台达-A2 伺服电子凸轮使用
Delta_ASDA-A2_M_SC_20130603操作手册-第四章 面板显示及操作

第四章面板显示及操作本章说明ASDA-A2系列伺服驱动器的面板状态显示及各项操作说明。
4.1 面板各部名称第四章 面板显示及操作 ASDA-A2系列4.2 参数设定流程(1) 驱动器电源投入时,显示器会先持续显示监视变量符号约一秒钟。
然后才进入监控模式。
(2) 按MODE 键可切换参数模式→监视模式→异警模式,若无异警发生则略过异警模式。
(3) 当有新的异警发生时,无论在任何模式都会马上切到异警显示模式下,按下MODE 键可切换到其他模式,当连续20秒没有任何键被按下,则会自动切换回异警模式。
(4) 在监视模式下,若按下UP 或DOWN 键可切换监视变量。
此时监视变量符号会持续显示约一秒钟。
(5) 在参数模式下,按下SHIFT 键时可切换群组码。
UP /DOWN 键可变更后二字符参数码。
(6) 在参数模式下,按下SET 键,系统立即进入编辑设定模式。
显示器同时会显示此参数对应的设定值,此时可利用UP /DOWN 键修改参数值,或按下MODE 键脱离编辑设定模式并回到参数模式。
(7) 在编辑设定模式下,可按下SHIFT 键使闪烁字符左移,再利用UP /DOWN 快速修正较高的设定字符值。
(8) 设定值修正完毕后,按下SET 键,即可进行参数储存或执行命令。
(9) 完成参数设定后,显示器会显示结束代码「SAVED 」,并自动回复到参数模式。
第四章面板显示及操作 ASDA-A2系列4.3 状态显示4.3.1 储存设定显示当参数编辑完毕,按下SET储存设定键时,面板显示器会依设定状态持续显示设置状态符号一秒钟。
4.3.2 小数点显示4.3.3 警示信息显示4.3.4 正负号设定显示第四章面板显示及操作 ASDA-A2系列4.3.5 监控显示驱动器电源输入时,显示器会先持续显示监控显示符号约一秒钟。
然后才进入监控模式。
在监控模式下可按下UP或DOWN键来改变欲显示的监视变量,或可直接修改参数P0-02来指定监视代码。
台达A2系列伺服电机调试步骤(2019.7.12)

第七轴通过伺服电机运行的调试步骤一、概述此文档将介绍如何通过西门子PLC来控制伺服电机的正转、反转、以某一速度进行绝对位置的定位以及电机运行错误后如何复位,伺服驱动器如何设置参数等一些最基本的伺服电机的运行操作步骤。
二、需准备的材料1、西门子S7-1200系列PLC一台(我们准备的S7-1200 CPU1215C DC/DC/DC)2、台达伺服电机ECMA-L110 20RS一台3、台达伺服控制器ASD-A2-2023-M一台4、威纶通触摸屏MT-8012IE一台5、博途V15设计软件6、威纶通EBproV6.0设计软件三、调试步骤及简单说明调试之前首先将所有设备按照安装说明书上控制接线部分的介绍正确的接入电源,所有设备中需要特别注意的是伺服控制器的进线是三项220V 的电压。
建议先让伺服电机在无负载的作用下正常运作,之后再将负载接上以免造成不必要的危险,伺服驱动器的控制用CN1信号端口来接线控制(CN1端口如何接线将提供接线图来接线)。
1、伺服驱动器的参数设置1)、伺服驱动器面板介绍2)、启动电源面板将显示以下几种报警画面,根据需要将参数调整到位。
画面一:将参数P2-15、P2-16、P2-17三个参数设定为0画面二:将参数P2-10~P2-17参数中没有一个设定为21 画面三:将参数P2-10~P2-17参数中没有一个设定为233)、以上步骤调整好之后可以利用JOG寸动方式来试转电机和驱动器,操作步骤如下图4)、JOG模式调试正常后,在通过PLC控制伺服电机运转,需设定以下几个参数用来。
①、P1-01设定成Pt模式 00000②、P1-00设定成脉冲列+符号 00002③、P0-02 设置驱动器显示状态监视输入脉冲 01④、设定电子齿轮比P1-44(分子)和P1-45(分母)电子齿轮比需计算,计算方式如下:前提所需条件:a.产品所要达到的精度要求比如0.001mm,相当于一个脉冲想走的距离0.001mm;b.行走速度200mm/s,PLC最大发脉冲数2000000*0.001(目前伺服电机最快20m/min)c.电机编码器分辨率1280000P/Rd.齿轮分度圆直径63.66mme.减速机速比10f.m/n电机轴与负载轴的机械减速比⑤、将P1-44设为8400,P1-45设为3183⑥、重新启动伺服驱动器,即可。
台达电子凸轮设计解读

枕式药剂包装机结构实际图: 送料轴 送膜轴 色标检测 纵缝箱
5
膜位调节器
横封刀位置调 节器
横封切刀轴 横封加热体
• ASDA-A2 SOLUTION
枕式药剂包装机的工艺原理
枕式药剂包装机效果展示:
包裝膜
送膜轴
切刀轴
送料軸
枕料
6
•
ASDA-A2 SOLUTION
枕式药剂包装机控制结构
枕式药剂包装机控制结构:
•
ASDA-A2 SOLUTION
枕式药剂包装机控制参数设定
全闭环参数设定:
P1-74 光学尺全闭环功能控制开关
参数功能介绍:
全闭环功能开关 OA/OB/OZ输出来源选择 光学尺回授正反相选择 未使用 全闭环功能开关
设定1实现全 闭环功能及龙 门同动功能
OA/OB/OZ输出来源选择
实现BYpass控制
ASDA-A2 SOLUTION
2009/12
1
A2运动控制枕式包装机
枕式包装机是一种卧式三面封口,自动完成制袋、填 充、封口、切断,要实现高速包装,横封刀必须采用伺服 的电子凸轮功能,运用台达A2高性能伺服控制器所内建 的电子凸轮完全可以达到客户的要求。 目前市面的国产全自动枕式包装机采用PLC控制、变 频调速,机械联动 ,运动曲线是由机械的凸轮来实现的, 机械加工、安装复杂,运行噪音大,效率低。 如今市面上所讲的伺服控制全自动枕式包装机也是采 用PLC控制伺服电机运动,其精度也不是非常的稳定,代 价相当的高,由于运算处理时通过PLC来实现务必造成实 时性落差。 台达目前在枕式包装机上解决方案是用内建的运动 控制功能、同步抓取修正功能、BY-PASS功能完全脱离 上位机控制的只需要简单的参数设置就能实现枕包装机的 工艺要求,而且速度快、精度高、一致性好等特点。
台达A2系列伺服电机调试步骤(2019.7.12)
第七轴通过伺服电机运行的调试步骤一、概述此文档将介绍如何通过西门子PLC来控制伺服电机的正转、反转、以某一速度进行绝对位置的定位以及电机运行错误后如何复位,伺服驱动器如何设置参数等一些最基本的伺服电机的运行操作步骤。
二、需准备的材料1、西门子S7-1200系列PLC一台(我们准备的S7-1200 CPU1215C DC/DC/DC)2、台达伺服电机ECMA-L110 20RS一台3、台达伺服控制器ASD-A2-2023-M一台4、威纶通触摸屏MT-8012IE一台5、博途V15设计软件6、威纶通EBproV6.0设计软件三、调试步骤及简单说明调试之前首先将所有设备按照安装说明书上控制接线部分的介绍正确的接入电源,所有设备中需要特别注意的是伺服控制器的进线是三项220V 的电压。
建议先让伺服电机在无负载的作用下正常运作,之后再将负载接上以免造成不必要的危险,伺服驱动器的控制用CN1信号端口来接线控制(CN1端口如何接线将提供接线图来接线)。
1、伺服驱动器的参数设置1)、伺服驱动器面板介绍2)、启动电源面板将显示以下几种报警画面,根据需要将参数调整到位。
画面一:将参数P2-15、P2-16、P2-17三个参数设定为0画面二:将参数P2-10~P2-17参数中没有一个设定为21 画面三:将参数P2-10~P2-17参数中没有一个设定为233)、以上步骤调整好之后可以利用JOG寸动方式来试转电机和驱动器,操作步骤如下图4)、JOG模式调试正常后,在通过PLC控制伺服电机运转,需设定以下几个参数用来。
①、P1-01设定成Pt模式 00000②、P1-00设定成脉冲列+符号 00002③、P0-02 设置驱动器显示状态监视输入脉冲 01④、设定电子齿轮比P1-44(分子)和P1-45(分母)电子齿轮比需计算,计算方式如下:前提所需条件:a.产品所要达到的精度要求比如0.001mm,相当于一个脉冲想走的距离0.001mm;b.行走速度200mm/s,PLC最大发脉冲数2000000*0.001(目前伺服电机最快20m/min)c.电机编码器分辨率1280000P/Rd.齿轮分度圆直径63.66mme.减速机速比10f.m/n电机轴与负载轴的机械减速比⑤、将P1-44设为8400,P1-45设为3183⑥、重新启动伺服驱动器,即可。
Delta_ASDA-A2_M_SC_20130603操作手册-第三章 配线

下列为接线时必须特别注意的事项: 1) 当电源切断时, 因为驱动器内部大电容含有大量的电荷,请不要接触 R、 S、 T 及 U、 V、 W 这六条大电力线。请等待充电灯熄灭时,方可接触。 2) R、 S、 T 及 U、 V、 W 这六条大电力线不要与其他信号线靠近, 尽可能间隔 30 公分 (11.8 英寸)以上。 3) 如果编码器 CN2 或是位置反馈信号接头 CN5 联机需要加长时, 请使用双绞并附屏蔽接 地的信号线。请不要超过 20 公尺(65.62 英尺) ,如果要超 过20 公尺,请使用线径大 一倍的信号线,以确保信号不会衰减太多。关于 20 公尺线长的编码器配线规格,请使 用芯线尺寸 AWG26, 并符合 UL 2464 规范的金属编织双绞屏蔽线 (Metal braided shield twisted-pair cable) 。 4) 当使用 CANopen 时,请使用具备双绞线 SHIELDING 的标准接线,以确保通讯质量。 5) 线材选择请参考 3.1.6 节。
9 6 3 8 5 2 7 4 1 3 6 9 2 5 8 1 4 7
Encoder 连接头
此端视入
此端视入
HOUSING:AMP (1-172161-9)
Revision Jun, 2013
3-9
第三章 配线ASDA-A2 系列
编码器连接头规格及定义:
编码器引出线 的连接头
Housing : AMP(1-172161-9)
3-7
第三章 配线ASDA-A2 系列
电机型号
U、V、W /电磁刹车连接头
端子定义
ECMA-F118553 (5500W) ECMA-F118753 (7500W) ECMA-F1221B3 (11kW) ECMA-F1221FS (15kW)
台达A2伺服配线及操作

配线及操作模式公司:中达电通股份有限公司部门:运动控制产品处(IMS)日期:2013年12月01主要内容2伺服配线及操作接口功能及典型接线 面板操作介绍控制功能位置模式 速度模式 扭矩模式 混合模式D/I 功能伺服配线电源回生电阻上位控制器第二路反馈Can 总线接口扩展DI接口动力及编码器反馈个人电脑通讯主机CN1连接器实物图此图为连接件背面端子号码及信号名称NC为内部使用,请勿连接任何器件DI/DO为数字输入/输出端子,其功能可自由设定,详见DI/DO功能设置CN2连接器电机输出线CN6终端电阻终端电阻参数设置流程报警记录查看寸动操作在SERVO ON状态下进入参数模式P4-05按SET键调整速度按SET键正反向寸动台达伺服可以在多种模式下进行控制单一模式支持速度,位置,扭矩模式同时支持在不同模式间进行转换支持总线CANopen控制控制模式选择参数P1-01模式选择需在SERVO OFF状态,系统需重新上电1.Pt位置模式P1-01=0,设置驱动器为外部位置(Pt)模式P1-00:用来设置外部输入脉冲的型式脉冲型式滤波宽度逻辑型式2.内部位置模式P1-01=1设置驱动器为内部寄存器位置控制模式驱动器提供64组寄存器,可供用户进行规划,通过I/O或通讯的方式选择要执行的路径速度模式速度模式应用于精密速度控制场合命令源分两种:模拟量(+/-10V)、内部寄存器命令内部寄存器速度命令可以通过通讯方式随时进行更改通过合理的增益调整可以实现高响应,高精度速度控制相关参数速度命令选择P1-01=2为S模式P1-01=4为Sz模式具体命令来源见下表速度模式架构命令处理单元架构。
台达A2伺服在模切机上的应用

台达A2伺服在模切机上的应用前言:模切机是模切压痕设备的统称。
模切包括按模板压痕和按模板压切。
用钢刀将印品压切成单个图形的产品称作模切;利用钢线在印品上压出痕迹或者留下弯折的槽痕称作压痕。
模切主要用于商标,不干胶及电子行业。
模切机对生产速度和精度要求很高,目前市场上用的较多的控制架构是PLC 发脉冲控制伺服或步进;本文提供另一种新颖的方法,介绍A2伺服的PR 模式用在平压平型模切机上。
一、 设备主要结构光电传感器拖料信号拖料伺服实际照片如下图:平压平型模切机的模切版台和压切机构的形状都是平板状的。
模切版被固定在平整的版台上,被加工板料放在压板上。
工作时,模切版台固定不动,压板通过曲轴连杆作用往复运动,使得版台与压板不断地离合。
当版台与压板与开时,给一拖料信号给A2伺服,A2伺服按照要求送一次料。
之后,版台与压板合压一次,便实现一次模切。
二、工艺流程模切机的工作流程模式有程控和光控,光控相对复杂。
1.光控模式:用在材料上有色标的场合,要求每次切割位置相对色标是固定的。
光控的过程如下(参考下图):当A2伺服收到拖料信号后,开使进行送料,在走的过程中,如果已送料的长度小于盲区长度的大小,此时,即使有色标信号,伺服也不理会;当已送料长度大于盲区长度后,伺服捕捉此后出现的第1个色标,当碰到色标信号后,伺服以碰到色标的位置为起点,再走窗口的距离,然后停止。
如果,色标信号一直不出现,伺服就以一开始的速度走设定的送料长度。
2、程控模式:一般用在材料上没有色标的场合,当A2伺服收到拖料信号后,伺服走一固定的距离,也就是设置的送料长度。
三、功能实现目前世面上大多数模切机的控制由PLC发脉冲控制步进或普通伺服,盲区和窗口都是由PLC判断,此种方式的缺点在于,当PLC碰到色标后再发指定窗口脉冲数,即使发的窗口脉冲数是正确的,由于伺服存在跟随误差,最终的切割位置还是会有所偏离色标信号。
为避免这种情况,一般PLC程序会做处理,也就是当碰到色标信号后,先发出CCLR信号(清除脉冲误差量),同时发出窗口的脉冲数,这可以提高部分精度。
A2伺服特殊应用

教材使用對象說明
教材等級
進階級,熟悉台逹伺服產品A2的操作與設定,此教材將 針對A2的特殊應用與成功案例做深入研討
版本
Revision: 6/1/2009
內容大綱
全閉環的使用
介紹、設定、調機
龍門同步控制
介紹、設定、調機
全閉環的使用-1
為何使用全閉環
1. 降低機械傳動的背隙與撓性的影響 2. 確保機械終端定位精準
CH1 主編碼器脈波量為 1404853 CH2 光學尺回授脈波量為 10975
A2的主編碼器轉一圏的實際回授脈波量為1280000 pulse/rev, 則計算如下:
1404853 pulse 主編碼器一段距離脈波量
10975 pulse 光學尺一段距離脈波量
1280000 pulse/rev 主編碼器一圏脈波量
FALSE
END
ALM 40
全閉環的使用-12
P1-74光學尺全閉環功能控制開關
當所有的設定都妥當後,可以將P1-74.X=1,開啟全閉環的 使用功能,此功能除了為全閉環的開關外,還兼具了脈波傳
遞與反相的功能
光學尺
輔助編
CN5
碼器
P1-74.Z 光學尺回 授正反相
P5-16 軸位置輔助編碼器
P5-18 軸位置脈波命令
因為光學尺在馬逹一圏的回授量與主編碼器的回授量不同, 此參數的設定係以光學尺的回授為基準,驅動器內部會將兩 者之間的量比例換算
主編碼器到命令點 所回授的脈波數 (馬逹一圏回授 1280000 個脈波)
驅動器 比例轉換
光學尺到命令點 所回授的脈波數 (馬逹一圏回授
P1-72個脈波)
TURE
台达学习资料A2 特殊应用

龍門同步控制-3
對軟機構如何對位
當龍門同動機構不是非常剛硬時,必需考慮到初始的對位問 題,台逹有提供可行的上位機對位方式,在原點的位置,將 於兩軸側各裝有一對位檢測器,在移動平台上,裝有檢測片
對位檢測器 馬蹄型光電開關
龍門同步控制-4
對位檢測器的動作說明
當在龍門移動機構上的檢測片未到檢測器的位置時,電機 高速移動,當遇到檢測器時,電機慢速,當脫離檢測器時, 電機停止,此為對位點
P1-72馬逹一圏光學 尺所產出的脈波數 主編碼器 光學尺 P1-73 全閉 控制
P1-75
P1-74光學尺 啓用開關 半閉 控制
控制器內 部迴路
全閉環的使用-4
PC示波器設定
首先,先確定主編碼器與光學尺的回授脈波的一致性 (脈 波的正負方向需相同) 1. P1-74.X=0,關閉全閉環功能 2. P1-72=80000,先設定為最大值 3. 開啟PC示波器,設定如下,其中位置0x3F9060為光學 尺的回授脈波量,兩監視量皆為32 bits的數值
J-L=?
J-L=?
龍門同步控制-16
請以ASDA Soft 自動頻寛測試,在慣量比選定後,慢慢的將 頻寬加大,直到系統出現異聲或抖動,然後再往下調整,到 不抖動或無異聲,此即為系統最大頻寬,必須對兩軸同時進 行此動作
最大頻寬測
龍門同步控制-17
龍門運轉機制
龍門的同動控制器將與原本的控制迴路共用頻寬,即龍門會 與原來的系統共享計算器的資源,所以,最大頻寬必須妥適 的分配給原本的控制迴路與同動控制器
為何使用全閉環
1. 降低機械傳動的背隙與撓性的影響 2. 確保機械終端定位精準
鬆
緊 緊
鬆
全閉環的使用-2
台达ASDA-A2R伺服线性马达型录

KEY DETAILS
4-Z PCD -LA
T
L C
W
T-N 曲線
1)機構尺寸單位為公厘mm 2)機構尺寸及重量變更恕不另行通知
3)
為軸端仕樣/煞車或油封編號4)伺服馬達型號中之
編碼器型式, =1增量型,20-bit ; =2
代號
M
U
L
F
全閉環
O
O
O
O
CANopen
X
O
X
X
電子凸輪
O
O
X
X
X
X
擴充槽
O
X
M:CANopen
含通訊網路。
F: DMCNET軸卡專用。
U:CANopen
L:
除外,一切功能皆包含。
不含電子凸輪,單純伺服功能。
DMCNET
X
O
X
X
ECMA馬達規格 低慣量系列
*1 規格中之額定扭矩值為安裝於下列散熱片尺寸且環境溫度為0~40°C時的連續容許轉矩值:
► 可用於飛剪、追剪、或其它需要主從控制
的場合。
高靈活性的內部位置編程模式
► ASDA-Soft
軟體提供內部參數編輯功能,方便規劃路徑行程。► PR 模式提供64點,可規劃多點連續運動。
► 可中途改變終點位置,各區間速度與加減速命令。► 提供
35種的原點復歸模式 / 程式跳耀模式 / 參數寫入模式 / 速度模式 /位置模式等共5大模式。
1) 驅動器型號後之為ASDA A2-R機種代碼,請參照實際購買產品之型號資訊。
2) 伺服馬達型號中之△為編碼器型式。△=1增量型,20-bit;△=2增量型,17-bit。
台达A2伺服 运动控制功能

資料陣列
A2新增的資料儲存區域,可以由使用者自由規劃位置, 儲存CAPTURE、COMPARE與ECAM等資料
驅動器資訊-2
系統參數
面版上顯示格式為PX-XX,其資料可讀寫,可由面版按 鈕或通訊方式讀寫,資料為16位元或32位元(依參數而定)
由面板按鍵 設定參數
CAN Open 設定參數 MODBUS支援 RS485/RS232 設定參數 ASDA-SOFT USB 設定參數000 70000 80000 90000 10000
50000
馬逹 位置
0 10000 20000
執行中 命令 Cmd_E
30000 40000
60000
增量命令 60000
60000 70000 80000 90000 10000
50000
馬逹位置 CAP 動作
H H S3 L H L L H S3 E S2 H H E S1 L S3 L ERR H L ERR H H ERR
Y=0,返 回找Z
E S1
S2
Y=1,往 前找Z
S1
Y=2 ,不 找Z Z Pulse PL Signal
S2
ORG Signal
回原點模式-5
P5-04.X:4正轉直接尋找Z脈波作為復歸原點 P5-04.X:5反轉直接尋找Z脈波作為復歸原點 P5-04.Z:極限設定,0顯示錯誤、1方向反轉
00000
映射參數 1
監視變數
驅動器資訊-9
可在ASDA-Soft上,輕易操作監視變數
監視參數設定
資料陣列
驅動器資訊-10
資料陣列為A2系列專有資料暫存器,共有800筆,可提供 電子凸輸、CAPTURE與COMPARE儲存資料用,此資料 陣列對資料的放置位址並無強制規定,使用者必須自已 規劃此空間
A2系列伺服使用说明-慧控机电

为了方便作日常的检查、维护及了解异常发生之原因及处理对策,请妥善保管本说明书在 安全的地点,以便随时参阅。 注:请将此说明书交给最终之用户,以使伺服驱动器发挥最大效用。
ii
目
第一章 产品检查及安装
录
1-1 产品检查 ............................................................................................................................ 1-1 1-1-1 伺服驱动器机种确认................................................................................................. 1-1 1-1-2 伺服马达机种确认..................................................................................................... 1-2 1-1-3 伺服驱动器与伺服马达搭配对照表......................................................................... 1-2 1-2 伺服驱动器外观及面板说明 ............................................................................................1-8 1-3 伺服驱动器操作模式简介 .............................................................................................. 1-10 1-4 伺服驱动器安装环境条件与方法 .................................................................................. 1-11 1-4-1 安装环境条件 ........................................................................................................... 1-11 1-4-2 安装方向及间隔 ....................................................................................................... 1-12 1-5 伺服马达安装环境条件与方法 ......................................................................................1-13 1-5-1 安装环境条件 ........................................................................................................... 1-13 1-5-2 安装方式 ................................................................................................................... 1-13 1-5-3 其他注意事项 ........................................................................................................... 1-14
电子凸轮参数说明
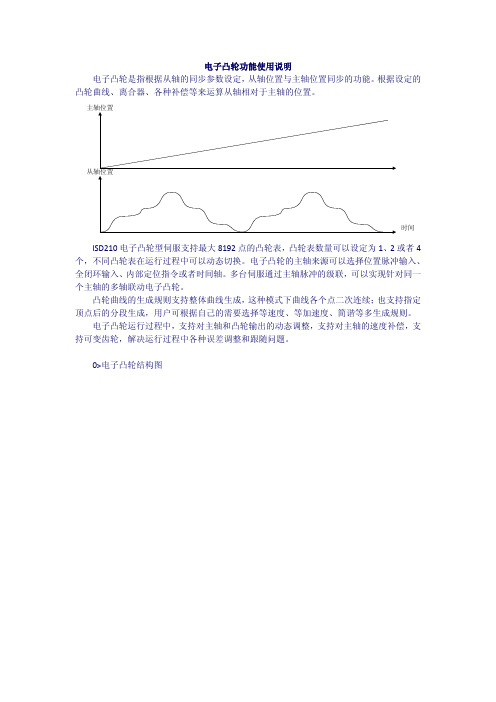
电子凸轮功能使用说明电子凸轮是指根据从轴的同步参数设定,从轴位置与主轴位置同步的功能。
根据设定的凸轮曲线、离合器、各种补偿等来运算从轴相对于主轴的位置。
时间ISD210电子凸轮型伺服支持最大8192点的凸轮表,凸轮表数量可以设定为1、2或者4个,不同凸轮表在运行过程中可以动态切换。
电子凸轮的主轴来源可以选择位置脉冲输入、全闭环输入、内部定位指令或者时间轴。
多台伺服通过主轴脉冲的级联,可以实现针对同一个主轴的多轴联动电子凸轮。
凸轮曲线的生成规则支持整体曲线生成,这种模式下曲线各个点二次连续;也支持指定顶点后的分段生成,用户可根据自己的需要选择等速度、等加速度、简谐等多生成规则。
电子凸轮运行过程中,支持对主轴和凸轮输出的动态调整,支持对主轴的速度补偿,支持可变齿轮,解决运行过程中各种误差调整和跟随问题。
0>电子凸轮结构图1>全局开关Pn[837] 电子凸轮开关电子凸轮开关Pn[837]电子凸轮使能开关0‐不使能1‐使能只有凸轮开关使能时,才能使用电子凸轮的各项功能。
凸轮开关关闭时,当前主轴位置、当前凸轮相位将被复位。
2>主轴Pn[838] 主轴来源选择Pn[839] 时间轴周期脉冲量Pn[840]、Pn[841] 当前主轴位置主轴来源选择Pn[838]选择电子凸轮的主轴0‐位置指令脉冲,可以来自低速脉冲口,也可以来自高速脉冲口,由参数Pn[407]‐Pn[416]配置1‐全闭环口脉冲,可以来自CN6上的全闭环脉冲,RS422电平标准,AB相2‐定位指令,可以来自PLC内部定位指令,主轴来源选择定位指令时,电子凸轮的输出位置调整功能无效3‐时间轴 ,可以来自时间轴,参考Pn[839]时间轴周期脉冲量Pn[839]主轴来源选择时间轴时,设定每0.5mS主轴的位置增量‐32768~32767当前主轴位置Pn[840]、Pn[841]反映凸轮使能后主轴的位置,‐2147483648~2147483647,超出范围后循环。
台达电子凸轮设计资料

•
ASDA-A2 SOLUTION
枕式包装机行业应用
工业用品 制药行业
生活用品行业
行业 应用
食品行业
纸巾行业
化妆品行业
3
•
ASDA-A2 SOLUTION
枕式药剂包装机的工艺原理
枕式药剂包装机工艺原理:
枕式药机包装机的送膜和送料可视为同步运行,送料和横切伺服控制器直接抓取膜 位色标信号进行位置检测,以确定送料的位置及横切的位置,薄膜经过拉膜轮及纵缝 装置后形成了筒膜,同时物料被送进筒膜内,一起向前经过横封横切部位,由电子凸 轮控制的的横封横切刀对筒膜进行横向封切,输出包装成品,在此期间通过A2伺服自 己的同步抓取修正或者拉膜轮进行了裁切位置调整。
枕式药剂包装机动作流程:
送膜/切刀 轴回原点 PR路径执行 完成参数设置 啮合信 号DI7输入 电子凸 轮启动
切刀伺服PR路径设置(同步抓取修正,抓色标):
PR#0 原点复归 AUTO P6-01=0 PATH:7 PR#7 定位(ABS) AUTO P6-15=0 PR#3 写参数 AUTO P5INS 39=0X020 PR#8 定位(REL) AUTO P617=125000 PR#9 JUMP: JUMP P6-17 INT =1 PR#1 写参数 AUTO P5INS 97=0X00
送料轴
• ASDA-A2 SOLUTION
枕式药剂包装机的控制原理
枕式药剂包装机控制原理:
送膜轴 此轴采用速度控制,作为整个系统的主轴。下达脉冲命令给切刀轴和送料轴, 下达的脉冲命令线数有P1-46设置来决定。 切刀轴 以PR模式(内部位置控制模式)内建的电子凸轮跟随主轴运行,脉冲来源为 送膜主轴的OA,/OA;OB,/OB,采用凸轮自动飞剪同步方式进行同步控制,当 伺服控制器检测到色标光电S1信号,凸轮启动运转,在运转过程中,伺服控制 器会抓取S1的信号,利用内建的同步抓取修正轴(色标补偿功能),调节凸轮速 度,保证精准的裁切位置。 送料轴 以PR模式(内部位置控制模式)内建的电子凸轮跟随主轴运行,脉冲来源为 送膜主轴的OA,/OA;OB,/OB,采用手动凸轮建表方式建表进行同步控制,当 伺服控制器检测到色标光电S1信号,凸轮启动运转,在运转过程中,伺服控 制器会抓取S1的信号,利用内建的同步抓取修正轴(色标补偿功能),调节凸轮 速度,保证精准的裁切位置。 切刀轴和送料轴的命令来源都是有送膜轴的OA,/OA;OB,/OB输出给定, 根据参数P1-74的设置来决定。
台达伺服说明书

機械與伺服電機的組合試運行
! 注意
為了避免意想不到的事故,需進行伺服電機的無負載試運行,分開連軸器及皮帶 等,使伺服電機處於單獨的狀態,在伺服電機和機械連接後運轉,如果發生操作 錯誤,則不僅僅會造成機械的損壞,有時還可能導致人身傷害。
序言-3
目錄
第一章 產品檢查與型號說明
1-1 產品檢查….……………………………………………………………………….…… 1-1 1-2 產品型號對照……………………………………………………………………….…… 1-2
第三章 配線
3-1 週邊裝置與主電源迴路連接 ………………………………………………………….3-1 3-1-1 週邊裝置接線圖 ………………………………………………………………….3-1 3-1-2 驅動器的連接器與端子 ………………………………………………………….3-2 3-1-3 三相電源接線法 ………………………………………………………………….3-3 3-1-4 單相電源接線法 ………………………………………………………………….3-4 3-1-5 電機 U、V、W 引出線的連接頭規格 …………………………………………….3-5 3-1-6 編碼器引出線連接頭規格 ………………………………………….…………...3-6 3-1-7 線材選擇 ……….……………………………………………………………….3-7
1-2-1 伺服驅動器 ASD-A 系列 ……………………………………………………….. 1-2 1-2-2 電機系列 …………………………………………………………………………1-3 1-3 伺服驅動器與電機機種名稱對應參照表 ………………………………………………1-4 1-4 伺服驅動器各部名稱 ……………………………………………………………………1-5 1-5 伺服驅動器操作模式簡介 ………………………………………………………………1-6
台达电子凸轮设计资料 共38页

同步修正
色标检测
同步修正
送膜
成型
拉膜轮位 置调整
送料
填充
膜料纵向封口
电子凸轮 横封裁切
4 • ASDA-A2 SOLUTION
成品
枕式药剂包装机的工艺原理
枕式药剂包装机工艺原理:
枕式药机包装机的送膜和送料可视为同步运行,送料和横切伺服控制器直接抓取膜 位色标信号进行位置检测,以确定送料的位置及横切的位置,薄膜经过拉膜轮及纵缝 装置后形成了筒膜,同时物料被送进筒膜内,一起向前经过横封横切部位,由电子凸 轮控制的的横封横切刀对筒膜进行横向封切,输出包装成品,在此期间通过A2伺服自 己的同步抓取修正或者拉膜轮进行了裁切位置调整。
P5-79
凸轮启动前设置0
同步抓取修正之误差脉波数
P5-80
根据情况定
同步抓取轴修正之最大修正率
P5-39
0x0020
CAPTURE-启动控制
P5-88 P5-78
0x0251 随切长定
E-CAM:凸轮启动控制 同步抓取修正之间隔脉波数
P5-87
随切长定
E-CAM:命令前置长度
P5-96
随切长定
运动控制之巨集指令1
枕式药剂包装机结构实际图:
送料轴
膜位调节器
送膜轴 色标检测
横封刀位置调 节器
横封切刀轴
纵缝箱
横封加热体
5 • ASDA-A2 SOLUTION
枕式药剂包装机的工艺原理
枕式药剂包装机效果展示:
包裝膜
送料軸
枕料
送膜轴
切刀轴
6 • ASDA-A2 SOLUTION
枕式药剂包装机控制结构
枕式药剂包装机控制结构:
A2电子凸轮应用技巧

A2电子凸轮应用技巧摘要:台达ASDA-A2伺服内建的电子凸轮功能,在各个行业内的应用日趋广泛。
本文主要结合实际应用中不同问题的解决方案,介绍A2电子凸轮在实际应用中的窍门和技巧,以方便工程设计人员更好进行系统搭建和应用调试。
关键词: 误差补偿By-pass 切长比主轴脉冲正向递增1.A2伺服“一主多从”的连接“一主多从”有两种,第一种主轴为交流电机+编码器;另外一种为伺服主轴。
两种反方式下,A2伺服均提供两种连接方式。
当主轴为信号来源为外接编码器时,若使用CN5传递,不用去设定P1-73.方式1:主轴脉冲信号通过伺服CN1接口进行传递方式2:主轴脉冲信号通过伺服CN1和CN5接口进行传递2.电子凸轮主轴脉冲“正向递增”当主从硬件连接完成后,定义好电子凸轮启动控制参数P5-88后,不要看到凸轮轴可以动了,就认为没有问题了。
其实还有一个很重要的问题需要审视。
那就是凸轮主轴脉冲是否为正向递增。
因为凸轮主轴命令脉冲的“正向递增”是完成电子凸轮其它辅助功能,如前置,脱离,同步修正等功能的必要前提条件。
如果主轴脉冲不符合“正向递增”特性,调试中便会出现很多莫名其妙的问题。
那如何才能知道主轴脉冲的特性呢?A2伺服提供有凸轮主轴脉冲监视寄存器,即参数P5-86,可以通过观察P5-86来确认主轴脉冲是否为“正向递增”。
当主轴脉冲方向不正确时,在脉波by-Pass模式下,A2提供换相功能(用P1-03.Y),以利多台串接调整方向用,信号源CN1/CN5均有效,只需修改参数便可实现脉冲方向的调换。
如下图说明:3.飞剪模式下追随误差补偿追随误差补偿,在飞剪轮切应用过程中,到当由低速到高速运转过程中,会出现追随误差导致裁切滞后,即裁切点后偏现象。
针对此问题,A2伺服具有独特的解决方案,即飞剪追随误差动态补偿功能,运用此功能可以有效降低追随误差。
而此功能的应用设定非常简单,只要设定P1-36=1,并调整P2-53和P2-02即可实现此功能。
伺服的电子凸轮有什么?如何使用?动画展示“追剪、飞剪”!
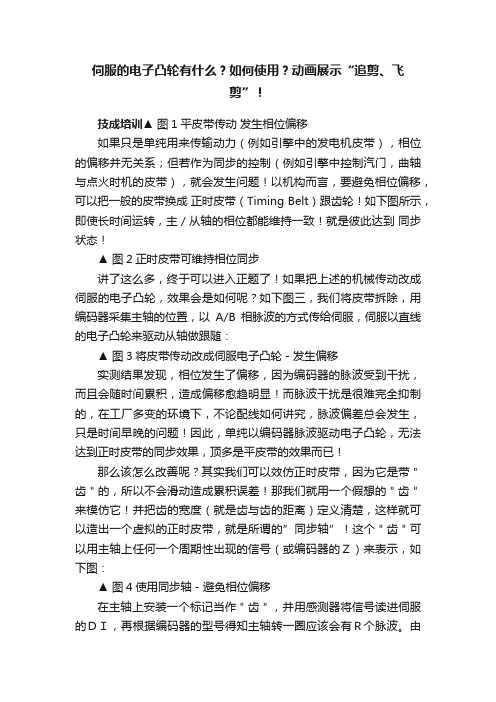
伺服的电子凸轮有什么?如何使用?动画展示“追剪、飞剪”!技成培训▲ 图1平皮带传动发生相位偏移如果只是单纯用来传输动力(例如引擎中的发电机皮带),相位的偏移并无关系;但若作为同步的控制(例如引擎中控制汽门,曲轴与点火时机的皮带),就会发生问题!以机构而言,要避免相位偏移,可以把一般的皮带换成正时皮带(Timing Belt)跟齿轮!如下图所示,即使长时间运转,主/从轴的相位都能维持一致!就是彼此达到同步状态!▲ 图2正时皮带可维持相位同步讲了这么多,终于可以进入正题了!如果把上述的机械传动改成伺服的电子凸轮,效果会是如何呢?如下图三,我们将皮带拆除,用编码器采集主轴的位置,以A/B相脉波的方式传给伺服,伺服以直线的电子凸轮来驱动从轴做跟随:▲ 图3将皮带传动改成伺服电子凸轮-发生偏移实测结果发现,相位发生了偏移,因为编码器的脉波受到干扰,而且会随时间累积,造成偏移愈趋明显!而脉波干扰是很难完全抑制的,在工厂多变的环境下,不论配线如何讲究,脉波偏差总会发生,只是时间早晚的问题!因此,单纯以编码器脉波驱动电子凸轮,无法达到正时皮带的同步效果,顶多是平皮带的效果而已!那么该怎么改善呢?其实我们可以效仿正时皮带,因为它是带"齿"的,所以不会滑动造成累积误差!那我们就用一个假想的"齿"来模仿它!并把齿的宽度(就是齿与齿的距离)定义清楚,这样就可以造出一个虚拟的正时皮带,就是所谓的”同步轴”!这个"齿"可以用主轴上任何一个周期性出现的信号(或编码器的Z)来表示,如下图:▲ 图4使用同步轴-避免相位偏移在主轴上安装一个标记当作"齿",并用感测器将信号读进伺服的DI,再根据编码器的型号得知主轴转一圈应该会有R个脉波。
由于一圈只有一个齿,所以齿的宽度就是R(单位是主轴的脉波)。
如此,只要伺服每感测到一个"齿",就知道应该要收到R个脉波,如果数量不对,就可加以补偿,让脉波总数一直跟齿数维持正确的关系,如此便可让主/从轴的相位永不偏移,保持同步!这功能在台达ASD-A2 与 ASD-M-R伺服里都已具备,在凸轮的主轴来源 P5-88.Y里,选择实体脉波相当于使用平皮带;选用同步轴就相当于使用正时皮带,非常方便!设定方式请参考 A2凸轮同步轴的设定方法!注:克服凸轮主轴脉波漏失还有其他方法,例如:1、采用虚拟主轴不会漏脉波,但是主轴也必须使用伺服马达,无法采用一般马达外加编码器的方式!2、利用凸轮对位虽然可以做到,但通常会保留给从轴的修正使用,因为从轴的误差补偿会用到!▲ 追剪功能▲ 飞剪功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
凸輪脫離後關掉電子凸輪 功能 (P5-88. X = 0)
Low Word UZ YX 0~8 0~2 0~5 0~1
脫離
P5-88.U=2 凸輪行走到達P5-89的
Bit
設定量後脫離且立即停止 (P5- 89)
P5-88.BA < > 0
脫離時呼叫P5-88.BA 所設定的PR
P5-88 .U=4 Bit
/ Opt B /OB /Opt B /OB
P1-74.B = 1
P1-74.B = 1
主動軸信號來源(6)
脈波控制流程圖
光學尺 輔助編碼器
馬達 主編碼器
CN5 CN2
P1-74 .C 光學尺回授
正反相
P5-17 軸位置輔助編碼器
內部電路
P5-18 軸位置脈波命令
P5-16
CN1
軸位置-
馬達
編碼器 0 1 1 2
主動軸: 主動軸訊號來源
P5-88.Y
離合器: 控制凸輪軸開始跟隨 主動軸運動的時機
P5-88.UZ, P5-87, P5-89
主動軸電子齒輪: 命令脈波解析控制
P5-83, P5-84
凸輪軸電子齒輪: 凸輪曲線對輸出訊號 的解析控制
P1-44, P1-45, P5-19
Delta Confidential
訊號強度回復,無衰減。
主動軸信號來源(4)
脈波 By-pass CN1 傳遞
•P1-74.B=2 是設定CN1為脈波by-pass訊號的來源
主動軸 CN1 OA, /OA, OB, /OB
Delta Confidential
凸輪軸 1 凸輪軸 1 凸輪軸 2 凸輪軸 2 凸輪軸 3凸輪軸 3
CN1 CN1
/Opt A , /OA, Opt B , OB , /Opt B /OB
P1-74.B = 1
凸輪軸 2 凸輪軸 2 凸輪軸 3 凸輪軸 3
CN 5 Opt A , /Opt A , Opt B ,
CN 1 OA , /OA, OB ,
CN 5 OptA , /Opt A , Opt B ,
CN1 OA , /OA , OB ,
離合器(5)
以Bit-OR多重選擇設定
•下圖顯示 Bit-OR 的組合
P5-88.U=8 凸輪脫離後關掉電子凸輪
Bit
功能 ( P5- 88.X= 0 )
P5-88 .U=1 Bit
DI點CAM OFF後脫離 (DI=0x36, DI Cam OFF)
P5-88 .U=2 凸輪行走到達P5-89的
Delta Confidential
脈波 (主軸)
離合器(8)
凸輪脫離嚙合與凸輪功能關閉
•當設定為凸輪功能關閉,即是完全不使用電子凸輪功能;關於凸輪 在脫離嚙合的狀態下,雖然馬逹停止,但此時的凸輪系統仍在運作, 持續在監看主動軸所送來的脈波(如在前置狀態或等待嚙合條件成立)
Delta Confidential
P1-74.B = 2
P1-74.B = 2 P1-74.B = 2
主動軸信號來源(5)
脈波 By-pass CN5 傳遞
•P1-74.B=1 是設定CN5為脈波by-pass訊號來源
主動軸 CN 1 OA, /OA , OB , /OB
Delta Confidential
凸輪軸 1 凸輪軸 1 CN 5 CN1 Opt A , OA,
凸輪曲線: 定義主動軸與凸輪軸 之間關係的函數
P5-81,P5-82,P5-85
電子凸輪輸出
主動軸信號來源(1)
6 種主動軸脈波來源
•其中兩種為虛擬訊號,其餘的四種為實體訊號
P5-88
High Word
電子凸輪 S 0 BA
參數設定 0~2 - 00~3F
Low Word U ZYX 0~8 0~2 0~5 0~1
脫離時呼叫P5-88.BA 所設定的PR
在P5-88.U=4 該設定不適用
OR
選其一
OR
當P5-88.U= 2, 4 或6 的情況下
脫離
離合器(6)
脫離條件(P5-88.U) 為 2 或6
•凸輪行走到達P5-89的設 定量時脫離。條件為2時, 凸輪軸會在凸輪脫離時的 位置停止。條件為6時,凸 輪脫離後凸輪軸會緩慢減 速至停止
•前置量是離合器在嚙合條件成立後到凸輪嚙合所延遲的脈波數,前 置量由兩個參數指定,P5-87 是初始前置量,即在第一次嚙合時所需 的前置量
PUU, 位置 (從軸)
嚙合條件成立 S0->S2
前置量到達
嚙合
.
S2->S1
脈波 (主軸)
S1 嚙合
S0 停止
達到P5-87 所定義的前置量
P5-88.Z條件成立
BA
0~2 - 00~3F
Low Word U ZY X 0~8 0~2 0~5 0~1
當凸輪啟動時立即嚙合 ( P5- 88. X=1)
DI點控制嚙合 (DI=0x36 , DI Cam ON )
利用抓取(Capture) 功能啟動
Delta Confidential
P5-88 .Z=0 P5-88 .Z=1 P5-88 .Z=2
電子凸輪簡介(1)
機械實體凸輪與電子凸輪
機械動力來源 主動軸輸入
脈波命令
機械凸輪
凸輪輸出
Delta Confidential
如果兩邊的輸出行為一致,伺服系統可用來取代機械凸輪
電子凸輪簡介(2)
什麼是電子凸輪?
•凸輪軸為主動軸的函數、此函數定義凸輪軸如何跟隨主動軸運動
輸入 主動軸
Delta Confidential
嚙合
離合器(3)
為何使用抓取(Capture)功能啟動凸輪嚙合
•抓取功能可以設計來啟動電子凸輪是因為此輸入點為高速輸入接點。 當抓取功能取得此一訊號,可以在同一時間內操作電子凸輪嚙合。抓 取功能得到的數值有時不使用
嚙合
Delta Confidential
DI7 P5-39
離合器(4)
脫離時機控制
PUU, 位置 (從軸)
當凸輪脫離時, 伺服將精確地 在這位置停止
P5-88.U=2
脫離時機的脈波數設定在參數 P5-89
脈波 (主軸)
PUU, 位置 (從軸)
P5-88.U=6
當凸輪脫離時, 伺服將會緩慢降速 停止在此位置附近
Delta Confidential
脫離時機的脈波數設定在參數 P5-89
脈波 By-pass
•有些應用需要數個從軸跟隨同一個主軸。ASDA-A2 提供了脈波 bypass 的功能,可以傳遞接收到的脈波訊號到下一個從軸。此時 ASDA-A2是當作中繼強波器使用,所以訊號不會有衰減的問題。訊 號傳遞每級的延遲為50 ns
50 ns = 0.00000005s 延遲
Delta Confidential
RUN
Stop
START
無作用的 電子凸輪系統 (關掉電子凸輪功能)
凸輪脫離的 電子凸輪系統
(空檔)
離合器(9)
P5-88.U設為8會關掉電子凸輪當脫離嚙合時
•若P5-88.U的Bit 3有設定,當凸輪脫離嚙合時,系統會自行關閉電 子凸輪功能
脫離
關掉電子凸輪系統
RUN
Stop
STAR T
Delta Confidential
S2 前置
Delta Confidential
離合器(12)
週期前置量
•當脫離條件設為4時,由P5-92定義週期前置量
PUU, 位置 (從軸)
P5-88.U=4. S1->S2
前置量到達 嚙合 S2->S1
脈波 (主軸)
S1
S0
嚙合
停止
P5-88.U= 4,且達到
P5-89設定的脈波量
達到P5-92定義 的前置量
High Word S 0 BA 0~2 - 00~3F
Low Word UZYX 0~8 0~2 0~5 0~1
P5- 88 .U 脫離
P5-88 .Z 嚙合
Delta Confidential
凸輪
凸輪
離合器(2)
嚙合時機控制
•控制離合器嚙合的三種條件
P5-88 電子凸輪設定
High Word
S0
•可以使用Bit-OR來設定多重選擇。條件2, 4 和 6 是彼此相排斥的; 也就是說,這三個條件中只有一個可以被選擇
P5-88 .U=0 Bit
P5-88 .U=1 Bit
P5-88, 電子凸輪設定
High Word S 0 BA
0~2 - 00~3F
不脫離
P5-88 .U=8 Bit
DI點CAM OFF後脫離 (DI=0x36, DI CAM OFF)
CN5
CN1
主動軸信號來源(2)
實體軸與虛擬軸
•在沒有實體訊號來源下,虛擬訊號方便於測試電子凸輪。所有的實 體訊號均由伺服器的 CN1 或 CN5 輸入
CN5
CN1
上位機, 驅動器,編碼器
Delta Confidential
PR# 位置控制或 速度控制
1 ms 時間軸 ( 1KHz ,固定
頻率)
主動軸信號來源(3)
CN1 CN1 CN1 CN1
Pulse , OA,
Pulse , OA, Pulse , OA,
/Pulse , /OA, /Pulse , /OA, / Pulse , /OA,
Sign , OB,
Sign , OB, Sign , OB,
/Sign /OB
/Sign /OB /Sign /OB