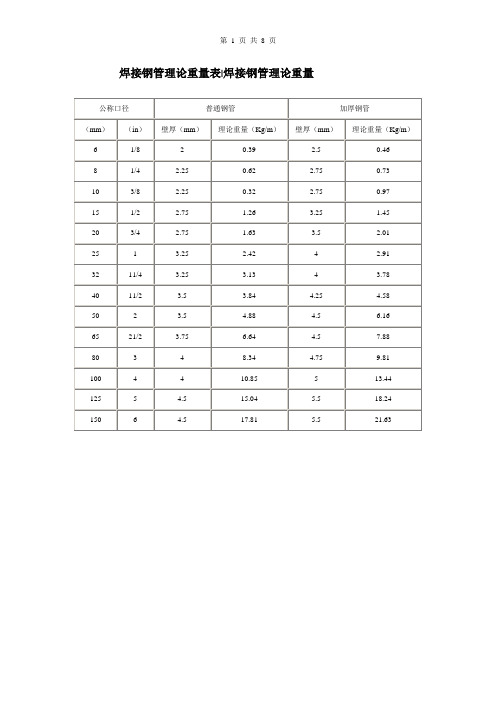
国标焊接钢管规格表
钢管理论重量及壁厚
23.22
4.10
24.60
DN50
2
60.3
3.8
3.325
5.29
31.74
5.607
33.64
DN65
2.5
76.1
4.0
3.5
7.11
42.66
7.536
45.21
DN80
3
88.9
4.0
8.38
50.28
8.88
53.28
DN100
4
114.3
4.0
10.88
65.28
11.53
69.18
56.82
59.51
62.15
67.27
72.21
74.60
76.94
81.48
152
53.66
56.60
59.48
62.32
65.11
70.59
75.76
78.30
80.79
85.62
159
56.43
59.53
62.59
65.60
68.56
74.33
79.90
82.62
85.28
90.46
168
59.98
114.63
203
73.78
77.97
82.12
86.21
90.26
98.20
105.94
109.74
113.49
120.83
219
80.10
84.69
89.23
93.71
98.15
106.88
115.42
119.61
123.75
焊接钢管壁厚表
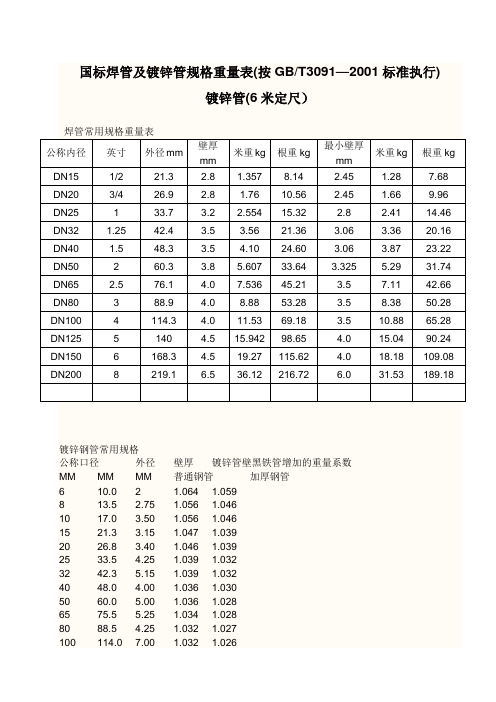
焊接钢管壁厚表国标焊管及镀锌管规格重量表(按GB/T3091—2001标准执行)规格外径mm 壁厚mm 最小壁厚mm 焊管(6米定尺)镀锌管(6米定尺)米重kg 根重kg 米重kg 根重kg 公称内径英寸DN15 1/2 21.3 2.8 2.45 1.28 7.68 1.357 8.14 DN20 3/4 26.9 2.8 2.45 1.66 9.96 1.76 10.56 DN25 1 33.7 3.2 2.8 2.41 14.46 2.554 15.32 DN32 1.25 42.4 3.5 3.06 3.36 20.16 3.56 21.36 DN40 1.5 48.3 3.5 3.06 3.87 23.22 4.10 24.60 DN50 2 60.3 3.8 3.325 5.29 31.74 5.607 33.64 DN65 2.5 76.1 4.0 3.5 7.11 42.66 7.536 45.21 DN80 3 88.9 4.0 8.38 50.28 8.88 53.28 DN100 4 114.3 4.0 10.88 65.28 11.53 69.18 DN125 5 140 4.5 15.04 90.24 15.942 98.65 DN150 6 168.3 4.5 18.18 109.08 19.27 115.62 DN200 8 219.1 6.0(焊管)31.53 189.18DN200 8 219.1 6.5(热镀锌)36.12 216.72镀锌钢管常用规格公称口径外径壁厚镀锌管壁黑铁管增加的重量系数MM MM MM 普通钢管加厚钢管6 10.0 2 1.064 1.0598 13.5 2.75 1.056 1.04610 17.0 3.50 1.056 1.04615 21.3 3.15 1.047 1.03920 26.8 3.40 1.046 1.03925 33.5 4.25 1.039 1.03232 42.3 5.15 1.039 1.03240 48.0 4.00 1.036 1.03050 60.0 5.00 1.036 1.02865 75.5 5.25 1.034 1.02880 88.5 4.25 1.032 1.027100 114.0 7.00 1.032 1.026125 140.0 7.50 1.028 1.023150 165.0 7.50 1.028 1.023说明:W=C*[0.02466*(D-S)*S]W--镀锌管每米重量:kg/mC--镀锌管比黑铁管增加的重量系数D--黑铁管的外径S--黑铁管的壁厚W=0.02466*S*(公称外径-S)镀锌钢管每米重量=0.02466x壁厚x(外径-壁厚)X1.06镀锌管也是钢材,表面度了一层薄薄得锌,密度7.85kg/cm3钢管的重量=0.25×π×(外径平方-内径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8 所以,钢管的重量=0.25×3.14×(外径平方-内径平方)×L×7.8 * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢的密度为:7.85g/cm3钢材理论重量计算钢材理论重量计算的计量单位为公斤(kg )。
螺旋焊接钢管壁厚规格表
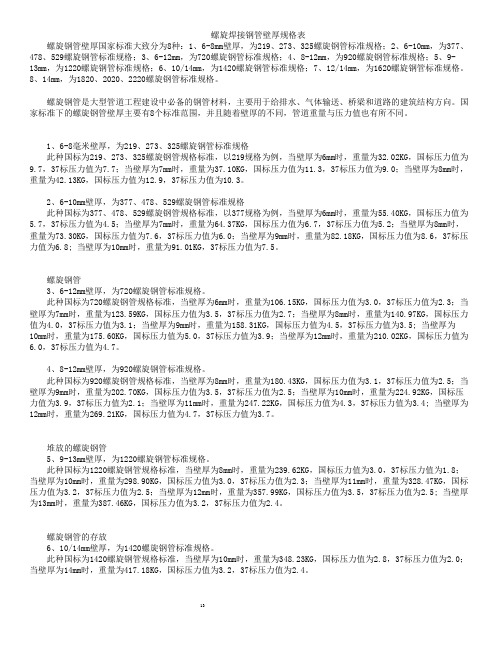
螺旋焊接钢管壁厚规格表螺旋钢管壁厚国家标准大致分为8种:1、6-8mm壁厚,为219、273、325螺旋钢管标准规格;2、6-10mm,为377、478、529螺旋钢管标准规格;3、6-12mm,为720螺旋钢管标准规格;4、8-12mm,为920螺旋钢管标准规格;5、9-13mm,为1220螺旋钢管标准规格;6、10/14mm,为1420螺旋钢管标准规格;7、12/14mm,为1620螺旋钢管标准规格。
8、14mm,为1820、2020、2220螺旋钢管标准规格。
螺旋钢管是大型管道工程建设中必备的钢管材料,主要用于给排水、气体输送、桥梁和道路的建筑结构方向。
国家标准下的螺旋钢管壁厚主要有8个标准范围,并且随着壁厚的不同,管道重量与压力值也有所不同。
1、6-8毫米壁厚,为219、273、325螺旋钢管标准规格此种国标为219、273、325螺旋钢管规格标准,以219规格为例,当壁厚为6mm时,重量为32.02KG,国标压力值为9.7,37标压力值为7.7;当壁厚为7mm时,重量为37.10KG,国标压力值为11.3,37标压力值为9.0;当壁厚为8mm时,重量为42.13KG,国标压力值为12.9,37标压力值为10.3。
2、6-10mm壁厚,为377、478、529螺旋钢管标准规格此种国标为377、478、529螺旋钢管规格标准,以377规格为例,当壁厚为6mm时,重量为55.40KG,国标压力值为5.7,37标压力值为4.5;当壁厚为7mm时,重量为64.37KG,国标压力值为6.7,37标压力值为5.2;当壁厚为8mm时,重量为73.30KG,国标压力值为7.6,37标压力值为6.0;当壁厚为9mm时,重量为82.18KG,国标压力值为8.6,37标压力值为6.8; 当壁厚为10mm时,重量为91.01KG,37标压力值为7.5。
螺旋钢管3、6-12mm壁厚,为720螺旋钢管标准规格。
此种国标为720螺旋钢管规格标准,当壁厚为6mm时,重量为106.15KG,国标压力值为3.0,37标压力值为2.3;当壁厚为7mm时,重量为123.59KG,国标压力值为3.5,37标压力值为2.7;当壁厚为8mm时,重量为140.97KG,国标压力值为4.0,37标压力值为3.1;当壁厚为9mm时,重量为158.31KG,国标压力值为4.5,37标压力值为3.5; 当壁厚为10mm时,重量为175.60KG,国标压力值为5.0,37标压力值为3.9;当壁厚为12mm时,重量为210.02KG,国标压力值为6.0,37标压力值为4.7。
sc焊接钢管国标厚度表
sc焊接钢管国标厚度表摘要:一、前言二、SC 焊接钢管的概述三、SC 焊接钢管国标厚度表正文:一、前言SC 焊接钢管是一种结构简单、生产效率高的钢管,广泛应用于石油、天然气、水、电等流体输送领域。
在我国,SC 焊接钢管的生产和应用受到了国家相关标准的严格规范。
本文将详细介绍SC 焊接钢管的国标厚度表。
二、SC 焊接钢管的概述SC 焊接钢管是通过将钢板或带钢经过卷曲成型后焊接制成的。
焊接钢管生产过程中,需要按照国家标准控制壁厚、直径、长度等参数,以确保产品的质量。
SC 焊接钢管具有生产成本低、规格多样、安装方便等特点。
三、SC 焊接钢管国标厚度表根据我国相关标准,SC 焊接钢管的国标厚度表主要包括以下几个方面:1.GB/T9711.1石油天然气工业输送钢管交货技术条件第1 部分:A 级钢管2.GB/T9711.2石油天然气工业输送钢管交货技术条件第2 部分:B 级钢管3.GB/T9711.3石油天然气工业输送钢管交货技术条件第3 部分:C 级钢管4.GB/T3092低压流体输送用焊接钢管5.GB/T3091低压流体输送用镀锌焊接钢管6.GB3640 普通碳素钢电线套管7.GB/T12770机械结构用不锈钢焊接钢管8.GB/T12771流体输送用不锈钢焊接钢管9.GB/T14291矿用流体输送焊接钢管10.YB242 直缝电焊钢管11.SY5036 承压流体输送用螺旋缝埋弧焊钢管12.SY5038 承压流体输送用螺旋缝高频焊钢管13.SY5037 一般低压流体输送用螺旋缝埋弧焊钢管14.SY5040 桩用螺旋焊缝钢管以上就是SC 焊接钢管国标厚度表的相关内容。
在选购SC 焊接钢管时,应根据实际需求选择合适的厚度,以确保工程质量。
国标3091-2015钢管规格表

国标3091-2015钢管规格表
国标3091-2015是关于焊接钢管的规范,其中主要包括以下几个方面的参考内容:
1. 钢管尺寸:包括外径、壁厚、长度等,规定了不同尺寸的钢管的允许误差范围。
2. 钢管材质:规定了焊接钢管所采用的材质,包括碳素钢、合金钢、不锈钢等。
3. 钢管品种:包括普通焊接钢管、低温焊接钢管、高压焊接钢管、液压支架专用钢管等。
4. 钢管的化学成分和机械性能:规定了不同材质钢管的化学成分范围和机械性能要求。
5. 钢管的标志和标识:规定了钢管生产厂家应当在钢管表面标明的各种信息,包括厂名、生产批次、管径、壁厚等。
6. 钢管的加工和质量检验:指导了钢管的加工流程和各种质量检验方法,保证了钢管的质量和使用安全。
7. 钢管的运输和储存:规定了钢管的运输和储存条件,避免了钢管运输过程中的损伤和污染。
以上参考内容是国标3091-2015中的主要内容,为钢管生产和使用提供了标准化的依据。
焊接钢管壁厚表

国标焊管及镀锌管规格重量表(按GB/T3091—2001标准执行)规格外径mm 壁厚mm 最小壁厚mm 焊管(6米定尺)镀锌管(6米定尺)米重kg 根重kg 米重kg 根重kg 公称内径英寸DN15 1/2 21.3 2.8 2.45 1.28 7.68 1.357 8.14 DN20 3/4 26.9 2.8 2.45 1.66 9.96 1.76 10.56 DN25 1 33.7 3.2 2.8 2.41 14.46 2.554 15.32 DN32 1.25 42.4 3.5 3.06 3.36 20.16 3.56 21.36 DN40 1.5 48.3 3.5 3.06 3.87 23.22 4.10 24.60 DN50 2 60.3 3.8 3.325 5.29 31.74 5.607 33.64 DN65 2.5 76.1 4.0 3.5 7.11 42.66 7.536 45.21 DN80 3 88.9 4.0 8.38 50.28 8.88 53.28 DN100 4 114.3 4.0 10.88 65.28 11.53 69.18 DN125 5 140 4.5 15.04 90.24 15.942 98.65 DN150 6 168.3 4.5 18.18 109.08 19.27 115.62 DN200 8 219.1 6.0(焊管)31.53 189.18DN200 8 219.1 6.5(热镀锌)36.12 216.72镀锌钢管常用规格公称口径外径壁厚镀锌管壁黑铁管增加的重量系数MM MM MM 普通钢管加厚钢管6 10.0 2 1.064 1.0598 13.5 2.75 1.056 1.04610 17.0 3.50 1.056 1.04615 21.3 3.15 1.047 1.03920 26.8 3.40 1.046 1.03925 33.5 4.25 1.039 1.03232 42.3 5.15 1.039 1.03240 48.0 4.00 1.036 1.03050 60.0 5.00 1.036 1.02865 75.5 5.25 1.034 1.02880 88.5 4.25 1.032 1.027100 114.0 7.00 1.032 1.026125 140.0 7.50 1.028 1.023150 165.0 7.50 1.028 1.023说明:W=C*[0.02466*(D-S)*S]W--镀锌管每米重量:kg/mC--镀锌管比黑铁管增加的重量系数D--黑铁管的外径S--黑铁管的壁厚W=0.02466*S*(公称外径-S)镀锌钢管每米重量=0.02466x壁厚x(外径-壁厚)X1.06镀锌管也是钢材,表面度了一层薄薄得锌,密度7.85kg/cm3钢管的重量=0.25×π×(外径平方-内径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8 所以,钢管的重量=0.25×3.14×(外径平方-内径平方)×L×7.8 * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢的密度为:7.85g/cm3钢材理论重量计算钢材理论重量计算的计量单位为公斤(kg )。
标准焊接钢管壁厚尺寸
DN25~DN150标准焊接钢管壁厚尺寸如下:DN25 壁厚:3.2mm;DN32 壁厚:3.5mm;DN40 壁厚:3.5mm;DN50 壁厚:3.8mm;DN65 壁厚:4.0mm;DN65 壁厚:3.75mm;(我自己加上去的)DN80 壁厚:4.0mm;DN100 壁厚:4.0mm;DN125 壁厚:4.0mm;DN150 壁厚:4.5mm;焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。
焊接钢管采用的坯料是钢板或带钢。
焊接方法分类螺旋焊接钢管按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。
电焊钢管:用于石油钻采和机械制造业等。
炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。
按焊缝形状分类可分为直缝焊管和螺旋焊管直缝焊管:生产工艺简单,生产效率高,成本低,发展较快。
螺旋焊管:强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。
a.螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。
甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材b.螺旋缝高频焊接钢管螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。
按用途分类按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。
一般焊管:一般焊管用来输送低压流体。
用Q195A、Q215A、Q235A钢制造。
焊接钢管壁厚偏差规范
焊接钢管壁厚偏差规范篇一:焊接钢管壁厚偏差2012新的精密焊管厚度允许偏差-国标焊接钢管壁厚规格表作者:stpg370 发布于:2012-11-08 18:49:29 2012新的精密焊管厚度允许偏差-国标焊接钢管壁厚规格表焊接钢管厚度要求-焊接钢管厚度允许偏差-国标焊接钢管壁厚规格表国标焊接钢管壁厚规格表公称口径(mm)(in)6 1./8 8 1/4 10 3/8 15 1/2 20 3/4 25 1 32 11/4 40 11/2 50 2 65 21/2 80 3 100 4 125 5 1506普通钢管壁厚(mm)理论重量(Kg/m)2 0.39 2.25 0.62 2.25 0.32 2.75 1.26 2.75 1.63 3.25 2.42 3.25 3.13 3.5 3.84 3.5 4.88 3.75 6.64 4 8.344 10.85 4.5 15.04 4.517.81加厚钢管壁厚(mm)2.5 2.75 2.75 3.25 3.5 4 4 4.25 4.5 4.5 4.75 5 5.5 5.5理论重量(Kg/m)0.46 0.73 0.97 1.45 2.01 2.913.784.58 6.16 7.88 9.81 13.44 18.2421.63篇二:钢管外径及壁厚允许偏差不锈钢管外径及壁厚允许偏差1. GB12770-2002 机械结构用不锈钢焊接钢管........................(2) 2. DIN-17455(1999-02):通用圆形不锈钢焊管..........................(3) 3. EN10217-7(2005版本):承压用焊接钢管-交货技术条件(第7部分:不锈钢管).. (3)4. GB12771-2000流体输送用不锈钢焊接钢管………………………(4)5. HG20537 管壳式换热器用奥氏体不锈钢焊接钢管技术要求…...(5)6. QBT2072.3-1994制糖机械,压力容器通用零部件,换热器用奥氏体不锈钢焊接钢管……………………………………………………….(6)7. ASTM A312 (Designation:A312/A 312M - 04b):无缝管,焊接和冷加工奥氏体不锈钢管标准说明书………………..…………………...(6)8. HGT 20537.3-1992化工装置用奥氏体不锈钢焊接钢管技术要求(7)9. HGT 20537.4-1992化工装置用奥氏体不锈钢大口径焊接钢管技术要求…………………………………………………………………….(7) 10. A 249/A 249M-03锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管标准规范…………………………………………………………(8) 11.A 688/A 688M-03 给水加热器焊接奥氏体不锈钢管标准规范 (9)GB12770-2002 机械结构用不锈钢焊接钢管DIN-17455(1999-02):通用圆形不锈钢焊管EN10217-7(2005版本):承压用焊接钢管-交货技术条件(第7部分:不锈钢管)GB12771-2000流体输送用不锈钢焊接钢管HG20537 管壳式换热器用奥氏体不锈钢焊接钢管技术要求篇三:管材外径和壁厚允许偏差管材外径和壁厚允许偏差一、镀锌钢管(焊接钢管):。
国标焊接钢管规格表
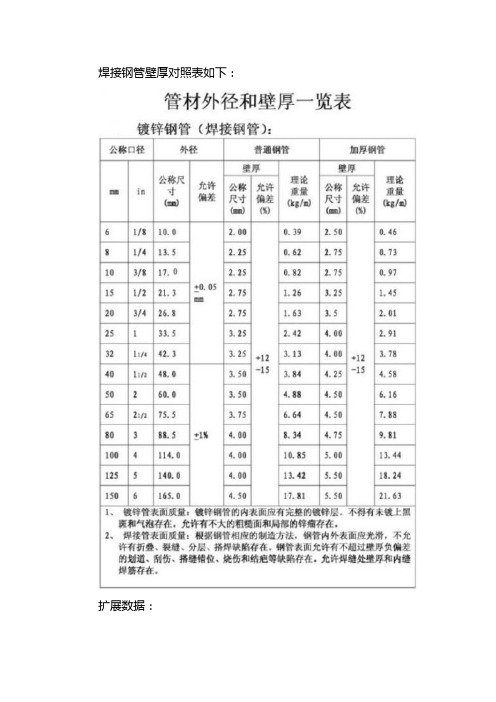
焊接钢管壁厚对照表如下:扩展数据:焊接钢管的焊接技巧1,前提是打磨必须在焊接位置磨掉锌涂层,否则会产生气泡,沙孔和虚假焊接。
这也会使焊缝变脆和变硬。
2,镀锌钢的焊接特性镀锌钢通常在低碳钢上镀锌,锌镀层的厚度通常为20um。
锌的熔点为419°C,沸点约为908°C。
在焊接中,锌熔化成液体并漂浮在熔池表面或焊缝根部。
锌在铁中具有很大的固溶性,液态锌会沿晶界深深腐蚀焊缝金属,从而导致低熔点锌的“液态金属脆化”。
同时,锌和铁会形成金属间脆性化合物。
这些脆性相降低了焊接金属的可塑性,并在拉伸应力下引起裂纹。
如果对角焊缝进行焊接,尤其是T型接头的角焊缝,则很容易产生裂纹。
在镀锌钢的焊接过程中,槽表面和边缘上的锌层在电弧热的作用下会氧化,熔化,蒸发甚至挥发出白烟和蒸汽,这很容易造成焊接孔隙。
氧化形成的ZnO的熔点高于1800°C。
如果焊接过程中的参数过小,则会导致ZnO夹杂熔渣。
因为Zn成为脱氧剂。
生成FeO MnO或Feo-mno-sio2低熔点氧化物夹杂物。
其次,由于锌的蒸发,会散发出大量的白烟和灰尘,这会刺激并损害人体。
因此,必须抛光焊接接头上的锌涂层。
3,焊接过程控制镀锌钢的焊接前准备与普通低碳钢相同。
必须小心处理沟槽尺寸和附近的锌涂层。
为了焊透,凹槽尺寸应适当,一般为60〜65°,并应留有一定的间隙,一般为1.5〜2.5mm;为了减少锌对焊缝的渗透,可以在焊接前去除凹槽中的锌涂层。
在实际工作中,采用无钝边的集中倒角工艺进行集中控制,两层焊接工艺减少了不完全熔深的可能性。
焊条应根据镀锌钢管的基材选择。
由于易于操作,J422通常用于低碳钢。
焊接方法:在进行多层焊接的第一层焊接时,应尝试使锌层熔化并使之蒸发并从焊缝中蒸发掉,这样可以大大减少残留在焊缝中的液态锌。
在角焊缝焊接中,锌层应在第一层中尽可能多地熔化,并从焊缝中蒸发掉。
方法是将电极的末端向前移动约5〜7mm,然后在熔化锌层后返回到原始位置并继续向前焊接。
国标钢管规格表
国标钢管规格表
国标钢管规格表
为了方便广大用户了解国标钢管的相关知识,特编写本文介绍国标钢管的规格表,请大家参考。
一、焊接钢管
1、无缝钢管
2、直缝钢管
二、钢管分为:管壁厚度和直径
1、管壁厚度
通常钢管的壁厚用毫米表示,也有一部分厂家用英寸表示。
其中国内市场上常用的规格有以下几种:
2、钢管直径
通常钢管的外径用毫米表示,也有一部分厂家用英寸表示。
其中国内市场上常用的规格有以下几种:
三、常见的国标钢管规格
1、方管规格
2、矩形管规格
3、圆管规格
四、钢管制造工艺
1、焊接工艺
2、热轧工艺
3、冷拔工艺
4、锻造工艺
五、钢管表面处理
1、质量等级
2、内表面处理
3、外表面处理
六、使用范围
1、结构用钢管
2、流体用钢管
3、石油和天然气输送用钢管
4、化工管道用钢管
5、热交换器用钢管
6、低压流体输送用钢管
7、机械制造用钢管
八、钢管的包装和运输
样品制作的钢管需工厂进行打包,确保钢管不受外界的撞击和刮擦,并在运输时进行固定以避免钢管翻滚或挤压等情况的发生。
以上就是国标钢管的规格表介绍,希望对大家有所帮助。
国标焊管及镀锌管规格重量表
125 140.0 7.50 1.028 1.023150 165.0 7.50 1.028 1.023说明:W=C*[0.02466*(D-S)*S]W--镀锌管每米重量:kg/mC--镀锌管比黑铁管增加的重量系数D--黑铁管的外径S--黑铁管的壁厚W=0.02466*S*(公称外径-S)镀锌钢管每米重量=0.02466x壁厚x(外径-壁厚)X1.06镀锌管也是钢材,表面度了一层薄薄得锌,密度7.85kg/cm3钢管的重量=0.25×π×(外径平方-内径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8 所以,钢管的重量=0.25×3.14×(外径平方-内径平方)×L×7.8 * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢的密度为:7.85g/cm3钢材理论重量计算钢材理论重量计算的计量单位为公斤(kg )。
其基本公式为:W(重量,kg )=F(断面积mm2)×L(长度,m)×ρ(密度,g/cm3)×1/1000各种钢材理论重量计算公式如下:名称(单位)计算公式符号意义计算举例圆钢盘条(kg/m)W= 0.006165 ×d×dd = 直径mm直径100 mm 的圆钢,求每m 重量。
每m 重量= 0.006165 ×1002=61.65kg螺纹钢(kg/m)W= 0.00617 ×d×dd= 断面直径mm断面直径为12 mm 的螺纹钢,求每m 重量。
每m 重量=0.00617 ×12 2=0.89kg方钢(kg/m)W= 0.00785 ×a ×aa= 边宽mm边宽20 mm 的方钢,求每m 重量。
每m 重量= 0.00785 ×202=3.14kg扁钢(kg/m)W= 0.00785 ×b ×db= 边宽mmd= 厚mm边宽40 mm ,厚5mm 的扁钢,求每m 重量。
国标焊接钢管规格表
焊管:焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。
焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
简介:概述20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提升,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。
焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。
按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。
根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
产品标准焊管常用材质为:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。
因其焊接形式的不同分为直缝焊管和螺旋焊管两种。
因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
焊管因其材质和用途不同而分为如下若干品种:GB/T3091-2008(低压流体输送用焊接钢管):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。
其代表材质为:Q235A级钢。
GB/T14291-2006(矿用流体输送焊接钢管):主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。
其代表材质Q235A、B级钢。
GB/T12770-2002(机械结构用不锈钢焊接钢管):主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。
其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb 等。
国标焊接钢管规格表
焊接:焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。
除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。
无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。
焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
焊管:焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。
焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
简介:概述20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提升,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。
焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。
按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。
根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
产品标准焊管常用材质为:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。
因其焊接形式的不同分为直缝焊管和螺旋焊管两种。
因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
焊管因其材质和用途不同而分为如下若干品种:GB/T3091-2008(低压流体输送用焊接钢管):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国标焊接钢管规格表
扩展资料:
焊接钢管的焊接技巧
一、前提是要打磨
必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。
还会使焊缝变脆,刚性下降。
二、镀锌钢的焊接特点
镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。
锌的熔点在419°C,沸点908°C左右。
在焊接中,锌融化成液体浮在熔池表面或在焊缝根部位置。
锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。
同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。
如果焊接角焊缝,尤其是T形接头的角焊缝最容易产生穿透裂纹。
镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。
由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。
由于Zn成为脱氧剂。
产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。
其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。
三、焊接工艺控制
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。
为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。
在实际工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。
焊条应根据镀锌钢管的基体材
质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法:在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。
在焊角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝。
其方法是先将焊条端部向前移出约5~7mm左右,当使锌层融化后再回到原来位置继续向前施焊。
再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量。