cavtiy2…等;
3.组合名称则由主零件名+零件名缩写+流水号,如:前模镶件2 ( Cavtiy-in2)
4.零件的电子图档名称是由:模具编号+ 零件名称。
如:jsXXXX ( Cavtiy-in2)
5.更改后的零件电子图档名称由:模具编号+零件名称+版本号+日期
如:前模仁在4月15日第一次修改的零件名称为JSXXXXcavity- A1-090617
第二次修改的零件名称为JSXXXXcavity- A2-日期.以此类推
6. 修改模3D图档所修改处用红色面表示,改第二次时相应前一次的红色改成黄色.
三、产品3D的命名规定
1.产品3D名称直接由模具编号替代.
2.多个产品的命名由:模具编号+ --英文字母(按顺序以次下排) 如:JSXXXX-A, JSXXXX-
B……...
3.修改后的产品名称为:产品名称+MO+年、月、日,如:XK06001-A产品在1月20日修改的
产品名称为JSXXXX-A-MO0120
4.产品电子档在模具设计图档中的命名为:产品名称+材料缩水率+文件后缀; 如:JSXXXX-
1.005.prt
5.修改模资料均采用PDF档
6.修改模资料的电子图档命名为:模具编号+修改模次数;
四、铜公图档命名规定
1 在遵照模具零件的命名规范前提下,补充以下内容:
新模前模铜公如:模号-A01-R/F(R表示粗公;F表示精公)
新模后模铜公如:模号-B01-R/F(R表示粗公;F表示精公)
新模前(后)模镶件铜公如:模号-AI01(模号-BI01)-R/F(R表示粗公;F表示精公)
新模前(后)模行位铜公如:模号-AS01(模号-BS01)-R/F(R表示粗公;F表示精公)
新模前(后)模斜顶铜公如:模号-AL01(模号-BL01)-R/F(R表示粗公;F表示精公)
改模铜公在相应的编号后面加上代表改模次数的标志,改模次数参考模具修改通知单
上的编号,如:模号-A01-日期-R/F(R表示粗公;F表示精公); 模号-B01-日期-R/F(R
表示粗公;F表示精公)
五、刀路图档命名规定
前后模仁刀路分别存放在两个图档中。
其中刀路共分为开粗和光刀二大部分,其中开粗用R表示,(若是需加硬的模仁,加硬前的开粗则以“M”表示),光刀用F表示。
如:
前模开粗刀路:模号-CV-R
前模光刀刀路:模号-CV-F
开粗中所用的不同刀具,分别以R1.R2.R3……区分,光刀分别以F1.F2.F3….来区分不同刀具。