光气行业及两种产物下游分析
危险化工工艺安全技术 光气及光气化工危险性分析及安全技术

光气及光气化工危险性分析及 安全技术
1、工艺简介 光气及光气化工艺包含光气的制备工艺,以及以光气为原料制备光气化产品 的工艺路线,光气化工艺主要分为气相和液相两种。
2、工艺危险特点 (1)光气为剧毒气体,在储运、使用过程中发生泄漏后,易造成大面积污 染、中毒事故; (2)反应介质具有燃爆危险性; (3)副产物氯化氢具有腐蚀性,易造成设备和管线泄漏使人员发生中毒事 故。速度;Biblioteka 却系统中冷却介质的温度、压力、流量等。
光气及光气化工危险性分析及 安全技术
5、安全控制的基本要求 事故紧急切断阀;紧急冷却系统;反应釜温度、压力报警联锁;局部排风设
施;有毒气体回收及处理系统;自动泄压装置;自动氨或碱液喷淋装置;光气、 氯气、一氧化碳监测及超限报警;双电源供电。 6、宜采用的控制方式
光气及光气化工危险性分析及 安全技术
3、典型工艺 一氧化碳与氯气的反应得到光气; 光气合成双光气、三光气; 采用光气作单体合成聚碳酸酯; 甲苯二异氰酸酯(TDI)的制备; 4,4'-二苯基甲烷二异氰酸酯(MDI)的制备等。
4、重点监控工艺参数
一氧化碳、氯气含水量;反应釜温度、压力;反应物质的配料比;光气进料
光气合成工艺及光气化产品的发展情况
光气合成工艺及光气化产品的发展情况摘要:光气具有产品纯度高、成本低廉,在农药、聚氨酯材料、医药等行业有广泛的应用,目前有1万多种的化工产品生产中都使用其作为一种原料,其是一种剧毒的物质,对人的呼吸系统会造成损坏,本文简述了光气生产技术及合成工艺,并对光气化产品的现状和未来进行简述。
关键词:光气合成工艺;光气及光气化产品1光气合成工艺进展光气的制备方法很多,如:一氧化碳和氯气混合光照法、一氧化碳和氯气用氯膦催化剂合成法、一氧化碳在金属氯化物中高温反应法、发烟硫酸和四氯化碳反应法、用铬酸氧化脂肪族氯化物及氯甲酸三氯甲酯、草酸过氯甲酯等热分解法等。
工业化制造光气的方法是用一氧化碳和氯气作原料,以活性炭为催化剂合成光气,常用的活性炭是椰壳炭和煤基炭。
1∙1一氧化碳制备及纯化一氧化碳制备方法有焦炭氧化法、二氧化碳还原法、水煤气法、天然气或石脑油裂解法等。
工业化制造光气一氧化碳制备大多采用焦炭氧化法。
一氧化碳中的杂质对光气的合成不利,一般要求主要有害杂质的控制指标为:H2O<100mg/kg (V),CH4+H2<4.0%(V),CO2<1.0%(V),NH3<5mg/kg(V),O2<0.4%(V),总S<1mg/m3。
我国光气生产厂大多仍采用50年代引进苏联设计的一氧化碳发生炉,采用沥青焦或冶金焦和纯氧为原料,间歇加料、定期停炉排渣、单台炉产气量仅100N·m3/h左右。
化学工业第二设计院与济南石化二厂共同开发出一种新型一氧化碳发生炉,该发生炉以焦炭、氧气和净化回收来的二氧化碳为原料,间歇加料、连续排渣、连续产气、操作简便、单炉生产能力大(2000~2500Nm3/h以100%CO计)。
生产的一氧化碳含量约92%(v),可直接用于光气合成[1]。
对含一氧化碳不高的气体,如水煤气、天然气或石脑油裂解法制备的气体及各种炉窑气,要经过分离精制才能用于光气合成。
分离精制的方法有低温精馏、溶液吸收、固体吸附等。
光气下游产品[1]
![光气下游产品[1]](https://img.taocdn.com/s3/m/4872c8292af90242a895e584.png)
光气下游产品公司现有9000吨/年光气生产装置一套,目前正在进行20000吨/年光气技术改造,光气是一种优秀的化工生产资源,公司目前主要用于生产氨基甲酸酯农药、氯甲酸乙酯、十八酰氯。
一方面光气下游产品种类少,未充分发挥其资源优势,另一方面随着国家对高毒农药淘汰的要求不断提高,氨基甲酸酯类农药将来的发展前景未卜,因此在完成光气扩产改造的基础上,进行光气化产品开发是公司下一步的主要发展方向。
一、氯甲酸酯系列产品光氯下游氯甲酸酯系列产品各类较多,但大多数规模不大,主要作为医药中间体使用,公司现有氯甲酸乙酯生产装置一套,今年完成装置扩产,装置生产能力达到1600吨/年,但由于氯甲酸酯类产品生产装置具有一定的通用性,建议公司进行氯甲酸苯酯、苄酯、丙酯、异辛酯、叔丁酯等系列产品的研究开发,并进行相应的市场销售开拓,根据市场需求进行交替生产,提高装置的利用率。
目前技术中心已完成氯甲酸异辛酯小试技术研究。
因市场需求较大,公司现有氯甲酸酯生产能力达不到订单需求,建议对公司氯甲酸装置生产能力扩大到3000吨/年,投资大约为300万元,每年可为公司创造经济效益3600万元,利润900万元,不到半年即可收回投资。
二、NDI(1,5-萘二异氰酸酯)异氰酸酯是制备聚氨酯的基础原料,由多异氰酸酯合成的聚氨酯(PU)具有较高的强度、耐变形稳定性、高耐磨强度、高抗撕裂强度和高弹性等优异性能,广泛用于塑料橡胶纤维涂料粘合剂等领域。
与MDI(熔点37ºC) TDI(熔点21ºC)相比,1,5-萘二异氰酸酯(NDI 熔点127ºC)具有较高的熔点,由它合成的PU 具有硬度高回弹性好耐热性好动态性能优异耐磨性好等优点, 可用于普通聚氨酯不能满足要求或过早损坏的工作场,合如高温和多油脂等环境,因此多用来作为合成高级聚氨酯的原料。
目前我国NDI 合成的研究尚处于萌芽阶段,开发NDI 的清洁合成工艺将对于我国聚氨酯工业的发展具有重要意义。
二甘醇双碳酸烯丙酯的原料与上下游产业链分析

二甘醇双碳酸烯丙酯的原料与上下游产业链分析7.1 二甘醇双碳酸烯丙酯的原料供应与市场概况目前,合成二甘醇双烯丙基碳酸酯(ADC)主要有3种方法:光气法、酯交换法和CO2法。
3种方法都实现了工业化。
光气法、酯交换法都是以二甘醇和丙烯醇为原料。
CO2法以二甘醇和氯丙醇为原料。
7.1.1 二甘醇供应现状与市场概况…7.1.2 丙烯醇供应现状与市场概况丙烯醇又名烯丙醇,无色易燃液体,具有强烈的刺激性臭味和催泪性,是重要的化工原料。
由于分子结构中含有双键和羟基2种官能团,可参与氧化、还原、酯化和加成等多种反应,合成一系列用途广泛的下游产品,在农用化学品、医药、香料以及有机合成等方面具有广泛的用途。
丙烯醇是医药、农药和香料的中间体,主要的衍生物及其用途为:用于合成环氧氯丙烷、甘油、1,4-丁二醇,以及烯丙基酮、3-溴丙烯等等,生产增塑剂和工程塑料等重要有机合成原料,其碳酸盐可以做光学树脂CR-39,TAC交联剂DAP;其醚可以做烯丙基聚醚,新型的水泥减水剂,橡胶助剂。
丙烯醇具有十分广阔的用途,而以前国内只有少数的厂家生产,生产能力和产量远远不能满足国内实际生产的需求,严重影响了其下游产品的开发和新技术的推广。
根据市场调研,该产品2004年在国内需求量达6万吨/年,而国内当时生产能力只有1.5万吨/年。
2004年,山东邹平铭兴化工开始生产批量丙烯醇,打破了日本产品控制中国丙烯醇市场的局面。
2007年台湾大连化工江苏厂10万吨丙烯醇生产线足开车,国内烯丙醇需求得到缓解和满足。
7.1.3 氯丙醇供应现状与市场概况氯丙烯是一种重要的石油化工中间品。
能与乙醇、氯仿、乙醚、丙酮、苯、甲苯、四氯化碳和石油醚混溶。
可发生氧化、加成、取代、烷基化等多种反应,使其在医药、农药、香料、塑料阻燃、有机合成等方面具有广泛的应用。
二战期间得到迅速发展,成为有机合成的重要中间体,其消耗量逐年增加。
氯丙烯一般不直接作市场商品出售,而是广泛用于合成树脂、医药、香料、农药和有机合成原料。
当前光气生产及发展状况调研分析2

当前光气生产及发展状况调研分析经济委今年11月初,国家监控化学品协会召开全国光气协作组年会。
会上,国家工信部禁化武办、中国化工信息中心负责同志通报了近年来我国光气生产及使用情况、世界光气发展概况。
同时我们也了解到有关光气项目审批的条件。
现将有关情况通报如下:一、我国目前光气生产状况根据我国现有光气生产企业申报的数据,2008年在国家禁化武办登记的企业共有46家,总生产能力约116万吨,较2007年增量7%;但是实际开车生产的只有38家,总产量约97.3万吨,企业实际开车率83.9%,与2007年相比增加产量17.3%。
以2008年光气企业数量与生产情况和2007、 2006年进行对比:2007年在国家禁化武办登记生产光气的企业共有51家,总生产能力约l08万吨,实际开车生产的为38家,总产量约83万吨,当年开车率76.5%;2006年在国家禁化武办登记生产光气的企业共有46家,总生产能力约l03万吨,实际开车生产的为34家,总产量约51.6万吨,当年开车率50.2%。
自今年年初开始又有一批企业申请新建或扩建光气生产装置。
其中申请扩建的企业有:宁波万华聚氨酯有限公司,扩建产能到43万吨(原生产能力15万吨光气),配套生产30万吨MDI。
烟台万华实业集团有限公司,扩建产能到85万吨(原生产能力l5万吨),配套生产60万吨MDI,30万吨TDI。
申请新建的企业有:辽宁北方锦化聚氨酯有限公司(葫芦岛市),产能5万吨,配套生产5万吨TDI。
宁夏瑞泰化工有限公司(中卫市),产能1.15万吨,配套生产下游农药产品。
二、情况分析仅就最近三年数字比较进行分析。
我国光气生产目前的主要下游行业仍然是集中于高分子材料(MDI,TDI)、农药和染料三大块,但其中规模最大、发展最快的在高分子材料。
近年来光气生产的发展状况有如下一些特点:1、市场需求增大,光气开车率增加。
近三年光气企业数量没有显著增加,但年生产能力和产量均呈不断上升趋势。
2014年光气化学品行业分析报告

2014年光气化学品行业分析报告2014年6月目录一、专用化学产品制造概况 (4)二、光气行业发展概况 (5)1、光气含义及用途 (5)2、我国光气行业发展现状及前景 (6)3、光气制造行业发展特点 (7)(1)行业内企业规模差异较大 (7)(2)规模效益日益明显 (7)(3)严格审批新设项目 (7)(4)下游精细化工产品种类繁多 (8)三、行业监管体系以及相关政策法规 (9)1、行业管理体系 (9)2、行业相关法律法规和政策 (10)四、光气化产品制造行业技术发展水平 (11)五、光气化产品制造行业上下游产业链 (12)1、上游行业对本行业发展的影响 (12)2、下游行业对本行业发展的影响 (12)六、行业周期性、季节性与区域性特点 (12)七、进入本行业主要壁垒 (13)八、市场规模 (13)九、主要风险 (14)1、生产过程中的安全风险 (14)2、生产过程中的环境保护风险 (15)十、行业主要企业简况 (15)1、重庆长风化工厂 (15)2、淮安洪阳化工有限公司 (16)3、宁夏三喜科技有限公司 (16)一、专用化学产品制造概况专用化学品制造是我国化工行业中收入最多、利润贡献最大、细分行业最多和企业数量最多的细分行业。
依据国家统计局关于制造业的划分标准,我国专用化学品制造行业包括化学试剂和助剂制造、专项化学用品制造、林产化学产品制造、信息化学品制造、环境污染处理专用药剂材料制造、动物胶制造、炸药火工及焰火产品制造和其他专用化学品制造8个细分领域。
专用化学品种类繁多,下游用途广泛。
相当比例的化学产品仍处于导入期,因此专用化学品行业总体成长性突出。
受下游需求旺盛、进口替代以及技术壁垒较高等因素带动,近年来我国专用化学品行业发展迅速。
2011年,专用化学品总产值1.66万亿元,比2011年增长36.0%,占化学工业总产值比重25.15%,利润总额占比达到30%。
专用化学品具有广阔的发展前景。
从需求层面来看,根据《石化和化学工业“十二五”发展规划》预测,化工新材料中的工程塑料、有机硅单体和聚四氟乙烯的需求增速分别为10.1%、11.6%和8.6%,是化工行业中增长最为迅速的细分行业。
光气行业及两种产物下游分析

光气行业及两种产物具体情况一、光气行业(一)光气行业发展现状和前景由于光气为剧毒气体,国家对光气行业进行严格的监管和控制,严格限制涉及光气的建设项目,我国光气生产厂家及光气产量有限。
截止2010年底,国内登记光气生产企业共有48家,总生产能力约150万吨,产量约120万吨,产量约占全球光气产量的13.3%。
2012年全国光气产能约260万吨,从光气出发的下平均增速维持在10%以上。
(二)光气企业生产规模目前国内共有48家光气生产企业,其中有10余家生产规模不足1万吨/年,最低的不足1000吨,处于停产状态;生产规模在1万-2万吨/年的有20余家;目前,我国光气生产目前的主要下游行业仍然是集中于农药、高分子材料(异氰酸酯类产品,如MDI,TDI)和染料三大块,我国约65%的光气用于生产农药,32%用于生产异氰酸酯,3%用于生产PC、医药、染料和精细化学品等。
其中规模最大为农药类行业,发展最快为高分子材料行业。
国外生产的光气约80%用于生产异氰酸酯类,主要是甲苯二异氰酸酯(TDI)和二苯基甲烷二异氰酸酯(MDI),异氰酸酯是生产聚氨酯最重要的原料,从全球行业形势看,未来异氰酸酯和聚碳酸酯是光气用量的主要方向。
二、猩红酸(一)猩红酸简介猩红酸为偶氮染料中间体,该产品是由J酸与光气缩合制得的,主要用于制备直接橙S,直接耐酸大红4BS等染料。
猩红酸产品工艺流程根据行业内主要生产企业产量及市场需求量、出口数量统计,猩红酸目前市场平均价格约为10万元/吨,2013年,全国猩红酸年产量约2000吨,猩红酸的市场规模约为20亿元。
根据信达化工的公开转让说明书,目前国内生产猩红酸类的企业为2家,2013年信达化工产量为1342吨,占全国产量的67.10%。
(二)猩红酸下游行业猩红酸的主要应用为生产制备直接橙S,直接耐酸大红4BS等,属于直接染料生产。
染料分为直接染料、分散染料、冰染染料、阳离子染料、活性染料、酸性染料、缩聚染料和还原染料。
我国电子特种气体行业分析:下游需求牵引市场发展空间大
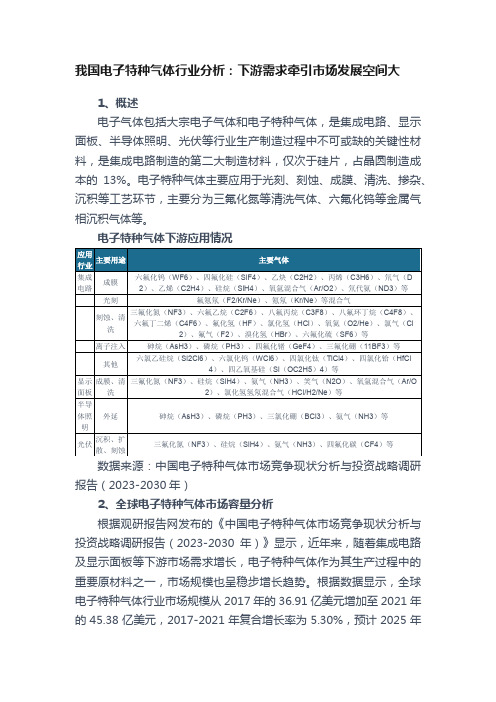
我国电子特种气体行业分析:下游需求牵引市场发展空间大市场规模将超过60亿美元,2021-2025年复合增长率预计达到7.33%。
数据来源:中国电子特种气体市场竞争现状分析与投资战略调研报告(2023-2030年)3、中国电子特种气体市场容量分析在中国市场,受益于半导体产业投资加速及“碳中和”、“碳达峰”推动光伏行业发展,使得我国电子气体行业需求保持高速增长态势。
根据数据显示,2021年我国电子气体行业市场规模约为195.80亿元,预计2025年市场规模将达到316.60亿元,2021-2025年复合增长率为12.77%,市场规模增长率明显高于全球电子气体增长率,未来有较大发展空间。
数据来源:中国电子特种气体市场竞争现状分析与投资战略调研报告(2023-2030年)具体从下游应用市场分析,目前我国电子特种气体行业主要应用于集成电路,其市场份额占行业总需求的42%,其次是显示面板行业,市场份额占比37%。
数据来源:中国电子特种气体市场竞争现状分析与投资战略调研报告(2023-2030年)(1)集成电路近年来,受下游市场需求牵引,以及在国家和地方专项投资基金等相关方的协同下,我国集成电路产业迎来新的发展机遇。
根据IC Insights数据,2020年我国集成电路市场需求为1430亿美元,2025年预计达到2230亿美元,复合增长率9.29%;集成电路制造产值为227亿美元,自给率为15.87%,预计2025年产值将达到432亿美元,自给率将提高到19.37%,复合增长率达13.73%。
数据来源:中国电子特种气体市场竞争现状分析与投资战略调研报告(2023-2030年)因此,随着集成电路产业规模持续扩大,推动我国电子特种气体市场进入快速发展时期。
根据数据显示,2021年我国集成电路用电子气体行业市场规模为76亿元,预计2025年规模将达134亿元,2021-2025年复合增长率为12.05%,步入了快速发展的轨道。
2024年光气市场发展现状

光气市场发展现状引言光气市场是一个新兴的市场,随着科技的发展和社会的进步,越来越多的人们开始关注光气的应用。
本文旨在分析光气市场的发展现状,探讨其前景和挑战。
光气市场概述光气是指使用光能来产生能量的技术。
它利用太阳能或其他光源产生的能量,转换为电能、热能或其他形式的能量。
光气技术被广泛应用于太阳能发电、光伏电池、光热发电和光催化等领域。
光气市场发展趋势太阳能发电太阳能发电是当前光气市场的主要发展趋势之一。
随着对传统能源的需求增加和环境问题的日益严重,太阳能发电成为了人们关注的焦点。
光伏电池的效率不断提高,成本也在逐渐下降,推动了太阳能发电市场的快速增长。
光热发电光热发电是利用太阳能产生热能,然后转化为电能的一种方式。
光热发电技术具有较高的效率和稳定性,可以在多种环境下工作。
近年来,光热发电技术在一些地区得到了广泛应用,成为了光气市场的重要组成部分。
光催化光催化是利用光能促进化学反应的过程。
光催化技术可以应用于废水处理、空气净化、有机物降解等方面。
随着环境保护意识的提高和政府对污染治理的重视,光催化技术在市场上受到了广泛关注。
光气市场的挑战虽然光气市场发展迅猛,但仍面临一些挑战: - 技术难题:光气技术的研发仍存在一些难题,如提高光伏电池的转换效率、解决光热发电系统的储能问题等。
这些技术难题需要不断攻克,才能推动光气市场的进一步发展。
- 成本压力:与传统能源相比,光气技术的成本仍较高。
光伏电池的制造和安装成本、光热发电系统的设备成本等都需要进一步降低,才能促使光气市场的更广泛应用。
- 市场竞争:光气市场的竞争激烈,涉及到多个行业和技术领域。
企业需要在技术创新、市场拓展和品牌建设等方面下功夫,才能在竞争中立于不败之地。
光气市场的前景尽管光气市场面临一些挑战,但仍有广阔的发展前景: - 政策支持:各国政府纷纷出台支持太阳能发电和光气技术的政策,鼓励企业和个人采用光气技术。
这将为光气市场提供强力支持。
固体光气的生产、应用及发展前景

2004‟中国煤炭加工与综合利用技术战略研讨会论文集固体光气的生产、应用及发展前景赵美法(青岛天元化工股份有限公司,青岛266400)摘要介绍了同体光气的开发、生产以及在医药、农药、塑料、黏合剂和有机合成方面的应用情况.提出了我国发展固体光气的建议。
关键词固体光气开发生产应用建议固体光气又称三光气,化学名称双(三氯甲基)碳反。
却能加快反应进程。
采用四氯化碳溶剂法合成工酸酯,简称BTC,是白色结晶化合物,有类似光气的气艺,由于四氯化碳溶氯能力大,又能吸收光电子自由味,分子式为:CO(OCCl32。
基引发氯化,更重要的是其挥发度比碳酸二甲酯高,三光气的反应活性与光气类似,可以和醇、醛、溶剂挥发可迅速移出反应热,从而保证了安全生产。
胺、酰胺、羧酸、酚、羟胺等多种化合物反应,还可以环但是由于发达国家已于1995年开始严格执行《蒙特化缩合制备杂环化合物,能够进行的反应主要有羰基利尔议定书》,发展中国家也将于2005年执行。
对大化反应、环化缩合和某些聚合反应等,可以应用到所气臭氧层有强破坏性的四氯化碳属于禁用产品,开发有使用光气和双光气的化工产品生产中。
非四氯化碳溶剂法制取三光气是必然趋势。
1985年,Bacaloglu、Cotarva及Marcu用内照紫外1国内外研究进展情况光源,同时加入引发剂偶氮二异丁腈(AIBN),反应在20~60…c进行,产率”%。
该非溶剂法适于较大量制备三光气最早是由德国化学工作者Counclert于三光气。
1880年合成出来的,1887年首次报道了它的物理化1987年。
Eckert和Forster报道的方法是将学性质,但其固态结构直到1971年才公开报道。
0.5mol碳酸二甲酯与250raL四氯化碳在外浴为10—Counclert以碳酸二甲酯为原料通过彻底光氯化 20℃冷却搅拌并光照的条件下通人氯气,约需28h反后得到产品。
Eckert对Counclert的制备工艺作了改应完成后减压蒸馏出溶剂,得到晶体产品1439,产率进,将氯气通人温度为lO一20%的碳酸二甲酯的四氯97%,熔点790c。
光气及光气化产品危险性分析及安全措施

政府和企业应定期组织光气及 光气化产品安全应急演练活动 ,让公众了解应急处置的基本 方法和步骤,提高公众的应急 反应能力。
推动安全教育进校 园
政府和教育部门应将光气及光 气化产品安全教育纳入学校课 程体系,从小培养学生的安全 意识和自我防范能力。
谢谢您的聆听
THANKS
应急预案与演练
要求相关单位制定完善的应急预案,并定期组织演练,提 高应对突发事件的能力。
企业内部管理制度完善
安全责任制
企业应建立健全安全责任制,明确各级管理人员和操作人员的安全职 责,确保安全工作落到实处。
安全培训与教育
企业应加强对从业人员的安全培训与教育,提高员工的安全意识和操 作技能。
安全检查与隐患排查
止事故扩大。
操作规程与培训
制定操作规程
针对光气和光气化产品的生 产、储存、运输和使用等环 节,制定详细的操作规程, 确保员工能够正确、安全地
进行操作。
加强员工培训
定期开展安全培训,提高员 工对光气和光气化产品危险 性的认识,掌握相应的安全 防护措施和应急处理技能。
配备个人防护用品
根据工作需要,为员工配备 适当的个人防护用品,如防 毒面具、防护服等,确保员 工在操作过程中不受有害气 体的侵害。
发展趋势
未来,随着环保要求的日益严格和技术的不断进步, 光气化产业将朝着更加绿色、高效、安全的方向发展 。一方面,企业将加强技术创新和设备升级,提高生 产效率和产品质量;另一方面,政府将加强对光气化 产业的监管和引导,推动产业向更加环保、可持续的 方向发展。同时,随着新兴市场的不断开拓和消费者 需求的不断变化,光气化产品的应用领域也将不断扩 大和深化。
政府和企业应积极开展光气及光 气化产品安全知识的宣传和教育 活动,提高公众对危险性的认识 和自我防范能力。
光气生产技术及光气化产品的研究进展
光气生产技术及光气化产品的研究进展摘要:光气具有产品纯度高、成本低廉,在农药、聚氨酯材料、医药等行业有广泛的应用,目前有1万多种的化工产品生产中都使用其作为一种原料,其是一种剧毒的物质,对人的呼吸系统会造成损坏,本文详细叙述了光气生产废气的四种处理方法和废水的联合处理工艺,并对光气产品进行介绍,希望为光气的废气、废水处理提供借鉴意义。
关键词:光气及光气化产品;废气;废水;处理技术光气作为一种化工生产的重要原料,其于1812年首次由约翰·大卫采用一氧化碳和氯气在光照条件下合成,为一种无色或略带黄色的剧毒气体,溶于四氯化碳、氯仿等溶剂,在进行浓缩的时候会产生强烈的刺激气味。
光气具有产品纯度高、成本低廉,在农药、聚氨酯材料、医药等行业有广泛的应用,目前有1万多种的化工产品生产中都使用其作为一种原料。
但是,光气是一种剧毒的物质,对人的呼吸系统会造成损坏,高浓度的光气会造成人肺水肿,引起急性中毒,因此,一般对光气的生产过程有严格的安全及排放要求。
本文将从光气生产过程中的废气、废水处理技术和其下游的化工产品进行详细的介绍。
1 光气生产废气处理技术光气生产中的废气主要是指液化光气尾气、光气化过程尾气、生产管路安全泄压排气等,其中液化光气或光气化过程产生的尾气可以先进行有用气体回收,然后再采用深冷法或溶剂吸收法进行处理。
但是,在利用光气合成农药的时候,处理后的尾气中的光气浓度高于国家规定的排放浓度,需要进行进一步的处理,目前主要是采用碱液法、焚烧法、氨法、催化水解法四种方法进行破坏处理。
下面将对四种处理方法进行详细介绍。
(1)碱溶液处理法该方法主要是利用氢氧化钠溶液与光气发生化学反应,将其转化为碳酸钠、氯化钠和水三种物质,反应时候需要让浓度为10%~20%的氢氧化钠溶液与废气进行直接接触,一般会让废气再喷淋塔内喷淋或废气在鼓泡洗气罐溶鼓泡吸收的方式进行处理。
目前该方法对光气的破坏处理效果约在80%左右,最高的时候可达90%;设备运行稳定,不产生二次污染;适合紧急情况的快速处理。
TDI的生产技术及市场现状

TDI的生产技术及市场现状TDI是甲苯二异氰酸酯的简称,有2,4-甲苯二异氰酸酯和2,6-甲苯二异氰酸酯两种同分异构体结构,分子式为C9H6N2O2。
TDI商品是由两种异构体组成的混合物,可以组成TDI-65/35、TDI-80/20和TDI-100三种品质。
TDI是制造聚氨酯的重要基础化工材料,由于TDI生产和投资大,科技水平高,因此也是国际上公认的“两大一高”产品,其产品广泛应用于家电、建筑、汽车、涂料等领域。
1 TDI的生产工艺TDI有光气法和非光气法两种生产工艺。
迄今为止,世界上只有巴斯夫、拜耳、三井武田、陶氏化学等少数跨国公司拥有TDI自主知识产权制造技术。
甘肃银光化学工业集团公司与青岛科技大学共同开发异氰酸酯生产工艺,掌握了TDI的生产制造技术,打破了国外公司长期垄断TDI生产工艺的状况。
1.1 光气法光气法包括气相光气法和液相光气法两种。
国内的Bayer、中国蓝星、甘肃银光和烟台巨力的生产采用的是液相光气法。
光气法主要包括五个重要的工段:光气的生成、二硝基甲苯(DNT)的贪成、DNT与氢反应生成甲苯二胺(TDA)、甲苯二异氰酸酯(TDI)的合成、TDI的提统。
1.1.1 光气的生成在一定的温度下,氯气与一氧化碳发生催化反应生成光气,反应方程式为CO+Cl2=COCl2,煤基碳和椰壳炭常用作催化剂,此反应要求CO和Cl2的纯度较高,需要精制出去原料里的氢和水分等杂质,因为水与氯气反应生成的氯化氢和次氯酸会腐蚀设备,还有可能会引起光气与氯气的泄露,造成人员损伤。
1.1.2 二硝基甲苯(DNT)的合成目前,TDI商品主要是以T-80为主,T-65为辅。
TDI的工业生产通常是从甲苯的硝化开始的,硝化方法有两种,即二步硝化法和一步硝化法。
(1)二步硝化法将55%-58%的硫酸与25%-30%的硝酸混合,使其与甲苯在35-45℃下进行硝化反应,反应生成三种硝基苯化合物,分别是对硝基甲苯、邻硝基甲苯和间硝基甲苯。
光气化反应副产物
光气化反应副产物:
光气化反应是一种利用光能将化学物质转化为其他化学物质的反应。
在光气化反应中,可能会产生一些副产物,具体取决于所使用的原料和反应条件。
一些常见的光气化反应副产物包括:
1.有机化合物:光气化反应可能会产生一些有机化合物,如芳香烃和烷基化合物。
这些有机化合物有时可以被用作工业原料或燃料。
2.氧化物:光气化反应可能会产生一些氧化物,如二氧化碳和一氧化碳。
这些氧
化物对环境和健康有潜在影响,因为它们是温室气体和毒性气体。
3.氮化物:光气化反应可能会产生一些氮化物,如氮氧化物。
这些氮化物也对环
境和健康有潜在影响,因为它们可以导致酸雨和空气污染。
4.高分子材料:光气化反应可能会产生一些高分子材料,如聚合物。
这些高分子
材料可以用于制造塑料、纤维和涂料等物品。
5.金属氧化物:光气化反应可能会产生一些金属氧化物,如二氧化钛。
这些金属
氧化物可以用于制造催化剂、涂料和太阳能电池等物品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
光气行业及两种产物具体情况
一、光气行业
(一)光气行业发展现状和前景
由于光气为剧毒气体,国家对光气行业进行严格的监管和控制,严格限制涉及光气的建设项目,我国光气生产厂家及光气产量有限。
截止2010年底,国内登记光气生产企业共有48家,总生产能力约150万吨,产量约120万吨,产量约占全球光气产量的13.3%。
2012年全国光气产能约260万吨,从光气出发的下
平均增速维持在10%以上。
(二)光气企业生产规模
目前国内共有48家光气生产企业,其中有10余家生产规模不足1万吨/年,最低的不足1000吨,处于停产状态;生产规模在1万-2万吨/年的有20余家;
目前,我国光气生产目前的主要下游行业仍然是集中于农药、高分子材料(异氰酸酯类产品,如MDI,TDI)和染料三大块,我国约65%的光气用于生产农药,32%用于生产异氰酸酯,3%用于生产PC、医药、染料和精细化学品等。
其中规模最大为农药类行业,发展最快为高分子材料行业。
国外生产的光气约80%用于生产异氰酸酯类,主要是甲苯二异氰酸酯(TDI)和二苯基甲烷二异氰酸酯(MDI),异氰酸酯是生产聚氨酯最重要的原料,从全球行业形势看,未来异氰酸酯和聚碳酸酯是光气用量的主要方向。
二、猩红酸
(一)猩红酸简介
猩红酸为偶氮染料中间体,该产品是由J酸与光气缩合制得的,主要用于制备直接橙S,直接耐酸大红4BS等染料。
猩红酸产品工艺流程
根据行业内主要生产企业产量及市场需求量、出口数量统计,猩红酸目前市场平均价格约为10万元/吨,2013年,全国猩红酸年产量约2000吨,猩红酸的市场规模约为20亿元。
根据信达化工的公开转让说明书,目前国内生产猩红酸类的企业为2家,2013年信达化工产量为1342吨,占全国产量的67.10%。
(二)猩红酸下游行业
猩红酸的主要应用为生产制备直接橙S,直接耐酸大红4BS等,属于直接染料生产。
染料分为直接染料、分散染料、冰染染料、阳离子染料、活性染料、酸性染料、缩聚染料和还原染料。
直接染料,指能直接溶解于水,对纤维素纤维有较高的直接性,无需使用有关化学方法使纤维及其他材料着色的染料。
它的染色方法简单,色谱齐全,成本低廉。
但其耐洗和耐晒牢度较差,如采用适当后处理的方法,能够提高染色成品的牢度。
下游染料行业发展情况:
我国已成为世界染料生产数量、贸易数量和消费数量的第一大国,染料产量约占世界染料总产量的60%。
目前我国生产的染料品种大约有600多种,涵盖各大染料类别,能满足国内90%以上市场需求量。
未来五年纺织工业对国内染料的需求会以年均7%的速度增长,我国纺织业的稳定发展将会带动对纺织染料消费量增长,根据纺织工业振兴规划,到2015年我国纺织纤维的产量将会达到5000
万吨以上,染料的年消耗量(加上出口量)将增加到100万吨以上。
国内浙江龙盛、闰土股份等染料行业上市公司的产品主要集中在分散染料和活性染料及其中间体,不生产直接染料,生产直接染料的企业规模普遍较小。
我国染料工业“十二五”发展规划纲要中统计的我国各类染料生产规模情况显示我国染料工业中直接染料占比较小。
而且“十二五”规划鼓励发展的染料品种中不包括直接染料。
三、氯代甲酸脂类
(一)氯代甲酸酯类简介
氯代甲酸酯系列产品种类较多,在农药、医药、聚合引发剂、氨基保护剂等方面有广泛的应用,常见的重要品种有氯甲酸甲酯、氯甲酸乙酯、氯甲酸苄酯等。
氯甲酯类产品大部分规模不大,优势在于三废少,生产装置具有一定的通用性,可根据市场变化调整产品生产。
氯代酯产品工艺流程
氯代脂目前市场平均价格约为1.3万元/吨,全国年产量约5000吨,市场规模约为6500万元。
根据信达化工的公开转让说明书,目前国内生产氯代脂的企业有3-4家,2013年信达化工产量为2674吨,占全国产量的53.48%。
(二)氯代甲酸酯类下游行业
氯代甲酸酯类主要产品及其下游产物
下游农药、医药中间体行业发展情况:
(1)农药行业
得益于人口增长和对生物质能源的需求,全球农药市场近年来稳步发展,植物保护业务2011年到2012年年均增长率为11.07%,2013年增长率约为10.1%,全球销售额超过591亿美金,继续保持稳定增长速度。
全球农药行业是集中度比较高的行业,2012年全球前6名农化巨头占据全球销售的75.7%,2013年全球前6名农化企业占全球销售额的70.91%。
拉丁美洲农作物保护市场继续保持领先增长速度,2013年增长26.9%。
除亚洲市场外,2013年其他各区域保持了8%左右的增长幅度,亚洲市场去年增长仅1.6%。
从市场份额来看,拉美市场占据全球大约27.6%市场份额,欧洲25.84%,亚洲23.99%。
与发达国家相比,我国农药使用仍处于较低水平。
随着农业发展、三农政策的鼓励、农业种植结构调整、农药产品升级、农药推广的深入及非农行业需求的增加,将带来农药供需量的增加和需求结构的调整。
(2)医药中间体行业
随着社会化分工与生产技术进步的要求,医药行业将一些医药中间体转交化工企业生产,生产医药中间体目前已成为国际化工界一大新兴产业。
一方面,出口医药中间体不像药品那样会受到进口国的种种限制;另一方面,美国和欧洲的许多大制药公司从节省生产成本与环保要求考虑,多从发展中国家进口质量可靠的医药中间体;使得中国在这一行业中在世界上占有相当大的优势。
这都给我国的医药中间体企业带来了极好的商机。
目前,我国每年约需化工配套的原料及中间体2000多种,需求量250万吨以上。
经过30多年的发展,我国医药生产所需的化工原料和中间体基本能够配套,而且由于我国资源比较丰富,原材料价格较低,医药中间体大量供应出口,市场规模巨大。
医药中间体市场竞争激烈,供应分散,生产企业数量众多,生产规模普遍偏小。
上游化工原料价格波动和医药价格政策对下游医药企业产品价格的影响是影响医药中间体利润的主要因素。
近年来我国医药中间体的毛利率总体走低,平均毛利率在 11%-14% 之间。