铸造用生铁
铸造生铁生产工艺流程

铸造生铁生产工艺流程Iron casting production process is a crucial industrial procedure that involves the melting of iron and pouring it into molds to create various products. The process starts with the selection of raw materials, typically scrap iron and pig iron, which are then melted in a furnace at high temperatures. The molten iron is then poured into molds to solidify and take the desired shape. This process requires skilled workers to ensure the quality of the final product.铸造生铁生产工艺流程是一个至关重要的工业过程,涉及将铁熔化并倒入模具中,制作出各种产品。
这个过程始于原材料的选择,通常为废铁和生铁,然后在高温下在炉子中熔化。
熔化的铁然后倒入模具中凝固并取得所需的形状。
这个过程需要技术娴熟的工人来确保最终产品的质量。
One of the key steps in the iron casting production process is the preparation of the molds. Molds are crucial as they determine the final shape and quality of the product. The mold making process involves creating a cavity in which the molten iron will be poured. Various techniques such as sand casting, investment casting, and die casting are used to create molds of different shapes and sizes. Thequality of the mold directly impacts the final product, so it is essential to pay attention to detail during this step.铸造生铁生产工艺流程中的一个关键步骤是模具的准备。
铸造生铁生产工艺流程

铸造生铁生产工艺流程1.铸造生铁是一种重要的金属加工工艺。
The production of cast iron is an important metal processing technology.2.铁矿石是铸造生铁的原材料之一。
Iron ore is one of the raw materials for producing cast iron.3.蒸汽锅炉用于熔化铁矿石。
Steam boilers are used to melt iron ore.4.在高温下,铁矿石会融化成液体铁。
At high temperatures, iron ore will melt into liquid iron.5.添加石灰石可以减少铁中的硫含量。
Adding limestone can reduce the sulfur content in iron.6.熔化后的铁液需要经过脱硫处理。
The molten iron needs to undergo desulfurization treatment.7.从高炉底部取出铁水,用于铸造。
The iron is taken out from the bottom of the blast furnace for casting.8.铸造生铁需要模具来定型。
Casting cast iron requires molds for shaping.9.将液态铁水倒入模具中进行凝固。
Pour the liquid iron into the mold for solidification.10.冷却后,铸件需要进行淬火处理。
After cooling, the castings need to undergo quenching treatment.11.淬火可以提高铸件的硬度和强度。
Quenching can improve the hardness and strength of castings.12.美工加工可以提高铸件的表面光洁度。
DB13_T1648-2012铸造用高纯生铁
ICS77.120H 14DB13 河北省地方标准DB 13/T 1648—2012铸造用高纯生铁Foundry high purity pig iron前 言本标准按照GB/T 1.1-2009给出的规则起草。
本标准由邯郸市质量技术监督局提出。
本标准由河北龙凤山铸业有限公司与武安市质量技术监督局共同起草。
本标准主要起草人:钱立、白树良、刘武成、李建民、范林生、白振民、张志强。
铸造用高纯生铁1 范围本标准规定了铸造用高纯生铁的术语和定义、技术要求、试验方法、检验规则、运输和质量证明书。
本标准适用于由铸造生铁高炉一步法生产的铸造用高纯生铁。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 223.3 钢铁及合金化学分析方法二安替比林甲烷磷钼酸重量法测定磷量GB/T 223.9 钢铁及合金铝含量的测定铬天青S分光光度法GB/T 223.11 钢铁及合金铬含量的测定可视滴定或电位滴定法GB/T 223.13 钢铁及合金化学分析方法硫酸亚铁铵容量法测定钒量GB/T 223.16 钢铁及合金化学分析方法变色酸光度法测定钛量GB/T 223.26 钢铁及合金钼含量的测定硫氰酸盐分光光度法GB/T 223.29 钢铁及合金铅含量的测定载体沉淀-二甲酚橙分光光度法GB/T 223.31 钢铁及合金砷含量的测定蒸馏分离-钼蓝分光光度法GB/T 223.32 钢铁及合金化学分析方法次磷酸钠还原- 碘量法测定砷量GB/T 223.47 钢铁及合金化学分析方法载体沉淀- 钼蓝光度法测定锑量GB/T 223.48 钢铁及合金化学分析方法半二甲酚橙光度法测定铋量GB/T 223.50 钢铁及合金化学分析方法苯基荧光酮-溴化十六烷基三甲基胺直接光度法测定锡量GB/T 223.51 钢铁及合金化学分析方法5-Br-PADAP光度法测定锌量GB/T 223.55 钢铁及合金碲含量的测定示波极谱法GB/T 223.58 钢铁及合金化学分析方法亚砷酸钠-亚硝酸钠滴定法测定锰量GB/T 223.60 钢铁及合金化学分析方法高氯酸脱水重量法测定硅量GB/T 223.61 钢铁及合金化学分析方法磷钼酸铵容量法测定磷量GB/T 223.63 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T 223.66 钢铁及合金化学分析方法硫氰酸盐-盐酸氯丙嗪-三氯甲烷萃取光度法测定钨量 GB/T 223.68 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.71 钢铁及合金化学分析方法管式炉内燃烧后重量法测定碳含量GB/T 223.75 钢铁及合金硼含量的测定甲醇蒸馏-姜黄素光度法GB/T 223.78 钢铁及合金化学分析方法姜黄素直接光度法测定硼含量GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20127.2 钢铁及合金痕量元素的测定第2部分:氢化物发生-原子荧光光谱法测定砷含量DB13/T 1648—2012GB/T 20127.12 钢铁及合金痕量元素的测定第12部分:火焰原子吸收光谱法测定锌含量 NACIS/CH011:2005 ICP-AES法 电感耦合等离子发射光谱法测定钛、铬、钒、钼、铝量 NACIS/CH012:2005 ICP-AES法 电感耦合等离子发射光谱法测定钨量NACIS/CH013:2005 ICP-AES法 电感耦合等离子发射光谱法测定硅量NACIS/CH083:2005 ICP-MS法 电感耦合等离子质谱法测定铅、铋、锑、锡量NACIS/CH085:2005 AFS法 氢化物发生-原子荧光光谱法测定碲量3 术语与定义下列术语和定义适用于本文件。
铸造行业专产铸造生铁高炉企业认定标准-中华人民共和国工业和信息化部
附件:铸造用生铁企业认定规范条件为促进铸造用生铁行业健康发展,推动淘汰钢铁行业落后炼铁产能,制定本规范条件。
本条件适用于现有专业生产铸造用生铁的企业(以下简称企业)。
一、基本条件(一)产品用途和质量。
企业产品主要为铸造用生铁,90%以上销往铸造行业。
企业须具备完备的质量管理体系,产品质量符合《铸造用生铁》(GB/T718-2005)、《球墨铸铁用生铁》(GB/T1412-2005)等国家标准。
灰铸铁件用生铁碳含量不小于3.30%、硅含量不小于1.25%,球墨铸铁用生铁碳含量不小于3.40%、硅含量0.50~1.40%。
(二)资源综合利用和环境保护。
企业须具备有效的废弃物回收利用措施,高炉渣综合利用率不小于98%,高炉煤气利用率达到95%以上。
企业须配备有效的污染物排放治理与监测设施,污染物排放须符合《工业炉窑大气污染物排放标准》(GB9078-1996)、《钢铁工业水污染物排放标准》(GB13456-92)、《工业企业厂界噪声标准》(GB12348-2008)等国家标准。
(三)能源消耗。
高炉焦比(含小块焦)不大于510千克/吨,工序能耗不大于520千克标煤/吨。
吨铁新水消耗不大于2.6吨。
(四)工艺和装备。
高炉容积须大于200立方米,但对于配套“短流程”铸造工艺的高炉容积可放宽到大于100立方米。
企业须配置高炉煤气回收利用、高炉喷煤等节能减排技术措施。
未达到以上条件的企业,应按期淘汰落后的炼铁设备。
符合规范条件的企业要以满足铸造行业需求为原则,加快结构调整,将淘汰落后、技术改造和兼并重组相结合,不断提升工艺装备水平和产业集中度。
二、认定管理各地工业行业主管部门负责本地区企业的认定申请及初审工作(申报表见附表)。
在工作中要严格按照本规范条件,禁止落后炼铁高炉借铸造用生铁企业之名躲避淘汰;同时可结合本地区实际,适度提高规范条件。
工业和信息化部组织有关行业协会、中介机构及专家对申报企业进行审查,对符合条件的企业予以公布。
铸造用生铁 标准

铸造用生铁的标准通常由各个国家或地区的标准化机构或行业协会制定和管理。
这些标准规定了铸造用生铁的化学成分、物理性质、机械性能、质量控制要求等,以确保生铁在铸造过程中具有适当的特性。
以下是一些常见的国际标准和地区标准组织的标准,它们涉及铸造用生铁:
1. ASTM International:美国材料与试验协会(ASTM)发布了一系列与铸造用生铁相关的标准,如ASTM A48(关于灰铸铁)、ASTM A536(关于球墨铸铁)等。
2. ISO:国际标准化组织(ISO)发布了多个与铸造用生铁相关的标准,包括ISO 185(灰铸铁材料分类和命名)和ISO 1083(球墨铸铁材料分类和命名)等。
3. GB/T(中国国家标准):中国也制定了与铸造用生铁相关的国家标准,如GB/T 9439(灰铸铁机械性能试验方法)、GB/T 1348(球墨铸铁机械性能试验方法)等。
4. DIN(德国工业标准):德国的标准化机构DIN发布了一些与铸造用生铁相关的标准,如DIN EN 1561(灰铸铁)和DIN EN 1563(球墨铸铁)等。
铸造用生铁化学成分[1]
![铸造用生铁化学成分[1]](https://img.taocdn.com/s3/m/9608ee446d85ec3a87c24028915f804d2b1687d2.png)
引言概述:铸造用生铁是铸造工艺中常用的铁基合金材料之一。
了解铸造用生铁的化学成分对于铸造过程和性能的控制至关重要。
本文继续探讨铸造用生铁的化学成分,重点关注一些关键的元素及其在铸造用生铁中的作用和影响。
正文内容:一、铸造用生铁中的碳元素1.确定碳含量的重要性2.高碳生铁和低碳生铁的区分3.碳元素对铸造过程和性能的影响4.控制碳含量的方法5.碳元素在铸造用生铁中的应用和局限性二、铸造用生铁中的硅元素1.硅元素的存在形式和含量范围2.硅元素对铸造用生铁性能的影响3.硅元素的添加方式和控制方法4.硅元素在铸造用生铁中的应用和局限性5.硅元素与其他元素的合金化作用及其对铸造性能的影响三、铸造用生铁中的磷元素1.磷元素的存在形式和含量范围2.磷元素对铸造用生铁性能的影响3.磷元素的添加方式和控制方法4.磷元素在铸造用生铁中的应用和局限性5.磷元素与其他元素的相互作用及其对铸造性能的影响四、铸造用生铁中的锰元素1.锰元素的存在形式和含量范围2.锰元素对铸造用生铁性能的影响3.锰元素的添加方式和控制方法4.锰元素在铸造用生铁中的应用和局限性5.锰元素与其他元素的协同作用及其对铸造性能的影响五、铸造用生铁中的杂质元素1.杂质元素的来源和种类2.杂质元素对铸造性能的影响和控制3.杂质元素的检测、分析和控制方法4.杂质元素在铸造用生铁中的应用和局限性5.引入杂质元素的优缺点及其对铸造性能的影响结论:铸造用生铁的化学成分对于铸造工艺和铸件性能具有重要的影响。
通过对铸造用生铁中碳、硅、磷、锰等关键元素的深入了解,可以实现对铸造过程中的材料控制和铸件性能的优化。
在实际应用中应注意每个元素对铸造用生铁的影响和控制方法,并综合考虑各种因素,以达到理想的铸造结果。
铸造用生铁的研究和开发仍然是一个重要的课题,需要进一步探索和改进。
生铁的种类

生铁的种类生铁是指把铁矿石1放到高炉中冶炼2而成的产品,也叫“铣铁”。
生铁是高炉产品,可分为3普通生铁和合金生铁,前者包括炼钢生铁和铸造生铁,后者主要是锰铁和硅铁。
合金生铁作为炼钢的辅助材料,在炼钢吋做钢的脱氧剂和合金元素添加剂用。
生铁是含碳量2.11%〜6.67%并含有非铁杂质较多的铁碳合金。
生铁的杂质元素主要是硅、硫、锰、磷等。
生铁质硬而脆,缺乏韧性,几乎没有塑性变形能力,因此不能通过锻造、轧制、拉拔等方法加工成形。
但含硅高的生铁(灰□铁)的铸造及切削性能良好。
生铁生铁是含碳量大于2%(2.11%)的铁碳合金,工业生铁含碳量一般在2.5%〜4.0%,并含Si、Mn、S、P等元素,是用铁矿石经高炉冶炼的产品。
生铁按含硅(Si)量划分铁号,按含锰(Mn)量分组,按含磷(P)量分级,按含硫(S) 量分类。
1)炼钢生铁1铁的主要矿石有:赤铁矿Fe^,含铁量在50%~60%之间;磁铁矿Fe3O4,含铁量60%以上有磁性,还有褐铁矿2Fe2O3--3H2D、菱铁矿FeCO3和黄铁矿FeS2,它们的含铁量低一些,但比较容易冶炼。
中国的铁矿资源非常丰富,著名的产地有湖北大冶、东北鞍山等。
2单质铁的制备一般采用冶炼法。
以赤铁矿Fe2〇3和磁铁矿Fe3〇4为原料,与焦炭和助溶剂在熔矿炉内反应,焦炭燃烧产生C〇2气CO2气与过量的焦炭接触就生成CO气,CO气和氧化铁作用就生成金属铁。
C+O2=CO2 CO2+C=2C〇Fe3〇4+C〇=3Fe+C〇2 Fe2〇3+C〇=2Fe+C〇2 FeO+CO=FeO+CO23另一种理解是:生铁、铁合金属于炉料,即治炼用原料。
铸铁是用生铁(主要是铸造生铁)治炼后的产品。
炼钢生铁含硅量不大于1.7%,碳以FesC状存在。
故硬而脆,断□呈白色。
主要用作炼钢原料和可锻铸铁原料,炼钢生铁见下表所示。
炼钢用生铁(根据GB717-82)2)铸造用生铁铸造生铁硅含量为1.25〜3.6%。
碳多以石墨状态存在。
生铁检验标准
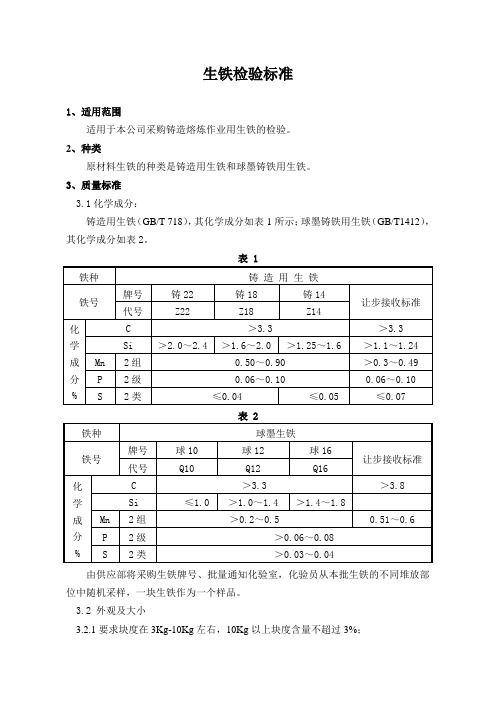
生铁检验标准1、适用范围适用于本公司采购铸造熔炼作业用生铁的检验。
2、种类原材料生铁的种类是铸造用生铁和球墨铸铁用生铁。
3、质量标准3.1化学成分:铸造用生铁(GB/T 718),其化学成分如表1所示;球墨铸铁用生铁(GB/T1412),其化学成分如表2。
表 1由供应部将采购生铁牌号、批量通知化验室,化验员从本批生铁的不同堆放部位中随机采样,一块生铁作为一个样品。
3.2 外观及大小3.2.1要求块度在3Kg-10Kg左右,10Kg以上块度含量不超过3%;3.2.2生铁外观无粘附炉渣、砂粒、油污、铁锈和腐蚀,每100块含量不超过5块。
4、检查及试验4.1检查批量及单位的构成4.1.1检查批量:检查批量以每种牌号生铁每天的交货量为一个批量。
4.1.2检查单位:以一块生铁为1个检查单位。
4.2检查顺序、检查项目、检查方式如表2;表2注:供方应在每批交货中附质量合格证明书(注明:供方名称、生铁的型号、类别、以及相应的化学成分等),且每半年提供国家或第三方公认试验机构的试验报告。
4.3 抽样规定:根据以下所规定的检验方式每批进行理化检验。
≤20吨取三个样品>20吨取四个样品由供应部将采购生铁牌号、批量通知化验室,化验员按《抽样标准》从本批生铁的不同堆放部位中随机采样,以一块生铁作为一个样品。
以上两种批量中,若有一个样品不符合所提供的牌号要求,则需再重新抽查,抽查方式如下:≤20吨取四个样品>20吨取五个样品最后将抽查结果与初次结果综合分析,按几种化验结果比例较大者定为本批生铁的牌号,并分别填写《化学分析报告单》和《进货检验单》。
4.4 试料采取方法按化验室具体试样的采取与化验办法进行。
5、检查后处理5.1 合格批次:由质管员填写《进货检验单》并在《进货报检单》上签字确认。
5.2 不合格批次:按《不合格品的控制程序》进行标识,并在《进货报检单》上填写处置意见。
6、相关文件(1)《不合格品的控制程序》(2)《铁的碳、硫分析方法》(3)《铁的硅、锰、磷分析方法》7、记录(1)《进货报检单》(2)《进货检验单》(3)《化学分析报告》。
铸造用高纯生铁的定标及生产要义
础性保障原料。铸铁件品质 的提高 , 在相当程度上 有赖 于生铁 的 品质 。 我国现有《 球墨铸铁用生铁》 《 、铸造生铁》 《 、炼 钢用生铁》《 、含钒生铁》 铸造用磷铜钛低合金耐 和《 磨 生铁 》 五个 标 准 。球 墨铸铁 件 和 高牌 号灰 铸铁 等 件, 主要使用 G /1 1—0 5 球墨铸铁用生铁》 B 4 2 2 0( T 和 G /7 820 《 造 生铁 》 BT 1—0 5 铸 ,间或 使 用 Y /59 — BT 26 20 ( 0 6炼钢用生铁》 。随着我国装备制造业 的快速发 展, 现有生铁已不能满足高端铸铁件 的需要 , 亟须
Ab t a t I h sp p r Ch n s r t n e p ie s n a d o F u d y h g u i mn wa x l i e n d t i T e p d ci e sr c :n t i a e , i e e f s tr r t d r f< o n rt i e s a t a o v
2 1年第 5 00 期
2 1 年 l月 00 0
铸
造 设
备
与 工
艺
0 t 0 N 5 e. 1 2 0 D
F 0UNDRY E0U P I ME NT AND T HNO OGY EC L
・
专题 论述 ・
铸 造 用 高 纯 生铁 的定 标 及 生产 要义
钱 立 刘 武成 .
我 国铸 件产 量 已连续 十年居 世 界之 首 , 铸件 但
在 质 量 和稳 定 性 方 面 与工 业 发 达 国家还 有 较 大 差
《 铸造用高纯生铁》研发过程 中有关该生铁定标和 生 产要义 简述 于后 。
1 铸 造 用高纯 生铁 的定标
铸造用生铁企业认定规范条件

附件:符合《铸造用生铁企业认定规范条件》的企业名单序号企业名称容积座数备注128 1 短流程1 河北友利钢铁有限公司210 12 河北春风铸造有限责任公司128 2 短流程320 13 藁城市宏森熔炼铸造有限公司230 14 河北钢铁集团金鼎重工股份有限公司228 25 赞皇县德众钢铁有限公司350 1308 16 新兴铸管股份有限公司420 17 河北冠丰冶金工业有限公司208 3128 1 短流程8 迁安市津唐球墨铸管有限公司210 19 武安市运丰冶金工业有限公司316 110 武安市永诚铸业有限责任公司208 111 沙河市华远冶金有限责任公司318 112 河北龙凤山铸业有限公司228 1230 113 邢台金丰球铁科技有限公司460 114 邢台未来冶炼铸造有限公司340 115 河北京东管业有限公司450 116 邯郸金鑫铸管有限公司108 1 短流程17 迁西县广兴连续铸铁有限公司380 118 山西省古交市万方实业有限公司208 119 襄汾县荣世达机械制造有限公司128 1 短流程20 陵川鑫源冶炼有限责任公司179 1 短流程21 山西华强钢铁有限公司380 122 山西东诚钢铁有限公司380 123 交口县天马能源实业有限公司318 224 山西交城县兴龙铸造有限公司158 2 短流程25 交口县兴荣冶炼有限公司318 126 山西光华铸管有限公司208 227 交城金良铸造有限公司308 128 交口县旺庄生铁有限责任公司380 229 晋城市健牛工贸有限公司380 130 山西励鑫钢铁有限责任公司158 1 短流程240 131 山西建邦集团铸造有限公司380 132 晋源实业有限公司318 133 山西晋韵钢铁有限公司380 134 曲沃县民政福利企业有限公司318 135 翼城县亿通铸业有限公司218 136 繁峙县中兴实业有限公司380 137 山西新星冶炼集团有限公司150 1 短流程38 山西佳昌汽配制造有限公司380 139 翼城县华煜离心球墨铸管有限责任公司218 140 晋城市春晨兴汇实业有限公司179 1 短流程41 翼城县飞翔铸管有限公司308 142 泽州县金秋铸造有限责任公司124 1 短流程43 高平市泫氏铸管有限公司228 144 岚县三鑫实业继亨铸造有限公司158 1 短流程45 临汾志强钢铁有限公司382 146 翼城县创新冶炼有限责任公司318 147 翼城县钰铧铸造有限公司218 148 高平市福鑫铸管有限责任公司318 149 沁水县顺世达铸业有限公司318 150 襄汾县新兴冶炼有限公司380 151 襄汾县塔山通用机械铸造有限公司128 1 短流程52 交口县天鹏冶炼有限公司318 153 高平泫氏铸业(常顺铸业)有限公司318 154 晋城市弘鑫精工铸业有限公司318 155 固阳县海明炉料有限责任公司218 256 包头市鑫源铸造有限公司108 1 短流程57 内蒙古华亿达机械装备有限公司208 258 镶黄旗荣昌冶金有限责任公司218 1208 159 清水河县蒙鑫冶金有限公司120 1 短流程60 包头市石宝铁矿集团有限责任公司216 261 乌海市同力冶炼有限责任公司210 162 本溪参铁集团128 1 短流程141 1 短流程158 1 短流程205 163 阜新东广产业有限公司138 2 短流程64 营口洪亮机械发展有限公司108 1 短流程65 隆达集团百星达铸造有限责任公司125 1 短流程66 营口广大实业有限公司128 2 短流程67 辽宁新风精密铸造有限公司220 168 本溪市兴盛铸业有限公司128 1 短流程69 本溪市聚鑫达机械制作有限公司128 1 短流程70 阜新力昌钢铁铸造有限公司210 271 本溪坤埼精密铸造有限公司230 172 辽宁得盛实业有限公司210 173 辽阳县天隆铸业有限公司128 1 短流程74 抚顺罕王直接还原铁有限公司128 2 短流程75 朝阳飞马铸造有限责任公司208 276 哈尔滨钢飞铸造有限公司102 1 短流程77 哈尔滨帽儿山暖气片有限责任公司105 1 短流程78 齐齐哈尔江源重型机械铸造有限公司225 179 徐州胜海机械制造科技有限公司128 1 短流程80 徐州利国镇北钢铁有限公司210 181 长源(南京)铸造有限公司128 1 短流程420 182 圣戈班(徐州)管道有限公司179 1 短流程83 高邮市万利铸业有限公司108 1 短流程84 扬州市金海铸造有限公司110 1 短流程85 徐州牛头山铸业有限公司450 186 马鞍山市诚鑫金属制造有限公司110 1 短流程87 马鞍山天润冶金有限公司128 1 短流程88 马鞍山市宝奕金属制品工贸有限公司210 189 安徽省兴伟钢铁炉料有限公司225 190 池州成兴铸造有限责任公司206 191 泾县万顺球墨铸件有限公司138 1 短流程92 当涂县明翔炉料加工厂210 193 马鞍山市海宏炉料物贸有限责任公司105 1 短流程94 南陵金龙机械铸造有限公司128 1 短流程95 淄博市博山龙友铸造厂128 1 短流程96 山东浩信机械有限公司128 2 短流程97 山东淄博蠕墨铸铁股份有限公司128 1 短流程98 威海鑫山集团有限公司120 2 短流程99 日照铸福实业有限公司206 2100 青州诺迪维铸造有限公司128 1 短流程101 临沂市元生铸冶有限公司158 1 短流程102 山东泗水惠丰铸造有限公司260 2103 山东球墨铸铁管有限公司350 2104 诸城市华欣铸造有限公司128 1 短流程208 1105 莱州庚辰球墨铸铁有限公司128 1 短流程106 青州豪章铸造有限公司128 2 短流程107 淄博顺泰冶金有限公司208 2108 青州市天泰德隆铸造有限公司208 1109 青州奥普利金属材料有限公司128 1 短流程318 1110 济南庚辰钢铁有限公司218 3111 莱芜市泰山阳光冶金有限公司450 1112 淄博新冶实业有限公司450 1113 临沂山威铸冶有限公司128 1 短流程114 河南省冠华钢铁有限责任公司120 1 短流程115 林州市中升钢铁有限公司320 1116 安阳市宏达钢铁有限责任公司320 1117 濮阳市林州钢铁有限责任公司450 1125 2 短流程118 林州市合鑫铸业有限公司450 1119 南召云阳铸造有限公司450 1120 黄石新兴管业有限公司250 1121 湖北宏力铸造有限公司128 1 短流程122 大冶市兴成铸造有限公司140 2 短流程123 鄂州德胜钢铁有限公司280 1124 株洲市鑫旺铸造有限公司208 1125 高州创建铸造有限公司128 1 短流程126 福建天尊新材料制造有限公司128 2 短流程127 达州市科环铸管有限责任公司318 1128 达州市渠江铸管有限公司318 1129 广西陆川宏达铸造物料有限公司208 1130 贵州省赫章县鑫源铸造机械有限公司128 1 短流程131 贵州省诺亚精工铸造有限公司128 1 短流程132 玉溪市洛河昱鑫工贸有限公司220 1133 云南省玉溪市太标钢铁有限公司250 2134 玉溪洛河永旭钢铁有限责任公司220 1135 曲靖市鹏程有限责任公司会泽冶炼分公司205 1136 玉溪敦煌铸造原料有限责任公司255 1137 云南宜良金和铸造材料有限公司220 1138 昆明三恒机械制造有限公司128 1 短流程139 沾益县祥发工贸有限公司260 2240 1140 曲靖丰源铸造炉料有限公司270 1141 景泰泰和工贸有限公司128 1 短流程142 金昌铁业(集团)铸造有限公司420 1143 新疆金汇铸管有限公司108 3 短流程144 温宿县连亿冶金铸造机械有限公司128 1 短流程108 1 短流程145 富蕴县健鑫还原铁铸造厂128 1 短流程。
铸造用高纯生铁
ZXB中国铸造协会标准ZXB/T0001-2011铸造用高纯生铁Foundry high purity pig iron2011-01-16发布 2011-07-01实施中国铸造协会 发布前 言本标准是根据生产优质铸铁件的需要,制订铸造行业用高纯生铁标准。
本标准与GB/T1412-2005《球墨铸铁用生铁》相比,主要区别如下:——规定了C04牌号;——调整了对钛含量的规定,钛由原“1档、2档”变更为“特级、1级、2级”;——调整了对锰含量的规定,锰由原“1组、2组、3组”变更为“特级、1级、2级”;——调整了对磷含量的规定,磷由原“1级、2级、3级”变更为“特级、1级、2级”;——调整了对硫含量的规定,硫由原“1类、2类、3类、4类”变更为“特级、1级、2级”;——规定了铬、钒、钼、锡、锑、铅、铋、碲、砷、硼、铝等十一个微量元素的最大值以及其含量总和的限量值。
本标准中附录A为资料性附录。
本标准由中国铸造协会提出。
本标准起草单位:中国铸造协会、承德市保通铸铁型材制造有限公司、本溪参铁集团、济南庚辰钢铁有限公司、河北龙凤山铸业有限公司。
本标准于2011年1月首次发布。
铸造用高纯生铁1 范围本标准适于铸造行业高纯生铁的应用与生产,标准规定了高纯生铁的化学成分和牌号及相关技术要求、试验方法、检验规则、质量证明书及运输储存要求等。
2 规范性引用文件下列文件对于本文件的应用是必不可少的,引用文件应是其最新版本(包括所有的修改单)。
GB/T223.3 钢铁及合金化学分析方法GB/T20066-2006/ISO14284:1996 钢和铁 化学成分测定用试样的取样和制样方法 GB/T20123-2006/ISO15350:2000 钢铁 总碳硫含量的测定用高频感应炉燃烧后红外吸收法 YB/T081 冶金技术标准的数值修约和检验数值的判定原则NACIC/CH011:2005 ICP-AES 法 电感耦合等离子体原子发射光谱法测定钛、铬、钒、钼、碲、铝量 NACIC/CH083:2005 ICP-MS 法 电感耦合等离子体质谱法测定铅、铋、锑、锡、砷量 3 术语和定义下列术语和定义适用于本标准。
铸件配料实用技术(生铁锭与废钢铁)

一、生铁锭生铁锭是熔制铸铁和铸钢的最主要金属炉料,约占配料重量的20%~100%,它的化学成分是否稳定、硫磷含量和有害杂质含量是否低,直接关系到所熔制铸铁和铸钢的质量。
合理的选用生铁锭也是获得低成本配料的有效方法之一。
生铁锭可分为铸造生铁、球墨铸铁专用生铁、炼钢生铁、高纯生铁和特种生铁等,均有标准,见表2-1-1至表2-1-7。
生产上常用生铁的化学成分和微量元素含量,见表2-1-8至表2-1-13。
通常:熔制灰铸铁时,应选用铸造生铁。
硅的质量分数为2.0%~3.0%的铸造生铁可用于熔制低牌号灰铸铁;硅的质量分数为1.2%~2.0%的铸造生铁可用于熔制高牌号灰铸铁。
熔制球墨铸铁时,应选用球墨铸铁专用生铁,但也可选用低硅、低锰和低磷硫的铸造生铁或炼钢生铁。
对于要求特别高的球墨铸铁也可选用高纯生铁。
球墨铸铁所用新生铁的硅的质量分数一般在0.8%~1.75%的范围内选择。
熔制大断面球墨铸铁件或铸态铁索体球墨铸铁件时,生铁的锰含量希望低于0.3%,不应超过0.5%,越低越好;熔制珠光体、贝氏体、退火铁索体球墨铸铁体时,生铁的锰的质量分数应小于0.6%;熔制正火珠光体球墨铸铁的中小型铸件时,生铁的锰的质量分数可适当放宽,一般也不要超过0.8%。
对于低温下工作的铁素体韧性球墨铸铁件和其他要求韧性较高的球墨铸铁件,应选用磷的质量分数小于0.07%的生铁。
一般球墨铸铁件用生铁磷的质量分数不应大于0.1%;硫的质量分数应限制在0.05以下;反球化元素不得过量ωTe<0.01%、ωTi<0.3%、ωSn<0.09%、ωSb<0.2%、ωPb<0.2%、ωBi<0.05%。
熔制蠕墨铸铁时,应参照熔制球墨铸铁的要求选用生铁。
熔制可锻铸铁时,一般只加入10%左右的生铁量,主要是为了提高碳含量,因此含磷、硫和铬低的铸造生铁、炼钢生铁和再生铁均能使用。
熔制特种铸铁时,应尽量选用含相应元素高的铸造生铁或特种生铁。
铸造生铁用途

铸造生铁用途
铸造生铁是通过将熔化的生铁液倒入铸型中,然后冷却固化而得到的一种铸造工艺。
生铁是铁矿石经过还原反应后得到的熔融铁水,它是铸造过程中最基础的材料之一,具有广泛的应用。
以下是生铁在各个领域中的主要用途:
1. 建筑工程领域:
生铁在建筑工程领域中主要用于制造钢筋,用于加固混凝土结构。
钢筋具有高强度和良好的韧性,能够有效地提高建筑物的抗震性能和承载能力,确保结构的稳定和安全性。
2. 机械和工程机械领域:
生铁是制造机械和工程机械的重要原料。
通过对生铁的铸造和加工,可制造各种零部件和机械设备,如发动机缸体、汽车零部件、船舶零部件、工业设备等。
生铁具有良好的可塑性和机械性能,可以满足不同领域的机械零部件的要求。
3. 汽车制造领域:
生铁在汽车制造领域中被广泛使用。
汽车发动机的缸体和缸盖通常是用生铁材料铸造的,这是因为生铁具有较高的热导率和机械强度,能够较好地承受发动机工作时的高温和高压环境。
4. 铁路交通领域:
生铁在铁路交通领域中的应用较广泛。
铁路的钢轨和钢道桩通常是用生铁铸造的,
生铁的高强度和较好的耐磨性能可以保证铁路的安全和稳定运行。
5. 冶金和化工领域:
生铁在冶金和化工领域中也有一定的应用。
在冶金领域,生铁可以用来制造高炉和其他冶金设备的部件;在化工领域,生铁可以用于制造容器、管道和反应釜等设备。
总之,铸造生铁具有许多重要的用途,在建筑工程、机械和工程机械、汽车制造、铁路交通、冶金和化工等领域都有广泛的应用。
铸造生铁作为一种重要的铸造工艺,为许多行业提供了稳定可靠的原材料,对于推动经济发展和改善人民生活水平起到了重要的作用。
铸造生铁市场分析报告
铸造生铁市场分析报告1.引言1.1 概述概述铸造生铁是一种重要的铁合金材料,是铸造行业的基础原料之一。
作为铁合金的一种,铸造生铁在工业生产中有着广泛的应用。
本报告将对铸造生铁市场进行深入分析,从市场概况、应用领域、发展趋势等多个角度进行研究,以期为相关行业决策者和投资者提供参考和指导。
同时,本报告也将分析市场的竞争格局、机遇与挑战,展望铸造生铁市场未来的发展趋势,以期为行业发展提供有益的参考和建议。
1.2 文章结构文章结构包括了引言、正文和结论三个部分。
引言部分将介绍本报告的概述、结构和目的,以及对铸造生铁市场的总体情况进行简要描述。
正文部分将详细分析铸造生铁市场的概况、应用领域和发展趋势。
结论部分将对铸造生铁市场的竞争格局、机遇与挑战以及未来发展展望进行总结和分析。
整个文章结构将围绕铸造生铁市场进行深入的研究和分析,旨在为相关行业提供有益的市场分析和发展建议。
1.3 目的目的部分的内容:本报告的目的在于全面分析铸造生铁市场的当前状况、应用领域、发展趋势以及竞争格局,深度挖掘市场的机遇与挑战,为相关企业和投资者提供决策支持和参考。
通过对市场进行深入的研究和分析,以期为铸造生铁行业的发展提供有益的参考和指导。
1.4 总结在本报告中,我们对铸造生铁市场进行了全面的分析和研究。
通过对市场概况、应用领域以及发展趋势的深入探讨,我们得出了以下结论:首先,铸造生铁市场具有巨大的潜力和发展空间,其在工业领域的广泛应用使其成为不可或缺的重要材料。
其次,随着技术的不断创新和市场需求的不断增长,铸造生铁市场将呈现出持续稳定的发展态势,特别是在汽车、机械、建筑等领域的需求将推动市场的进一步扩大。
最后,我们也意识到铸造生铁市场面临着激烈的竞争格局和一些挑战,但是在市场需求不断增长的支撑下,我们对未来铸造生铁市场的发展充满信心,并认为其将会有更加广阔的发展前景。
因此,我们相信铸造生铁市场将会在未来取得更加可观的发展成就,为相关行业的发展做出更大的贡献。
铸造用高纯生铁标准

铸造用高纯生铁标准铸造用高纯生铁是一种重要的铸造材料,具有优异的铸造性能和力学性能,被广泛应用于汽车、机械、船舶等领域。
为了确保铸造用高纯生铁的质量和稳定性,制定了一系列的标准来规范其生产和使用。
本文将介绍铸造用高纯生铁的标准内容及其重要性。
首先,铸造用高纯生铁的标准主要包括化学成分、机械性能、微观组织、缺陷检测等方面。
在化学成分方面,标准规定了铁、碳、硅、锰、磷、硫等元素的含量范围,以及其他微量元素的要求。
这些化学成分的控制对于保证高纯生铁的铸造性能和力学性能至关重要。
同时,标准还对高纯生铁的拉伸强度、屈服强度、延伸率、冲击韧性等机械性能进行了详细的规定,以确保其在使用过程中能够满足相关的要求。
其次,微观组织是影响铸造用高纯生铁性能的重要因素之一。
标准对高纯生铁的组织结构、晶粒度、析出物、夹杂物等进行了详细的描述和要求,以确保铸件的组织细密、均匀,减少缺陷的产生。
此外,标准还对铸造用高纯生铁的缺陷检测方法和标准进行了规定,包括金相显微组织分析、超声波探伤、磁粉探伤等,以保证铸件的质量和可靠性。
值得注意的是,铸造用高纯生铁的标准不仅对生产企业有着指导作用,同时也对使用单位具有重要的参考价值。
使用符合标准要求的高纯生铁材料能够有效提高铸件的质量和使用性能,减少因材料质量问题而引起的事故风险。
因此,对于铸造企业和用户来说,严格按照标准要求生产和选择高纯生铁材料是非常必要的。
总的来说,铸造用高纯生铁的标准是保证其质量和稳定性的重要依据,对于提高铸件的质量、延长使用寿命具有重要意义。
只有严格遵守标准要求,才能够生产和使用出符合要求的高纯生铁铸件,确保其在各种工况下都能够发挥出优异的性能。
因此,我们应该更加重视铸造用高纯生铁的标准化工作,不断完善和提高标准,推动铸造行业的健康发展。
综上所述,铸造用高纯生铁标准的制定和执行对于铸造行业的发展至关重要。
只有不断完善和严格执行标准,才能够提高铸造用高纯生铁的质量和稳定性,推动铸造行业的健康发展。
铸造用生铁技术标准

铸造用生铁技术标准概述铸造用生铁(以下简称铸铁)是一种重要的材料,广泛应用于汽车制造、机械制造、建筑等各个行业。
铸铁具有良好的铸造性能、机械性能和经济性,但其性能受到材料成分、工艺参数和热处理等多方面影响。
为了确保铸铁产品的质量,制定了一系列的技术标准,用于指导铸铁的材料选择、工艺控制和质量检验。
材料要求铸造用生铁主要由铁、碳和其他元素组成,其材料要求包括以下几个方面:化学成分铸铁的化学成分是其性能的关键因素,常见的化学成分包括碳含量、硅含量、锰含量、磷含量等。
各种类型的铸铁在成分要求上有所不同,但一般要求碳含量在2%至4%之间。
同时,各种元素的含量也要在一定范围内控制,以保证铸铁具有良好的铸造性能和力学性能。
物理性能铸铁的物理性能直接影响其使用性能,主要包括密度、热膨胀系数、导热性等。
这些性能要求一般会根据具体应用场景进行规定。
机械性能铸铁的机械性能是评价铸铁质量的重要指标之一,主要包括抗拉强度、屈服强度、延伸率等。
这些性能要求一般会根据具体应用场景和铸铁类型进行规定,以保证产品在使用过程中的可靠性和安全性。
热处理性能铸铁在铸造过程中会发生冷却固化过程,以及在使用过程中可能会受到高温或冷却的影响。
因此,铸铁的热处理性能也是一个重要考量因素,主要包括热膨胀性、热导性、热稳定性等。
工艺要求铸铁的工艺控制对最终产品的质量至关重要,包括以下几个方面:原材料准备铸铁的原材料通常是生铁、废铁和合金添加剂等。
在工艺过程中,首先要对原材料进行筛选和预处理,确保原材料的质量和成分符合要求。
铸造工艺铸造工艺是指通过熔炼和浇注等过程,将铁水倒入铸型中并冷却固化,最终得到铸铁产品的过程。
铸造工艺的选择和控制对铸铁产品的质量和性能影响很大,主要包括浇注温度、浇注速度、冷却时间等参数的控制。
疏松度和缺陷控制铸铁在冷却固化过程中容易出现疏松度和缺陷,如气孔、夹杂、缩孔等。
为了减少这些缺陷,需要控制铸造温度、加砂方式、浇注速度等工艺参数,同时加强铸型设计和冷却系统的优化。
金属材料标准代号

金属材料标准代号实用钢铁材料手册1.铸造用生铁[YB(T)14—199」2.炼钢用生铁(GB/T717—1998)3.球墨铸铁用生铁(GB/T1412--1985)4.铸造用磷铜钛低合金耐磨生铁(YB/T5210—1993)5.含钒生铁(YB/T5125—1993)6.脱碳低磷粒铁(YB/T068一1995)一.铁合金1.硅铁(GB/T2272—1987)2.锰铁(GB/T3795—1996)3.金属锰(GB/T2774—1991)4.电解金属锰(YB/T051—1993)5.铬铁(GB/T5683—1987)6.金属钻(GB/T3211—1987)7.氮化铝铁(YB/T5140—1993)8.真空法微碳铬铁(GB/T5684--1987)9.钨铁(GB/T3684一1996)10.钼铁(GB/T3649—l987)11.氧化钼块(YB/T5129—1993)12.钒铁(GB/T4139—1987)13.钒渣(YB/T008—1997)14.五氧化二钒(GB/T3283—1987)15.钛铁(GB/T3282-1987)16.铌铁(GB/T7737--1997)17.铌磷半钢(YB/T4025—1991)18.硼铁(GB/T5682—1995)19.磷铁(YB/T5036-1993)20.锰硅合金(GB/T4008—1996)21.硅铬合金(GB/T4009—1989)22.硅铝合金(YB/T065一1995)23.硅钙合金(YB/T5051—1993)24.硅钡合金(GB/T066一1995)25.硅钡铝合金(YB/T(We-Q巧)26.硅钙钡铝合金(YB/T067一1995)27.钒铝合金(GB/T5063—1985)28.铌锰铁合金(YB/T5216-1993)29.稀土硅铁合金(GB/T4137—l993)30.稀土镁硅铁合金(GB/T4138~l%3)三.铸铁l.灰铸铁(GB/T9439-1988)2.球墨铸铁(GB/T1348—1988)3.可锻铸铁(GB/T9440-1988)4.蠕墨铸铁(JB4403—1987)5.耐磨铸铁(YB/0362—1992)6.抗磨白口铸铁(GB/T8263—1987)7.耐热铸铁(CB/T9437-1988)8.高硅耐蚀铸铁(GB/T8491—1987)9.铸铁轧辊(GB/T1504-1991)四.铸钢l.一般工程用铸造碳钢(GB/T11352—1989)2.焊接结构用碳素铜铸件(GB/T7659一1987)3.合金钢铸件(JB/ZQ4297一1986)4.高锰钢铸件(YB/T036.4-1992)5.工程结构用中.高强度不锈钢铸件(GB/T6967—1986)6.耐热钢铸件(GB/T8492一1987)7.电渣熔铸合金工具钢模块(YB/T155—l999)8.铸钢轧辊(GB/T1503~199I)五.锻钢1.锻制圆钢和方钢(GB/T908—1987)2.锻制扁钢(GB/T16761—l997)3.高速工具钢大截面锻制钢材(GB/T9942—1988)4.锻件用结构铜牌号和力学性能(GB/TI7107-l997)5.塑料模具钢模块(YB/T129-1997)6.高温合金锻制圆饼(GB/T14997—1994)7.高温合金环件毛坯(GB/T14998—1994)8.耐蚀合金锻件问(YB/T5264—1993)9.焊管轧辊(YB/T128—1997)八.钢坯1.初轧坯(YB/T001一1991)2.热轧钢坯(YB/T002一1991)3.薄板坯(YB/T003一1991)4.初轧坯和钢坯(YB/T004一1991)5.连续铸钢板坯(YB/T2012—1983)6.碳素结构钢板坯(YB/T16-1986)7.优质碳素结构钢和合金钢连铸方坯和矩形坯(YB/154-1999)8.优质碳素钢圆管坯(YB/T5222—1993)9.合金结构钢圆管坯(YB/T5221—1993)10.高压用无缝钢管圆管坯(YB/T5137—1998)11.无缝气瓶用钢坯(GB13447—1992)12.氧气瓶钢坯[YB(T)71—1987]13.铁路机车.车辆用车轴钢坯「YB(T)57—1987」14.锻件用不锈钢坯(YB/T508(f--199)第三章钢的品种及技术性能一.结构钢1.碳素结构钢(GB/T700—1988)2.优质碳素结构钢(GB/T699—1999)3.低合金高强度结构钢比B/T1591—l994)4.合金结构钢(GB/T3007—1999)5.保证淬透性结构钢(GB/T5216-1985)6.高耐候性结构钢(GB/T4171—1984)7.焊接结构用耐候钢(GB/T4172-1984)8.易切削结构钢(GBry8731—1988)9.非调质机械结构钢(GB/T15712—1995)10.弹簧钢(GB/T1222—1984)11.冷微钢(GB/T6478—1986)12.优质结构钢冷拉钢材(GB/T3078—1994)二.工具钢1.碳素工具钢(GB/T1298—1986)2.合金M具钢(GB/T1299-1985)3.高速工具钢(GB/T9942—1988)三.轴承钢l.高碳铬轴承钢[YB/Tl—1980]2.高碳铭不锈轴承钢(GB/T3086—1982)3.渗碳轴承钢(GB/T3203—1982)四.特种钢1.不锈钢(GB/T1220-2007)2.耐热钢(GB/T1221一2007)五.专业用钢l.船体用结构钢(CB712—1988)2.桥梁用结构钢[YB(T)10-1981]3.汽轮机叶片用钢(GB/T8732—1988)4.内燃机气阀钢(GB/T12773一1991)5.矿用钢(YB/T5047—1993)6.矿用高强度圆环链用钢(GB/T10560-1989)第四章型钢一.通用型钢1.热轧圆钢和方钢(GB/T702—1986)2.热轧六角钢和八角钢(GB/T705—1989)3.银亮钢(GB/T3207—1988)4.冷拉国钢.方钢.六角钢(GB/T905一l994)5.热轧扁钢(GB/T704-19886.优质结构钢冷拉扁钢(YB/T037—1993)7.塑料模具用扁钢(YB/T094-1997)8.热轧等边角钢(GB/T9787—1988)9.热轧不等边角钢(GB/T9788--1988)10.不锈钢热轧等边角钢(GB/4227—1984)11.热轧工字钢(GB/T706-1988)12.热轧槽钢(GB/T707—1988)13.热轧L型钢(GB/T9946-1988)14.热轧H型钢和剖分T型钢(GB/T11263—1998)15.预应力混凝土用钢棒(YB/T111—l997)16.汽轮机螺栓用合金结构钢棒(YB/T158—1999)17.电梯导轨用热轧型钢(YB/T157—l999)18.热轧环件(YB/T4068—1991)一.专业用钢1.标准件用碳素热轧圆钢(GB/715—1989)2.工业链条用冷拉钢比(GB/T13700-1992)3.冷拉异型钢门(GB/T13791—1992)4.钢筋混凝土用热轧带肋钢筋(GB1499—1998)5.冷轧带助钢筋(GB13788—1992)6.预应力混凝土用热处理钢筋(GB4463—1984)7.手表用不锈扁钢(YB/T5134-1993)8.窗框用热轧型钢(GB/T2597一1994)9.汽车车轮轮辆用热轧型钢(YB/T5227—1993)10.汽车车轮挡圈用热轧型钢(YB/T039-l993)11.汽车车轮锁圈用热轧型钢(YB/T040—1993)12.拖拉机大梁用槽钢(YB/T5048—1993)13.农用复合钢(YB/T5003一1993)14.农业机械用特殊截面热轧型钢(YB/T5007一1993)15.机5口犁烨用热轧型钢(YB/T5006-1993)16.履带板用热轧型钢(YB/T5034--1993)17.船用锚链圆钢[YB(T)66-1987」18.造船用球扁钢(GB/T9945一1988)19.铁路钢轨[GB/T2585.GB/T181-183.YB(T)68]20.轻轨(GB/T11264-1989)21.起重机钢轨(YB/T5055—1993)22.煤机用热轧异型钢(GB/T3414-1994)23.矿用工字钢[YB(T)24-1986]24.矿山巷道支护用热轧U型钢(GB/T4697—1991)25.凿岩针杆用中空钢(GB/T1301—1994)三.冷弯型钢l.通用冷弯开口型钢(GB/T6723一198)2.结构用冷弯空心型钢(GB/T6728—1986)3.货运汽车冷弯型钢(GB/T6726一198)4.客运汽车冷弯型钢比(GB/T6727一198)5.卷帘门及钢窗用冷弯型钢(YB/T5l61—l993)四.线材1.热轧盘条(GB/T14981—1994)2.低碳钢热轧圆盘条(GB/T701一1997)3.优质碳素钢热轧盘条(GB/T4354-1994)4.琴钢丝用盘条(YB/T5100-1993)5.焊接用钢盘条(GB/T3429-1994)6.不锈钢盘条(GB/T4356-1984)7.焊接用不锈钢盘条(GB/T4241—1984)8.无扭控冷热轧盘条(ZBH4400—11988)9.低碳钢无扭控冷热轧盘条(YB/T4027—l99l)10.制钢丝绳用无扭控冷热轧盘条(ZBH44004一1988)11.预应力钢丝及钢绞线用热轧盘条(YB/T146-1998)第五章钢板和钢带一钢板1.热轧钢板和钢带(GB/T709-1988)2.冷轧钢板和钢带(GB/T708一1988)3.热连轧钢板和钢带(GB/T2519-1988)4.碳素结构钢和低合金结构钢热轧厚钢板和钢带(GB/T3274-1986)5.碳素结构钢和低合金结构钢热轧和冷轧薄钢板及钢带(GB/T912-1989和GB/T11253—1989)6.优质碳素结构钢热轧厚钢板和宽钢带(GB/T711一1988)7.优质碳素结构钢热轧薄钢板和钢带(CB/T710-1991)8.优质碳素结构钢冷轧薄钢板和钢带(GB/T13237—199)9.合金结构钢热轧厚钢板(GB/T11251—1989)10.合金结构钢薄钢板(YB/T5132—1993)11.高强度结构钢热处理和控轧钢板.钢带(GB/T16270—1996)12.弹簧钢热轧薄钢板(GB/T3279—l989)13.碳素工具钢热轧钢板(GB/T3278—1982)14.高速工具钢钢板(GB/T9941—1988)15.不锈钢热轧钢板(GB/T4237—2007)16.不锈钢冷轧钢板(GB/T328(y--199)17.耐热钢板(GB/T4238—1992)18.不锈钢复合钢板和钢带(GB/T8165—1997)19.不锈复合钢冷轧薄钢板和钢带(GB/T17102一l997)20.铜一钢复合钢板(GB/T13238—1991)ZI.镍一钢复合板(YB/T108—l997)22.彩色涂层钢板及钢带(GB/T12754—1991)23.厚度方向性能钢板(GB/T5313—1985)24.花纹钢板(GB/T3277—1991)25.单张热镀锌薄钢板(YB/T5l31—1993)26.连续热镀锌薄钢板和钢带(GB/T2518—1988)刀.连续热镀铝硅合金钢板和钢带(YB/T167—2000)28.连续电镀锌冷轧钢板及钢带(GB/T15675—1995)29连续热浸镀锌铝稀土合金镀层钢带和钢板(YB/T052—1993)30.连续热浸镀铝锭硅合金镀层钢带和钢板(GB/T14978一l994)31.电镀锡薄钢板和钢带(GB/T2520-1988)32.热镀铅合金冷轧碳素钢板(YB/T5130—1993)33.深冲压用冷轧薄钢板和钢带(GB/T2513—1985)34.汽车制造用优质碳素结构钢热轧钢板和钢带(GB/T3275—1991)35.汽车大梁用热轧钢板(GB/T3273—1989)36.犁壁用热轧三层钢板和宽钢带(GB/T1252—1989)37.锅炉用钢板(GB713—l997)38.压力容器用钢板(GB6654-1996)39.低温压力容器用低合金钢钢板(GB3531—1996)40.焊接气瓶用钢板(GB6653—1994)41.压缩机问片用热轧薄钢板(CB/T11254—1994)42.塑料模具用热轧厚钢板(YB/Tl07—l997)43.日用搪瓷用冷轧薄钢板和钢带(GB/T13790-1992)44.200L油桶用热轧碳素结构钢薄钢板(YB/T5037—1993)45.200L油桶用冷轧薄钢板和热镀锌薄钢板(YB/T055一1994)二.钢带1.碳素结构钢冷轧钢带(GB/T716--1991)2.碳素结构钢和低合金结构钢热轧钢带(GB/3524—1992)3.优质碳素结构钢热轧钢带(GB/T8749—l988)4.优质碳素结构钢冷轧钢带(GB/T3522-1983)5.低碳钢冷轧钢带(YB/T5059-1993)6.热处理弹簧钢带(YB/T5063—1993)7.弹簧钢.工具钢冷轧钢带(YB/T5058一1993)8.不锈钢热轧钢带(YB/T5090-1993)9.不锈钢和耐热钢冷轧钢带(GB/T4239-1991)10.弹簧用不锈钢冷轧钢带(GB/T4231—1993)11.磁头用不锈钢冷轧钢带(YB/T085一1996)12.彩色显像管弹簧用不锈钢冷轧钢带(YB/T110-1997)13.电镀铅铝合金钢带(YB/T5195—1993)14.宽度小于700rum连续热镀锌钢带(GB/T15392—1994)15.压力容器用热轧钢带(GB/T5139-1993)16.自行车链条用冷轧钢带(YB/T5064一1993)17.自行车用热轧碳素钢和低合金钢党钢带及钢板(YB/T5066-1993)18.自行车用冷轧碳素钢党钢带和钢板(YB/T5065一1993)19.自行车用热轧钢带(YB/T5068一l1993)20.自行车用冷轧钢带(YB/T5067一1993)21.手表用碳素工具钢冷轧钢带(YB/T5061—1993)22.手表用不锈钢冷轧钢带(YB/T5133—1993)23.刮脸刀片用冷轧钢带(YB/T5060-1993)24.工业链条用冷轧钢带(GB/T13795—1992)25.锯条用冷轧钢带(YB/T5062—1993)26.机器锯条用高速工具钢热轧钢带(YB/T084-l996)27.销装电缆用冷轧钢带(GB/T4175l—1984)28.销装电缆用镀锌钢带(GB/T41752—1984)29.销装电缆用钢带(YB/T024一1992)30.同轴电缆用电镀锡钢带(YB/T5088-1993)31.灯头用冷轧钢带(YB/T026—l992)32.金属软管用碳素钢冷轧钢带(YB/T023—1992)33.包装用钢带(YB/T025一1992)第六章钢管和铸铁管一.无缝钢管1.无缝钢管(GB/T17395一1998)2.结构用无缝钢管(GB/T8162-2008)3.结构用不锈钢无缝钢管(GB/T14975—l994)4.输送流体用无缝钢管(GB/T8163—2008)5.流体输送用不锈钢无缝钢管(GB/T14976—l994)6.不锈钢小直径钢管(GB/T3089-1982)7.不锈耐酸钢极薄壁无缝钢管(GB/T3089-1982)8.冷技或冷轧精密无缝钢管(GB/T3639-1983)9.冷技无缝异型钢管(GB/T3094一1982)10.汽车半轴套管用无缝钢管(YB/T5053—1993)11.船舶用碳钢和碳锰钢无缝钢管(GB/TT5312—1999)12.柴油机用高压无缝钢管(GB/TAN3—1986)13.液压和气动缸商用精密内径无缝钢管(GB/T8713—1988)14.低中压锅炉用无缝钢管(GB3087—1999)15.高压锅炉用无缝钢(GB5130—1995)16.锅炉.热交换器用不锈钢无缝钢管(GB13296—1991)17.化肥设备用高压无缝钢管(GB6479-1986)18.石油裂化用无缝钢管(GB9948—1988)19.金刚石岩芯钻探用无缝钢管(YB/T5052—l993)20.液压支柱用热轧无缝钢管(GB/T17396-1998)二.焊接钢管1.直维电焊钢管(GB/T13793—1992)2.双层卷焊钢管(GB/T11258—1989)3.低压流体输送用焊接钢管和低压流体输送用镀锌焊接钢管(GB/T3092-1993.GB/3091—1993)4.低压流体输送用大直径电焊钢管(GB/T14980-1994)5.流体输送用不锈钢焊接钢管防(GB/T12771—l991)6.低中压锅炉用电焊钢管(YB4102-2000)7.换热器用焊接钢管(YB4103一2000)8.传动轴用电焊钢管(YB/T52—1993)9.机械结构用不锈钢焊接钢管(GB/T12700-1991)10.带式输送机托辊用电焊钢管(GB/T13792—1992)11.深井水泵用电焊钢管(YB/T4028一1991)12.矿用流体输送电焊钢管(GB/T14291—1993)13.普通碳素钢电线套管(GB/T3640-1983)14.to型镀锌金属软管(GBH3bol—1983)15.S型针焊不锈钢金属软管(B/T3op一1983)三.铸铁管1.砂型离心铸铁管(GB/T3421—1982)2.连续铸铁管(GB/T3422—1982)3.柔性机械接口灰口铸铁管(GB/TM3—1986)4.梯唇型橡胶圈接口铸铁管(GB/T8714-1988)5.离心铸造球墨铸铁管GB/T13295一1991)第七章钢丝和钢丝绳885一.钢丝1.冷技圆钢丝.方钢丝.六角钢丝(GB/342—1997)2.一般用途低碳钢丝(GB/T343—1994)3.重要用途低碳钢丝(YB/T5032—l993)4.通信用镀锌低碳钢丝(GB/T346-1984)5.光缆用镀锌碳素钢丝(YB/T125—1997)6.销装电缆用镀锌低碳钢丝(GB/T3082—1984)7.优质碳素结构钢丝(GB/T32-1982)8.合金结构钢丝(GB/T3079-1993)9.碳素工具钢丝(GB/T5952—1986)10.合金工具钢丝(YB/T095—1997)11.高速工具钢丝(GB/T3080—l982)12.碳素弹簧钢丝(GB/T4357—1989)13.合金弹簧钢丝(GB/T5218—1999)14.重要用途碳素弹簧钢丝(GB/T4358—l995)15.非机械弹簧用碳素弹簧钢丝(YB/T5220-1993)16.阀门用油淬火.回欠碳素弹簧钢丝(YB/T5102一l993)17.阀门用油淬火.回火铬硅合金弹簧钢丝(YB/T5105—l993)18.阀门用油淬火一回人钻钒合金弹簧钢丝(YB/T5008—1993)19.油淬火.回火碳素弹簧钢丝(YB/T5103—1993)20.油淬火一回火硅锰合金弹簧钢丝(YB/T5104-1993)21.阀门用铝钒弹簧钢丝(YB/T5136-1993)22.弹簧垫圈用梯形钢丝(GB/T5222—1985)23.不锈钢丝(GB/T4240—1993)24.弹簧用不锈钢丝(YB/T11—1983)25.焊接用不锈钢丝(YB/T5092一1996)26.气体保护焊用钢丝(GB/T14958—1994)27.冷镦钢丝(GB/T5953—1999)28.冷顶锻用不锈钢丝(GB/T4232—1993)29.轴承保持器用碳素结构钢丝(YB/T5144-1993)30.高碳铬不锈钢丝(YB/T006-1997)31.汽车车身附件用异型钢丝竹(YB/T5183—1993)32.软轴用扁钢丝(YB/T5184一1993)33.内燃机用肩钢丝(YB/T5185—1993)34.乐器用钢丝(YB/T5218—199到35.家庭缝纫机机针用钢丝(YB/T5187-1993)36.弹性针布钢丝(YB/T056-1994)37.医用缝合针钢丝(YB/T5219-1993)38.幅条用钢丝(YB/T5005—1993)39.伞骨钢丝(YB/T097—1997)40.胎圈用钢丝(GB14450-199)41.橡胶软管增强用钢丝(GB/T11l82-1989)42.预应力混凝土用钢丝(GB/T5223—l995)43.预应力混凝土用低合金钢丝(YB/T038—l993)44.制绳用钢丝(GB/T8919-1996)45.电梯钢丝绳用钢丝口(GB/T5198—l993)46.钢芯铝绞线用镀锌钢丝(GB/T3428—1997)47.铝包钢丝门(GB/T123一1997)48.桥梁缆索用热镀锌钢丝(GB/T17101—1997)二.钢丝绳l.钢丝绳(GB/T8918—1996)2.密封钢丝绳(GB/T352—1988)3.面接触钢丝绳比(GB/T16269—1996)4.不锈钢丝绳(GB/T9944-1988)5.电梯用钢丝绳(GB8903—1988)6.操纵用钢丝绳(GB/T14451—l993)7.航空用钢丝绳(YB/T5197-1993)8.镀锌钢绞线(YB/T5004-1993)9.高强度低松弛预应力热镀锌钢绞线(YB/T152一1999)10.铝包钢绞线(YB/T124—l997)11.预应力混凝土用钢绞线(GB/T5224一1995)第八章特殊含金和钢材一.电工用钢l.电磁纯铁棒材(GB/T6983—1986)2.电磁纯铁热轧厚板(GB/T6984-1986)3.电磁纯铁冷轧薄板(GB/T6985—1986)4.电工用热轧硅钢薄钢板GB/T5212一1985)5.家用电器用热轧硅钢薄钢板(YB/T5287—1999)6.晶粒取向硅钢薄带(YB/T5224—1993)7.冷轧晶粒取向.无取向磁性钢带出B/T2521—1996)二.高温合金1.高温合金牌号(GB/T14992一1994)2.转动部件用高温合金热轧捧材防(GB/T14993—1994)3..普通承力件用高温合金热轧和锻制棒材(YB/T5245—1993)4.高温合金冷拉棒材(GB/T14994一1994)5.高温合金热轧钢板(G/T14995一1994)6.高温合金冷轧薄板(GB/T145996—1994)7.一般用途高温合金管(GB/TI5062一1993)8.冷域用高温合金冷拉丝(YB/T5249—1993)三.耐蚀合金1.耐蚀合金牌号出(GB/T15007一1994)2.耐蚀合金棒(GB/T15008—l994)3.耐蚀合金热轧板(GB/T15009一1994)4.耐蚀合金冷轧薄板(GB/T15010一1994)5.耐蚀合金冷轧带(B/T15012—l994)6.耐蚀会金冷轧(拔)无缝管(GB/T15011—1994)四.精密合金1.精密合金牌号(GB/T15018—l994)2.快淬金属的分类和牌号门B/T150l9—1994)五.软磁合金l.软磁合金门(GB/T15001—1994)2.耐蚀软磁合金(GB/T14986-1994)3.铁铝软磁合金(GB/T15004一l994)4.铁镍软磁合金(GBn198—1988)5.高硬度高电阻高磁导合金(GB/T14987—l994)6.高饱和磁感应强度软磁合金(GB/T15002一l994)7.恒磁导率合金(CB/T15003—1994)8.磁温度补偿合金(GB/T15005—l994)9.磁头用软磁合金冷轧带材(YB/T086-1996)10.软磁合金带卷绕环形铁心(YB/T5251—1993)六.变形永磁合金l.变形永磁钢(GB/T14991—l994)2.铁钻机永磁合金(GB/T14989-1994)3.铁钻钥磁滞合金热轧(或锻)棒材(GB/T14990—l994)4.磁滞合金冷轧带(GB/T14988—l994)5.变形铁镐钻永磁合金(YB/T5261—1993)6.烧结钛铁硼永磁材料(ZBH8003—l990)七.弹性合金1.弹性合金(GB/T15006-l994)2.弹性元件用合金3J1和3J53(YB/T5256—1993)3.发条用高弹性合金3j9(GB/T5153—1993)4.弹性元件用合金3J21(YB/T5253—1993)5.轴尖用合金3J2丝材(YB/T5252—l993)6.抗震耐磨轴尖合金3J40(YB/T5243—1993)7.频率元件用恒弹性合金刀刀和3J58(YB/T5254-1993)8.手表游丝用恒弹性合金3J53Y丝材(YB/T5262—1993)9.频率元件用恒弹性合金3Jod(YB/T5255—l993)10.正温度系数恒弹性合金(YB/T5244-l993)八.膨胀合金1.膨胀合金(GB/T14985一1994)2.铁镍铬.铁镍封接合金(YB/T5235—1993)3.铁铬玻封合金4J28(YB/T5235一1993)4.铁镍钻玻封合金4J29和4J44(YB/T5231—1993)6.瓷封合金圳刀.4J34(YB/T5234—1993)7.铁镍铜玻封合金4J41(YB/T5237一1993)8.杜美丝芯合金4J43(YB/T5236一一1993)9.低钻定膨胀瓷片合金4Jto(YB/T5236一1993)10.线纹尺合金(YB/T5238—1993)11.无磁磁凤基体用铁锰合金(YB/T5239-1993)12.无磁定膨胀瓷封合金4J784J80和4J82(YB/T5233—1993)13.集成电路引线框架用4J42K合全冷轧带村(YB/T100—l997)九.精密电阻合金l.镍铬电阻合金丝(YB/T5259-1993)2.镍铬基精密电阻合金丝(YB/T5260-1993)十.热双金属和其他特殊含金l.热双金属带村(GB/T4461—1992)2.高电阻电热合金(GB/T1234-1995)3.电真空器件用天磁不锈钢Ocr16Ni14(YB/T5250-1993)。
铸造用生铁-最新国标
铸造用生铁1范围本文件规定了铸造用生铁技术要求、试验方法、检验规则和质量证明书。
本文件适用于铸造用生铁。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T223.3钢铁及合金化学分析方法二安替吡啉甲烷磷铝酸重量法测定磷量GB/T223.5钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量GB/T223.13钢铁及合金化学分析方法硫酸亚铁铵滴定法测定钒含量GB/T223.16钢铁及合金化学分析方法变色酸光度法测定钛量GB/T223.18钢铁及合金化学分析方法硫代硫酸钠分离-碘量法测定铜量GB/T223.19钢铁及合金化学分析方法新亚铜灵-三氯甲烷萃取光度法测定铜量GB/T223.31钢铁及合金砷含量的测定蒸馏分离-钼蓝分光光度法GB/T223.32钢铁及合金化学分析方法次磷酸钠还原-碘量法测定砷量GB/T223.53钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜量GB/T223.59钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量GB/T223.60钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量GB/T223.61钢铁及合金化学分析方法磷钼酸胺容量法测定磷量GB/T223.63钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T223.64钢铁及合金锰含量的测定火焰原子吸收光谱法GB/T223.68钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T223.71钢铁及合金化学分析方法管式炉内燃烧后重量法测定碳含量GB/T223.79钢铁多元素含量的测定X-射线荧光光谱法(常规法)GB/T20066钢和铁化学成分测定用试样的取样和制样方法GB/T20123钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)YB/T081冶金技术标准的数值修约与检测数值的判定原则3技术要求3.1牌号及化学成分3.1.1铸造用生铁的牌号和化学成分应符合表1、表2、表3的规定。
铸造用生铁

铸造用生铁简介铸造用生铁是一种重要的工程材料,广泛应用于各种铸造工艺中。
由于其具有良好的流动性、可塑性和可加工性,使其成为制造复杂形状零件的理想选择。
本文将介绍铸造用生铁的特点、分类、应用以及相关工艺和注意事项。
特点铸造用生铁具有以下几个特点:1.良好的流动性和可塑性:铸造用生铁的液态温度范围较宽,可以在较大温度范围内保持液态状态,并具有较低的凝固收缩率,因此能够顺利填充复杂形状的铸型腔。
2.高强度和刚性:铸造用生铁具有较高的抗压强度和刚性,可以满足不同零件对于力学性能的要求,尤其适用于承受较大荷载的零件制造。
3.良好的耐磨性:由于铸造用生铁中含有大量的石墨微晶,其表面具有良好的自润滑性,能够有效减少零件的磨损,提高其使用寿命。
4.优异的耐腐蚀性:铸造用生铁在一些较恶劣的工作环境下,能够有效抵抗腐蚀和氧化,保持零件的长期稳定使用。
分类铸造用生铁根据铁碳相图的不同区域,可以分为:1.灰铸铁:灰铸铁的碳化物以石墨形式存在,通常颜色呈灰色。
灰铸铁的强度较低,但耐压性和刚性较高,因此常用于制造机械零件、气门座环、缸体等。
2.球墨铸铁:球墨铸铁的碳化物以球墨状的石墨存在,颜色呈黑色。
球墨铸铁的强度高于灰铸铁,而韧性和冲击韧性也更优秀。
球墨铸铁通常用于制造汽车零件、管道、轴承座等。
3.白口铸铁:白口铸铁的碳化物以白色蜂窝状的铁碳化物存在,颜色呈银白色。
白口铸铁的强度和硬度较高,但韧性较差,通常用于制造耐磨零件、磨块、刀具等。
应用铸造用生铁由于其良好的性能,在各个领域具有广泛应用,常见的应用包括但不限于以下几个方面:1.汽车制造:铸造用生铁广泛应用于汽车发动机的制造,如曲轴、缸体、活塞等。
其强度和刚性使得汽车发动机能够承受高压力和高温的工作环境。
2.机械制造:铸造用生铁在机械零件的制造中应用较为广泛,如机械床床身、齿轮箱壳体、轴承座等。
其良好的耐磨性和耐腐蚀性使得机械设备能够长时间稳定工作。
3.建筑工程:铸造用生铁在建筑领域也有所应用,如大型桥梁的支撑结构、建筑桩、箱形梁等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
≤0.020
Ni
l级
≤O.0064
2级
≤0.0064
Cu
l组
锰时
≤0.0050
2组
锰时
≤0.0060Βιβλιοθήκη Vl级≤0.0095
2级
≤O.0115
Ti
l级
≤O.0700
2级
≤0.0870
Mo
1级
≤0.00lO
2级
≤O.0012
注:微量元素含量(质量分数)之总和(∑r),一级品W总不得大于0.1000%,二级品不得大于0.1200%。
Z34
Z30
Z26
Z22
Z18
Z14
化学成分(质量分数:(%)
C
>3.3
Si
>3.20~3.60
>2.80~3.20
>2.40~2.80
>2.00~2.40
>1.60~2.00
>1.25~1.60
Mn
l组
≤O.50
2组
>0.50~0.90
3组
>0.90~1.30
P
1级
≤0.06
S
l类
≤0.03
≤O.04
2类
≤O.04
微量元素成分(质量分数:(%)
As
l组
锰时
≤O.0008
2组
锰时
≤0.0018
Pb
l级
≤O.0005
2级
≤O.0007
Sn
1级
≤0.0005
2级
≤O.00015
微量元素成分(质量分数:(%)
Sb
1级
≤O.00014
2级
≤0.0006
Zn
1级
≤O.0008
2级
≤O.0020
Cr
l级
≤O.020
铸造用生铁(YB/T14-1991)
相关专题:生铁
时间:2009-01-13 17:29
1.铸造用生铁(YB/T14-1991)
(1)用途主要用作生产各种铸铁件的基本原料。
(2)牌号和化学成分见表2-1。
表2-l铸造用生铁的牌号和化学成分
铁种
铸造用生铁
牌号
铸34
铸30
铸26
铸22
铸18
铸14
铁号
代号