数控插齿机工作台结构与控制系统设计
数控机床工作台及数控系统设计

第一章绪论数控机床的电解加工是利用金属在电解液中发生电化学阳极溶解的原理将工件加工成形的一种特种加工方法。
加工时,工件接直流电源的正极,工具接负极,两极之间保持电流,从而形成电化学阳极溶解。
随着工具相对工件不断进给,工件金属不断被电解,电解产物不断被电解液冲走,最终两极间各处的间隙趋于一致,工件表面形成与工具工作面基本相似的形状。
电解加工对于难加工材料、形状复杂或薄壁零件的加工具有显著优势。
目前,电解加工已获得广泛应用,如炮管膛线,叶片,整体叶轮,模具,异型孔及异型零件,倒角和去毛刺等加工。
并且在许多零件的加工中,电解加工工艺已占有重要甚至不可替代的地位。
与其它加工方法相比,根据参考文献[3],电解加工具有如下特点,:a)加工范围广。
电解加工几乎可以加工所有的导电材料,并且不受材料的强度、硬度、韧性等机械、物理性能的限制,加工后材料的金相组织基本上不发生变化。
它常用于加工硬质合金、高温合金、淬火钢、不锈钢等难加工材料。
b)生产率高,且加工生产率不直接受加工精度和表面粗糙度的限制。
电解加工能以简单的直线进给运动一次加工出复杂的型腔、型面和型孔,而且加工速度可以和电流密度成比例地增加。
据统计,电解加工的生产率约为电火花加工的5至10倍,在某些情况下,甚至可以超过机械切削加工。
c)加工质量好。
可获得一定的加工精度和较低的表面粗糙度。
加工精度(mm):型面和型腔为± 0.05~0.20;型孔和套料为± 0.03~0.05。
表面粗糙度(mm):对于一般中、高碳钢和合金钢,可稳定地达到 Ra1.6~0.4,有些合金钢可达到 Ra0.1[1]。
d)可用于加工薄壁和易变形零件。
电解加工过程中工具和工件不接触,不存在机械切削力,不产生残余应力和变形,没有飞边毛刺。
e)工具阴极无损耗。
在电解加工过程中工具阴极上仅仅析出氢气,而不发生溶解反应,所以没有损耗。
只有在产生火花、短路等异常现象时才会导致阴极损伤。
Y数控工作台机电系统设计

Y数控工作台机电系统设计Y数控工作台机电系统设计数控工作台是一种自动化加工设备,它可以根据数控程序编制的要求,实现各种形状的物体的加工。
随着科技的不断发展,数控工作台的作用和功能越来越丰富和强大,在机械制造、航空航天领域等产业中得到了广泛的应用。
这篇文档将围绕着Y数控工作台的机电系统设计进行探讨。
一.Y数控工作台的机电系统构成Y数控工作台的机电系统主要包括机械系统、电气控制系统和液压系统三个部分。
1. 机械系统机械系统是数控工作台的重要组成部分,主要包括床身(含工作台面)、主轴箱、进给系统、刀架、机座、关节、导轨、丝杠等。
床身是数控工作台的主要承载结构,床身的质量和精度决定了工作台的精度以及稳定性。
主轴箱中配的主轴涉及到工作台的切削速度和加工精度,主轴箱的刚性和精度是影响加工的质量和稳定性的关键因素。
进给系统决定了工作台的进给速度和进给距离,进给系统的精度对工作台的定位精度有直接影响。
刀架是用来装载刀具和切削材料的,其精度和稳定性也会影响到加工质量。
机座和关节是工作台各个结构之间的连接部件,其可靠性和稳定性会影响到工作台的整体性能。
导轨和丝杠为工作台提供了定位和进给功能,其精度和稳定性对整个加工的质量和效率有着直接的影响。
2. 电气控制系统Y数控工作台的电气控制系统主要包括数控系统、伺服电机系统、控制器和电源系统等。
数控系统是数控工作台的控制中心,它通过预先编制好的加工程序来控制工作台的各项运动。
伺服电机系统提供了工作台各项运动的动力,其精度和可靠性直接关系到工作台的运动精度和加工质量。
控制器和电源系统则负责整个电气系统的稳定性和安全性。
3. 液压系统Y数控工作台的液压系统主要用来控制工作台的刀架和进给系统的运动和定位。
液压系统主要由油源、管路、执行元件和控制元件等组成。
二.Y数控工作台的机电系统设计Y数控工作台的机电系统设计需要考虑多个因素,如工作台的性能、使用环境、稳定性、可维护性和制造成本等。
x-y数控工作台系统设计
x-y数控工作台系统设计数控工作台(NC台)是一种能够实现自动化控制的机床,通过控制系统控制运动轴,实现加工工件的自动化生产。
NC台具有高精度、高效率和高质量等优点,被广泛应用于机械制造、汽车制造、电子制造等行业。
本文基于x-y数控工作台进行系统设计,主要包括硬件设计和软件设计两个方面。
一、硬件设计1.结构设计x-y数控工作台采用平面结构,由两个直线导轨和两个横梁组成,导轨上分别装有X 轴和Y轴的导轨拖板,拖板通过步进电机驱动实现轴向移动。
横梁采用U型结构,可架设工作板以加工工件。
2.传动设计X轴和Y轴采用步进电机、齿轮与齿条传动方式,步进电机驱动主轴转动,通过齿轮与齿条传动方式使导轨拖板相对运动,实现工件加工。
3.控制系统设计x-y数控工作台采用单片机进行控制,主要包括运动控制模块、数据采集模块和人机交互模块。
(1)运动控制模块:负责控制步进电机的旋转速度和方向,实现轴向移动。
(2)数据采集模块:负责采集加工工件的尺寸和加工参数,并通过计算机进行分析和处理。
(3)人机交互模块:负责完成数控工作台的操作和参数设置,以及显示加工工件的加工过程和结果。
x-y数控工作台采用C语言进行程序设计,程序主要分为三个部分:初始化程序、主程序和中断程序。
1.初始化程序初始化程序主要用于设置数控工作台的各种参数,包括步进电机的旋转速度和方向、齿轮和齿条的尺寸、数据采集模块的采样频率和采样方式等。
2.主程序(3)根据加工工件的尺寸和加工参数计算出工作台的运行参数,并将计算结果传输给运动控制模块。
(4)定时更新数控工作台的运行参数,保证加工的稳定性和精度。
3.中断程序中断程序是数控工作台的辅助程序,主要用于接收外部的信号和响应用户的操作。
具体流程如下:(1)接收外部的信号,并根据信号类型跳转到相应的程序段。
(2)响应用户的操作,如调整加工参数、停止加工、保存加工结果等。
三、总结本文基于x-y数控工作台进行系统设计,主要包括硬件设计和软件设计两个方面。
数控齿条插齿机的几个关键控制技术
数控齿条插齿机的几个关键控制技术数控齿条插齿机的几个关键控制技术1 引言传统机械齿条插齿机因为带入了传动链误差,且结构复杂,故精度难以保证,而数控齿条插齿机在精度等级和生产效率上比普通机械齿条插齿机要高。
根据齿条插齿原理,数控齿条插齿机主要运动包括如下几个方面。
切削主运动(主轴):插齿刀沿刀轴轴线方向(齿宽方向)作快速垂直往复运动,每分钟往复运动的次数被称为冲程数。
在齿条加工中,根据模数和材料等不同,冲程数是不同的。
刀轴的旋转运动(刀轴)和工件的直线运动(工作台):工作台的直线运动跟刀轴的旋转运动之间实现齿轮啮合运动,加工成齿。
径向进给运动(进给轴):控制刀轴的旋转运动和工件的直线运动的啮合深度,加工正确的齿高。
让刀运动:插齿刀沿刀轴轴线方向作快速垂直往复运动时,向下为有效切削。
为了保证插齿刀向上运动不会擦伤已加工好的齿面,向上运动时插齿刀需与齿坯保持一定距离,即让刀运动。
主轴由交流变频器驱动交流电动机实现冲程数的改变;刀轴、工件台和进给轴由交流伺服系统驱动,组成三轴控制两轴联动数控系统;让刀运动则由机械结构实现。
2 数控齿条插齿机的控制系统结构HYK58150数控齿条插齿机的控制系统结构框图如图1所示。
起点图1 数控齿条插齿机的控制系统结构由图可知:插齿机的主控装置为PLC ,PLC 的两轴联动定位模块分别控制工作台直线运动与刀轴的旋转运动;单轴定位模块控制进给轴运动,PLC 的高速输出端输出PWM 波形,实现交流变频器的变频调速。
触摸屏作为人机界面用来输入加工参数和各种参数、工作状态的显示。
此外,为便于手动精确定位,使用了一台手摇脉冲发生器。
3 反向间隙补偿技术加工一根齿条一般要经过左、右多次连续滚切,由于工作台和刀轴的机械结构完全不同,两个轴的间隙误差是不相同的,加上加工齿条的特殊性,反向间隙补偿问题不同于普通数控设备。
假设现要加工一根长度为l 的齿条,要求左、右各滚切一次成型。
不论成品齿条的模数是多少,数控系统应控制工作台的直线移动位移量和刀轴的等效直线运动位移量相等,即数控系统控制工作台和刀轴的运动轨迹是斜率为450的直线。
新型数控高速插齿机工作台的设计
下顶尖装在下顶尖座内, 在弹簧及工件压力 的作用下
可上 下移 动 ;下 顶尖 座 内有 螺 纹与 弹 簧盖 的外 螺 纹配 合 , 下顶 尖座 通 过 1 2 锥 度安 装 在导 柱 内 , 柱 与工 作 台主 :0 导 轴 内孔 配磨 , 证 主轴 中心跳 动 在 0 0 m 以 内 , 柱 可 保 .5 0 m 导
— —
表 5 发展环境指标下属 4个指标的指标值 人均 国民 农业增加值 占 第一产业从业人员 农业财政 省份 生 产 总值 G P的 比重 占全 社 会从 业 人 员 支 出 比重 D 元, 人 % 比重 % %
浙 江 4 6 . 1 64 9 6 51 . 0 2 。7 45 ~ 2 m, 025 m 且加工精度高。
( 下转 第 1 8页 )
【 作者简介】 包应时(9 9 ) 男, 1 6 - , 浙江金华人 , 讲师 , 主要从事数控技 术研 究工作。
AGRI CUL TUR ECHNOLOGY& EQUI ET AL T P N 1 M 5
2 具体 工作原理
21 工作原 理 .
m 刀具可调行程范围为 9 m; m, 0 a r 采用下胀套上顶尖定位 方式 , Y S 10 Y 5 1 、 S 10 N 如 K 5 2A、 K 15 Y 52 C C等 , 受下胀套影
响 , 床工 作 台主轴 不 能按 工件 长度 调 整加 工位 置 。 机 因此 ,
方面, 由表 3可知 , 山东 、 苏的农 业机 械 化水 平达 到 了非 江
1 系统 组成 用于变速器轴齿轮加工有大调整范围的新 型数控高
速插齿机工作 台, 由工作 台主轴 、 下顶尖 总成 、 基座 、 调整
【 稿 日期 】 2 1 — 3 0 收 00 0- 5 【 编】 3 10 邮 200
数控Y工作台与控制系统设计方案
数控Y工作台与控制系统设计方案数控Y工作台与控制系统设计方案一、背景随着科技的不断发展和进步,数控机床迅速发展。
数控机床是通过计算机来实现工件加工的机床,利用数控技术可以实现高精度、高效率、高质量的机械加工。
Y工作台作为数控机床上的工作位置可进行多方向移动,适合进行多角度的加工。
本方案旨在设计一种数控Y工作台以及相应的控制系统,以满足不同大小、不同形状的工件加工要求。
二、设计方案2.1 数控Y工作台设计方案数控Y工作台由上下平台和左右移动部分组成。
平台上可安装工件进行加工,左右移动部分可以控制工件在水平平面上移动。
2.1.1 上下平台上下平台由硬质铝材料制成,可实现高精度的加工。
其表面设计均匀分布的固定螺钉,可使工件固定在平台上,避免在加工过程中产生移动。
上下平台支持旋转,可使工件在加工过程中进行旋转以便完成不同角度的加工。
2.1.2 左右移动部分左右移动部分由一个线性导轨与电机、减速器组成。
电机通过齿轮传动减速器驱动导轨的滑块,实现工作台的左右移动。
导轨是由高强度铝材料制成,耐磨性能好且机械强度高,可确保移动的精度和稳定性。
2.2 控制系统设计方案2.2.1 控制芯片控制芯片采用高性能的ARM架构芯片,可实现高速运算和数据处理。
它具有256KB的RAM和4MB的Flash存储器,具有充足的存储空间和计算能力,可运行复杂的加工程序。
2.2.2 驱动电机驱动电机采用步进电机,使用专用的驱动器进行驱动,以实现高精度和高速度的移动。
步进电机可以精确控制每一个步进角度,使得工作台的移动位置具有高度精确度。
2.2.3 控制软件控制软件拥有强大的功能和易用的接口,可支持多种加工操作。
其中包括自动调整加工的刀具位置、加工速度等功能,可根据工件大小和形状灵活调整。
控制软件还支持多种常见的加工文件格式,如G代码、IGES、DXF等,用户进行加工操作时可根据需要选择文件格式。
三、总结数控机床已经成为现代机械加工的主要手段之一,其中数控Y工作台是一种重要的机床组件。
机械毕业设计301X-Y数控工作台及其控制系统设计
学士学位毕业论文(设计)X-Y数控工作台机电系统设计学生姓名学号专业械设计制造及其自动化班级指导教师学部机电工程学部答辩日期X-Y数控工作台机电系统设计摘要X-Y数控工作台机电系统设计是一个开环控制系统,其结构简单。
实现方便而且能够保证一定的精度。
降低成本,是微机控制技术的最简单的应用。
它充分的利用了危机的软件硬件功能以实现对机床的控制;使机床的加工范围扩大,精度和可靠性进一步得到提高。
X-Y数控工作台机电系统设计是利用8031单片机,及2764,6264存储器及8155芯片等硬件组成,在控制系统的硬件上编写一定的程序以实现一定的加工功能。
其基本思想是:通过圆弧或者直线插补程序以实现对零件进行几何加工,每进行一段加工都要产生一定的脉冲以驱动电机正反转,同时通过8155(1)将相应的加工进刀信息送至刀架库中以实现以之相应的走刀,电机和刀具的相对运动所以实现了刀具对工件的加工。
该控制系统采用软件中断控制系统结构及子程序结构简单,条件明确在经济型数控中应用较多。
中断结构采用模块化结构设计因为这种结构便于修改和扩充,编制较为方便,便于向多处理方向发展。
X-Y数控工作台机电系统设计采用步进电机作为驱动装置。
步进电机是一个将脉冲信号转移成角位移的机电式数模转换器装置。
其工作原理是:每给一个脉冲便在定子电路中产生一定的空间旋转磁场;由于步进电机通的是三相交流电所以输入的脉冲数目及时间间隔不同,转子的旋转快慢及旋转时间的长短也是不同的。
由于旋转磁场对放入其中的通电导体既转子切割磁力线时具有力的作用,从实现了旋转磁场的转动迫使转子作相应的转动,所以转子才可以实现转子带动丝杠作相应的运动。
本题目是步进电机,微型计算机,插补原理,汇编语言的综合应用,本题目设计得到了老师的帮助和支持,最后由董玉红老师审定,在此表示感谢。
本题目由方世龙完成,共分六章,第一章主要设计总体方案设计第二章主要设计了机械系统设计;第三章主要设计了控制系统硬件设计;第四章主要设计控制系统软件设计;第五章主要是本设计的附录。
基于单片机的数控车床XY工作台与控制系统设计报告
基于单片机的数控车床XY工作台与控制系统设计报告设计报告:基于单片机的数控车床XY工作台与控制系统设计1.引言数控(数值控制)车床是一种以机电一体化技术为基础,通过计算机控制工件加工的设备。
传统的车床需要操作工人手动控制加工过程,而数控车床则通过计算机编程实现自动化加工。
本设计报告旨在设计基于单片机的数控车床XY工作台与控制系统,实现工件在XY平面上的精准加工。
2.系统设计(1)硬件设计本系统的硬件设计包括数控车床的机械结构和控制系统的电路设计。
数控车床的机械结构需要设计XY工作台的运动结构。
可以采用步进电机或直流伺服电机作为驱动器,通过丝杆传动实现运动。
同时,需要设计定位传感器用于测量工件位置,反馈给控制系统。
控制系统的电路设计主要包括单片机的选择和配套电路。
可以选择性能稳定、功能强大的单片机作为控制器,并设计外部电路实现与驱动器和传感器的连接。
此外,还需要设计电源电路、通信接口等。
(2)软件设计软件设计是数控车床控制系统非常重要的一部分,需要实现驱动器控制和运动轨迹规划等功能。
可以使用C语言开发嵌入式软件程序。
驱动器控制:通过控制输出脉冲和方向信号,控制步进电机或直流伺服电机的运动。
可以根据用户输入的指令,控制工件在XY平面上移动。
运动轨迹规划:根据用户输入的参数,计算出工件在XY平面上移动的运动轨迹。
可以采用插补算法,实现平滑移动和加工轨迹自由控制。
3.系统实现(1)实现步骤首先,进行硬件设计。
根据车床的尺寸和加工需求设计XY工作台的运动结构,选择合适的驱动器和传感器。
然后,根据单片机选型,设计电路连接驱动器和传感器。
最后,设计电源电路和通信接口。
其次,进行软件设计。
根据硬件设计的结果,编写嵌入式软件程序,实现驱动器控制和运动轨迹规划等功能。
最后,进行系统调试。
根据设计的功能要求,对系统进行全面测试和调试,验证系统的稳定性和性能。
(2)实验结果通过实验验证,本设计的数控车床XY工作台与控制系统实现了工件在XY平面上的精确加工。
数控插齿机工作台结构与控制系统设计
目录中文摘要 (1)英文摘要 (2)1 引言 (3)1.1 设计的目的和意义 (3)1.2 数控插齿机在国内外的发展概况及存在的问题 (4)1.2.1国内研究现状 (4)1.1.2国外研究现状 (4)1.3 课题的研究内容 (5)2.整机运动方案的确定 (5)2.1 机床主要设计参数及规格 (5)2.1.1机床的用途和使用范围 (5)2.1.2机床的技术规格 (5)2.2 数控插齿机的设计原理及主要结构 (6)2.2.1插齿机加工原理分析 (6)2.2.2数控插齿机主要运动及结构 (6)2.3 新方案的提出和分析 (7)2.3.1结构改进设计 (7)2.3.2优缺点比较和分析 (7)3 工作台进给结构各个传动部件的方案选择 (8)3.1导轨的选型和分析计算 (8)3.1.1导轨类型的选择 (8)3.1.2丝杠螺母副的选用 (10)3.2.滑动导轨副的选型和计算 (10)3.2.1导轨上移动部件的重量估算 (10)3.2.2插削力的计算 (10)3.2.3滑块承受工作载荷的计算及导轨型号的选取 (12)3.3滚珠丝杠螺母副的计算与选型 (14)3.3.1 丝杠螺母副的确定 (14)3.3.2 确定滚珠丝杠副支承用的轴承代号和规格 (17)3.4伺服电机的选择 (18)3.4.1计算负载扭矩及负载惯量 (18)3.4.2伺服电机的校核: (19)3.4.3伺服电动机最大静转矩的选定 (19)3.4.4伺服电动机的性能校核 (22)4.工作台主轴蜗轮蜗杆计算分析和校核 (22)4.1蜗轮蜗杆传动输入参数 (22)4.2蜗轮蜗杆分析计算 (23)4.3伺服电机的选型 (26)5.工作台翻转机构蜗轮蜗杆及齿轮副相关计算 (26)5.1 翻转机构蜗轮蜗杆计算分析及校核 (26)5.2传动副齿轮的确定 (29)5.2.1.选定齿轮类型、精度等级、材料及螺旋角 (29)5.2.2.按齿面接触强度设计 (29)5.2.3按齿根弯曲强度设计 (31)5.2.4几何尺寸计算 (32)5.3电机的计算与选型 (33)6.机床的三维建模 (34)6.1机床的整体外观图 (34)6.2主要传动机构细图: (35)6.2.1工作台进给传动(丝杠螺母和滑动导轨副) (35)6.2.2工作台圆周运动 (35)6.2.3工作台翻转机构 (36)7.机床的润滑 (36)8.工作台进给控制系统的设计 (36)8.1数字化控制系统的选择 (36)8.1.1工作台中电机常用控制方案分析 (36)8.1.2直流伺服电机与交流伺服电机的区别 (37)8.1.3 主流运动控制方法 (38)8.2 PLC控制系统的设计 (39)8.2.1 PLC 控制方式的优点 (40)8.2.2控制伺服电机的方案确定 (40)8.2.3伺服电机与伺服驱动器的硬件连线图 (41)8.2.4硬件设计及线图的搭建 (41)8.2.5控制方案简单实例的试验 (42)8.3其他控制系统方案的简介和初步设计构思 (44)8.3.1基于单片机的系统结构的分析 (44)8.3.2 PMAC运动控制卡 (45)结论 (46)致谢 (47)参考文献 (48)数控插齿机床工作台结构与控制系统设计摘要:齿轮是机械工业中重要的基础传动元件,具有恒功率输出、承载能力大、传动效率高、使用寿命长、传动比稳定等优点。
基于单片机的数控机床控制系统设计
基于单片机的数控机床控制系统设计数控机床控制系统是目前数控机床上一台非常重要的设备。
本系统要完成工件的銑削、钻孔、攻丝等工序。
在数据库控制部分采用了AT89C51单片机作为控制核心。
由于它的成本低、易于编程、稳定可靠、广泛应用等优点,并成功应用到数控机床控制系统中。
数控机床控制系统包含机械部分和电气部分两大部分,其中机械部分实现的主要是工件的加工技术。
而电气部分则负责控制、监控和修整各种动力和辅助机构的工作状态。
电气部分在整个数控机床控制中起到配合机械部分工作的作用,并完成数控机床机械结构和动作的控制。
本设计的数控机床控制系统包含以下几个方面的内容:1.机械结构设计:数控机床的机械结构设计主要包括工作台、主轴和导轨等部件的设计。
其中,工作台需要具备移动和调整位置的能力,以便完成工件在不同位置的加工工作;主轴需要具备转动的能力,并能够通过控制系统实现转速的调整;导轨需要具备平滑移动工作台的能力,并通过控制系统实现精确的位置控制。
2.电气元器件选型:为了能够实现数控机床控制系统的各项功能,需要选用合适的电气元器件。
例如,需要选用合适的驱动器,以确保工作台和主轴的运动平稳可靠;需要选用合适的传感器,以实时感知工件和机床的状态;还需要选用合适的控制器,以实现控制系统的编程和运行。
3.控制系统设计:数控机床控制系统的设计主要包括控制逻辑的编程和功能的实现。
控制逻辑的编程可以采用高级语言编写,并通过编译和烧录到单片机中,以实现对机械部分的控制。
控制功能的实现需要根据具体的需求来设计,并通过控制器和外围设备的配合来完成。
4.系统调试与优化:完成控制系统的设计后,需要对整个系统进行调试和优化。
首先,可以通过对系统进行逻辑验证和功能测试来检查系统是否满足设计要求。
其次,可以通过对系统进行性能测试和负载测试来评估系统的性能和稳定性。
最后,可以通过对系统进行优化和改进来提升系统的性能和可靠性。
总之,基于单片机的数控机床控制系统设计是一个复杂而重要的任务。
数控Y工作台与控制系统设计方案
数控Y工作台与控制系统设计方案数控Y工作台与控制系统设计方案一、前言随着制造业的智能化进程不断提高,数控技术也不断地被广泛应用。
数控工作台作为一种高精度、高效的加工设备,已经被广泛应用于模具、机械、精密零部件等领域。
本文将介绍一种数控Y工作台与控制系统的设计方案。
二、数控Y工作台的设计数控Y工作台一般由机床主体、工作台和控制系统三部分组成。
下面先介绍数控Y工作台的主体设计和工作台设计。
1. 机床主体设计机床主体通常由铸铁底座、定子、动子、轴承、平面导轨、滚珠丝杠等部件组成。
铸铁底座是机床主体的支撑结构,它重量大、强度高、刚性好。
由于底座的质量对机床整体性能影响很大,所以必须选用高质量的铸铁材料,并经过严格的处理工艺。
定子和动子是机床主体的核心部件,它们之间通过轴向导轨和滚珠丝杠相互配合,实现工作台的上下、前后移动。
轴承是支撑所有移动部件的关键部件,它必须选用高质量的滚动轴承,以确保机床的精度和稳定性。
2. 工作台设计工作台是机床本体上的可动部分,位于定子和动子之间。
工作台主要由定位块、工作台面板、T型槽、活动螺母、控制手柄等部件组成。
定位块用来固定工件的位置,工作台面板上安装工件,T 型槽可用于安装夹具或立刀架等辅助工具。
活动螺母是工作台移动的驱动元件,它通过与滚珠丝杠的螺纹联动,实现工作台的前后移动。
控制手柄是机床操作的核心部件,它负责控制工作台的上下、前后等移动。
三、数控系统的设计数控系统是机床的控制核心部件,主要包括硬件和软件两个方面。
下面详细介绍数控系统的设计。
1. 硬件设计硬件主要包括电控箱、伺服系统、界面卡等部分。
电控箱负责机床的进给电源和信号处理等功能,其设计应考虑EMC(电磁兼容)等问题,以确保机床的稳定性。
伺服系统负责控制机床的动力系统,其设计应根据机床的负载情况和精度要求进行选型和配置。
界面卡是机床和数控系统之间的数据转换器,其设计应根据不同的通信协议进行设置。
2. 软件设计数控系统的软件设计主要包括运动控制程序、数据处理程序和人机界面程序。
数控工作台及其控制系统设计设计

数控工作台及其控制系统设计设计X-Y数控工作台及其控制系统设计摘要本文旨在设计一台简单、经济型的X-Y数控工作台。
一般来说,X-Y数控工作台的机电系统设计都是通过开环控制系统实现的,所以其结构简单,实现方便而且能够保证一定的精度,降低了设计制造过程中的成本,因此可以说X-Y数控工作台是微机控制技术中最常见的应用。
本文设计的X-Y数控工作台充分地利用了可编程序控制技术来实现对机床的控制,在扩大了其加工范围的同时,精度和可靠性也得到了进一步的提高。
该设计完全围绕数控机床工作原理而展开,充分体现了数控机床机械设备与电气设备部分的紧密结合。
主要设计内容包括总体方案的设计;步进电机的选用;传动装置的设计;丝杠螺母副的设计;滚动导轨的选用和电气控制部分的设计。
本设计的经济型数控工作台采用开环系统,机械传动部分采用步进电机通过同步带一级减速传动,减速器输出轴连接到滚珠丝杠上,丝杠上的丝杠螺母副带动工作台实现X-Y方向进给。
关键词:X-Y数控工作台,可编程序控制技术,机械传动部件,控制系统AbstractThis design is the design with a simple and economical CNC of x-y tables. X-y tables CNC machinery system design is an open-loop control system. Its simple structure, convenient and can ensure the precision of certain, reduced cost, is the most simple of microcomputer control technology of application.It fully utilize the PLC to realize the control of machine tools, expanding the scope of machining accuracy and reliability, and further improved. Design task is complete on nc machine tools and working principle of the design, fully embodies the CNC machinery and electrical equipment parts. X-Y tables include overall scheme design of CNC design, selection of stepping motor driving device, the design, the design of ball screw nut pair, the selection and design of electric controlling part. The design of the economical nc workbench precision request is not high, the open loop system. Mechanical transmission through adopting step-motor synchronous belt transmission, connect to slow level on the ball screw, thus the driver.Keywords: X-Y tables, PLC, transmission machinery parts and control system目录摘要 (I)Abstract (II)1绪论 (1)1.1 X-Y数控工作台研究背景 (1)1.2 X-Y数控工作台研究意义 (1)1.3 X-Y数控工作台的现状与发展 (2)2 X-Y数控工作台总体方案确定 (4)2.1 传动系统方案的确定 (4)2.2 控制电机的确定 (5)2.3 控制系统方案的确定 (7)2.4 其他零部件的选择 (8)3 X-Y数控工作台机械系统设计 (10)3.1 X-Y数控工作台的整体结构设计 (10)3.2 主要设计参数及其依据 (11)3.3 工作载荷分析及计算 (11)3.4 直线滚动导轨副的计算与选型 (12)3.5 滚珠丝杠螺母副的选型和校核 (14)3.6 同步带轮传动的设计和计算 (17)3.7 驱动电机的选择 (19)3.8 其它零部件的确定 (23)4 控制系统的设计 (27)4.1 PLC的组成与工作原理 (27)4.2 PLC的选型 (29)4.3 PLC 控制步进电机的梯形图程序设计 (30)4.4 程序的分析与比较 (36)总结 (38)致谢 (39)参考文献 (40)附录一英语论文 (41)附录二汉语翻译 (46)1绪论1.1 X-Y数控工作台研究背景现代科学技术的不断发展,极大地推动了不同学科的交叉与渗透,导致了工程领域的技术革命与改造。
完整word版设计一个数控X Y工作台及其控制系统
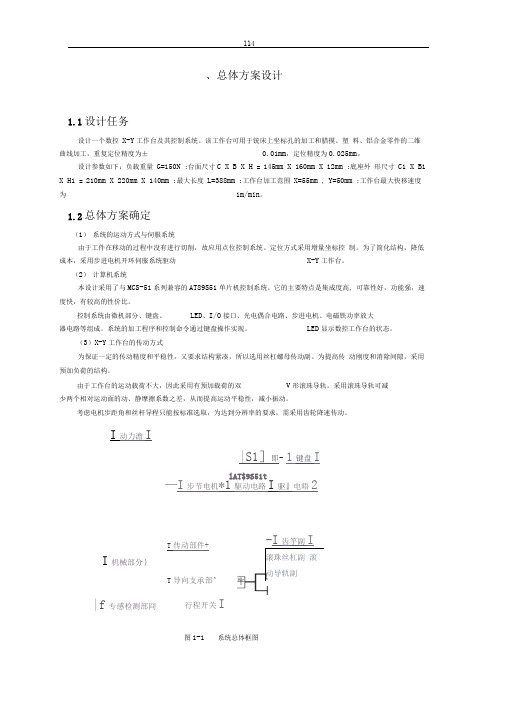
1.1设计任务设计一个数控 X-Y 工作台及其控制系统。
该工作台可用于铳床上坐标孔的加工和腊摸、塑 料、铝合金零件的二维曲线加工,重复定位精度为±0.01mm ,定位精度为0.025mm 。
设计参数如下:负载重量 G=150N ;台面尺寸C X B X H = 145mm X 160mm X 12mm ;底座外 形尺寸 C1 X B1X H1 = 210mm X 220mm X 140mm ;最大长度 L=388mm ;工作台加工范围 X=55mm , Y=50mm ;工作台最大快移速度为1m/min 。
1.2总体方案确定(1) 系统的运动方式与伺服系统由于工件在移动的过程中没有进行切削,故应用点位控制系统。
定位方式采用增量坐标控 制。
为了简化结构,降低成本,采用步进电机开环伺服系统驱动X-Y 工作台。
(2) 计算机系统本设计采用了与MCS-51系列兼容的AT89S51单片机控制系统。
它的主要特点是集成度高, 可靠性好,功能强,速度快,有较高的性价比。
控制系统由微机部分、键盘、LED 、I/O 接口、光电偶合电路、步进电机、电磁铁功率放大器电路等组成。
系统的加工程序和控制命令通过键盘操作实现。
LED 显示数控工作台的状态。
(3)X-Y 工作台的传动方式为保证一定的传动精度和平稳性,又要求结构紧凑,所以选用丝杠螺母传动副。
为提高传 动刚度和消除间隙,采用预加负荷的结构。
由于工作台的运动载荷不大,因此采用有预加载荷的双V 形滚珠导轨。
采用滚珠导轨可减少两个相对运动面的动、静摩擦系数之差,从而提高运动平稳性,减小振动。
考虑电机步距角和丝杆导程只能按标准选取,为达到分辨率的要求,需采用齿轮降速传动。
I 动力澹I|S1]即 - 1键盘I图1-1系统总体框图、总体方案设计lAT$9S51t—I 步节电机*1駆动电路I 驱』电晤2T 传动部件+I 机械部分}-I 齿竽副I滚珠丝杠副 滚动导轨副|f 专感检测部冏行程开关IT 导向支承部^二、机械系统设计2.1、工作台外形尺寸及重量估算X 向拖板(上拖板)尺寸:长 X 宽 X 高145 X 160 X 50重量:按重量=体积X 材料比重估算32145 咒 160x50 X 10 咒 7.8x10 止 90 NY 向拖板(下拖板)尺寸: 重量:约90N 。
简易数控工作台及其控制系统设计

简易数控工作台及其系统设计摘要目前在多种机械设备中均需要精密定位,而其中的三维精密定位工作台作为关键部件将直接影响其整机的性能和精度。
为保证机器性能,工作台要在X方向和Y方向实现快速准确的定位,并且要求在Z方向能够实现精确调整和定位,要实现快速和准确定位,必须对工作台进行改装,使用步进电机和控制卡。
本文设计的工作台就是基于单片机控制的三维数控工作台。
建立一台在技术性、经济性、实用性等方面都比较良好的数控三维工作台,作者在完成课题期间研究了数控系统、交流伺服系统、单片机运动控制卡、55BF009交流伺服步进电机,做了很多设计、安装和调试工作。
工作台机械结构的设计与安装。
计算并选择了步进电机,丝杠螺母副、直线滑动导轨副,轴承,设计、联系制作了与工作台连接的连接板及实验台导轨、架体等。
为下一步进行全闭环控制作好了准备工作;伺服系统的选择、安装和调试工作。
计算并选择了伺服电机,进行了伺服电机及单片机运动控制卡的连接与调试;运动程序的编写。
实现了数控工作台的直线等动作。
三维数控工作台伺服系统控制分两部分,一是:x-y部分控制,二是:z方向控制,首先通过STC12C5412型单片机控制X轴和Y轴的步进电机,然后通过89C51控制Z轴的单片机。
STC12C5412型单片机有两个PWM波发出口,可同时发出两个脉冲来控制两个步进电机,发出的两个脉冲通过控制器放大信号来控制步进电机。
89C51型单片机控制一个步进电机,通过控制器来放大信号达到驱动步进电机的目的。
PC机接入单片机,它发出的脉冲不足以驱动步进电机转动,必须接入一块控制器来放大信号达到步进电机驱动电压可以使步进电机转动。
为了使步进电机带动丝杠能记住行驶任意路程,本程序还加入了光耦,它可以使步进电机记忆它的起始位置。
关键词数控系统;三维工作台;步进电机;丝杠螺母副;直线导轨;单片机The design of 3D shape and the system fordetecting and measuring of the test-bedAbstractTo study the influence of the parameters of open NC servo feed systems and spatial geometry error on the precision and find methods to realize the high precision control of numerical control (NC) system, the development of the control system of a two-axis NC worktable ,consisting of ball screws and linear roller guides, was presented in this thesis. The system is based on an open architecture PMAC (Programmable multi-Axis controller) motion control card to realize real-time control. Some experiments concerning control test and error measurement and analysis can be carried out on the designed worktable. At first, the configuration of control system of the 3D NC worktable Was proposed ,and its software was developed. Modular software development concept featured the system design, which includes the following modules: machining position and speed sampled display module; file management module; parameters setting module; error diagnosis module; precision analysis module; manual debugging module; machine simulation module; help module.As one of focuses, the error measurement and precision analysis of the worktable were emphasized in the development of the system software. Series of experiments about system control and precision were made on the worktable. The precision characteristics of the half-loop and closed-loop position feedbacks were analyzed. Through comparing the theoretical analysis with the data collected from experiments ,a conclusion has been drawn that the smallestcontour error will be got if the two axes have the same servo characteristics. The ball-bar ,which is considered to be more reliable than linearscales in measuring contour error, was used to measure the circular motion of the system. The experiment result showed that the contour error of the system was big .By analysis of the error source based on a mathematical model of the measuring system proposed in this thesis, it was found that it was the installation inclination of linear scales that caused so big error. By compensating the error with the measured result by the ball-bar ,the precision of the control system had been improvedKeywords Numerical Control System; Closed- loop Position Feed back; High Precision; Linear Scale目录摘要 (I)Abstract ................................................................................................................ I I第1章绪论 (1)1.1 课题研究意义 (1)1.2 课题现状 (1)1.3 课题研究主要内容 (2)1.4 本章小结 (2)第2章三维数控工作台整体设计方案 (3)2.1 三维数控工作台的工作原理 (4)2.2 工作台设计总体方案的确定 (4)2.3 本章小结 (4)第3章三维数控工作台分体方案设计 (5)3.1 电动机的选择 (5)3.1.1步距角的选择 (6)3.1.2步进电机输出转矩的选择 (6)3.1.3启动矩频特性校核 (8)3.1.4工进运行矩频特性校核 (8)3.2初选丝杠 (9)3.2.1最大工作载荷的计算 (10)3.2.2传动效率计算 (11)3.2.3刚度验算 (11)3.2.4压杆稳定性验算 (12)3.3导轨的选型和计算 (12)3.4轴承校核 (13)3.5 确定工作台尺寸 (14)3.6传动系统等效转动惯量计算 (14)3.6.1步进电机转动惯量 (15)3.6.2丝杠的转动惯量 (15)3.6.3工作台转动惯量 (15)3.6.4总转动惯量计算 (15)3.7 本章小结 (15)第4章三维数控工作台的Pro/E三维建模 (16)4.1 Pro/E简介 (16)4.2 Pro/E的界面介绍 (16)4.3导轨三维模型的建立实例介绍 (17)4.3.1建立新文件 (17)4.3.2建立拉伸特征 (18)4.3.3建立孔特征 (19)4.3.4建立阵列特征 (21)4.3.5颜色和外观 (21)4.4 本章小结 (22)第5章三维数控工作台伺服系统系统设计 (23)5.1步进电机的控制 (23)5.1.1步进电机开环伺服原理 (23)5.1.2 步进电机控制原理 (24)5.2单片机设计(硬件详细接线图见图纸) (25)5.2.1逐点比较法直线插补 (25)5.2.2程序设计 (26)5.3本章小结 (29)结论 (30)致谢 (31)参考文献 (32)附录 (33)第1章绪论1.1 课题研究意义为了研究开放式数控系统,深入了解其软件与硬件的机理、调试手段,以及研究高速、高精度数控系统的特性,进行动力学误差分析,掌握误差补偿的方法,本课题将建立数控三维三轴工作台。
数控XY工作台与控制系统设计
数控XY工作台与控制系统设计
首先,数控XY工作台的设计需要考虑到工作台的结构和材质选用。
工作台的结构通常有固定工作台和可移动工作台两种形式。
固定工作台适
用于对工件固定位置要求较高的加工,而可移动工作台则可以根据需要进
行位置调整。
材质选用上可以考虑使用铝合金、高强度钢材等材料制作,
以保证工作台的刚性和稳定性。
其次,数控XY工作台的运动方式主要有直线运动和旋转运动两种方式。
直线运动可以通过滑轨、直线导轨等机械结构实现,而旋转运动则需
要使用旋转轴承等机械部件。
在设计时需要根据加工工艺的需求,确定运
动方式的选择,并结合控制系统来实现精确的运动控制。
控制系统是数控XY工作台的关键部分,它主要包括硬件和软件两个
层面。
硬件方面,需要选择合适的机床控制器、伺服电机、编码器等设备,并进行适当的布线和接线。
软件方面,需要编写相应的数控程序,实现工
作台的各种运动和加工操作。
常用的数控编程语言有G代码和M代码,根
据不同的加工需求编写相应的程序。
在数控XY工作台的设计中,还需要考虑到各种安全保护措施。
例如,加工过程中需要加装防护罩,以防止操作人员的误触和机械部件的碰撞。
同时,需要设计相应的紧急停止装置,以应对突发情况。
另外,还可以考
虑添加温度监测、过载保护等功能,提高设备的安全性和可靠性。
总之,数控XY工作台的设计需要综合考虑结构、运动方式、控制系
统和安全保护等多个因素。
只有在这些方面都得到合理的设计和配置,才
能保证工作台的高效加工和可靠运行。
数控车床系统y工作台与控制系统设计
数控车床系统y工作台与控制系统设计随着科技的不断发展,数控技术的应用日益普及。
数控车床系统是其中的重要代表,它能够实现高效生产,提高加工精度和质量,受到了广泛的应用和重视。
然而,想要设计一套高效、稳定、可靠的数控车床系统,需要对其各个组成部分进行详细的设计和研究。
本文将着重探讨数控车床系统中的工作台与控制系统设计。
一、数控车床系统y工作台设计数控车床系统的工作台是整个系统中最为重要的组成部分之一,是完成加工任务的基础。
因此,设计一套高品质的工作台,对提高数控车床系统的加工精度和效率具有决定性的影响。
1. 工作台控制系统的设计工作台控制系统是由伺服电机、滚珠丝杠、工作台底座和传感器等部件组成的。
在设计工作台时要充分考虑加工物件的大小、重量、形状、要求的精度等因素,进而确定工作台的尺寸、载荷、结构、动力等参数。
此外,还需要合理配置各个部件,确保其协同工作的效率和精度。
在控制系统的设计上,我们还需要了解加工物件的机加工工艺,明确所需的运动方式和控制精度。
根据加工物件的工艺需求,确定工作台的加工精度和加工速度等参数,保证工作台能够完成相应的加工操作。
2. 工作台传动机构设计工作台的传动机构是工作台能够正常运转的重要组成部分。
传动机构的设计要考虑到传动效率、传动精度及可靠性等因素。
由于工作台所受载荷较大,传动机构在设计时需要选择耐磨性好的材料,加强支撑结构,保证传动过程中的稳定性和精度。
另外,还需要考虑传动方式的选择,通常有蜗轮蜗杆齿轮传动、伺服电机直接驱动传动等。
从实际应用角度来讲,伺服电机直接驱动方式和滚珠丝杠传动更为普遍,主要原因是这些传动方式更加稳定,精度更高。
3. 工作台结构设计工作台的结构设计要考虑到加工任务的不同需要,以及工作台自身的性能问题。
目前常见的工作台结构是龙门结构、横床结构、车床床身结构等。
其中,龙门结构比较适用于大型或超大型工件的加工,能够承受较大的载荷;横床结构则适用于小型或中型工件的加工;车床床身结构则常见于对转动部件进行切削的加工。
插齿机的工作原理

插齿机的工作原理插齿机是一种用于加工齿轮的机床,它能够将齿轮的齿槽切削出来,并且保证齿轮的精度和质量。
下面将详细介绍插齿机的工作原理。
插齿机主要由机床主体、工作台、切削刀具、进给机构、控制系统等部分组成。
1. 机床主体:插齿机的机床主体是整个机床的基础,用于支撑和固定其他部件。
它通常由底座、立柱、横梁和工作台座等部分组成。
2. 工作台:工作台是插齿机上用于夹持工件的部分,通常由工作台座、工作台面和工件夹具等组成。
工作台可以在水平方向和垂直方向上进行移动,以便于切削刀具对工件进行加工。
3. 切削刀具:插齿机上常用的切削刀具是插齿刀,它具有多个切削刃,可以同时切削多个齿槽。
切削刀具通常由高速钢或硬质合金制成,具有良好的切削性能和耐磨性。
4. 进给机构:插齿机的进给机构用于控制工作台的进给速度和进给量。
它通常由进给电机、传动装置和进给控制系统等组成。
进给机构可以实现工作台的连续进给和间歇进给,以满足不同齿轮加工的要求。
5. 控制系统:插齿机的控制系统用于控制整个机床的运行和加工过程。
它通常由数控系统、伺服系统和传感器等组成。
控制系统可以实现齿轮加工的自动化和精确控制,提高生产效率和加工质量。
插齿机的工作原理如下:1. 准备工作:首先,将待加工的工件夹持在工作台上,并将切削刀具安装在刀架上。
然后,根据加工要求设置切削参数和进给参数。
2. 开始加工:启动插齿机后,控制系统将开始运行。
进给机构控制工作台的移动,使切削刀具逐渐进入工件的齿槽中。
同时,切削刀具开始旋转,切削齿槽的同时将切屑排出。
3. 切削过程:切削刀具在齿槽中进行切削,通过切削刃的切削力和切削速度,将齿槽逐渐加工成所需的形状和尺寸。
切削过程中,进给机构不断调整工作台的进给速度和进给量,以保证加工的精度和质量。
4. 完成加工:当切削刀具切削到工件的一定深度后,进给机构停止工作,工作台停止移动。
此时,切削刀具已经完成对一个齿槽的加工。
然后,工作台反向移动,使切削刀具退出齿槽。
数控车床XY工作台与控制系统设计

数控车床XY工作台与控制系统设计数控车床是一种以数控技术为基础,通过程序控制工作台和刀具进行运动,完成加工工件的机床。
其中,XY工作台和控制系统是数控车床的核心部分,对于车床性能和加工精度有着重要的影响。
1.XY工作台设计XY工作台是数控车床上工件加工位置的平台,需要满足以下设计要求:-高刚性:为了保证加工过程中工件不发生振动或变形,工作台需要具备高刚性,以承受切削力和惯性力的作用。
-高精度:XY工作台需要有很高的加工精度,以满足工件的加工要求。
因此,在设计过程中需要考虑材料选择、结构设计以及精密加工工艺等因素。
-大载荷能力:由于加工过程中工作台需要承受工件和刀具的重量,因此需要考虑工作台的载荷能力。
-快速平稳运动:为了提高加工效率,工作台的运动速度需要快速稳定,可以通过选择合适的驱动方式来实现。
-多工位设计:在一台数控车床上,通常需要进行多个工序的加工,因此工作台上应设计多个工位,以满足不同工序的需求。
-自动换刀:为了实现多工序的连续加工,工作台上需要设计自动换刀装置,以实现快速换刀。
控制系统是数控车床上的大脑,负责接受加工程序的指令,并控制各个部件的运动。
一个优秀的控制系统需要具备以下特点:-高可靠性:数控车床上的加工过程通常需要长时间运行,因此控制系统需要具备高可靠性,以保证工作稳定。
-高精度:数控车床的加工精度与控制系统有着密切的关系,因此控制系统需要具备高精度的定位和控制能力。
-快速响应:为了满足不同加工需求,控制系统需要具备快速响应的能力,以实现快速平稳的运动控制。
-编程灵活:数控车床通常需要根据不同的工件进行加工,因此控制系统需要具备编程灵活性,可以方便地修改和调整加工程序。
-可视化界面:为了方便操作和监控加工过程,控制系统需要具备直观的可视化界面,以显示当前的加工状态和参数。
-通信功能:为了实现与其他设备的数据交互,控制系统需要具备通信功能,可以与上位机或其他设备进行数据传输。
总之,数控车床的XY工作台和控制系统设计是数控车床性能和加工精度的关键因素。
数控车床XY轴工作台和控制系统设计
数控车床XY轴工作台和控制系统设计数控车床是一种高精度、高效率的机床,在现代制造业中起着重要的作用。
为了实现数控车床的高精度和高效率工作,需要对其XY轴工作台和控制系统进行设计。
以下是对数控车床XY轴工作台和控制系统设计的一些建议。
1.XY轴工作台设计:XY轴工作台是数控车床中非常重要的部件,决定了机床的加工精度和工作效率。
在设计XY轴工作台时,需要考虑以下几个方面:-材料选择:XY轴工作台需要具有足够的刚性和稳定性,因此需要选择高强度、高刚性的材料,如铸铁或铸钢。
这样可以确保工作台在高速运动和加工负载下保持稳定性。
-结构设计:XY轴工作台的结构设计应尽量简洁,减少不必要的零部件,从而提高刚性和稳定性。
另外,采用双导轨和双滑块的设计可以提高工作台的刚性和精度。
-传动方式:XY轴工作台的传动方式通常有直线导轨和滚珠丝杠传动两种。
直线导轨传动具有高刚性、高精度和高速度的特点,适用于要求较高的加工工件。
滚珠丝杠传动则适用于加工要求不那么高的工件。
-导向方式:XY轴工作台的导向方式有滚珠导轨和滑动导轨两种,其中滚珠导轨导向更稳定、精度更高。
因此,在设计XY轴工作台时应优先考虑滚珠导轨导向。
2.控制系统设计:控制系统是数控车床的核心部件,负责控制机床的各个功能和运动。
在设计控制系统时,需要考虑以下几个方面:-控制器选择:数控车床的控制器有很多种,如普通数控系统、伺服数控系统和直线数控系统等。
根据具体的加工工艺和要求,选择合适的控制器。
-编程方式:数控车床通常采用G代码编程方式。
因此,在设计控制系统时,需要考虑支持G代码编程功能,并提供友好的编程界面。
-实时控制:数控车床的控制系统需要实时控制各个轴的运动,并根据工件的加工要求进行精确的定位和轨迹控制。
因此,需要在控制系统设计中考虑实时控制的需求。
-自动化功能:数控车床的控制系统还应具备自动化功能,如自动换刀、自动测量和自动修正等。
这些功能可以提高机床的工作效率和自动化水平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录中文摘要 (1)英文摘要 (2)1 引言 (3)1.1 设计的目的和意义 (3)1.2 数控插齿机在国内外的发展概况及存在的问题 (4)1.2.1国内研究现状 (4)1.1.2国外研究现状 (4)1.3 课题的研究内容 (5)2.整机运动方案的确定 (5)2.1 机床主要设计参数及规格 (5)2.1.1机床的用途和使用范围 (5)2.1.2机床的技术规格 (5)2.2 数控插齿机的设计原理及主要结构 (6)2.2.1插齿机加工原理分析 (6)2.2.2数控插齿机主要运动及结构 (6)2.3 新方案的提出和分析 (7)2.3.1结构改进设计 (7)2.3.2优缺点比较和分析 (7)3 工作台进给结构各个传动部件的方案选择 (8)3.1导轨的选型和分析计算 (8)3.1.1导轨类型的选择 (8)3.1.2丝杠螺母副的选用 (10)3.2.滑动导轨副的选型和计算 (10)3.2.1导轨上移动部件的重量估算 (10)3.2.2插削力的计算 (10)3.2.3滑块承受工作载荷的计算及导轨型号的选取 (12)3.3滚珠丝杠螺母副的计算与选型 (14)3.3.1 丝杠螺母副的确定 (14)3.3.2 确定滚珠丝杠副支承用的轴承代号和规格 (17)3.4伺服电机的选择 (18)3.4.1计算负载扭矩及负载惯量 (18)3.4.2伺服电机的校核: (19)3.4.3伺服电动机最大静转矩的选定 (19)3.4.4伺服电动机的性能校核 (22)4.工作台主轴蜗轮蜗杆计算分析和校核 (22)4.1蜗轮蜗杆传动输入参数 (22)4.2蜗轮蜗杆分析计算 (23)4.3伺服电机的选型 (26)5.工作台翻转机构蜗轮蜗杆及齿轮副相关计算 (26)5.1 翻转机构蜗轮蜗杆计算分析及校核 (26)5.2传动副齿轮的确定 (29)5.2.1.选定齿轮类型、精度等级、材料及螺旋角 (29)5.2.2.按齿面接触强度设计 (29)5.2.3按齿根弯曲强度设计 (31)5.2.4几何尺寸计算 (32)5.3电机的计算与选型 (33)6.机床的三维建模 (34)6.1机床的整体外观图 (34)6.2主要传动机构细图: (35)6.2.1工作台进给传动(丝杠螺母和滑动导轨副) (35)6.2.2工作台圆周运动 (35)6.2.3工作台翻转机构 (36)7.机床的润滑 (36)8.工作台进给控制系统的设计 (36)8.1数字化控制系统的选择 (36)8.1.1工作台中电机常用控制方案分析 (36)8.1.2直流伺服电机与交流伺服电机的区别 (37)8.1.3 主流运动控制方法 (38)8.2 PLC控制系统的设计 (39)8.2.1 PLC 控制方式的优点 (40)8.2.2控制伺服电机的方案确定 (40)8.2.3伺服电机与伺服驱动器的硬件连线图 (41)8.2.4硬件设计及线图的搭建 (41)8.2.5控制方案简单实例的试验 (42)8.3其他控制系统方案的简介和初步设计构思 (44)8.3.1基于单片机的系统结构的分析 (44)8.3.2 PMAC运动控制卡 (45)结论 (46)致谢 (47)参考文献 (48)数控插齿机床工作台结构与控制系统设计摘要:齿轮是机械工业中重要的基础传动元件,具有恒功率输出、承载能力大、传动效率高、使用寿命长、传动比稳定等优点。
它的设计、制造水平已成为一个国家现代工业技术水平的标志之一。
因此,研究齿轮及齿轮加工的相关技术具有很大的理论和现实意义。
插齿机作为齿轮加工机床的一种,已逐步体现出其加工的优越性。
本课题的设计中,在现有的数控插齿机产品基础上,进一步研究数控插齿机工作台机械结构。
在工作台设计中,根据插齿机加工齿轮的原理,对工作台进给、圆周运动以及工作台小角度翻转运动的结构部件进行详细地分析和设计,选择合理的传动方式,并对传动装置进行结构计算和校验。
在设计时,要注重理解工作台各个结构部件的运动关系,对其空间结构进行合理地布局。
为了实现数字化控制,在结构设计后还需进行控制系统的初步设计.由于课题时间较短,工作量较大,主要考虑伺服电机的调速问题,选择相应的驱动器,进而提出控制方案以及选择相应的控制硬件。
关键词:插齿机;工作台;结构设计;数字化控制Structure and Control System Design of CNC Gear Shaper Machine Workbench Abstract:Gear is an important transmission element in mechanical manufacturing,it has the features of constant power output,heavy loadings,high efficiency,long operating life,stabletransmission ratio, etc.The design and manufacturing level ofgears has become one of symbol of modem industry level of acountry .Thus,it is of great theoretic and realisticsignificance to research on correlative technology of gears.Asone kind of the gear finishing lathes, the gear shaper hasmanifested the superiority in processing gradually. In thispaper, based on the product of existing CNC gear shapers, makingfurther study on the structure of CNC gear shaper workbench.In the design of workbench, according to the principle of gearprocessing,focus on detailed design and analysis of feed ofworkbench, circular motion, small-angle flip movement ofworkbench, select the reasonable way to drive and makecalculation and verification on transmission structure .Indesign time, we also should focus on understanding the movementand spatial structure between the various structuralcomponents of workbench. In order to realize the digitalcontrol, needed for the preliminary design of the controlsystem after structural design. Due to lacking of time andlarger workload in this subject, the main consideration of thelifting speed of the motor, select the appropriate drive, andthen the proposed control scheme, select the appropriatecontrol hardware.Keywords:gear shaper ;Workbench ;Structure design ;CNC1 引言1.1 设计的目的和意义机床是现代制造技术的重要生产工具,在某种意义上,它也是衡量一个国家工业制造整体水平的重要标志之一。
近些年来,机床设计思想不断进步,为生产高速,高精度,高刚性的机床提供了条件,尤其是计算机在控制,计算,分析处理,仿真的方面中广泛应用,使机床的设计方法与手段日渐丰富。
现代机床正向高精度,模块化,全自动,多元化方向发展。
数控机床就是现代机床的产物,它是采用数字信息控制的机床,详言之,是用数字化代码将零件加工过程中所需的各种操作和步骤以及刀具和工件之间的相对位移等信息,通过计算机自动编程或手工编程,产生加工程序,送入数控系统经过译码,运算及处理自动加工出所需工件。
与其他数控机床相比齿轮加工的数控技术复杂度大,且起步晚,目前,数控滚齿机的驱动元件,可以采用步进电机,直流伺服电机,交流伺服电机。
近些年来,交流伺服系统价格不断降低,性能大大超过前两者,已占主导地位。
在机械结构上,采取滚珠丝杠传动,贴塑导轨和消除间隙等措施,各轴精度已达0.005-0.01mm。
一般带有显示屏幕,提供中英文界面,采用标准数控代码编程,有的也实现参数化编程,性能和方便性大大提高。
本课题的目的和意义在于通过设计中运用所学的基础课、技术基础课和专业课的理论知识、生产实习和实验等实践知识,达到巩固,加深和扩大所学知识的目的,同时更加深入掌握数控插齿机的机械结构和控制原理。
1.2数控插齿机在国内外的发展概况及存在的问题1.2.1国内研究现状从1952年世界上第一台数控机床诞生以来,数控技术经过几十年的发展日趋完善,已由最出的硬件数控(NC)经过计算机数控(CNC),发展到以微型计算机为基础的数控(MNC)、直接数控(DNC)和柔性制造系统(FMS)等,并朝着更高的水平发展。
绿色设计和环保概念在新一代数控车床设计中起着越来越重要的地位。
在国内方面,各主要机床厂家生产的主流数控机床大部分采用的是进口数控系统。
但是插齿机的发展在近几年有很大的提高,例如南京第二机床厂、天津第一机床厂在插齿机生产方面已经达到很高的水平,但从整体来说这些国产数控系统大部分还处在封闭阶段,各方面还很不完善,距国际水平有很大差距。
目前,数控齿轮加工机床在国内起步晚,但受市场需求驱动,商品化国产数控机床发展很快,在这样的形势下,研制出具有自主知识产权,具有高水平,高质量,高可靠性的数控系统迫在眉睫。
1.1.2国外研究现状在国外方面,目前国际上大的数控齿轮机床生产商大多配自行研制的专业数控系统,也有部分厂商在通用数控系统上,加入齿轮加工所特有的功能,而成为专用齿轮数控系统。
全功能齿轮加工数控系统在国外已占主导地。