不锈钢焊接接头低倍金相检验的制样方法
焊缝金相试样制备法

h
h
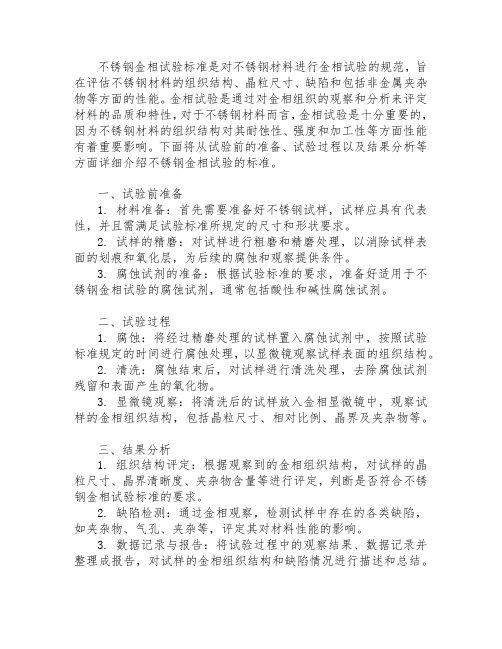
图1 焊接试样厚度示意
3.2 试样受检面尺寸
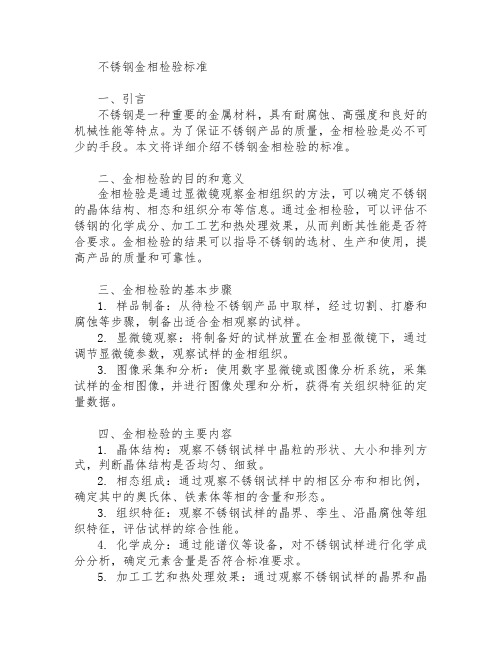
试样受检面应能包含焊缝检验所需要的区域,包括焊缝、热影响区以及母材,受检面尺寸示意图如图2、图3所示,其中试样母材区域应不小于10 mm,推荐尺寸10~15 mm。
≥10 mm
≥10 mm
≥10 mm
图2 角接试样横截面大小示意图
≥10 mm
≥10 mm
图3 对接试样横截面大小示意图
2021.4 今日自动化
图4 T型焊接试样受检面腐蚀成浮雕状
图5 对接试样部分区域模糊
经侵蚀后的试样,试样中各区域(熔合线、热影响区、
应清晰可辨,整个受检面无划痕和其他影响焊接质量判定的阴影和图7所示。
图6 对接试样各区域清晰显示
图7 T型焊接试样各区域清晰显示
)焊缝的金相检验为破坏性试验,取样之前必须确定好取样部位,试样的制作过程应尽量采用冷加工;每个试样在加工时应做好唯一性编号标识,加工好试样后在受检面的反面或者侧面打钢号作为标识。
)焊缝宏观金相检验试样侵蚀吹干之后,可采用体式显微镜或扫描成像的方法(扫描精度大于1 000 dpi)获取受检面图像
)该方法主要适用于碳钢、中低合金钢、不锈钢焊接金相检验试件的制备,其他材料的焊接试样的制备,也可参考该方法
)焊缝维氏硬度检验用试样的制备也可以参考此制备方法。
金相检验-焊接接头的金相检验实验指导书

焊接接头的金相检验实验指导书一、实验目的1.熟悉金相试样的制备过程,了解显微镜和其他金相试样加工设备的使用。
2.观察典型焊接接头的宏观组织,理解焊接接头的焊缝区、熔合线、热影响区等不同宏观组织之间的关系。
3.观察焊接接头的显微组织,理解焊缝区和热影响区显微组织的分布和特征,了解焊接缺陷的形成机理。
4.讨论焊接接头组织与性能的关系。
二、实验原理2.1金相制备进行金相分析,首先应根据各种检验标准和规定制备试样(即金相试样),若金相试样制备不当,在观察上出现划痕、凹坑、水迹、变形层或浸蚀过深过浅都会影响正确的分析,从而得出错误的结论,因高:12~18mm2.粗磨倒角:在不影响观察目的的前提下,需将试样上的棱角磨掉,以免划破砂纸和抛光织物。
图1 砂纸磨光表面变形层消除过程示意图(a)严重变形层(b)变形较大层(c)变形微小层(d)无变形原始组织;1、2、3、4分别是第一步、第二步、第三步、第四步磨光后试样表面的变形层。
4.抛光抛光的目的是去除细磨后遗留在磨面上的细微磨痕,得到光亮无痕的镜面。
抛光的方法有机械抛光、电解抛光物化学抛光三种,其中最常用的是机械抛光。
a概念:机械抛光是在抛光机上进行,将抛光织物(粗抛常用帆布,精抛常用毛呢)用水浸湿、铺平、绷紧用固定在抛光盘上。
启动开关使抛光盘逆时针转动,将适量的抛光液(氧化铝、氧化铬或氧化铁抛光粉加水的悬浮液)滴洒在盘上即可进行抛光。
机械抛光与细磨本质上都是借助磨料尖角锐利的刃部,切去试样表面隆起的部分,抛光时,抛光织物纤维带动稀疏分布的极微细的磨料颗粒产生磨削作用,将试样抛光。
5.浸蚀a意义:抛光后的试样在金相显微镜下观察,只能看到光亮的磨面,如果有划痕、水迹或扔料中的非金属夹杂物、石墨以及裂纹等也可以看出来,但是要分析金相组织还必须进行浸蚀。
浸蚀法:利用浸蚀剂对试样的化学溶解和电化学浸蚀作Array用将组织显露出来(如图)。
擦蚀法:用沾有浸蚀剂的棉花轻轻擦拭抛光面,观察表面颜色的变化。
不锈钢金相实验方法及实验结果
不锈钢金相实验方法及实验结果
1.实验方法
1.1 准备样品
首先,选取需要进行金相实验的不锈钢样品,确保样品表面干净,无杂质。
1.2 制备样品
将选取的不锈钢样品切割成适当大小,然后进行抛光,以确保
样品表面光滑。
1.3 倒模
将抛光后的不锈钢样品放入金相实验倒模机中,倒入金相试剂,倒模时间根据试剂使用说明进行操作。
1.4 固定样品
从倒模机中取出固定后的样品,并在样品表面喷涂一层导电涂料,以增加观察效果。
1.5 研磨和腐蚀
将固定后的样品进行研磨和腐蚀的步骤,以去除可能存在的氧
化层。
1.6 洗净样品
用蒸馏水将研磨和腐蚀后的样品进行洗净,确保样品表面无残
留物。
1.7 镜检
将洗净后的样品放入金相显微镜中,调整镜头,观察样品的金
相组织。
2.实验结果
实验结果根据不锈钢样品的金相组织来描述其组织结构和特征。
根据观察到的金相组织类型,可以判断不锈钢的晶格结构、晶粒尺寸、晶界类型以及可能存在的缺陷和杂质。
实验结果应以文字和图片相结合的方式进行展示,确保实验结
果清晰可见。
3.实验注意事项
实验过程中需要佩戴个人防护装备,如手套、眼镜等。
在进行倒模和腐蚀等步骤时,要注意使用金相试剂和腐蚀剂的
安全操作。
洗净样品时要彻底清洗,以免残留物影响观察结果。
实验后要妥善处理样品和废液,注意环境保护。
以上是不锈钢金相实验方法及实验结果的简要介绍,如有需要,请根据具体实验要求进行操作。
在不锈钢金相检验过程中电解制样的应用及分析

在不锈钢金相检验过程中电解制样的应用及分析在目前的金相检验工作中,我们常会使用两种方法,分别是电解法以及機械制样。
对于前者来讲,它是把电流通到电解质里面,经由反应进而对金属本身的构造有详细的了解。
这个措施和机械措施比对来讲,能够防止抛光过程中形成杂质,而且它的速率非常快,所需的时间较少,节省资源,能够明显的提升效率,在实际的工作中其获取的成就非常显著,因此得到非常广泛的应用。
文章具体的分析了这种措施的特征等内容。
标签:不锈钢金相检验;电解制样;应用分析引言所谓的金相,指的是金属自身的物化模式,能够体现其实际形态的我们称之为金相组织。
目前常用的措施有两类,分别是电解法以及机械制样。
对于前者来讲,它是把电流通道电解质里面,经由反应进而对金属本身的构造有详细的了解。
这个措施和机械措施比对来讲,能够防止在抛光过程中形成杂质,而且它的速率非常快,所需的时间较少,节省资源,能够明显的提升效率,在实际的工作中获取的成就非常显著,因此得到非常广泛的应用。
1 金相技术及制备要想得知金属的性能,首先就要分析它的构造和成分。
我们通常将其内部的构造称之为金相。
进项测试工作主要是通过分析金属的特性,完善部件的制作工艺,进而得知部件存在问题的缘由。
该项检测活动不论是对金属领域来讲,亦或是其制品行业来讲都有着非常明显的意义。
在具体检验的时候,必须要认真按照相关的标准来开展,假如试样出现问题的话,就会导致结论不正确,所以必须高度关注试样制备工作。
接下来作者以电解方法为例具体的阐述试样工作。
2 电解制样试验试验材料主要有A(马氏体不锈钢)、B(铁素体不锈钢)、C(奥氏体不锈钢)三种不锈钢材料。
分别切割上述材料,得到很多的小块样本,使用专门的砂纸处理表面。
该测试活动使用的电解措施,使用的机械是具有抛光以及腐蚀等多项功效的抛光仪,而电解液的驱动用到的是电磁泵。
对于电解数值来讲,要确保其合乎如下的规定:工作电压在150V以内,输入电压为220V;正常使用的电流在0-6A,输出的直流电流在0-10A之间;电磁泵的转速保持在0-750r/min,可以进行适当的调整,磁泵的两极磁感应的强度在0.08T以上;电磁泵的驱动电机功率通常为30W,电压为12V;实际抛光的时候,要控制好面积,通常控制在5cm2之内,时间在1-999s内,具体工作时要结合具体情况来分析。
不锈钢与耐热钢金相检验
不锈钢与耐热钢金相检验引言不锈钢和耐热钢是常用的金属材料,常用于制造机械零件、石油化工设备、核工业等领域。
金相检验是一种常用的检验方法,可以通过观察材料的组织结构来评估材料的质量和性能。
本文将介绍不锈钢和耐热钢金相检验的原理、方法和应用。
不锈钢的金相检验原理不锈钢是一种含有至少12%铬的合金,具有良好的抗腐蚀性能。
金相检验可以通过显微镜观察不锈钢的晶粒和相组成,评估不锈钢的抗腐蚀性能、硬度等性能。
方法进行不锈钢金相检验的步骤如下:1.采集不锈钢样品,并进行打磨和抛光处理,以便观察材料的组织结构。
2.用显微镜观察样品的金相结构,可以使用光学显微镜或电子显微镜。
3.观察样品的晶粒大小、相含量、相分布等特征,并进行记录和分析。
4.根据金相观察结果,评估不锈钢的质量和性能,比如抗腐蚀性能和机械性能。
应用不锈钢金相检验广泛应用于以下领域:1.制造业:用于评估不锈钢材料的质量和性能,确保产品符合标准要求。
2.石油化工:用于检验不锈钢管道和储罐等设备的抗腐蚀性能。
3.食品加工:用于评估不锈钢机械设备的卫生性能。
4.医疗器械:用于检验不锈钢器械的材料质量和表面加工质量。
耐热钢的金相检验原理耐热钢是一种能耐受高温环境的钢材,主要用于制造高温设备和耐火材料。
金相检验可以通过观察耐热钢的相组成和显微结构来评估材料的高温性能。
方法进行耐热钢金相检验的步骤如下:1.采集耐热钢样品,并进行打磨和抛光处理,以便观察材料的组织结构。
2.使用显微镜观察样品的金相结构,可以使用光学显微镜或电子显微镜。
3.注意观察样品的结构稳定性和相分布情况,评估耐热钢在高温环境下的性能。
4.根据金相观察结果,评估耐热钢的质量和性能,比如抗氧化性能和耐火性能。
应用耐热钢金相检验广泛应用于以下领域:1.火力发电:用于评估耐热钢管道和锅炉等设备的高温性能。
2.航空航天:用于检验耐热钢材料的高温稳定性和变形情况。
3.冶金行业:用于评估耐火材料的材料质量和耐久性。
低合金钢焊接接头低倍检验金相试样的制备
低合金钢焊接接头低倍检验金相试样的制备杨黎明;但楚臣【摘要】According to qualification requirements of the welding procedure of the exported welding bogie frame made from low alloy steel,the requirement of the macroscopic inspection of the welding joints was relatively high.Through reasonably preparing the corrosivesolution,increasing the type of corrosion solution,and strictly regulating the corrosion process,the reasonable preparation process of metallographic specimens for macroscopic inspection was determined.The results show that:each region of the metallographic specimens of the welding joints corroded by 8% (volume fraction ) nitric acid alcohol solution and saturated aqueous solution of ammonium peroxydisulfate was distinct, and the preparation quality was stable, which could fully meet qualification requirements of the welding procedure.%某出口低合金钢转向架焊接构架的焊接工艺评定对该焊接接头的低倍检验有较高的要求。
不锈钢金相检验
④. 双相不锈钢 (Cr18、Cr23、Cr22和Cr25 )
⑤. 沉淀硬化不锈钢
三、不锈钢金相检验
• 1.试样的制备 • 不锈钢金相试样的制备过程和高合金钢基本相同。其中奥氏体不锈钢基体组织较软,韧性 较高和易产生加工硬化,试样制备难度较高,在抛磨过程中易产生机械滑移以及扰乱金属层组织 等假象而影响正常的金相组织分析和检验。半马氏体钢制样不当则会使奥氏体转变成马氏体,所 以制备试样不应使试样产生高热。磨光用力不应过大,抛光时间不宜过长。
图2 Cr13型钢退火组织 500 ×
图3 20Cr13钢退火组织500 ×
5.奥氏体不锈钢 奥氏体不锈钢基体以面心立方结构的奥氏体为主,无磁性。 一般含Cr:16-25% ,Ni:7-20% ,经适当热处理后,在室温下得到单一A,如图4为奥氏体 不锈钢。
图4. 18-8型不锈钢组织 170 ×
奥氏体不锈钢具有良好的高低温塑性、韧性和耐腐蚀性。缺点是晶间腐蚀和应力腐蚀倾向大, 切削加工性能差。
不锈钢金相检验概述
黄智斌
一、不锈钢定义
在空气中或化学腐蚀介质中能够抵抗腐蚀、有较高稳定性的一种高合金钢,不锈钢耐腐蚀性能好、具有美观的表 面,不必经过镀色等表面处理,而发挥不锈钢所固有的表面性能,使用于多方面的一种钢铁。
从金相学角度分析,因为不锈钢含有较高的铬,铬在表面形成很薄的铬膜,这个膜隔离开侵入钢内的氧气,从而起 耐腐蚀的作用。
焊接接头金相试验的方法及内容

焊接接头金相试验的方法及内容。
焊接接头的金相试验包括宏观金相试验和微观金相试验两部分。
(1)宏观金相试验直接用肉眼或低倍放大镜进行检查。
1)宏观(粗晶)分析试验时在试件上截取横断面,然后经过打磨、腐蚀再进行观察。
宏观(粗晶)分析可以了解焊缝一次结晶组织的粗细程度和方向性;熔池形状、尺寸;焊缝接头各区域的界限和尺寸;各种焊接缺陷的存在情况。
2)断口检查在焊缝表面沿焊波方向车一条沟槽,槽深约为焊缝厚度的1/3,用拉力机将试样拉断,用肉眼或5~10倍放大镜观察断口处可能存在的缺陷种类和大小。
断口检查对“未熔合”或“熔合不良”这种缺陷十分敏感,常用于管子对接接头中。
3)钻孔检验用磨成90°角、直径较焊缝宽度大2~3mm的钻头在焊缝上钻孔、钻孔深度为焊件厚度的2/3,然后用10%硝酸水溶液浸蚀孔壁,可检查焊缝内部的气孔、裂纹、夹渣等缺陷,检查完毕钻孔处应予以补焊。
钻孔检验目前用得较少。
(2)微观金相试验用1000~1500倍金相显微镜观察焊缝金属的显微组织和显微缺陷(如微裂纹),可作为质量分析及试验研究的手段。
不锈钢金相试验标准
不锈钢金相试验标准是对不锈钢材料进行金相试验的规范,旨在评估不锈钢材料的组织结构、晶粒尺寸、缺陷和包括非金属夹杂物等方面的性能。
金相试验是通过对金相组织的观察和分析来评定材料的品质和特性,对于不锈钢材料而言,金相试验是十分重要的,因为不锈钢材料的组织结构对其耐蚀性、强度和加工性等方面性能有着重要影响。
下面将从试验前的准备、试验过程以及结果分析等方面详细介绍不锈钢金相试验的标准。
一、试验前准备1. 材料准备:首先需要准备好不锈钢试样,试样应具有代表性,并且需满足试验标准所规定的尺寸和形状要求。
2. 试样的精磨:对试样进行粗磨和精磨处理,以消除试样表面的划痕和氧化层,为后续的腐蚀和观察提供条件。
3. 腐蚀试剂的准备:根据试验标准的要求,准备好适用于不锈钢金相试验的腐蚀试剂,通常包括酸性和碱性腐蚀试剂。
二、试验过程1. 腐蚀:将经过精磨处理的试样置入腐蚀试剂中,按照试验标准规定的时间进行腐蚀处理,以显微镜观察试样表面的组织结构。
2. 清洗:腐蚀结束后,对试样进行清洗处理,去除腐蚀试剂残留和表面产生的氧化物。
3. 显微镜观察:将清洗后的试样放入金相显微镜中,观察试样的金相组织结构,包括晶粒尺寸、相对比例、晶界及夹杂物等。
三、结果分析1. 组织结构评定:根据观察到的金相组织结构,对试样的晶粒尺寸、晶界清晰度、夹杂物含量等进行评定,判断是否符合不锈钢金相试验标准的要求。
2. 缺陷检测:通过金相观察,检测试样中存在的各类缺陷,如夹杂物、气孔、夹杂等,评定其对材料性能的影响。
3. 数据记录与报告:将试验过程中的观察结果、数据记录并整理成报告,对试样的金相组织结构和缺陷情况进行描述和总结。
四、注意事项1. 操作规范:进行金相试验时,必须严格按照试验标准和操作规程进行操作,以保证试验结果的准确性和可靠性。
2. 安全防护:在使用腐蚀试剂和显微镜观察时,必须做好相关的安全防护措施,避免对人身和设备造成伤害。
3. 设备校准:金相试验所用的显微镜、腐蚀槽等设备需要定期进行校准和维护,以确保试验设备的正常运行和测量准确性。
不锈钢金相检验标准
不锈钢金相检验标准一、引言不锈钢是一种重要的金属材料,具有耐腐蚀、高强度和良好的机械性能等特点。
为了保证不锈钢产品的质量,金相检验是必不可少的手段。
本文将详细介绍不锈钢金相检验的标准。
二、金相检验的目的和意义金相检验是通过显微镜观察金相组织的方法,可以确定不锈钢的晶体结构、相态和组织分布等信息。
通过金相检验,可以评估不锈钢的化学成分、加工工艺和热处理效果,从而判断其性能是否符合要求。
金相检验的结果可以指导不锈钢的选材、生产和使用,提高产品的质量和可靠性。
三、金相检验的基本步骤1. 样品制备:从待检不锈钢产品中取样,经过切割、打磨和腐蚀等步骤,制备出适合金相观察的试样。
2. 显微镜观察:将制备好的试样放置在金相显微镜下,通过调节显微镜参数,观察试样的金相组织。
3. 图像采集和分析:使用数字显微镜或图像分析系统,采集试样的金相图像,并进行图像处理和分析,获得有关组织特征的定量数据。
四、金相检验的主要内容1. 晶体结构:观察不锈钢试样中晶粒的形状、大小和排列方式,判断晶体结构是否均匀、细致。
2. 相态组成:通过观察不锈钢试样中的相区分布和相比例,确定其中的奥氏体、铁素体等相的含量和形态。
3. 组织特征:观察不锈钢试样的晶界、孪生、沿晶腐蚀等组织特征,评估试样的综合性能。
4. 化学成分:通过能谱仪等设备,对不锈钢试样进行化学成分分析,确定元素含量是否符合标准要求。
5. 加工工艺和热处理效果:通过观察不锈钢试样的晶界和晶内组织,判断加工工艺和热处理效果是否合理。
五、金相检验的评判标准根据不同的不锈钢材料和应用要求,金相检验的评判标准也有所不同。
一般情况下,可以参考以下几个方面进行评判:1. 晶粒度:晶粒越细致、均匀,材料的强度和耐腐蚀性能越好。
2. 相比例:奥氏体和铁素体的比例应符合标准要求,以达到理想的抗腐蚀性能。
3. 组织特征:无晶界偏聚、孪生、沿晶腐蚀等缺陷,试样的综合性能越好。
4. 化学成分:各元素的含量应符合标准规定的范围,以保证材料的化学稳定性和机械性能。
低倍组织金相检验标准(一)
低倍组织金相检验标准(一)
低倍组织金相检验标准
1. 引言
•金相检验是材料科学中的一种常用分析方法,用于研究材料的组织结构和性质。
•低倍组织金相检验是金相检验的一种常见技术手段,主要用于对材料的宏观结构进行观察和分析。
2. 检验前准备
•样品制备:首先需要将待检材料切割成适当尺寸的试样,通常使用金相切割机完成。
•打磨与腐蚀:将试样进行打磨,以去除切割过程中产生的痕迹,并且使样品表面光滑。
之后,可以使用适当的腐蚀剂对试样进行腐蚀处理,以突出组织结构。
3. 低倍金相显微镜观察
•准备显微镜:选择一台合适的低倍金相显微镜,并安装适当的目镜和物镜。
•调节光源:确保显微镜的光源调节合适,以获得清晰的样品观察效果。
•观察样品:将经过打磨和腐蚀处理的样品放置在显微镜上,通过调节焦距和聚焦方式,观察样品的宏观结构。
4. 结果分析
•观察样品:细致观察样品的表面形貌、晶粒分布、非金属夹杂物等特征。
•鉴定组织类型:根据观察到的组织特征,判断样品的组织类型,如奥氏体、铁素体等。
•记录和分析:将观察到的结果记录下来,并进行数据分析,以得出样品的结论。
5. 结论
•低倍组织金相检验是一种重要的材料分析方法,能够提供有关材料宏观结构的信息。
•正确执行低倍组织金相检验标准,能够确保检验结果的准确性和可靠性,为材料科学研究提供宝贵支持。
以上是对低倍组织金相检验标准的简要介绍,包括检验前准备、
显微镜观察、结果分析和结论等内容。
通过遵守标准的操作程序,以
及准确记录和分析观察到的结构特征,可以获得可靠的金相检验结果。
低倍金相试验操作规程
低倍金相试验操作规程一、实验前准备工作人员戴好口罩、乳胶手套,打开换气扇。
将配制好的浸蚀液(HCl:HNO3=3:1)倒入塑料盆中。
二、冷酸浸蚀在常温下将试样浸入浸蚀剂中浸蚀,在浸蚀过程中,要不断地用毛刷将试片表面生成的沉淀物刷掉,以使浸蚀继续进行直至组织、缺陷清晰显现为准。
浸蚀好的试样应及时用清水冲净,将其立即用吹风机吹干。
事先做好的标记若模糊不清应重新做好标记。
三、将浸蚀好的试样进行拍照正确使用照相机a.调整好所需要的光圈和快门速度。
b.对焦、调整被摄体的位置。
c.确认曝光、拍照。
暗室操作a. 将已拍照好的胶卷底片取出,避免划伤。
b. 胶片按显影→冲洗→定影顺序依次进行。
时间由曝光时间和胶片型号综合设定。
c. 将冲洗好的底片凉干。
d. 已凉干的底片放于放大机的底片夹内,调焦,经光源照射使底片经镜头放大后再投射到放大纸上。
再经显影、定影、水洗和凉干即可得到放大后的照片。
四、注意事项由于试验过程中与酸液接触,所以操作一定要小心,不得将酸液溅到身上及周围。
酸洗前,检验面上不得有油污和加工痕迹,必要时应预先清除。
3. 检验面必须向上,酸液面应高于试样面10mm左右。
如果检验面垂直放置,在两块试片检验面间和盆壁与检验面间要保持适当的距离,以10mm左右为好。
4. 浸蚀时间没有严格规定,根据钢种不同而异,与试样的大小、酸液的新旧、温度高低等因素有关,最终以检验面的宏观组织能够清晰地显现为准。
5. 放置、取出、洗刷样品时,千万不要让橡皮手套触及检验面,否则极易留下难以去除的痕迹。
6. 洗刷干净后吹干待评的样品检验面,应保持干净和干燥,勿用手去触及。
7. 如果发现有污痕,应放回酸液中略加浸蚀再洗刷。
8. 如果取出后,发现试样已腐蚀过度,这时必须将试样面重新加工,加工时至少将浸蚀过度的检验面去掉1mm以上,然后重新进行浸蚀。
9. 试验完毕,将用过的酸液小心倒入空瓶中保存,以备下次再用,直至酸液失效倒掉。
10. 工作人员应将原液和浸蚀过的酸液妥善保管,由专人保管锁入柜中。
不锈钢焊接金相
不锈钢焊接金相一、引言不锈钢是一种具有耐腐蚀性能的金属材料,广泛应用于各个领域。
在不锈钢制品的生产过程中,焊接是不可避免的工艺。
不锈钢焊接金相研究是对焊接接头进行金相组织分析,以评估焊接接头的质量和性能。
二、不锈钢焊接金相的意义不锈钢焊接金相研究对于探究焊接接头的组织结构和性能具有重要意义。
通过金相分析,可以评估焊接接头的组织均匀性、晶粒尺寸、相变情况以及是否存在焊接缺陷等。
这些信息对于评估焊接接头的强度、耐腐蚀性以及使用寿命具有指导意义。
三、不锈钢焊接金相的方法1. 试样制备:从焊接接头处取得试样,经过切割、研磨和抛光等处理,制备出光滑平整的试样表面。
2. 腐蚀处理:将试样浸泡在适当的腐蚀剂中,去除试样表面的氧化物和其它杂质,以保证金相观察的准确性。
3. 金相显微镜观察:将处理后的试样放置在金相显微镜下观察,通过调节放大倍数和焦距,观察试样的组织结构。
四、不锈钢焊接金相的分析结果1. 组织均匀性:通过金相显微镜观察,可以评估焊接接头的组织均匀性。
均匀的组织结构代表焊接接头的质量较好,反之则表示存在焊接缺陷或者不均匀的组织情况。
2. 晶粒尺寸:通过金相显微镜观察,可以测量焊接接头中晶粒的尺寸。
晶粒尺寸的大小与焊接接头的性能密切相关,晶粒尺寸越大,焊接接头的强度和韧性越低。
3. 相变情况:通过金相显微镜观察,可以观察焊接接头中的相变情况。
相变的存在会导致焊接接头的性能发生变化,因此需要进行相变的分析和评估。
4. 焊接缺陷:通过金相显微镜观察,可以检测焊接接头是否存在缺陷,如气孔、裂纹、夹杂物等。
这些缺陷会降低焊接接头的强度和耐腐蚀性能。
五、不锈钢焊接金相的应用领域不锈钢焊接金相的研究广泛应用于各个领域。
在船舶、化工、石油、食品等行业中,焊接接头的质量和性能对于设备的安全运行至关重要。
通过不锈钢焊接金相的研究,可以评估焊接接头的质量,及时发现和解决焊接缺陷,提高设备的使用寿命和可靠性。
六、总结不锈钢焊接金相研究是对焊接接头进行金相组织分析的过程,通过金相显微镜观察和分析,可以评估焊接接头的质量和性能。
金相检验6-不锈钢的金相检验

欠热:未溶解碳化物存在)。 淬火+低温回火 :回火马氏体
10Cr13淬火 温度: 1000℃
接工艺较差;具有三种脆性倾向:475℃、相析出脆、高温脆性 热处理及金相组织 退火 :(Cr17≈ 850 ℃ )、(Cr25≈ 1050 ℃ ) 组织:δ铁素体+ 低碳马氏体。
1Cr17钢
淬火后组织 为铁素体+ 低碳马氏体
铁素体不锈钢
马氏体不锈钢
成分、牌号、特点 成分:含Cr12~14%,含C:0.1~0.4%,Cr13型。 常用牌号:12Cr13、20Cr13、30Cr13、40Cr13等。 特点:含碳量较高,淬火后得到马氏体组织;有较高的强度、硬度、耐磨性;通
20Cr25Ni20等 用途:工作温度600℃以上,强度要求不高的耐热受力件,高温炉中
部件、汽阀等 组织:固溶,奥氏体+M23C6
耐热钢金相检验
1、原始组织的检验: 内燃机部件金相检验在行业标准中有特殊规定(NJ354-1985、
NJ309-1983) 高压锅炉用无缝钢管的GB5310-2019 2、运行金相检验: 珠光体球化 石墨化:碳钢和钼钢在高温长时间作用下,渗碳体分解并析出石
不锈钢中的组织和相
用20g铁氰化钾、 20g氢氧化钾, 100ml水溶液, 1.5V,电解
1Crl8Ni9Ti锻后缓冷后
不锈钢中的组织和相
σ相的危害 σ相沿晶界分布,钢的塑性显著下降,分散分布对韧性危
低倍组织金相检验标准
低倍组织金相检验标准金相检验是一种用于分析金属材料的微观组织和结构的方法。
通过金相检验,我们可以了解材料的晶粒结构、非金属夹杂物和金属相的含量等重要信息,为材料的性能评估和质量控制提供有力支持。
本文将介绍低倍组织金相检验的标准和要求。
一、金相检验概述金相检验是一种基于金相显微镜观察金属材料组织和结构的方法。
通过对材料进行切割、打磨、腐蚀等处理,然后使用金相显微镜对材料进行观察和分析,可以得到材料的显微组织图像。
金相检验可以帮助我们判断材料的晶粒大小、晶界分布、夹杂物类型和含量等信息。
二、低倍组织金相检验的要求低倍组织金相检验主要关注材料的宏观组织特征,要求对组织图像的观察结果准确、清晰。
以下是低倍组织金相检验的要求:1. 样品制备:样品应根据不同材料的特性进行切割、打磨和腐蚀处理,确保样品表面光洁度和腐蚀均匀性。
2. 显微镜观察:使用低倍金相显微镜对样品进行观察,要求图像清晰、亮度适中。
观察时应将金相显微镜调整至适当的放大倍数,以确保能够全面观察到样品的宏观组织特征。
3. 组织特征描述:对观察到的组织特征进行准确的描述。
描述应包括晶粒大小、晶界分布、夹杂物类型和含量等信息。
4. 标记和记录:对每个样品的观察结果进行标记和记录,确保数据的准确性和可追溯性。
三、低倍组织金相检验的评定标准针对不同材料和不同应用领域,存在着一些通用的金相检验标准和评定方法。
以下是一些常用的低倍组织金相检验的评定标准:1. 晶粒大小评定:通过对样品中晶粒的观察和测量,使用晶粒尺寸评级标准对晶粒大小进行评定。
2. 晶界评定:观察晶界的分布情况,评定晶界的清晰度和细腻程度。
3. 夹杂物评定:观察样品中的夹杂物类型和含量,使用夹杂物评级标准对夹杂物进行评定。
4. 金相图像评定:对金相图像的清晰度、对比度和均匀性进行评定,确保观察结果的准确性和可靠性。
四、结论低倍组织金相检验是一种重要的金相检验方法,可以为材料的性能评估和质量控制提供可靠依据。
钢的组织低倍检验作业指导书

显示碳钢及合金钢中的非金属夹杂物,如有马氏体存在时可得到最佳效果
2
25ml硝酸,75ml水
用于大面积的冷酸蚀,如不便加热的钢锭剖面等
显示偏析、疏松、枝晶、白点、裂纹、工具钢淬硬层等
3
0.5~1ml硝酸,99~99.5ml水
试样在240号砂布上研磨,清洗后酸浸30~60s
8
2.5gCuCl2,10gHgCl2,5ml盐酸,用乙醇稀释至250ml
需先加尽量少的水使氯盐溶入盐酸中
显示富磷区域及磷化物带,适用于一般偏析检查
9
2.5gCuCl2,120ml盐酸,100ml水
酸浸后用水冲洗试去除铜沉积物,这样对比度好
显示冷变形流线
10
120gCu(NH4)4Cl2,50ml盐酸,1000ml水
4.2.2冷酸蚀
冷酸蚀一般有浸蚀和擦蚀两种,检验的目的与热酸蚀检验相同,一般用于以下场合:
1)工件过大,难以进行热酸蚀。
2)工件以加工好,若进行热酸蚀将有损于工件的表面粗糙度。
3)工件经热处理硬化,具有较大内应力,进行热酸蚀易产生开裂。
4)有的组织和缺陷用热酸蚀不易显示。
冷酸蚀的试样表面粗糙度值应在Ra0.8μm以下,根据试样的大小、厚薄分别采用浸蚀和擦蚀方法。擦蚀时,将酸液缓慢地倒在平放的检验面上,然后用刷子将酸液刷匀,并陆续添加应一些新的酸液,直至低倍组织显示清晰为止。
2)酸蚀时间参考上表。
3)清洗,取出试样后用流动的沸水冲洗,同时将试样表面的腐蚀物刷掉。也可用3%~5%(体积分数)碳酸钠水溶液或10%~15%(体积分数)硝酸水溶液刷掉,然后用冷水洗净、吹干以防生锈。
低倍组织检验作业指导书
编号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢焊接接头低倍金相检验的制样方法代绪成1,侯大震1,刘宏2,赵顺利1(1.海洋石油工程股份有限公司,山东青岛266520;2.海洋石油工程(青岛)有限公司,山东青岛266520)摘要:对电解腐蚀在不锈钢焊接接头低倍金相检验中的运用进行研究,通过试验选定腐蚀溶液、腐蚀时间和输出电流等参数。
结果表明:采用10mL HNO 3+90mL H 2O 腐蚀溶液,输出电流2A ,在室温下腐蚀6min ,制备出清晰的不锈钢焊接接头低倍金相试样,可清晰显示焊接接头各个区域。
关键词:不锈钢;焊接接头;低倍金相检验;电解腐蚀中图分类号:TG457.11文献标志码:B 文章编号:1001-2303(2019)03-0089-04DOI :10.7512/j.issn.1001-2303.2019.03.18Specimen Preparation method of macrographic examination for stainless steel welding jointsDAI Xucheng 1,HOU Dazhen 1,LIU Hong 2,ZHAO Shunli 1(1.China Offshore Oil Engineering Co.,Ltd.,Qingdao 266520,China ;2.China Offshore Oil Engineering(Qingdao)Co.,Ltd ,Qingdao 266520,China )Abstract :The application of electrolytic corrosion in the macrographic examination for stainless steel welding joints is studied ,the corrosion solution ,corrosion time and output current are selected by experiments.The results show that after being corroded in the corrosion solution consisting of 10ml nitric acid and 90ml water for 6minutes at room temperature with output current of 2A ,a clear macroscopic morphology specimen of stainless steel welding joint is prepared ,and the each regions of welding joints can be clearly displayed.Key words :stainless steel ;welding joints ;macrographic examination ;electrolytic corrosion 第49卷第3期2019年3月Vol.49No.3Mar.2019Electric Welding Machine本文参考文献引用格式:代绪成,侯大震,刘宏,等.不锈钢焊接接头低倍金相检验的制样方法[J].电焊机,2019,49(03):89-91,109.收稿日期:2018-11-22作者简介:代绪成(1985—),男,学士,工程师,主要从事金属材料理化检测工作。
E-mail :daixc@ 。
0前言焊接接头低倍金相检验是指将试样按照标准规范要求的腐蚀方法进行表面腐蚀,再目测试样表面是否存在缺陷,必要时可借助放大镜或宏观摄影工作站(放大倍数5~10)进行检查。
焊接接头低倍金相检验作为焊接工艺评定中的一项重要检测项,主要用于评定焊接工艺参数是否满足规范或技术要求,其制样结果直接影响焊接工艺的最终评定。
制作清晰可见的低倍金相试样不仅有利于焊接质量的判定,也有利于焊接工程师了解焊接的具体情况,以便改进焊接工艺[1]。
在不锈钢焊接接头低倍金相试样制备过程中,采用标准推荐的不锈钢低倍金相制样方法[2-4]腐蚀效果并不明显,焊缝区域各焊道无法清晰显示,各区域(母材、焊缝和热影响区)也未形成清晰的分界线。
针对此现状,改进GB/T 226-2015中直流电电解腐蚀方法[5]。
通过大量试验确定不锈钢焊接接头低倍金相制样电解腐蚀法的最佳试验参数,能清晰形成低倍金相形貌。
1电解腐蚀原理及装置1.1试验原理电解池是指由两个电子导体插入电解质溶液所组成的电化学体系,和直流电源接通时将向该电池体系输送电流,而该电化学体系中的两个电极上分别持续发生氧化反应和还原反应[6]。
试样作为阳极失去电子发生氧化反应,试样中的金属由于氧化反应不断溶解生成金属阳离子而脱离试样表面,形成试样腐蚀。
根据金属的标准电位序,标准电极电位越负,金属腐蚀的可能性越大[6-7]。
不锈钢的主要成分为Fe 、Cr 、Mo 、Ni 等元素,其中Fe 的电极电位最低,因此在电解池中Fe 最先发生氧化反应形成Fe 3+,即Fe →Fe 3++e ,从而在焊接接头形成清晰可见的低倍金相试样。
石墨碳棒为阴极得到电子发生还原反应,电解溶液中HNO 3和H 2O 形成的H +由于得到电子发生还原反应,即2H ++2e →H 2↑,在石墨碳棒表面吸附形成H 2。
电解池中由于电解形成的Fe 3+与NO 3-结合形成浅黄色Fe (NO 3)3溶液,即Fe 3++3NO 3-→Fe (NO 3)3。
1.2电解试验装置利用上述电解池原理设计电解腐蚀试验装置,如图1所示。
电解试验装置主要包含直流电源、铜导线、石墨碳棒、腐蚀溶液、电解池、试样6个部分。
石墨碳棒不仅导电能力较强,且标准电极电位高于常用金属材料,是理想的阴极材料,通过铜导线与直流电源负极相连。
试样为阳极,通过铜导线与直流电源正极相连。
图1电解腐蚀装置示意Fig.1Schematic diagram of electrolytic corrosion equip-ment2低倍金相试样制备焊接接头低倍金相试样制备的主要步骤为:试样机加工(切割、研磨)→电解腐蚀→试样清洗。
2.1试样机加工选用具有代表性的ASTM A358Gr 304/304L 材料进行焊接,并在焊接件上垂直于焊缝切割取样,不锈钢焊接接头采用加工热影响较小的锯切割工艺。
切割至规定尺寸后,在磨床上对试样横截面进行粗磨,再采用P500SiC 砂纸进行精磨。
2.2电解腐蚀试样机加工完成后,按照图1布置试验装置。
为找到最佳试验参数,对腐蚀溶液浓度、腐蚀电流和腐蚀时间三个变量采用正交试验法,获得试验数据。
然后根据“腐蚀溶液浓度低、腐蚀电流小、腐蚀时间短、腐蚀效果明显”四原则进行综合筛选,确定最佳腐蚀溶液和试验参数。
2.2.1腐蚀溶液本研究的主要目的之一是通过降低腐蚀溶液浓度来减少对试验人员的伤害,根据不同浓度配比进行大量试验,腐蚀溶液中HNO 3体积比由30%逐步降低至5%。
通过试验发现,体积比占10%的HNO 3溶液不仅能腐蚀出清晰的低倍金相试样,而且腐蚀时间、电流等参数均属于最佳范围。
最佳腐蚀溶液的配比为10mL HNO 3+90mL H 2O ,其中,硝酸为浓度65%~68%的分析纯试剂。
2.2.2试验参数电解腐蚀程度与腐蚀溶液浓度、输出电流、腐蚀时间成正比关系,如表1所示,最佳输出电流2A ,腐蚀时间6min 。
该参数中腐蚀溶液浓度低,对试验人员伤害低;腐蚀时间相对合适,试验效率相对合理;腐蚀效果明显,能清晰形成低倍金相照片,肉眼和拍照均较为清晰。
2.3试样清洗电解腐蚀完成后,取出试样在流水状态下进行清洗,再用酒精清洗,最后用吹风机及时吹干。
3试验结果与讨论3.1低倍金相试样形貌最佳试验参数获得的低倍金相试样形貌如图2所示。
可以看出,各个区域清晰可见,尤其是焊缝区域内焊道和焊层,能清晰显示焊道熔敷过程。
3.2硬度测量影响在最佳试验参数下获得的低倍金相试样上分别进行母材、热影响区和焊缝区域的维氏硬度试验,结果如图3所示。
由图3a 、3b 可知,母材和热影响区的维氏硬度值在电解腐蚀前后基本保持不变;焊缝区域的维氏硬度值在电解腐蚀后略小于电解腐蚀前,腐蚀前后平均值分别为202HV10和191HV10,如图3c 所示。
三个区域电解腐蚀后的硬度值整体呈现降低,主要原因是电解腐蚀导致试样表面金属元素溶解脱落,从而降低试样表面硬度。
焊接工艺第49卷表1不同电解腐蚀参数的试验效果对比Table1Comparision of test results with different elect-rolytic corrosion parameters序号1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20腐蚀溶液HNO3∶H2O=3∶7HNO3∶H2O=3:7HNO3∶H2O=3:7HNO3∶H2O=3:7HNO3∶H2O=3∶7HNO3∶H2O=3∶7HNO3∶H2O=2∶8HNO3∶H2O=2∶8HNO3∶H2O=2∶8HNO3∶H2O=2∶8HNO3∶H2O=2∶8HNO3∶H2O=2∶8HNO3∶H2O=1∶9HNO3∶H2O=1∶9HNO3∶H2O=1∶9HNO3∶H2O=1∶9HNO3∶H2O=1∶9HNO3∶H2O=1∶9HNO3∶H2O=0.5∶9.5HNO3∶H2O=0.5∶9.5输出电流I/A22211122211122211122腐蚀时间t/s30601203060120601802406024036060240360120360600120600腐蚀效果较清晰清晰根部腐蚀过度模糊清晰清晰未腐蚀清晰根部和表层腐蚀过度未腐蚀肉眼模糊,拍照清晰清晰未腐蚀肉眼模糊,拍照清晰清晰模糊模糊较为清晰未腐蚀模糊3.3电解腐蚀方法优势通过分析低倍金相试样形貌和硬度试验可知,电解腐蚀不仅能形成较好的低倍金相试样,且对维氏硬度的测量结果影响较小,在不锈钢焊接接头低倍金相制样中应用良好。
现有技术标准中不锈钢焊接接头低倍金相检验一般采用热酸浸蚀法和冷酸浸蚀法[2-4]。
热酸浸蚀法极易造成盐酸外溅,安全性低,同时散发出的大量“酸雾”也有害于实验员的健康;冷酸浸蚀法则腐蚀时间长,低倍金相形貌模糊不清。
相比于标准推荐的方法,采用电解腐蚀方法能有效地解决上述弊端,具有诸多优势:(1)能形成清晰可见的低倍金相形貌;(2)硝酸替代盐酸,降低实验室易制毒化学品硬件管理的图2最佳试验参数下不锈钢接接头低倍金相试样Fig.2Morphology of macroscopic metallographic speci-mens of stainless steel welding joints after electrolytic cor-rosion with best test parametera母材b热影响区c焊缝图3维氏硬度值对比Fig.3Compare on vicker hardness valuePage109焊接工艺代绪成,等:不锈钢焊接接头低倍金相检验的制样方法第3期投入;(3)腐蚀溶液浓度低,提高试验安全系数;(4)试验过程中不产生酸雾、无毒无刺激性气味,降低对实验人员的健康损害;(5)腐蚀时间短,试验效率高。