热轧钢球设备详解
热轧工艺与设备

热轧工艺与设备热轧工艺与设备是金属加工领域中重要的一环。
热轧是指将金属材料加热至某一温度并通过辊道加以压制和形变,从而得到所需的形状和尺寸。
本文将深入探讨热轧工艺与设备的相关内容,包括工艺的基本原理、设备的组成和功能以及热轧工艺与设备在钢铁工业中的应用。
一、热轧工艺的基本原理:1. 加热:通过加热炉或其他方式将金属材料加热至一定温度,以使其具有较好的塑性。
2. 轧制:将加热后的金属材料送入轧机中,通过辊道的压制和形变,在一定压力作用下将其轧制成所需的形状和厚度。
3. 冷却:轧制后的金属材料将通过冷却系统进行快速冷却,以消除残余应力和提高材料的机械性能。
二、热轧设备的组成和功能:1. 加热设备:包括加热炉、燃烧器等,用于将金属材料加热至适宜温度。
2. 轧机设备:包括轧机辊道、传动系统等,用于轧制金属材料,实现形状和尺寸的变换。
3. 控制系统:包括温度控制系统、压力控制系统等,用于对热轧过程中的各项参数进行监控与调节,确保产品质量稳定。
4. 冷却设备:包括水冷系统、油冷系统等,用于对轧制后的金属材料进行冷却处理,以满足材料性能的要求。
5. 辅助设备:包括输送系统、辊道清洁系统等,用于协助轧机设备的运行和维护,提高生产效率和设备可靠性。
三、热轧工艺与设备在钢铁工业中的应用:1. 钢板生产:热轧工艺是钢铁工业中生产各种厚度的钢板的常用工艺之一。
通过热轧设备,可以将钢坯轧制成不同厚度和宽度的钢板,用于建筑、汽车制造、船舶建造等领域。
2. 型材生产:热轧工艺也广泛应用于型材生产,如角钢、槽钢、H型钢等。
通过热轧设备,可以将钢坯轧制成各种不同截面形状的型材,满足不同行业对结构材料的需求。
3. 焊管生产:热轧工艺与设备还常用于焊管生产。
通过特定的工艺和设备,可以将热轧钢板经过成型、焊接和后处理等步骤,生产出不同规格和材质的焊管,用于石油、天然气、水暖等领域。
热轧工艺与设备在金属加工领域中具有重要的地位和广泛的应用。
热轧工艺流程及其设备
热轧工艺流程及其设备
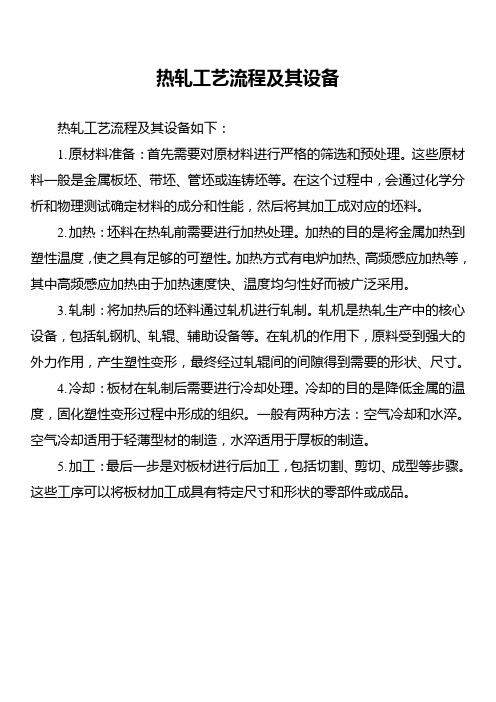
热轧工艺流程及其设备如下:
1.原材料准备:首先需要对原材料进行严格的筛选和预处理。
这些原材料一般是金属板坯、带坯、管坯或连铸坯等。
在这个过程中,会通过化学分析和物理测试确定材料的成分和性能,然后将其加工成对应的坯料。
2.加热:坯料在热轧前需要进行加热处理。
加热的目的是将金属加热到塑性温度,使之具有足够的可塑性。
加热方式有电炉加热、高频感应加热等,其中高频感应加热由于加热速度快、温度均匀性好而被广泛采用。
3.轧制:将加热后的坯料通过轧机进行轧制。
轧机是热轧生产中的核心设备,包括轧钢机、轧辊、辅助设备等。
在轧机的作用下,原料受到强大的外力作用,产生塑性变形,最终经过轧辊间的间隙得到需要的形状、尺寸。
4.冷却:板材在轧制后需要进行冷却处理。
冷却的目的是降低金属的温度,固化塑性变形过程中形成的组织。
一般有两种方法:空气冷却和水淬。
空气冷却适用于轻薄型材的制造,水淬适用于厚板的制造。
5.加工:最后一步是对板材进行后加工,包括切割、剪切、成型等步骤。
这些工序可以将板材加工成具有特定尺寸和形状的零部件或成品。
热轧带钢设备及控制05(粗轧平辊轧机)

危险源辨识和风险评估
对热轧带钢设备及控制05粗轧 平辊轧机进行全面的危险源辨 识,识别可能存在的危险因素 和隐患。
针对识别出的危险源进行风险 评估,确定风险等级和可能造 成的后果,制定相应的防范措 施。
建立危险源管理档案,对危险 源进行动态管理,及时更新危 险源信息和风险评估结果。
替换法
对于疑似故障部件,可采用替 换法进行验证,以便快速准确
地确定故障点。
提高设备使用寿命措施
选用优质材料
在保证设备性能的前提下, 尽可能选用高强度、耐磨损 的优质材料制造设备关键部 件。
优化设计
对设备进行优化设计,减少 应力集中、降低摩擦系数等 ,提高设备的承载能力和使 用寿命。
加强维护保养
建立完善的维护保养制度, 确保设备得到及时、有效的 维护和保养,延缓设备老化 过程。
热轧带钢设备及控 制05粗轧平辊轧机
contents
目录
• 粗轧平辊轧机概述 • 热轧带钢生产工艺流程 • 粗轧平辊轧机设备结构详解 • 控制系统设计及应用 • 设备维护与保养管理 • 安全生产与环境保护要求
01
CATALOGUE
粗轧平辊轧机概述
定义与功能
定义
粗轧平辊轧机是热轧带钢生产线 上的重要设备之一,用于对钢坯 进行初步的轧制,为后续精轧工 序提供合适的坯料形状和尺寸。
粗轧平辊轧机在流程中位置
设备功能
粗轧平辊轧机是热轧带钢生产线上的重要设备之一,主要用 于将加热后的钢坯进行初步轧制,减小其厚度并改善其板型 。
位置作用
粗轧平辊轧机通常位于加热炉之后、精轧机组之前,起到承 上启下的作用。经过粗轧平辊轧机的轧制后,钢坯的厚度和 宽度得到初步调整,为后续的精轧过程提供合适的原料。
热轧设备介绍

Laminar strip cooling Main dive
Down coiler
Primary descaler
Roll changing device
Coiling furnace
Coiling furnace
Roll changing device
Coil conveyor
加热炉入口设备
Reheating furnace entry equipment
Slab charging roller table
Slab charger
Reheating furnace
Slab discharging roller table
Slab extractor
Technical data:
Charging machine: Number of lifting arms:4 Max. Load:30ton Stroke of lifting arms:250mm Moving stroke:4m Cycle time:55s
2. Roughing mill 粗 轧 机
2
1
3
4
1
34
2
1. Work roll 2. Backup roll
3. Drive spindle 4. Drive motor
Technical data: Type:4high reversing Rolling force:Max.4000t Rolling speed:Max. 350m/min Roll opening: Max. 250mm Pick up:30mm Work roll dia:1000~1100mm Backup roll dia:1420~1600 mm Screw down:electro-mechanical Drive motor:2-6500KW
(完整版)热轧1450轧机设备组成及原理简介

• (2)、点检:主要检查锁紧螺栓的紧固情况、液压缸工 作情况以及牌坊内侧滑板开口度尺寸(一般测量周期为1 个月,单侧滑板尺寸磨损超过0.5~1.5mm,需更换。)
精轧机主传动
• 1、主传动:(如图)
• ⑴、组成:电机、电机联轴器、减速机、主联轴器(带中间 筒轴,需做动平衡)、齿轮机座、鼓形齿接轴。
精轧机主传动
• ⑵、电机联轴器与主联轴器均采用鼓形齿轮与直齿内齿圈 传动。减速机采用斜齿轮传动,靠偏心套调整齿面接触与 侧隙。齿轮机座采用人字齿轮,也采用偏心套。
精轧机压下装置
• 3、上阶梯垫装置:
• 位于AGC液压缸与上支承辊之间,通过螺栓把合在AGC液 压缸上。每架轧机有1套上阶梯垫装置,阶梯垫窜动液压缸 安装在传动侧(行程600,一级行程150),2块阶梯垫中间 通过连杆铰接。4级高差,F1-F6高差80(F5-F6最后一级高 度(最厚一级)不采用,故而实际使用高差60)。
• 位于下支承辊与牌坊下横梁之间,用于调整轧机下辊系标 高,均采用液压缸驱动。抬升缸将下支承辊抬起到最高, 阶梯垫移动缸移动垫架到需要的位置,然后放下支承辊。 在阶梯垫下方设有测压仪,用来测量轧制力。共15级,每 级高差10,最后一级高度差5。
精轧机下阶梯垫
• (d+D)/2( d为下工作辊直径; D为下支承辊直径)与 下阶梯垫垫板厚度及液压缸行程的关系见下表:
精轧机主传动
• ④、鼓形齿接轴连接螺栓松动、接轴有裂纹,产生原因为 螺栓无防松,轧机堆钢及轧生钢时产生过大的扭转应力, 超过接轴许用应力产生的破坏。
(整理)百川钢球设备热轧成形研讨

百川钢球设备热轧成形研讨钢球的传统出产办法是经过螺旋孔型斜轧成形,这种技术已连续了半个世纪,虽然其出产率对比高,但因为成形进程存在着“曼氏效应”,即在交变应力的效果下,球坯心部存在出产疏松或空穴的危险,因而其商品首要用于通常球磨机上。
而关于金属矿的磨球,则多用锻造或锻造办法出产;关于轴承钢球通常则选用冷镦办法出产。
鉴于钢球斜轧存在的缺陷,在国外一些工业发达国家也曾提出过用纵轧成形的想象但因为其时技能发展水平所限,特别短少特种轧制理论的支撑,至今没有用于出产中。
文献在试验室的条件下,用平—立—平样机进行了试验与数值模仿,得到了一些重要定论。
但因为成形进程的复杂性,在理论上进行进一步的深入研讨,仍是十分必要的。
1 根本理论选用三维弹塑性有限元办法,屈服应力依据mises屈服准则,塑性活动选用prandtl—reuss增量理论,以拉格朗日增量形式树立刚度方程。
一起思考资料和几许双重非线性,使用商用有限元软件DEFORM,模仿了坯料从咬入到球坯成形的全进程,深入剖析了影响后滑的要素,最后用三维图形直观的显现坯料在成形进程中的变形特征。
2 核算模型及变形条件这篇文章选用平立两道纵轧成形技术,为了能真实反应金属在两道轧辊孔型中的活动规则,模仿以球坯的连续成形进程为剖析目标。
核算选择与实践技术为1:1的试验模型。
剖析模型的初始网格区分如图(1),实体选用4节点四面体单元离散,毛坯资料为20钢,质料直径为14.5mm。
选用等温抱负弹塑性资料模型,取变形温度1200,冲突因子为0.25。
所建核算模型如图(2)。
模型由两道孔型轧辊(平辊/立辊)构成。
平辊为组合辊,孔腔由弧形槽底和侧壁环构成;立辊由等周期半球腔孔型构成。
两道轧辊三维孔型如图(3)和图(4)所示。
在变形进程中,轧件由导位设备诱导与限位,当轧件经过榜首道平辊孔型后,质料被孔型的周期锥环横向切轧成由过桥衔接的等周节断面轧件,随后经导卫进入第二道立辊轧成球坯。
热轧带钢厂1780工艺设备简介教材

热轧带钢厂1780工艺设备简介教材热轧带钢是一种广泛应用于建筑、机械制造、汽车制造等领域的重要材料,因此热轧带钢厂的工艺设备对于生产质量和效率至关重要。
下面将对热轧带钢厂1780工艺设备进行简介,包括其组成和功能。
热轧带钢厂1780工艺设备主要由原料处理系统、热轧机组和辅助设备组成。
原料处理系统主要包括切割机、破碎机和喂料系统。
切割机主要用于将钢坯切割成适合热轧的尺寸,确保后续工艺的顺利进行。
破碎机则用于将大块的钢坯破碎成小块,方便后续工艺的处理。
喂料系统用于将切割好的钢坯或破碎好的钢块送入热轧机组。
热轧机组是热轧带钢厂的核心设备,主要由上下辊轧机、辊道和冷却系统组成。
上下辊轧机是热轧带钢的主要设备,其作用是通过辊轧作用将钢坯加工成带状钢材。
上下辊轧机通常由多个辊轧机串联而成,每个辊轧机都具有不同的工作功能。
其中,粗轧机主要用于将钢坯进行初轧,将其厚度逐渐降低;中轧机用于进一步降低钢材的厚度,并使其形成所需的宽度;精轧机是最后一个辊轧机,用于将钢材的厚度和宽度进一步精细调整。
辊道是将钢坯传送到辊轧机上的设备,通常由多个辊道串联而成。
辊道的作用是将钢坯顺利地送入辊轧机,并确保钢坯在辊轧机上的平稳运行。
冷却系统主要用于对热轧后的钢材进行冷却,以使其达到所需的硬度和强度。
冷却系统通常由喷淋装置和冷却塔组成。
喷淋装置将冷却水均匀地喷洒在钢材上,以吸收其热量,使其迅速冷却。
冷却塔则用于冷却喷洒过后的冷却水,以保持其冷却效果。
辅助设备主要包括切割设备、定尺设备和质检设备。
切割设备用于将热轧后的钢材切割成所需的长度,以满足客户的要求。
常见的切割设备有割切机和切割刀。
定尺设备用于将切割好的钢材定尺,以便于后续的包装和运输。
常见的定尺设备有定尺机和切头机。
质检设备用于对热轧后的钢材进行质量检测。
常见的质检设备有尺寸测量仪、表面检测仪和硬度测试仪。
总结起来,热轧带钢厂1780工艺设备主要包括原料处理系统、热轧机组和辅助设备。
百川钢球设备简述钢球新参数
百川钢球设备简述钢球新参数
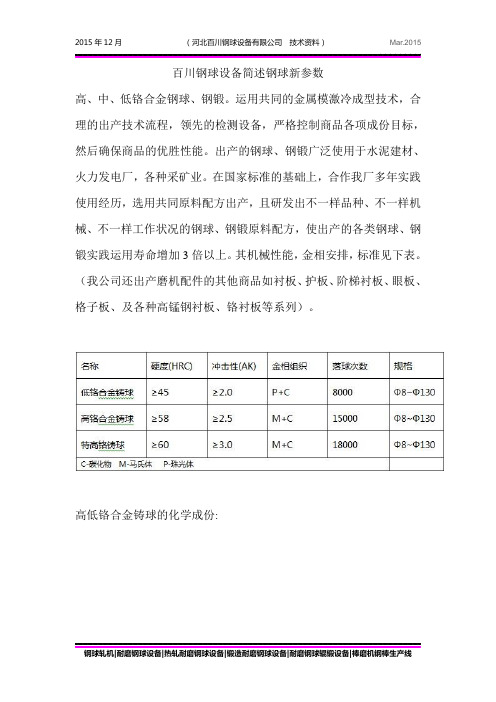
高、中、低铬合金钢球、钢锻。
运用共同的金属模激冷成型技术,合理的出产技术流程,领先的检测设备,严格控制商品各项成份目标,然后确保商品的优胜性能。
出产的钢球、钢锻广泛使用于水泥建材、火力发电厂,各种采矿业。
在国家标准的基础上,合作我厂多年实践使用经历,选用共同原料配方出产,且研发出不一样品种、不一样机械、不一样工作状况的钢球、钢锻原料配方,使出产的各类钢球、钢锻实践运用寿命增加3倍以上。
其机械性能,金相安排,标准见下表。
(我公司还出产磨机配件的其他商品如衬板、护板、阶梯衬板、眼板、格子板、及各种高锰钢衬板、铬衬板等系列)。
高低铬合金铸球的化学成份:
开拓与创新的成果,产品规格:
机械性能、金相组织:
化学成分:。
热轧圈的原理是什么
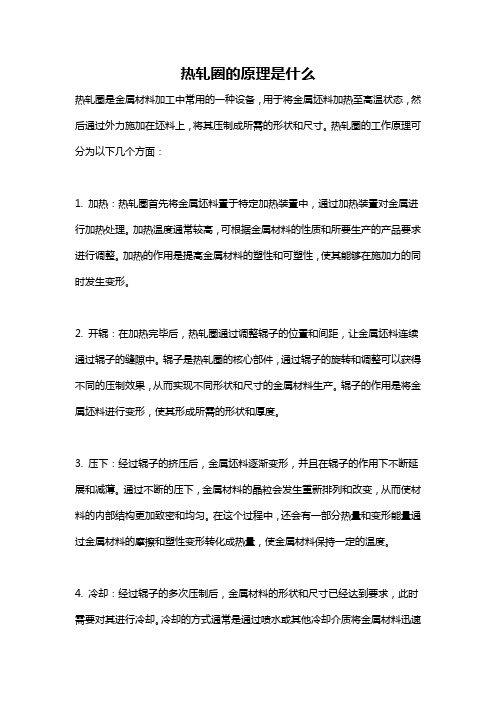
热轧圈的原理是什么热轧圈是金属材料加工中常用的一种设备,用于将金属坯料加热至高温状态,然后通过外力施加在坯料上,将其压制成所需的形状和尺寸。
热轧圈的工作原理可分为以下几个方面:1. 加热:热轧圈首先将金属坯料置于特定加热装置中,通过加热装置对金属进行加热处理。
加热温度通常较高,可根据金属材料的性质和所要生产的产品要求进行调整。
加热的作用是提高金属材料的塑性和可塑性,使其能够在施加力的同时发生变形。
2. 开辊:在加热完毕后,热轧圈通过调整辊子的位置和间距,让金属坯料连续通过辊子的缝隙中。
辊子是热轧圈的核心部件,通过辊子的旋转和调整可以获得不同的压制效果,从而实现不同形状和尺寸的金属材料生产。
辊子的作用是将金属坯料进行变形,使其形成所需的形状和厚度。
3. 压下:经过辊子的挤压后,金属坯料逐渐变形,并且在辊子的作用下不断延展和减薄。
通过不断的压下,金属材料的晶粒会发生重新排列和改变,从而使材料的内部结构更加致密和均匀。
在这个过程中,还会有一部分热量和变形能量通过金属材料的摩擦和塑性变形转化成热量,使金属材料保持一定的温度。
4. 冷却:经过辊子的多次压制后,金属材料的形状和尺寸已经达到要求,此时需要对其进行冷却。
冷却的方式通常是通过喷水或其他冷却介质将金属材料迅速降温,使其固化和稳定形状。
冷却的过程中,还会有大量的热量被冷却介质带走,使金属材料的温度迅速下降。
5. 整形和修磨:经过冷却后,金属材料会变得坚硬,但还不具备最终的表面光洁度和精度要求。
因此,需要对金属材料进行整形和修磨处理。
通过切割、整形、修整等工序,使金属材料的外形和尺寸满足要求,并通过修磨来提高其表面质量。
做好整形和修磨工作后,金属材料就可以被用于生产各种类型的制品。
综上所述,热轧圈通过加热、开辊、压下、冷却、整形和修磨等工序,将金属坯料经过高温状态下的塑性变形和变形能量的转化,最终获得所需的形状和尺寸。
热轧圈在金属材料加工中起着重要的作用,广泛应用于钢铁制造、铝板材生产、不锈钢加工等行业。
球磨钢球轧机

10
钢球轧制生产线发展趋势
根据轧制球磨钢球的规格品种,钢球轧制生产线能生产φ20~150各规格的球 磨钢球以及各种钢段,满足不同用户的要求。
11
例
图 片
案
例
图 片
案
例
图 片
案
广
•通过密切合作和个性化服务,百川钢球设备与客户共同分享 他们对于事业的激情与关注。不仅仅销售球磨钢球轧机、钢
8
•球磨钢球轧机采用全新的轧制工艺技术,是球磨球制造业的工艺技术突破,热轧 钢球正在逐渐替代铸造钢球。 •本公司设计制造的球磨钢球生产线还具有以下功能: •1、热处理入淬温度自动控制,保证淬火质量; •2、轧辊自动快退功能,轧卡时保证轧辊不受损伤; •3、定点送料功能,提高成材率。本公司开发设计制造的热轧球磨钢球生产线为全 自动流水线生产,达到热轧钢球生产的最新水平。
球磨钢球轧机配有全自动加热设备和 传动设备形成钢球自动化生产线。
采用全自动生产流水线作业,无人工 干预,全自动生产,能够最大限度确 保钢球品质的稳定性。该生产线生产 工艺环保,节能高效。生产的钢球具 有尺寸精确、圆整的几何形状,高硬 度和良好的机械性能并具有冲击韧性 高,抗破碎能力强的特点。
3
球磨钢球轧机简介
6
球磨钢球轧机应用
•近十年,斜轧钢球成形技术和设备有 了突破型发展。一般来说,铸球可称 为耐“热”球,适合干磨,水泥厂用 铸球比较合适,轧球可称耐“腐蚀” 球,适合湿磨,铸球容易碎,轧球的 效果要优于铸球。 •钢球的轧制也称为钢球斜轧,是在球 磨钢球轧机上进行。轧制成型工艺有 几十年的历史,但在近十年才在钢质 磨球的生产中得到广泛的应用。 •在建材,冶金,矿山,陶瓷,电力等 行业使用的耐磨钢球分为铸造钢球和 锻轧钢球两大类。铸造钢球主要有低 铬钢球、高铬钢球、和铬铜钢球等。
轧钢机械设备知识点
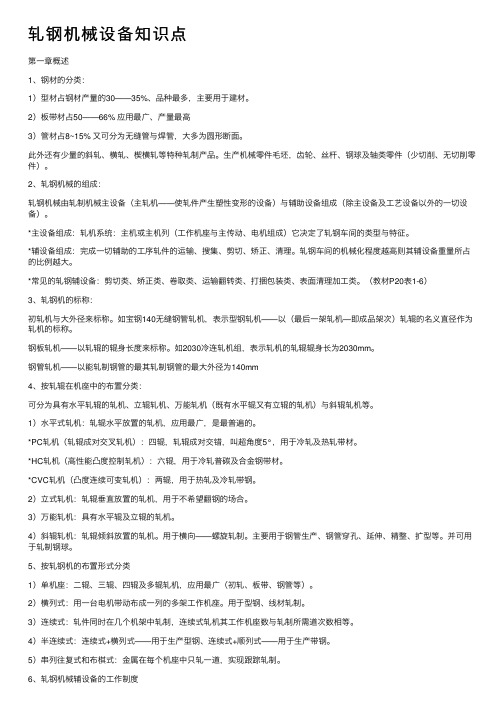
轧钢机械设备知识点第⼀章概述1、钢材的分类:1)型材占钢材产量的30——35%、品种最多,主要⽤于建材。
2)板带材占50——66% 应⽤最⼴、产量最⾼3)管材占8~15% ⼜可分为⽆缝管与焊管,⼤多为圆形断⾯。
此外还有少量的斜轧、横轧、楔横轧等特种轧制产品。
⽣产机械零件⽑坯,齿轮、丝杆、钢球及轴类零件(少切削、⽆切削零件)。
2、轧钢机械的组成:轧钢机械由轧制机械主设备(主轧机——使轧件产⽣塑性变形的设备)与辅助设备组成(除主设备及⼯艺设备以外的⼀切设备)。
*主设备组成:轧机系统:主机或主机列(⼯作机座与主传动、电机组成)它决定了轧钢车间的类型与特征。
*辅设备组成:完成⼀切辅助的⼯序轧件的运输、搜集、剪切、矫正、清理。
轧钢车间的机械化程度越⾼则其辅设备重量所占的⽐例越⼤。
*常见的轧钢辅设备:剪切类、矫正类、卷取类、运输翻转类、打捆包装类、表⾯清理加⼯类。
(教材P20表1-6)3、轧钢机的标称:初轧机与⼤外径来标称。
如宝钢140⽆缝钢管轧机,表⽰型钢轧机——以(最后⼀架轧机—即成品架次)轧辊的名义直径作为轧机的标称。
钢板轧机——以轧辊的辊⾝长度来标称。
如2030冷连轧机组,表⽰轧机的轧辊辊⾝长为2030mm。
钢管轧机——以能轧制钢管的最其轧制钢管的最⼤外径为140mm4、按轧辊在机座中的布置分类:可分为具有⽔平轧辊的轧机、⽴辊轧机、万能轧机(既有⽔平辊⼜有⽴辊的轧机)与斜辊轧机等。
1)⽔平式轧机:轧辊⽔平放置的轧机,应⽤最⼴,是最普遍的。
*PC轧机(轧辊成对交叉轧机):四辊,轧辊成对交错,叫超⾓度5°,⽤于冷轧及热轧带材。
*HC轧机(⾼性能凸度控制轧机):六辊,⽤于冷轧普碳及合⾦钢带材。
*CVC轧机(凸度连续可变轧机):两辊,⽤于热轧及冷轧带钢。
2)⽴式轧机:轧辊垂直放置的轧机,⽤于不希望翻钢的场合。
3)万能轧机:具有⽔平辊及⽴辊的轧机。
4)斜辊轧机:轧辊倾斜放置的轧机。
⽤于横向——螺旋轧制。
钢球分级机说明书

钢球分级机的设计摘要本设计是一种圆筒筛分式钢球分级机,可六仓筛分,其特征是:它由机架、动力系统、钢球仓、分级回转筛、不同规格的钢球收集斗组成,机架为结构件,动力系统设置在分级回转筛的一端部的机架上,分级回转筛主轴两端由轴承座支承,分级回转筛主轴与动力系统联接,钢球仓与分级回转筛连通,不同规格的钢球收集斗各自分开独立的、与分级段对应、与分级回转筛留有可让钢球滚出距离的顺序设置在分级回转筛外围的机架上,不同规格的钢球收集斗设置有钢球的出口。
本设计的优点是:分级准确,能将混合在一起不同规格的钢球进行分选并归类,分级效率高;能大大减轻工人的劳动强度。
关键词:回转筛,收集斗,机架,轴承座,钢球仓DESIGN OF BALL CLASSIFICATION MACHINEABSTRACTThe present invention discloses a cylinder-type ball classifier screening,Six positions available screening,Its features are: it from the rack, power system, ball positions, classification of rotary screen, different specifications of steel balls to collect the composition bucket,Frame for the structure, power system settings in the classification of the Ministry of rotary screen rack at one end,Grade rotary screen at both ends of the bearing spindle bearing, spindle and rotary screen hierarchical power system connection,Ball positions connected with the classification of rotary screen,Different specifications of steel balls fighting the separate collection of independent, and grading section corresponding with the classification of rotary screen from the left to get out of the order to set the ball in the classification of the rack outside Rotary Screen,Collection of different specifications of steel balls to set a steel ball bucket export,Advantages of the present invention are: classification accuracy, can mix different specification steel balls are sorted and classified, graded and high efficiency; can greatly reduce the labor intensity.KEY WORDS:Rotary sieve, Collecting Bucket, Rack, Bearing, Ball Position目录前言 (1)第1章概述 (4)1.1 钢球分级机的简介 (4)1.2 钢球分级机的工作原理 (5)1.3 钢球分级机的构造 (6)1.4 设计课题简介 (6)第2章总体方案的确定 (7)2.1 进出料装置 (7)2.1.1 进料装置 (7)2.1.2 出料装置 (8)2.2 支撑装置 (9)2.2.1 进出料端滑动轴承支撑 (9)2.3 回转部分 (11)2.3.1 筒体 (11)2.3.2 传动装置 (11)2.4 壳体 (12)2.5 轴承盖和轴承座 (13)2.6 上轴瓦和下轴瓦 (15)第3章钢球分级机的总体设计 (16)3.1 钢球分级机的临界转速n0 (16)3.2 钢球分级机的实际工作转速 (16)3.3 轴的校核 (17)3.4 钢球分级机的功率及电动机选型 (19)3.5 减速器的选择 (20)第4章设备使用过程中注意事项 (21)4.1 设备安装调整注意事项 (21)4.2 空载试车 (21)4.3 负载试车 (21)4.2 设备的润滑与维护 (21)结论 (23)谢辞 (24)参考文献 (25)外文资料翻译 (26)前言随着国民经济的发展,技术的进步,筛分机械广泛应用于矿山、冶金、化工建材工业、筑路行业及环卫行业中。
百川热轧钢球设备我国发展历史

2014年9月(河北百川钢球设备有限公司技术资料)Mar.2014
百川热轧钢球设备我国发展历史
热轧球磨钢球是耐磨钢球的一种,如今在中国的发展已经比较成熟,尤其是百川钢球设备公司生产的热轧钢球远销海外市。
但是热轧钢球的发展过程在国内是比较曲折的。
上世纪五十年代,斜轧成形技术由苏联轧钢专家A·И·ЦEЛИKOB 主持研究成功,并在列宁格勒红旗机器厂建成世界上第一家热轧钢球厂,生产Φ25mm--125mm球磨钢球。
上世纪五十年代末,我国按中苏两国技术协定向苏联订购了Φ40--80mm和Φ80--125mm两套钢球轧机。
1965年邯钢热轧钢球厂建成投产。
由于中苏关系恶化,苏联方面未在供给加热炉和钢球热处理等辅助设备,也未派专家来华指导。
邯钢职工和技术人员在一无专家指导、二无经验借鉴的情况下,经过数年的不懈努力,全面掌握了球磨钢球轧制技术。
在其后的十年里,又研制成功一系列新工艺、新技术,邯钢成为我国建厂最早、规模最大、产品质量最好的大型专业化球磨钢球生产厂,产品畅销国内外市场。
钢球轧机|热轧钢球设备|钢球热轧生产线|锻造钢球设备|钢球辊锻设备|棒磨机钢棒生产线。
热轧工艺设备简介

• 无缺陷合格板坯进入热轧板坯库后,板坯有四个 工艺流向,即碳钢直接热装轧制(DHCR)、碳 钢热装轧制(HCR)、碳钢冷装轧制(CCR)、 不锈钢冷装(温装)轧制。另外,连铸清理后合 格板坯和外来坯只能冷装轧制(CCR)。
PPT文档演模板
热轧工艺设备简介
• 出炉板坯经辊道输送到高压水除鳞箱,用高压水 清除板坯表面氧化铁皮。然后,板坯进入带立辊 的四辊可逆式粗轧机进行往复轧制;在轧制过程 中,根据轧制规程要求,可在轧机入口侧或出口 侧用高压水清除二次氧化铁皮;轧制3~7道次后, 轧成20~40(60)mm的中间带坯经中间辊道送 入热卷箱或通过热卷箱进入精轧机组。在粗轧机 前后设有抽风装置。
PPT文档演模板
热轧工艺设备简介
• 钢卷运输采用运输链和步进梁组合运输方式,快速运输链 将钢卷运输到步进梁运输机取卷位置,由步进梁运输机取 下钢卷向前继续运输,钢卷经称重、喷印,送到钢卷提升 机,钢卷提升机将钢卷托起到地面步进梁,根据下一工序 决定钢卷存放的跨间。对需要检查的钢卷由钢卷检查线的 钢卷小车取下,送到钢卷检查线进行检查和取样,检查后 的钢卷返回步进梁运输机。 热轧碳钢商品卷通过步进梁式运输机送到热轧商品钢卷跨 (D-F跨);热轧不锈钢商品卷和需平整分卷的碳钢钢 卷则送到不锈钢钢卷库和中间库存放(B-D跨);需平 整分卷的钢卷经冷却后,送到平整分卷机组进行处理,处 理后的钢卷进入平整分卷钢卷跨(A-B跨)。钢卷的运 输、冷却及堆放采用一卧到底的方式。 从板坯进入板坯库开始至成品发货为止,计算机通过物流 跟踪系统对板坯、轧件和钢卷进行全线跟踪,并确定其位 置,从而对相应设备进行设定和控制。
PPT文档演模板
热轧工艺设备简介
➢ 新Байду номын сангаас主传动变频调速装置。(GTC)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热轧钢球设备工艺参数
? 轧机采用铸钢半闭式机架、机座刚性好;导板更换简便快速、效率高。为钢球轧制生产 线设备稳定、高效、高质量的运行提供保证。 φ60mm 以上轧机设有电动侧压调整装置, 其调整更省力、更换轧辊更方便。热处理淬火温度自动控制,轧辊自动快退功能,轧卡 时保证轧辊不受损伤;自动送料功能,提高成材率。
? 热轧钢球设备采用全自动生产流水线作业环保,节能高效。生产的钢球具有尺寸精确、 圆整的几何形状,高硬度和良好的机械性能并具有冲击韧性高,抗破碎能力强的特点。 钢球斜轧机经过创新设计具有如下特点:
8
热轧钢球设备轧辊简介
? 热轧钢球及孔型法向剖面尺寸
? 热轧钢球时,先用感应加热装置把直 径比轧出球的直径小 4%左右的圆钢 毛坯加热至 850 ~1100℃ ,滚珠轴承 钢取下限。加热好的棒料送入斜轧机 进行轧制。轧辊轴线与轧制线倾斜一 定角度。轧辊上有螺旋孔型。轧件螺 旋前进。在螺旋孔型作用下,圆钢逐 渐变成球形,球形间连接颈部分越来 越细,最后断开而获得钢球。
钢球轧机传动装置包括:电动机、皮带 减速装置、减速分动器、齿轮座及万向 节轴等。其主要作用是将电动机转速下 降到轧辊的转速(增大输出转矩),将 一个旋转运动转换成两个相同方向的旋 转运动,并实现轧辊相位的调整。
5
热轧钢球设备发展情况
随着科技的发展,传统空气锤锻打工艺逐渐淡出历史舞台,取而代之的是钢球轧机斜 轧工艺,用电炉将整根的圆钢加热,通过、输送装置送入轧辊,通过电机和减速机带 动轧辊旋转,轧辊就可、以利用其自身的球槽设计将高温的圆钢斜扎成球。旋转切割 技术取代传统的空气锤,大大提高钢球生产的产品效率。 斜轧工艺无需下料,无需空气锤锻打,大大提高了生产效率,工人劳动强度也大大、 降低,受到的噪音等危害也大大减少,钢球轧制技术使锻造钢球行业得到飞跃式的发 展。
? 成形区任意位置凸棱宽度
12
轧辊辊系
? 在多余金属系数校核过程中,在轧制的前 270o,计算的体积是型腔内所包含的金属体积, 而并非实际的金属体积,此时孔型尚未封闭,钢球棒料直径小于孔型直径,钢球尚未成 形,胚料同型腔之间存在着较大间隙。在整个轧制过程中,金属的变形过程比较复杂, 在孔型封闭前,金属有后滑趋势,因此允许多余金属系数稍大,但不等大于 1.08。若多 余金属系数过大,可加大凸棱宽度,相应减小凸棱切削量,从而减小多余金属系数。多 余金属系数校核值见表 3-2。
轧件质量、简化轧辊加工、提高轧辊寿命等因素。轴承钢球轧辊孔型总长度一般取为 1080o~1350o,其成形段通常取 360o~630o,精整段孔型长度通常取 450o~630o。 ? 对本轧机轧辊,取孔型总长度为 1260o,成形段长度 630o。 ? 轧辊长度
10
轧辊辊系
? 凸棱高度变化
11
轧辊辊系
钢球轧机
钢球斜轧机
热轧钢球设备
钢 球 轧 制 生 产线
百川钢球设备
热轧钢球设备
Click here to add your title
2
热轧钢球设备简介 1
? 热轧钢球是一种全新的旋切工艺技术, 是球磨球制造业的工艺技术突破,正 在逐渐替代铸造钢球。
? 热轧钢球设备是一种全自动钢球生产 设备,适合生产各种材质的钢球如中 碳钢、锰钢等,广泛应用于矿山、钢 厂、建材、化工、冶金、火电厂等行 业,配有节能环保感应加热设备和传 动设备形成钢球自动化生产线。
? 热轧钢球设备采用先进的钢球轧机, 保证生产稳定性好,轧件质量高,成 材率高,生产效率高。原理是靠轧辊 与轧件的接触摩擦力带动轧件旋转前 进。这种轧制也叫螺旋轧制。
3
热轧钢球设备简介 2
? 磨球是矿山企业选矿生产普遍采用的 磨矿介质。轧球是采用钢球轧机先进 技术着力开发的新材质磨球。经工业 试验验证轧球质量已经达到国内先进 水平。
4
热轧钢球设备简介 3
钢球轧机采用铸钢半闭式机架、机座刚 性好;导板更换简便快速、效率高。为 钢球轧制生产线设备稳定、高效、高质 量的运行提供保证。 φ60mm 以上轧机 设有电动侧压调整装置,其调整更省力、 更换轧辊更方便。热处理淬火温度自动 控制,轧辊自动快退功能,轧卡时保证 轧辊不受损伤;自动送料功能,提高成 材率。更多资料网上搜搜百川钢球设备。
6
热轧钢球设备工艺过程
圆钢棒料经检验后,按定尺长度剪 切成钢球坯料;钢球坯料在轧制前 在感应加热炉中被加热到合适的温 度;红热态的钢坯被送入钢球轧机 后,在 2个带有特殊螺旋形孔型的轧 辊之间旋转前进,并被连续地轧制 成钢球。每台钢球轧机每分钟可轧 成40~120个钢球;轧成后的红热态 钢球予冷却至淬火温度时立刻进入 在线热处理设备进行淬火,钢球收 集箱收集冷却,离线台车式电阻炉 回火,使钢球获得很高而且均匀的 硬度;经检验合格的产品送往成品 仓库,进行包装后发往客户。
? 轧辊直径 ? 轧辊直径与孔型螺旋长度是轧辊孔型设计的两个基本参数,其值是否合适,将直接影响
成形工艺的稳定性,并对轧件质量、轧辊寿命、机体大小产生显著影响。
9
轧辊辊系
? 轧辊直径主要取决于轧制旋转条件与轧制成形条件,其值可用式 3-1确定。 ? 孔型螺旋长度 ? 孔型分成成形和精整两个区段,其长度的确定,主要考虑轧件成形及精整的要求、确保
? (3)轴承的选择
? 斜轧轧辊轴颈较大,斜轧轧辊轴承承受着较大的单位压力,轧辊轴承宜选用摩擦系数较 小(通常为 0.003~0.008 )的滚动轴承,考虑到轧制负荷较大,滚动轴承外形尺寸受限 等因素,选用双列圆锥轴承。
? (4)轧辊倾斜角
? 斜轧轧辊的青椒、旋转方向、螺旋孔型的旋向三者之间必须保持一定的关系才能实现正 常轧制。从入料方向看,对右旋孔型轧辊,右边轧辊入口端往下倾斜,左边轧辊入口端 往上倾斜,轧件旋转方向为逆时针;对左旋孔型轧辊,右边轧辊入口端往上倾斜,左边 轧辊入口端往下倾斜,轧件旋转方向为顺时针。
? 孔型型腔内其它参数计算 ? 孔型型腔内所包含的金属体积计算、凸棱宽度与连接颈宽度的适应性校核、导程计算公
式略,其值或调整值见表 3-2。 ? (1)储料槽半径
13
轧辊辊系
? (2)轧辊的装卸
? 考虑到对轧辊与轧辊轴的不同性能要求及材料利用效率,轧辊与轧辊轴采用分体式结构, 两者之间采用平键连接,采用或的间隙配合。轧辊轴采用 45钢。(键的选择)