第3章 压气机
第3章压气机
3.2 轴流式压气机转子 3.2.3 工作叶片及其与轮盘的联接 1、叶身的构造特点 (2) 特点 端部过弯叶身的叶片
为了减少叶片两端壁附面层所造成的损失,而将叶身(包括静子叶 片)尖端和根部前、后缘特别地加以弯曲,提高压气机效率。
第三十四页,编辑于星期五:二十一点 三十四 分。
3.2 轴流式压气机转子
3.2 轴流式压气机转子
5.2.1 转子的基本结构形式 2.盘式转子
第九页,编辑于星期五:二十一点 三十四分。
3.2 轴流式压气机转子
5.2.1 转子的基本结构形式 2.盘式转子
第十页,编辑于星期五:二十一点 三十四分。
加强盘式转子中盘与轴的联接(定心) ➢ 发夹型结构 ➢ 门型结构 ➢ 轴向梯形套齿等 ➢ 端面梯形套齿等
3.1 概述
➢ 轴流式压气机 转子:高速旋转对气流做功的组合件。
低压转子 双转子涡扇发动机中,低压转子就是风扇转子
或风扇转子和低压压气机转子的组合
高压转子
静子
包括机匣和整流器 单转子涡喷发动机中:进气装置、整流器机匣和扩压器机匣 双转子压气机中:进气装置、整流器机匣、扩压器机匣
分流机匣(将内、外涵道的气流分开)
第四十七页,编辑于星期五:二十一点 三十四 分。
3.3 轴流式压气机静子
3.3.1 整流器机匣 2. 整流器机匣的方案 (2)分段式机匣
机匣间的联接、定位和
较长叶片为避免发生危险共振或颤震在叶身中部的凸台
第三十一页,编辑于星期五:二十一点 三十四 分。
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 1、叶身的构造特点
(2) 特点 宽弦风扇叶片(V2500)
优点:没有增重、减震特性好、叶栅通道 面积大、 喘振裕度宽、级效率高等
03+第三章+压气机与风扇
7 可调静子叶片(Variable Guide/Stator Vanes)
改变进口导流叶片以及前面若干级静叶的安装角,从而改变气 流进入工作叶片时的流动方向,使攻角处于最佳状态,避免气流的 分离。
7 可调静子叶片 (Variable Guide/Stator Vanes)
8 双转子结构(Dual-spool)
CFM56
3 转子结构
(2)工作叶片(Blades) 功用:对流过的气流做功,提高其静压和速度。
基本结构形状:由叶身、平台和根部组成;有些长的风扇叶片,带 有中间突台。
3 转子结构
(2)工作叶片(Blades) 叶片在轮盘上的安装:
绝大多数轴流压气机的工作叶片利用燕尾形榫头与轮盘上的对 应榫槽相联结,并用各种固定方法使叶片沿轴向得以固定。
3.2 离心式压气机
2 工作原理(Principle of Operation)
利用叶轮旋转运动,将气体向外推动,使气体获得巨大的切向 速度,与此同时,因叶轮通道截面扩散使气流相对速度降低而提高 静压;通过扩压器将一部分动能转化为势能,进一步提高静压。
3.2 离心式压气机
3 特点和应用(Features and Applications)
第三章 压气机与风扇 Compressors & Fans
3.1 3.2 3.3 3.4 3.5 压气机的功用及类型 离心式压气机 轴流式压气机 风扇 工作叶片和轮盘的强度
3.1 压气机的功用及类型 Function and Types
1 功用
吸入并压缩大量空气,提高空气压力,使空气在进入 燃烧室时具有较高的压力,保证发动机具有较高的效率。
3.5 工作叶片和轮盘的强度
1 工作叶片的强度 (Blade Strength) 工作叶片受到本身的离心力和气体力的作用,引起叶片受到拉 伸、弯曲和扭转。由于叶片质心连线不在半径线上,离心力引起叶 片拉伸、弯曲(轴向与切向)和扭转;气体力引起叶片弯曲(轴向 与切向)和扭转。 (1)离心力拉伸应力(Tensile stress due to Centrifugal Force)
第三章涡轮喷气发动机压气机和涡轮的共同工作
如果在降低发动机转速的同时,增大喷管的出口面积,可以使 燃洲消耗率始终保持为最小,称为最佳巡航调节。但是,这种巡 航调节要求喷管出口面积连续可调,使调节系统和结构比较复杂。
9
3.3 过渡态下的共同工作
第三章 涡轮喷气发动机压气机和涡轮 的共同工作
发动机在飞机上使用时,其工作条件是不断变化的,而且发 动机的工作状态也是经常改变的。例如,起飞时要求发动机的 椎力比较大;飞机巡航飞行时,要求在提供一定推力的同时, 燃油消耗率要尽可能小;着陆时要求发动机以尽可能小的推力 稳定工作,并具备迅速地重新加速的能力。所有这些,都要求 我们了解发动机在非设计状态下的性能.也就是发动机的特性。
11
3.3.1加速过程中压气机和涡轮的共同工作
1.加速过程
要增大发动机转速,就要推油门,增大供油量,提高涡轮前燃气总温,使涡 轮功率大于压气机功率,从而产生剩余功率。加速过程可以用压气机功率与涡轮 功率的曲线来说明。
12
3.3.1加速过程中压气机和涡轮的共同工作
2. 最佳加速过程
首先是压气机稳定工作裕度的限制。 其次是涡轮强度条件的限制。
1
3.1 稳态下的共同工作
发动机五大部件组合在一起,构成发动机的本体而共同工作。 由于民用航空发动机的进气道和喷管均是不可调的,所以五大 部件的共同工作就是压气机、燃烧室和涡轮的共同工作。通常 将压气机、燃烧室和涡轮称为燃气发生器,它是各类燃气涡轮 发动机的核心机。所以,研究压气机和祸轮的共同工作,是研 究各种类型燃气涡轮发动机各部件共同工作的基础。
2
3.1 稳态下的共同工作
03轴流式压气机c结构
§3.3.1 压气机的通流部分型式
压气机的通流部分型式
(3)等平均直径:等平均直径的级数及效率介于两 者之间。
10
09:46:14
§3.3.1 压气机的通流部分型式
压气机的通流部分型式
(4)混合型:在大流量、高压比的压气机中,
采用组合型的通流形式。
11
09:46:14
§3.3.2 压气机的静子
38 09:46:14
① 中心拉杆转子
中心拉杆转子若靠摩擦力传扭,每个轮 盘之间还需装有销钉。当运行中轮盘万一松 动,销钉将起保险作用而防止轮盘之间产生 相对滑移,以保证安全运行。而当转子拆开 后复装时,销钉可使各轮盘之间的周向相对 位臵保持原状。因此,中心拉杆转子除端面 齿式外,各轮盘之间都装有销钉。
(1)等外径: 等外径的优点是平均直径逐级增 大,即圆周速度逐级增大,故级的平均作功量 大于等内径的而使级数较少,其次是气缸平直 且 Nhomakorabea于加工。
8 09:46:14
§3.3.1 压气机的通流部分型式
压气机的通流部分型式
(2)等内径: 等内径的优点是末级平均直径小而使 叶片高,有利于压气机效率的提高,还易于把通流 部分分为几个级组,每个级组设计成同一叶型以便 加工。
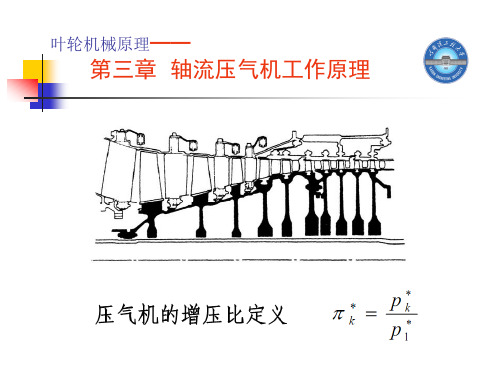
第三章 轴流式压气机原理和结构
第三节 轴流压气机的结构
09:46:14
1
轴流式压气机原理和结构
轴流式压气机的工作原理 压气机的特性曲线 压气机的喘振及防喘措施 轴流式压气机的结构
2
09:46:14
§3.3
轴流式压气机的结构
压气机是工作在300 — 550℃之间的 高速转动部件,由于该工作温度不 太高,结构设计时主要考虑作用在 压气机上的各种机械力。压气机在 结构上应满足强度和刚度要求。
电厂燃气轮机概论03压气机
02:11:43
5
1、基元级速度三角形
基元级的概念
高增压比的轴流压气机通常 由多级组成,其中每一级在一般 情况下都是由一排动叶和一排静 叶构成,并且每级的工作原理大 致相同,可以通过研究压气机的 一级来了解其工作原理。
02:11:43
6
基元级的速度三角形
为研究方便,可将圆柱面上的环形基元级展开 成为平面上的基元级。
沿流向是扩张的,亚声速气流在扩张的静叶流道中进
一步减速和增压。
c22 c32
2
3 dp
2 L fs
基元级中静叶的作用:1.导向,2.增压。
02:11:43
20
气体流经压气机级的参数变化
02:11:43
21
反力度
气流流过压气机基元级时,动叶和静叶都对气流有增 压作用,当基元级总的静压升高确定后,就存在静压升高 在动叶和静叶之间的分配比例问题。
在气流沿圆柱面流动的情
况下,u1 u2 ,可得到 cu c2u c1u wu wu w1u w2u
02:11:43
9
2、叶片与气体间的力与功
F ' p1 t p2 t q w2 q w1
02:11:43
10
叶片与气体间的力
叶片作用在气体上的力,与气体作用在叶片
C = w + u u r
02:11:43
7
02:11:43
w1
w2
c1
c2
c1a
wu
c1u u2
u1
cu
c1a (bc)2a c3a
简化速度三角形
8
燃气轮机教学ppt课件6压气机
轴流式压气机
n 一个亚声速级的压比只有1.05~1.28左右, n 一个超声速级的压比为1.5~2.0。 n 通常轴流式压气机都是多级的。
轴流式压气机
排气
T
排气
B轴
15级
B
C
进气
轴
进气
叶片越来越短 能量损失增加
离心式压气机
n 单级的压比高达3~8 n 但气体流动路线较曲折, 压缩效率较
低75%~85%。 n 受到材料强度的限制,工作叶轮的外
盘承受,使转子强度好。还可能达到最轻的质量。
在燃气轮机中应用广泛。 径向销钉转子 焊接转子
中心拉杆转子
径向销钉转子
盘鼓式转子
径向销钉孔周围应力集中 较严重,可能会产生裂纹。
径向销钉
主要在航空燃气轮机应用, 在重型燃机上基本不用。
花键传扭
盘鼓式 盘式
盘鼓式转子
焊接转子
—把轮盘在轮缘处焊接起来。
一个轮盘上装有数级动叶。 重型燃气轮机:电弧焊,工艺要求高。
二、压气机分类
活塞式压气机(又称容积式)
—利用气体容积的减少增压
供气压力较高 供气量较小 周期性的断续供气
伴随往复运动的振动
动力式压气机(又称叶片式)
—依靠高速旋转的叶片对气体做功实现压缩增压
供气压力相对低些 但供气量较大,且连续稳定
轴流式 气体流动方向大致平行于压气机旋转轴 离心式(径流式) 气体流动方向大致与旋转轴相垂直 混合式 同时具有轴流式与离心式工作轮叶片。
径向及圆周方向上都有梯度,且随时间而变,还需考虑气体粘性。
n 简化处理: n 取基元级,将三维流动简化为二维圆柱面流动的叠加; n 进一步简化: ①假设气流参数轴对称,或取周向平均值; ②气流的
3-轴流压气机原理
Lu
W12
W22
C22
C12
U
2 2
U12
2
2
2
(1)、给气流加入功叶栅中的气流动能必然发生 变化,也就是加工量体现在气流动能的变化上。 (2)三项的意义分别是:相对动能的变化量(动 叶静压的升高)、绝对动能的变化量(为静叶静压 升高做准备)、离心力做的功。
叶轮机械原理——
第三章轴流压气机基元级理论
轴向速度Ca的选取
叶轮机械原理——
第三章轴流压气机基元级理论
预旋的影响
叶轮机械原理——
第三章轴流压气机基元级理论
叶轮机械原理——
第三章轴流压气机基元级理论
叶轮机械原理—— 第三章轴流压气机基元级理论
基元级的无因次参数和无因次速度三角形
基元级的无因次参数有:运动反动度量Ω、流量系数Φ和能量头系数
等。关于运动反动度已在上面讲过,下面只介绍其它两个参数. 一、流量系Φ: 流量系数是气流轴向分速与圆周速度的比值.它表示着压气机的通流
能力。
ca V u Fu
式中:V——气体的容积流量,
F——垂直轴向的环形通道面积。 当流量一定时, Φ值大小直接影响通流面积。如果要求压气机 迎风面积小, Φ应取的值大。对轴流式压气机的平均半径基元级,
叶轮机械原理——
第三章轴流压气机基元级理论
叶轮机械原理——
第三章轴流压气机基元级理论
叶轮机械原理——
第三章轴流压气机基元级理论
叶轮机械原理——
第三章轴流压气机基元级理论
叶轮机械原理——
第三章轴流压气机基元级理论
叶轮机械原理——
第三章轴流压气机基元级理论
圆周速度u的选取
第3章压气机.docx

第3章压气机3. 1概述3. 2轴流式压气机转子3. 3轴流式压气机静子3. 4压气机防喘系统3. 5压气机附属装置3.6压气机主要零件的常用材料3. 7离心式压气机>功用:给气体做功,提高气体压力>主要指标:增压比、效率、可靠性、维修性、外廓尺寸和重量等。
>压气机基本类型:轴流式一WP6, WP8, WP7,WP13,斯贝离心式——WP5 混合式一ALF502根据转子的数目:单转子一WP6, WP双转子一WP7, WP13,斯贝三转子本课程主要研究轴流式压气机结构,对离心式和混合式只做一般介绍。
>轴流式压气机■转子:高速旋转对气流做功的组合件。
•低压转子双转子涡扇发动机中,低压转子就是风扇转子或风扇转子和低压压气机转子的组合•高压转子■静子•包括机匣和整流器单转子涡喷发动机中:进气装置、整流器机匣和扩压器机匣双转子压气机中:进气装置、整流器机匣、扩压器机匣分流机匣(将内、外涵道的气流分开)中介机匣(将气流由低压引入高压)中压压气机图3 ■“典型的三转子压气机鳥压压气机来自淇轮的中压轴传动低压釉传动来自涡轮的高压传动3. 2轴流式压气机转子3.2.1转子的基本结构形式>转子设计的基本矛盾■尺寸小、重量轻■转速高、负荷大■惯性力和力矩、气体力(轴向力和扭矩)>要求■可靠的强度和结构刚性■良好的定心、定位■传力、传扭可靠■良好的平衡性>基本结构形式:鼓式、盘式、鼓盘式3. 2轴流式压气机转子S 3. 5作用在压气机转子上的主要负荷肌一亀力;F,—机动芟行时的倾性力$ P*—•轴向力彳M(.—机动飞籽时的陀蚪力矩* 几一叶片的离心力]皿丁一转犷的扭矩* F K—转子质联的离心力(未标出)图玉6压气机转子的基本型式鼓式■ <b)fe式E (C加强的盘式$(d>鼓盘式3. 2轴流式压气机转子3.2.1转子的基本结构形式1 ■鼓式转子豉式转子(见图3.6(a))的基本构件是一圆柱形、橄榄形或圆锥形鼓筒(视气流通道形式而定八借安装边和螺栓与前■后半釉联接。
西北工业大学航空发动机结构分析课后答案第3章压气机
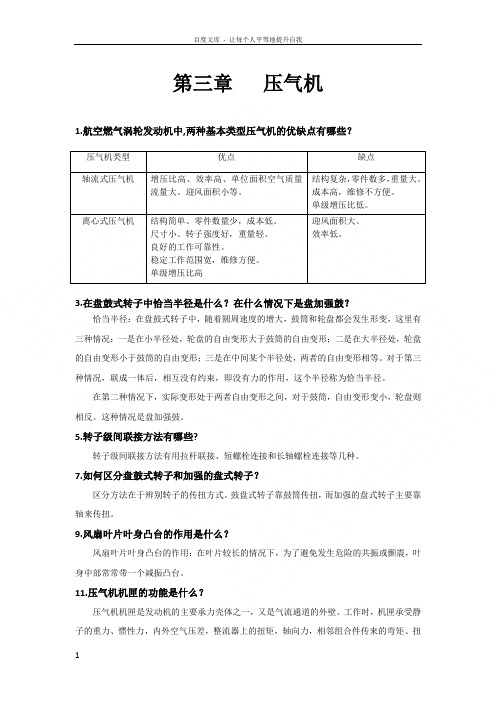
第三章压气机1.航空燃气涡轮发动机中,两种基本类型压气机的优缺点有哪些?压气机类型优点缺点轴流式压气机增压比高、效率高、单位面积空气质量流量大、迎风面积小等。
结构复杂,零件数多,重量大。
成本高,维修不方便。
单级增压比低。
离心式压气机结构简单、零件数量少,成本低。
尺寸小、转子强度好,重量轻。
良好的工作可靠性。
稳定工作范围宽,维修方便。
单级增压比高迎风面积大。
效率低。
3.在盘鼓式转子中恰当半径是什么?在什么情况下是盘加强鼓?恰当半径:在盘鼓式转子中,随着圆周速度的增大,鼓筒和轮盘都会发生形变,这里有三种情况:一是在小半径处,轮盘的自由变形大于鼓筒的自由变形;二是在大半径处,轮盘的自由变形小于鼓筒的自由变形;三是在中间某个半径处,两者的自由变形相等。
对于第三种情况,联成一体后,相互没有约束,即没有力的作用,这个半径称为恰当半径。
在第二种情况下,实际变形处于两者自由变形之间,对于鼓筒,自由变形变小,轮盘则相反。
这种情况是盘加强鼓。
5.转子级间联接方法有哪些?转子级间联接方法有用拉杆联接、短螺栓连接和长轴螺栓连接等几种。
7.如何区分盘鼓式转子和加强的盘式转子?区分方法在于辨别转子的传扭方式。
鼓盘式转子靠鼓筒传扭,而加强的盘式转子主要靠轴来传扭。
9.风扇叶片叶身凸台的作用是什么?风扇叶片叶身凸台的作用:在叶片较长的情况下,为了避免发生危险的共振或颤震,叶身中部常常带一个减振凸台。
11.压气机机匣的功能是什么?压气机机匣是发动机的主要承力壳体之一,又是气流通道的外壁。
工作时,机匣承受静子的重力、惯性力,内外空气压差,整流器上的扭矩,轴向力,相邻组合件传来的弯矩、扭矩和轴向力等。
此外,机匣还承受着热负荷和振动负荷,传递支撑所受的各种载荷,如径向力、剪力和弯矩等。
13.列举整流叶片与机匣联接的三种基本方法。
一、在锻造的分半式机匣内,机匣壁较厚,整流叶片用各种形式的榫头直接固定在机匣内壁机械加工的特定环槽内。
二、整流叶片还可以通过焊接直接与机匣联接。
03轴流式压气机c结构PPT课件

§3.3.2 压气机的静子
轴流式压气机静子主要由气缸 和静子叶片组件组成。它是压气机 中不旋转的部分
12
2020/10/30
§3.3.2 压气机的静子
(一)气缸
气缸是静子的核心,其他的静止 部件均固定在上面。它是整台机组的 承力骨架,承受着机组的重量、压缩 空气的内压力以及其他的作用力。
13
2020/10/30
§3.3.2 压气机的静子
(一)气缸
分段的气缸结构优点:
1. 前后缸可采用不同材料,前段工作温度 低用铸铁,后段工作温度高用铸钢,以 便物尽其用。
2. 每段气缸较短,便于内表及叶根槽的加 工。
3. 压气机一般需在中间级放气防喘,在气 缸分段处采用一圈环状放气道,这样沿 圆周一圈流出的气流较均匀,不会对叶 片造成不均匀的激振力。
§3.3.2 压气机的静子
(3)用固紧环固定的静叶环
用可拆卸的固紧环来固定静叶环。其优点 是气缸内壁无槽道而加工简化。
26
2020/10/30
§3.3.2 压气机的静子
3 可调静叶
MS9001E
27
2020/10/30
§3.3.3 转子
压气机转子是高速旋转的部件,它包括轮 盘、轴、动叶以及装在一起的其他零件。
19
2020/10/30
§3.3.2 压气机的静子
(一)气缸
在机组的轴向尺寸允许时,压气机出口采用直线 通道式的扩压器较好。扩压角2γ<10°-12 ° 时扩压效 率较高。
20
2020/10/30Hale Waihona Puke §3.3.2 压气机的静子
(二)静叶
静叶的功能是把气流在动叶中获得的动 能转变为压力能,同时使气流转弯以适应下 级动叶的进口方向。工作时静叶只承受气流 作用力,与动叶相比较强度问题不大,但应 考虑共振问题。通常,压气机静叶设计成直 叶片,且沿叶高各截面的型线一样。
第三章-压气机转子
第三章压气机第一节概述第二节压气机转子第四节压气机静子第五节防冰装置、防喘装置等1. 组成及分类进气道、静子、转子、防喘系统、防冰系统。
分类:轴流、离心、混合。
(气流,结构)涡轮螺桨发动机涡轮轴发动机2.特点进口处:外物易打伤、结冰、腐蚀。
转速高:叶片根部、轮盘承受负荷极大,平衡要求高。
对空气做功:要求效率高、叶型设计叶片高而薄:易振动、高频疲劳。
3.要求解决的问题转子有足够的刚性和强度;抗外物打伤能力和包容能力强;防喘、减缓振动,避免共振;效率提高、重量轻、工作稳定可靠、寿命长、成本低。
4. 气流通道形式等外径设计能充分提高叶片切向速度,加大加工量。
以减少压气机级数。
切向速度受到强度的限制。
多在压气机前面几级使用。
F404低压风扇第一节概述等内径设计优点:提高末级叶片效率。
缺点:对气体加功量小,级数多。
等中径设计介于两者之间,一般均混合采用。
CFM56-5C高压压气机第二节轴流压气机转子1. 转子的基本结构2. 压气机工作叶片结构3. 压气机轮盘结构4. 转子平衡技术1. 转子的基本结构一、结构分类鼓式转子结构简单弯曲刚性好转速受到限制(低于200米/秒)。
大流量比发动机增压级多采用。
鼓式转子—斯贝MK-2021. 转子的基本结构一、结构分类盘式转子盘的强度好弯曲刚性差盘易产生振动盘式转子—PW4000加强盘式转子SPEY 低压压气机转子混合式转子恰当半径:盘的变形等于鼓的变形。
盘加强鼓:盘的变形小于鼓的变形。
鼓加强盘:盘的变形大于鼓的变形。
混合式转子1. 转子的基本结构二、转子的连结形式:短螺栓连接焊接的盘鼓混合式转子销钉连接转子长螺栓连接转子短螺栓连接转子焊接的盘鼓混合式转子销钉连接转子长螺栓连接转子AL-31F叶身叶型:亚音、超音。
叶尖切速:决定叶片的加功量。
宽弦:提高抗外物打伤能力,减振。
端弯叶片根部(榫头)根部(榫头)叶片和盘的连接部分并将叶片的离心力均匀加在盘缘上。
轴向燕尾型--广泛采用于风扇、压气机中。
第3章第一节压气机的原理和特性ppt课件
1.压气机的特性与特性线 流量特性: 在转速、进气压力和进气温度一定时,压比和等熵效率随流量变化的关系,称为压气机的流量特性。 压气机的流量特性线: 通过实验测定并作出的压气机流量特性曲线。 压气机的特性线组: 不同转速下的压气机特性线绘在一起,所得到的曲线组,称为压气机的特性线组。
压气机的类型及特点 压气机级的工作原理 压气机的特性 压气机的不稳定工况 压气机的结构
主要内容
(一)压气机的类型及特点
1.压气机的作用 ——向燃气轮机的燃烧室连续不断地供应高压空气。 2.压气机的类型 轴流式:Axial-flow Type Air Compressor 离心式: Centrifugal-flow Type Air Compressor
轴流式压气机的结构
压气机的级 —— 由一列动叶片和紧跟其后的一列静叶片构成的压气机的基本工作单元。
第一级
世界各大燃气轮机公司采用的压气机
制造厂
GE发电
ABB-Alstom
Siemens
三菱重工
燃机型号(系列号)
MS9001FA
MS9001G/H
GT26
V94.3A
M701F
M701G
压气机型式、级数
代替圆周速度马赫数的定性准则数
(四)压气机的不稳定工况
典型的 不稳定工况
失速 喘振 阻塞
1.压气机的失速
(a)流量大于设计值 (b)流量小于设计值
叶背的边界层分离区易扩大
叶栅的失速 ——叶栅中体积流量减小时,叶栅背面边界层发生严重脱离,以致脱离区占据大部分流道并引起流动损失急剧增大的现象,称为叶栅的失速。 当压气机的某一级或某列叶栅失速时,压气机就进入失速状态。 叶栅失速的特征 ①一般先发生在叶栅的若干局部区域; ②局部失速区不是静止不动的,而是围绕压气机叶轮的轴线,以低于叶轮的速度与叶轮同向旋转; ③失速区的圆周速度一般为叶轮圆周速度的20%~80%,对多级轴流式压气机为40%~60%。 ④在相对坐标系中,失速区以相对速度u’朝叶栅运动的相反方向传播。
发动机原理-压气机

汽车发动机中的压气机通常与 发动机曲轴联动,利用发动机
的旋转来驱动压气机工作。
为了提高效率和减少能耗,汽 车发动机中的压气机通常采用 高效的设计,如采用高效的叶 轮和良好的密封措施。
汽车发动机中的压气机也需要 定期维护和检修,以确保其正 常工作和可靠性。
其他领域的应用
01
02
03
04
除了航空和汽车领域,压气机 还广泛应用于工业领域,如压 缩机站、气体分离和液化等。
现代航空发动机通常采用多级轴流式 压气机,这种设计能够提供更高的压 缩效率,同时降低能耗。
压气机的维护和检修对于确保航空发 动机的安全和可靠性至关重要,需要 定期进行清洗、检查和更换损坏的零 件。
汽车发动机中的压气机
在汽车发动机中,压气机通常 被称为空气压缩机,用于压缩 空气以供应制动系统、气瓶、 空调和其他需要压缩空气的设
空气的压缩
总结词
压缩过程是压气机工作的核心,主要通过压气机的旋转叶片实现。
详细描述
吸入的空气在压气机的叶片作用下开始压缩,随着叶片的旋转,空气被逐渐压缩,压力和温度也随之升高。这个 过程中,空气的体积被减小,密度增大,以便于更有效地进行燃烧。
空气的排
总结词
排出过程是压气机工作的最后一步, 主要通过排气口实现。
压气机的种类
离心式压气机
离心式压气机利用旋转叶片的离心力将空气吸入并压缩。其结构简单,可靠性 高,但效率较低。
轴流式压气机
轴流式压气机利用高速旋转的叶片将空气吸入并沿轴向流动,通过叶片的多次 压缩达到高压。其效率较高,但结构复杂,维护成本较高。
压气机的工作原理
01
02
03
空气吸入
压气机通过进气道吸入空 气。
第三章 轴流式压气机工作原理

2 dL f dLu 1 1 d (cu r ) 2 dca ( 2 ) dr 2 r dr dr dr
dLu 0 dr
令
dLf dr
0
等功等熵简化径向平衡方程
三、几种典型的扭向规律 1)、等环量扭向规律 cu r C
c1u r1 K1
c2u r2 K 2
代入轮缘功公式
代入简化径向平衡方程
ma065推力推力根据应用场合适当舍取给定设计要求速度三角形配置叶栅15根部c1u2动叶进口绝对速度周向分量c1u3圆周速度uluuw重量轻级数少单级lu增加luuw增加效率降低17三预旋的作用1正预旋可使相对速度降低减小损失2提高气流圆周速度提高轮缘功3可使c1a增大增加流量或减小迎风面积1835压气机叶型和叶栅的基本参数一平面叶栅的几何参数一叶型几何参数1中弧线中弧线与叶型前后缘连线3最大挠度fmax及相对位相对挠度4最大相对厚度及其相对位置叶型最大厚度距前缘距离195叶型前缘角后缘角中线在前后缘处切线与弦的夹角6叶型弯角二位置参数1叶型安装角4几何进口角1k和几何出口角2k中弧线在前后缘点切线与额线夹角20二平面叶栅中气流的物理图画和损失a108出口ma2061物理图画2损失1边界层摩擦损失2边界层分离损失3尾迹损失4尾迹与主流掺混损失5气流穿过激波损失叶背继续加速可能达到超音速叶盆无局部超音速21进气角与几何进口角夹角3出气角出口气流与额线夹角4落后角出气角与几何出口角夹角5气流转角气流流过叶栅方向的改变6损失系数流经叶栅的总损失22四平面叶栅的实验研究一亚声平面叶栅风洞二平面叶栅攻角特性基本不变损失由摩擦引起基本不变气流部分分离损失增大气流分离严重损失急剧增大2324三进口马赫数对攻角特性的影响a10607时四影响攻角特性的其他因素1雷诺数re2102紊流度低re紊流度增加损失减小高re紊流度增加损失增加局部超音速25五平面叶栅额定特性通用特性1绘制方法2应用限制mamacr额定工作状态如何布置叶栅
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
解决方法:焊接法 ,整体加工成型法
3.2.2 鼓盘式转子 1. 不可拆卸的鼓盘式转子
3.2.2 鼓盘式转子 1. 不可拆卸的鼓盘式转子 刚度研究:鼓筒与轮盘的位置
恰当半径内:鼓径向 变形小,盘大;鼓加 强盘 恰当半径外:盘径向 变形小,鼓大;盘加 强鼓
3.2.2 鼓盘式转子 1. 不可拆卸的鼓盘式转子 装配紧度研究
3.4 压气机防喘系统
3.4.1 压气机的喘振 基元级 攻角 落后角 失速:攻角过大时,气流从叶背分离,导致压气机效率降 低、工作不稳定、旋转失速、喘振。 旋转失速:失速区向叶片旋转相反方向移动的现象。 喘振:在非设计状态下,压气机前面增压级和后面增加级 不匹配,导致气流的攻角变大,所产生的脉冲型的气流分 离和堵塞。
机匣间的联接、定 位和密封——安装边 和螺栓联接
Байду номын сангаас
3.3 轴流式压气机静子
3.3.1 整流器机匣 2. 整流器机匣的方案 (3)整体式机匣
3.3 轴流式压气机静子
3.3.1 整流器机匣 3. 整流器机匣的方案研究 影响因素:转子和整流器的方案 机匣的材料和工艺 机匣的铸造工艺分:铸造,板料焊接,锻造后经机械加工 近代发动机机匣
3.2 轴流式压气机转子
3.2.1 转子的基本结构形式 1.鼓式转子
3.2 轴流式压气机转子
3.2.1 转子的基本结构形式 1.鼓式转子
3.2 轴流式压气机转子
5.2.1 转子的基本结构形式 2.盘式转子
3.2 轴流式压气机转子
5.2.1 转子的基本结构形式 2.盘式转子
加强盘式转子中盘与轴的联接(定心) 发夹型结构 门型结构 轴向梯形套齿等 端面梯形套齿等
3.2.2 鼓盘式转子 2. 可拆卸的鼓盘式转子 (1)用拉杆联接 JT3D
刚度:拉杆的拉紧力 传扭:端面摩擦 定心:圆柱面 流道变化,多根拉杆联接
3.2.2 鼓盘式转子 2. 可拆卸的鼓盘式转子 (2)短螺栓联接 JT9D高压 刚性:螺栓预紧力 定心、传扭:螺栓
3.2.2 鼓盘式转子
2. 可拆卸的鼓盘式转子 (3)长轴螺栓联接 30 KY 低压转子 定心、传扭:端面圆弧齿
3.2 轴流式压气机转子
3.2.1 转子的基本结构形式 3.鼓盘式转子
3.2.1 转子的基本结构形式 3.鼓盘式转子
3.2 轴流式压气机转子
3.2.2 鼓盘式转子 鼓盘式转子兼有鼓式转子的抗弯刚性和盘式转子承 受大离心力载荷的能力,因此得到广泛的应用,特别在现 代涡扇发动机的高压压气机上。 分类 1. 不可拆卸的转子 2. 可拆卸的转子 3. 部分不可拆卸部分不可拆卸的混合式转子
3.2.2 鼓盘式转子
2. 可拆卸的鼓盘式转子 关键件:拉杆 预紧力:拉杆在装配时的拉紧力,用于保证压气机各 级件联接的可靠性和整体刚度。 影响因素
计算截面的弯矩值 拉杆所在半径大小 转子上的气体轴向力 所选材料(应与鼓筒、轮盘尽量一致) 装配方法
3.2.2总结:在制造技术和装配工艺许可下,应尽量选择 零件数目少且不可拆卸的、整体式的或混合式的结构方案。
静子
3.2 轴流式压气机转子
3.2.1 转子的基本结构形式 转子设计的基本矛盾 尺寸小、重量轻 转速高、负荷大 惯性力和力矩、气体力(轴向力和扭矩) 要求 可靠的强度和结构刚性 良好的定心、定位 传力、传扭可靠 良好的平衡性 基本结构形式:鼓式、盘式、鼓盘式
三大段,焊接或整体制造, 再用短螺栓联接
3.2.2 鼓盘式转子 3、 混合式的鼓盘转子 (2) CFM56和V2500的高压压气机转子
三大段,1~2级钛合金焊接, 4~9级不锈钢焊接,与3级短螺 栓联接
两大段,短螺栓联接
3.2.2 鼓盘式转子 3 、混合式的鼓盘转子 (3) AJI — 31 的高压压气机转子
恰当半径内:鼓径向变形小,盘大;盘压入鼓 恰当半径外:盘径向变形小,鼓大;鼓压入盘
3.2.2 鼓盘式转子 1. 不可拆卸的鼓盘式转子 装配定心:径向销钉原理
3.2.2 鼓盘式转子 2. 可拆卸的鼓盘式转子 在转配以后可以根据使用和维修的要求进行可以进行无 损分解的转子。 分类 (1)用拉杆联接 JT3D (2)短螺栓联接 JT9D高压 (3)长轴螺栓联接 30 KY 低压
三大段,一段(1~3级),二段(4~6级),三段(7~9级)
短螺栓 长螺栓
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 转子叶片 构造:叶身+榫头 工作可靠性:叶身本身和其与轮盘的联接有足够的强度、适 宜的刚性和较小的应力集中。 1、叶身的构造特点 (1)要求: 由适应亚声速和超声速工作的叶片型面,按照一定的扭 向规律及型面重心分布规律,沿着叶高重叠而成; 为减轻重量,叶尖的弦长要比根部的短,厚度比根部的 薄。
双层机匣 包容机匣
3.3 轴流式压气机静子
3.3.2 整流器 1. 叶片与机匣的固定方案 (1) 整流叶片的榫头固定
3.3 轴流式压气机静子
3.3.2 整流器 1. 叶片与机匣的固定方案 (2) 直接固定法 螺帽联接 wp6的整流叶片 用螺纹轴颈和矩形板直接 装在机匣内壁环槽内,用螺帽 拧紧。 焊接固定 WP13 的1,3,4,5级除了1级 空心整流叶片用螺帽联接外, 均用焊接固定
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 2、榫头的构造 (2) 分类 a. 燕尾形榫头
结构简单、抗振性好、承载弱、尺寸大(重) 依靠槽侧面定位、传力 榫头和榫槽可以过渡配合、也可以小间隙配合
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 2、榫头的构造 (2) 分类 a. 燕尾形榫头
3.2.2 鼓盘式转子 1. 不可拆卸的鼓盘式转子
3.2.2 鼓盘式转子 1. 不可拆卸的鼓盘式转子 级间联接:圆柱面紧度配合+径向销钉,焊接 ,整体加 工成型 圆柱面紧度配合+径向销钉法 定心:圆柱面加径向销钉 传扭:径向销钉和配合面的摩擦力 优点:结构简单,工作可靠,加工方便 缺点:转子的零件较多,制造偏差会影响转子的定心 和平衡
3.3 轴流式压气机静子
3.3.2 整流器 1. 叶片与机匣的固定方案 (3) 间接固定 wp7发动机第2级整流器
3.3 轴流式压气机静子
3.3.2 整流器 2. 整流器的支点方案
双支点:提高叶片自身的自震频率,减少漏气损失,提高压气机 效率。
3.3 轴流式压气机静子
3.3.2 整流器 3. 整流器的方案总结
3.2.2 鼓盘式转子
3. 混合式的鼓盘转子 由若干大段组成;每一段由若干级焊接而成不可拆卸转子; 每一大段通过短螺栓联接组成可拆卸转子。 可以分段式用不同材料制造,满足压气机前后温差大的需 求。 目前,现代发动机的高压转子中,较多采用混合式转子
3.2.2 鼓盘式转子 3、 混合式的鼓盘转子 (1)AJI — 31 的低压压气机转子
大流量比涡扇发动 机:能单个拆除带 冠叶片的锁紧结构。
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 2、榫头的构造 (2) 分类 b. 销钉式榫头
简单,但是承 载能力有限, 尺寸和重量大
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 2、榫头的构造 (2) 分类 c. 枞树型榫头
3.4 压气机防喘系统
3.4.1 压气机的喘振 对于多级轴流式压气机,容易出现喘振的情况 在一定转速下工作时,若出口反压增大,使空气流量降 低到一定程度时,就会产生共振。因为空气流量降低时, 各级叶片上的气流攻角增加,容易产生气流分离和堵塞。 当发动机偏离设计工作状态而降低转速时容易发生喘振。 因为增压比的变化与流道变化不匹配。因此,低增压比 (<4)的压气机不容易产生喘振。 喘振的现象: 强烈的不稳定工作现象,即流过压气机的气流沿着压气机 的轴线方向产生低频高振幅的强烈震荡,压气机出口平均 压力急剧下降,出口总压、流量、流速产生大幅度脉动, 并伴随有强烈放炮声。
3.2.3 工作叶片及其与轮盘的联接 1、叶身的构造特点 (2) 特点 端部过弯叶身的叶片
为了减少叶片两端壁附面层所造成的损失,而将叶身(包括静子叶 片)尖端和根部前、后缘特别地加以弯曲,提高压气机效率。
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 2、榫头的构造 (1) 要求
周向尺寸小,重量 轻,能承受较大的 载荷,但是多靠榫 齿传力,应力集中 严重,工艺性差。
3.3 轴流式压气机静子
组成:机匣和静子叶片(整流器) 3.3.1 整流器机匣 1. 作用在机匣上的负荷
3.3 轴流式压气机静子
3.3.1 整流器机匣 2. 对机匣的基本要求
3.3 轴流式压气机静子
3.3.1 整流器机匣 2. 整流器机匣的分类 整体式 转子可拆卸
平台包容叶根型面,中间叶根,圆角过渡减小应力
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 2、榫头的构造 (2) 分类 a. 燕尾形榫头
槽向固定:防止在叶片 气动力和离心力的槽向 分力下沿槽向移动,或 振动脱落。
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 2、榫头的构造 (2) 分类 a. 燕尾形榫头
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 1、叶身的构造特点 (2) 特点 减震凸台
较长叶片为避免发生危险共振或颤震在叶身中部的凸台
3.2 轴流式压气机转子
3.2.3 工作叶片及其与轮盘的联接 1、叶身的构造特点 (2) 特点 宽弦风扇叶片(V2500)
优点:没有增重、减震特性好、叶栅通道 面积大、 喘振裕度宽、级效率高等