SMT缺陷及防范措施概述
SMT焊接缺陷及其解决措施(精华版)
几种SMT焊接缺陷及其解决措施1 引言表面组装技术在减小电子产品体积重量和提高可靠性方面的突出优点,迎合了未来战略武器洲际射程、机动发射、安全可靠、技术先进的特点对制造技术的要求。
但是,要制定和选择适合于具体产品的表面组装工艺不是简单的事情,因为SMT技术是涉及了多项技术的复杂的系统工程,其中任何一项因素的改变均会影响电子产品的焊接质量。
元器件焊点的焊接质量是直接影响印制电路组件(PW A)乃至整机质量的关键因素。
它受许多参数的影响,如焊膏、基板、元器件可焊性、丝印、贴装精度以及焊接工艺等。
我们在进行SMT工艺研究和生产中,深知合理的表面组装工艺技术在控制和提高SMT生产质量中起到至关重要的作作。
本文就针对所遇到的几种典型焊接缺陷产生机理进行分析,并提出相应的工艺方法来解决。
2 几种典型焊接缺陷及解决措施2.1 波峰焊和回流焊中的锡球锡球的存在表明工艺不完全正确,而且电子产品存在短路的危险,因此需要排除。
国际上对锡球存在认可标准是:印制电路组件在600范围内不能出现超过5个锡球。
产生锡球的原因有多种,需要找到问题根源。
2.1.1 波峰焊中的锡球波峰焊中常常出现锡球,主要原因有两方面:第一,由于焊接印制板时,印制板上的通孔附近的水分受热而变成蒸汽。
如果孔壁金属镀层较薄或有空隙,水汽就会通过孔壁排除,如果孔内有焊料,当焊料凝固时水汽就会在焊料内产生空隙(针眼),或挤出焊料在印制板正面产生锡球。
第二,在印制板反面(即接触波峰的一面)产生的锡球是由于波峰焊接中一些工艺参数设置不当而造成的。
如果助焊剂涂覆量增加或预热温度设置过低,就可能影响焊剂内组成成分的蒸发,在印制板进入波峰时,多余的焊剂受高温蒸发,将焊料从锡槽中溅出来,在印制板面上产生不规则的焊料球。
针对上述两面原因,我们采取以下相应的解决措施:第一,通孔内适当厚度的金属镀层是很关键的,孔壁上的铜镀层最小应为25um,而且无空隙。
第二,使用喷雾或发泡式涂覆助焊剂。
SMT缺陷及防范措施概括

桥联
对策
1. 丝印问题:
a) : . 锡膏高度超出控制上线: 校正丝印机, 控制锡膏高度.
b) : . /锡膏印刷偏位或者桥联: 优化丝印机.
c) :
.
丝印拉尖: 优化丝印机或者使用低粘性的锡膏.
d) : 锡膏塌陷:使用高粘性的锡膏.
e) : 不标准的钢网开孔: 研究并改善开孔.
丝印拉尖
锡膏塌陷
桥联 印刷偏位
焊锡紊乱
•
.
在冷却时受外力影响,呈现紊乱痕迹的焊锡
焊锡紊乱
1. . 优化冷却区回流曲线 2. : . 冷却阶段传送带震动: 根据实际情况调校传送带.
锡尖
.
焊锡毛刺违反组装的最大高度要求或引脚凸出要求.
.
焊锡毛刺违反最小电气间隙.
锡尖
1. :
( ).
助焊剂不足: 增加助焊剂的喷射量
4.
.
回流炉内空气流量太高以致吹偏了元件.
元件引脚翘高
.
元件一个或多个引脚变形不能与焊盘正常接触.
元件引脚翘高
对策
1. :
.
贴片前元件引脚变形: 挑选出缺陷元件,退回供应商.
2. : .
手放散料: 回流前目检.
锡珠
.. 焊锡球是焊接后形成的呈球状焊锡.
. 焊锡残渣是在回流中形成的小的球状或不规则状 焊锡球.
b) 更换新锡膏
c) 校正丝印机参数
2. 元件或焊盘可焊性太低
: a) . /陈旧元件或板
b) . /元件或焊盘受污染
: . /清除来料
3. : ( ).
立碑
对策
3. : . 元件末端氧化或者受污染: 根据情况做可焊性实验并且退还缺陷物料.
SMT不良缺陷

空洞是指分布在焊点表面或内部的气孔、针孔。
形成这种缺陷的原因比较多。
一般有以下几种。
1.焊膏中金属粉末的含氧量高、或使用回收焊膏、工艺环境卫生差、混入杂质。
应对措施:控制焊膏质量,制订焊膏使用条例。
2.焊膏受潮,吸收了空气中的水汽。
应对措施:焊膏回温时,达到室温后才能打开焊膏的容器盖,控制环境温度20-26℃相对湿40-7%。
3.元器件焊端、引脚、印制电路基板的焊盘氧化或污染,或印制板受潮。
应对措施:元器件先到先用,不要存放在潮湿环境中,不要超过规定的使用日期。
4.升温区的升温速率过快,焊膏中的溶剂、气体蒸发不完全,进入焊接区产生气泡、针孔。
应对措施:16 0℃前的升温速度控制在1—2℃/s,确保溶剂在焊膏熔化成型前挥发干净。
以上1.2.3.都会引起焊锡熔融时焊盘、焊端局部不润湿,未润湿处的助焊剂排气、以及氧化物排气时产生空洞。
表面贴装焊接的不良原因和防止对策一、润湿不良润湿不良是指焊接过程中焊料和基板焊区,经浸润后不生成金属间的反应,而造成漏焊或少焊故障。
其原因大多是焊区表面受到污染,或沾上阻焊剂,或是被接合物表面生成金属化合物层而引起的,例如银的表面有硫化物,锡的表面有氧化物等都会产生润湿不良。
另外,焊料中残留的铝、锌、镉等超过0.005%时,由焊剂吸湿作用使活性程度降低,也可发生润湿不良。
波峰焊接中,如有气体存在于基板表面,也易发生这一故障。
因此除了要执行合适的焊接工艺外,对基板表面和元件表面要做好防污措施,选择合适的焊料,并设定合理的焊接温度与时间。
二、桥联桥联的发生原因,大多是焊料过量或焊料印刷后严重塌边,或是基板焊区尺寸超差,SMD贴装偏移等引起的,在SOP、QFP电路趋向微细化阶段,桥联会造成电气短路,影响产品使用。
作为改正措施:1、要防止焊膏印刷时塌边不良。
2、基板焊区的尺寸设定要符合设计要求。
3、SMD的贴装位置要在规定的范围内。
4、基板布线间隙,阻焊剂的涂敷精度,都必须符合规定要求。
几种SMT焊接缺陷及其解决措施
汇报人: 2024-01-11
目录
• SMT焊接缺陷概述 • 几种常见的SMT焊接缺陷 • 解决SMT焊接缺陷的措施 • 案例分析 • 总结与展望
01
SMT焊接缺陷概述
焊接缺陷的定义与分类
焊接缺陷定义
在焊接过程中,由于各种原因导致焊 接接头中出现的问题或不足,影响焊 接质量。
至关重要。
ቤተ መጻሕፍቲ ባይዱ
降低生产成本
焊接缺陷会导致产品不良率上升, 增加生产成本,因此预防和控制 SMT焊接缺陷有助于降低生产成本 。
增强市场竞争力
高质量的产品能够提高客户满意度 ,增强企业的市场竞争力。
解决SMT焊接缺陷的未来研究方向
新材料和新技术的研究
随着科技的发展,新材料和新技术不断涌现,未来可以尝试将这些新材料和新技术应用于SMT焊接中,以提高焊接质 量和效率。
03
解决措施
提高焊接温度或延长焊接时间,确保焊锡充分熔化并润湿焊盘。在焊接
过程中保持稳定的速度和送锡量,避免出现焊锡不足或过多的情况。
锡珠
总结词
锡珠是由于焊锡过热或冷却过快,导致焊点表面形成的小颗粒状突起。
详细描述
锡珠缺陷表现为焊点表面出现许多小颗粒状突起,这些突起可能是由于焊锡过热或冷却过 快形成的。由于这些突起会影响电气性能和外观质量,因此需要解决。
加强生产过程的监控和管理
总结词
建立健全的生产过程监控和管理体系,确保焊接缺陷得到有效控制。
详细描述
制定严格的工艺操作规程和质量检验标准,并加强员工培训。实施生产过程中的实时监控,及时发现 并处理焊接缺陷。定期对生产线进行质量检查和评估,持续改进生产工艺,提高产品质量。
SMT工艺之不良缺陷及改善
翘曲缺陷改善措施
翘曲缺陷:在SMT工 艺中,翘曲是指PCB 板或元器件发生弯曲 或翘起的现象,通常 是由于温度变化或材 料热膨胀系数不匹配 所导致。
改善措施
控制温度变化幅度, 避免过大的温度变化 导致PCB板或元器件 发生翘曲。
选择与PCB板和元器 件相匹配的热膨胀系 数的材料,以减少翘 曲的可能性。
锡洞缺陷改善措施
控制回流温度和时间,确保焊锡 能够充分流动并填满焊点。
改善措施
优化焊点的设计,使其更容易被 焊锡填满。
锡洞缺陷:在SMT工艺中,锡洞 是指焊点内部出现的小孔或空洞 ,通常是由于焊锡未完全填满焊 点所导致。
在焊接过程中增加振动或敲击, 以帮助焊锡更好地填满焊点。
组件移位缺陷改善措施
01
组件移位缺陷:在SMT工艺中,组件移位是指元器件 在印刷或回流过程中偏离了正确的位置,通常是由于 吸嘴压力不均或温度过高所导致。
02 改善措施
03
调整吸嘴压力,确保元器件在印刷和回流过程中保持正确的 位置。
04
控制回流温度和时间,避免温度过高导致元器件移位 。
05
使用定位辅助工具,如定位销或夹具,以帮助元器件 保持在正确的位置。
翘曲缺陷
总结词
翘曲缺陷是指PCB板在经过热历程后 产生的弯曲或扭曲现象。
详细描述
翘曲缺陷的产生可能与PCB板的材料 、设计、层数、元件布局和重量分布 等因素有关。翘曲缺陷可能导致焊接 不良、对准问题以及电路性能问题。
03
SMT工艺不良缺陷原因分析
锡珠缺陷原因
锡珠缺陷是指焊点表面出现圆形小珠的现象,主要 原因是焊膏过量、印刷厚度不均、贴片压力过大等 。
锡桥缺陷
总结词
锡桥缺陷是指两个或多个焊点之间形成的不期望的连接。
smt预防方案
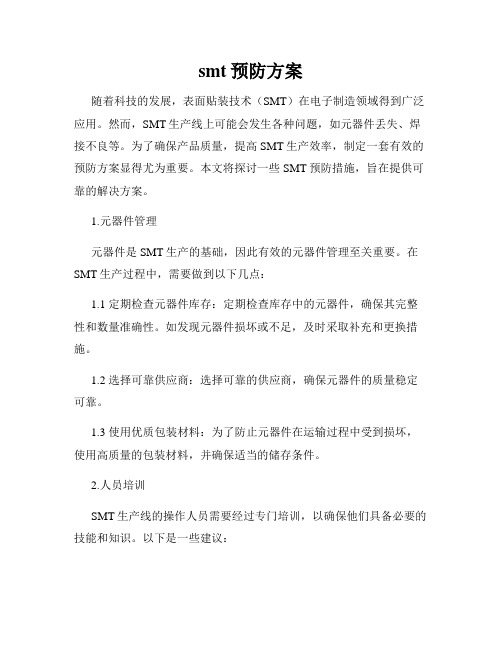
smt预防方案随着科技的发展,表面贴装技术(SMT)在电子制造领域得到广泛应用。
然而,SMT生产线上可能会发生各种问题,如元器件丢失、焊接不良等。
为了确保产品质量,提高SMT生产效率,制定一套有效的预防方案显得尤为重要。
本文将探讨一些SMT预防措施,旨在提供可靠的解决方案。
1.元器件管理元器件是SMT生产的基础,因此有效的元器件管理至关重要。
在SMT生产过程中,需要做到以下几点:1.1 定期检查元器件库存:定期检查库存中的元器件,确保其完整性和数量准确性。
如发现元器件损坏或不足,及时采取补充和更换措施。
1.2 选择可靠供应商:选择可靠的供应商,确保元器件的质量稳定可靠。
1.3 使用优质包装材料:为了防止元器件在运输过程中受到损坏,使用高质量的包装材料,并确保适当的储存条件。
2.人员培训SMT生产线的操作人员需要经过专门培训,以确保他们具备必要的技能和知识。
以下是一些建议:2.1 培训操作人员:对SMT设备的操作进行详细的培训,包括设备的使用方法、常见故障处理方法等。
2.2 培训质检人员:对质检人员进行培训,使其能够准确判断焊接质量,及时发现和解决问题。
2.3 提供更新的知识:不断更新操作人员的知识,使其了解最新的SMT技术和生产方法。
3.设备维护保持设备的良好状态对于SMT生产的稳定性和高效性至关重要。
以下是一些设备维护建议:3.1 定期清洁设备:定期清洗和维护SMT设备,确保设备表面干净无尘,可减少故障发生率。
3.2 检查设备运行状况:定期检查设备的运行状况,包括电流、温度等参数,确保设备正常运行。
3.3 及时维修和更换设备:如果发现设备出现故障或老化,及时进行维修或更换,以确保生产线的连续稳定运行。
4.质量控制良好的质量控制是SMT预防的核心。
以下是一些质量控制的措施:4.1 引入自动检测设备:引入自动检测设备,如AOI(自动光学检测仪),以提高产品的质量和稳定性。
4.2 定期进行质量评估:定期进行质量评估,分析产品的焊接质量和产品可靠性,及时发现问题并采取纠正措施。
SMT再流焊接中常见的焊接缺陷分析与预防对策

SMT再流焊接中常见的焊接缺陷分析与预防对策
一、焊接不良
1.焊接开关不全:焊接不良的主要原因是焊锡不足或焊盘上的元件安装不准确。
预防对策是加强操作者的培训,确保他们按照工艺要求进行焊接,定期维护和校准设备。
2.元件未焊接到位:元件未正确焊接到位会导致焊接不良,可能是由于焊盘上的焊膏不均匀或元件安装错误引起的。
预防对策是优化焊膏的设计和应用,确保焊膏均匀涂布并满足焊盘的要求。
二、控制问题
1.温度过高或过低:焊接过程中温度控制不当会导致焊接不良,可能是由于温度曲线不准确或设备故障引起的。
预防对策是在焊接过程中严格控制温度,确保温度曲线的准确性,并进行定期的设备维护和检修。
2.焊锡过量或不足:焊锡过量会导致元件无法正确安装,而焊锡不足则会导致焊盘无法完全湿润,影响焊接效果。
预防对策是优化焊锡的设计和应用,确保焊锡量的准确控制,以及监测焊锡的质量。
三、材料问题
1.焊膏问题:焊膏的质量问题可能导致焊接不良,比如焊膏中的活性助焊剂含量太高或太低,都会影响焊接的质量。
预防对策是选择合适的焊膏供应商,并进行严格的质量控制。
2.元件质量问题:元件的质量问题也可能导致焊接不良,比如焊盘上的元件与焊膏、焊盘不匹配,都会影响焊接的质量。
预防对策是选择合适的元件供应商,并进行严格的质量管控。
SMT-缺陷分析及对策

SMT 缺陷分析及对策一、桥联引线之间出现搭接的常见原因是端接头(或焊盘或导线)之间的间隔不够大。
再流焊时,搭接可能由于焊膏厚度过大或合金含量过多引起的。
另一个原因是焊膏塌落或焊膏黏度太小。
波峰焊时,搭接可能与设计有关,如传送速度过慢、焊料波的形状不适当或焊料波中的油量不适当,或焊剂不够。
焊剂的比重和预热温度也会对搭接有影响.桥联出现时应检测的项目与对策。
检测项目一:印刷网版与基板之间是否有间隙.对策:1、检查基板是否存在挠曲,如有挠曲可在再流焊炉内装上防变形机构;2、检查印刷机的基板顶持结构,使基板的保持状态与原平面一致;3、调整网版与板工作面的平行度。
检测项目二:对应网版面的刮刀工作面是否存在倾斜(不平行)。
对策:调整刮刀的平行度.检测项目三:刮刀的工作速度是否超速.对策:重复调整刮刀速度(刮刀速度过快情况下的焊膏转移,会降低焊膏黏度而在焊膏恢复原有黏度前就执行脱版,将产生焊膏的塌边不良)。
检测项目四:焊膏是否回流到网版的反面一侧。
对策:1、网版开口部设计是否比基板焊接区要略小一些;2、网版与基板间不可有间隙;3、是否用微间隙组装用的焊膏,微间隙组装常选择粒度小的焊膏,如有必要,可更换焊膏。
检测项目五:印刷压力是否过高,有否刮刀切入网板开口部现象。
对策:1、聚酯型刮刀的工作部硬度要适中,太软易产生对网版开口部的切入不良;2、重新调整印刷压力。
检测项目六:印刷机的印刷条件是否合适.对策:检测刮刀的工作角度,尽可能采用60度角。
检测项目七:每次供给的焊膏量是否适当。
对策:可调整印刷机的焊膏供给量。
二、焊料球焊料球是由于焊膏焊接中最普通的缺陷形式,其原因是焊料合金被氧化或焊料合金过小,由焊膏中溶剂的沸腾而引起的焊料飞溅的场合也会出现焊料球缺陷,还有一种原因是存在有塌边缺陷,从而造成的焊料球。
焊料球出现时应检测的项目与对策:检测项目一:基板区是否有目测不到的焊料小球(焊料合金被氧化造成).对策:焊膏是否在再流焊过程中发生氧化。
smt不良分析及改善措施

清洁保养
02
定期对设备表面进行清洁保养,保持设备整洁,防止灰尘、异
物等对设备造成损害。
润滑保养
03
按照设备制造商的推荐,定期对设备的运动部件进行润滑保养
,以减少磨损工艺文件,确保每个生产步骤都符合规范和标 准。
人员培训
对操作人员进行专业培训,确保他们熟悉设备的操作和维护,能 够及时发现并解决潜在问题。
总结词
PCB板的设计不合理可能会导致元件脱落、短路等问题。
详细描述
如果PCB板的线路设计不合理,可能会导致元件无法准确吸附在指定位置;如果 PCB板的焊盘设计不合理,则可能会导致短路或虚焊。因此,需要对PCB板的设 计进行严格审核和测试。
案例四:温度和湿度控制不当
总结词
温度和湿度控制不当可能会导致元件引脚氧化、焊接不良等问题。
工艺不良
温度异常
SMT生产线温度异常波动 ,导致零件贴装偏差、焊 接不良等
湿度异常
SMT生产线湿度异常波动 ,导致零件受潮、焊接不 良等
大气污染
SMT生产线大气污染严重 ,导致零件表面污染、焊 接不良等
管理不良
计划管理不良
生产计划不合理、生产安排不科 学等导致生产效率低下、产品质
量不稳定等不良现象
零件材质不良
零件材质不达标,如PCB 板材质不均、零件镀层不 均匀等
零件质量不良
零件本身存在质量问题, 如气泡、划痕等
设备不良
贴片机不良
贴片机精度下降、机械故障等导 致贴装位置偏差、零件损坏等不
良现象
印刷机不良
印刷机精度下降、机械故障等导致 印刷不均匀、印刷错误等不良现象
检测设备不良
检测设备精度下降、机械故障等导 致检测不准确、误判等不良现象
smt不良分析及改善措施

如零件本身的质量问 题或由于放置不当造 成的损坏。
04
焊接不良
如焊接点不足、过多 或虚焊等。
不良品产生原因
如部件质量问题、焊料质量问题 等。
如车间温度、湿度、清洁度等环 境条件不良。
设备故障 材料问题 操作失误 环境因素
如贴片机、印刷机等设备故障或 参数设置不正确。
如操作人员技能不足、工作疏忽 等。
原因和分布情况。
效果评估方法
过程能力指数评估
利用过程能力指数评估生产过程的稳定性、 一致性和可预测性。
不良率统计
统计不良品的数量与总生产量的比例,计算 出不良率。
质量成本评估
评估因质量问题导致的损失,包括返工、报 废、保修等成本。
持续改进计划
01
针对主要不良原因 进行改善
针对主要的不良原因,制定相应 的改善措施,如优化工艺流程、 更换原材料供应商等。
smt不良分析及改善措施
汇报人: 日期:
目录
• SMT不良分析 • SMT不良改善措施 • SMT不良品追踪及效果评估 • SMT不良预防措施
01
SMT不良分析
Chapter
常见不良现象
01
部件丢失
如电阻、电容等部件 在组装过程中丢失或 未正确放置。
02
部件错位
如IC芯片位置偏离或 翻转。
03
注意事项
培训应结合实际生产情况,注重理论和实践的结 合,同时要定期评估培训效果。
实施质量管理体系,加强质量控制
总ቤተ መጻሕፍቲ ባይዱ词
实施质量管理体系,加强质量控制是减少SMT不良的有效方法 。
详细描述
建立完善的质量管理体系,包括来料检验、过程控制、成品检验 等环节,确保产品质量符合预期要求。
smt常见品质问题及解决方案
smt常见品质问题及解决方案
《SMT常见品质问题及解决方案》
SMT(表面贴装技术)在电子制造和组装中扮演着重要的角色,然而在生产过程中常常会遇到一些品质问题。
了解这些问题并找到相应的解决方案是至关重要的,下面我们就来探讨一些常见的SMT品质问题及解决方案。
1. 焊接不良
焊接不良是SMT中最常见的问题之一。
这可能是由于焊锡量
不足、焊接温度不合适或焊接时间过短等原因造成的。
解决这个问题的方法包括调整焊接参数、使用适当的焊接设备和材料,以及加强工艺控制。
2. 组件偏移
在SMT过程中,组件偏移可能会导致焊接不良或装配错误,
从而影响产品的品质。
要解决这个问题,可以通过优化贴装设备的校准和调整,以及加强工艺控制来避免组件偏移。
3. 焊漆缺陷
在SMT过程中,焊漆缺陷可能会导致短路、断路或其它问题。
要解决这个问题,可以通过使用高质量的焊漆材料、优化焊接工艺和检验工艺以及加强工艺控制来避免焊漆缺陷。
4. 焊盘氧化
焊盘氧化可能会导致焊接不良和器件失效。
要避免这个问题,可以通过优化存储和处理焊盘的方法,保持焊盘的表面清洁和
干燥,以及加强工艺控制来减少焊盘氧化的发生。
总的来说,要解决SMT中的品质问题,关键在于优化工艺、加强质量控制和培训员工等方面。
只有通过不断改进和完善SMT生产过程,才能提高产品的品质和可靠性。
SMT贴片常见缺陷分析总结

SMT贴片常见缺陷分析总结贴片技术(Surface Mount Technology,简称SMT)是一种电子元器件安装技术,广泛应用于电子制造工业。
然而,SMT贴片过程中常常会发生一些缺陷,影响产品质量和性能。
本文就SMT 贴片常见缺陷进行分析和总结,旨在帮助减少这些缺陷的发生,提高产品质量。
1. 贴片偏移贴片偏移是指贴片组件在焊接过程中位置偏离设计预期位置的现象。
主要原因包括:- 设计缺陷导致的焊盘尺寸与贴片尺寸不匹配;- 设备不准确的安装位置或传送机构问题;- 操作人员的误操作。
2. 贴片偏台贴片偏台是指贴片组件在贴合过程中,由于贴台粘合力不够强或者工艺参数不正确,导致组件偏离贴合位置的现象。
3. 贴片拖焊贴片拖焊是指贴片组件与焊盘之间存在焊膏过多或者焊膏流动不畅导致产生的焊疤现象。
贴片拖焊可能会导致电气连接不良或者短路等问题。
4. 贴片少焊贴片少焊是指贴片组件与焊盘之间存在焊膏缺失导致未能成功焊接的现象。
贴片少焊可能会导致电气连接不良或者某些焊盘没有连接的问题。
5. 贴片漏焊贴片漏焊是指贴片组件与焊盘之间存在焊膏不均匀或者完全缺失导致的未能完全焊接的现象。
贴片漏焊可能会导致焊点不牢固,影响电气连接或者导致部分焊盘未能焊接。
6. 贴片倒装贴片倒装是指贴片组件安装时朝向错误的现象。
可能的原因包括:- 设计或标志错误;- 设备设置不正确;- 操作人员误操作。
7. 贴片翻车贴片翻车是指在组件焊接过程中,贴片组件在传送过程中倒下或翻转的现象。
主要原因包括:- 设备不稳定;- 传送机构故障;- 操作人员的误操作。
8. 贴片错件贴片错件是指贴片组件被错误地安装在错误的位置或者与设计要求不符的位置的现象。
贴片错件可能会导致电气连接错误或者无法正常工作。
为了避免以上缺陷的发生,可以采取以下措施:- 设备的维护和校准,确保设备的准确性和稳定性;- 优化工艺参数,确保粘合力和焊接质量;- 培训操作人员,提高其操作技能;- 加强质检过程,及时发现和排除可能存在的问题。
几种SMT焊接缺陷及其解决措施

几种SMT焊接缺陷及其解决措施SMT焊接是一种常见的电子元器件连接方式,其缺陷会直接影响产品的质量和可靠性。
下面将介绍几种常见的SMT焊接缺陷及其解决措施。
1.冷焊:冷焊是指焊料没有完全熔化并附着在焊盘或引脚上的现象。
冷焊会导致焊点间接触不良,从而影响电气连接和传导。
解决冷焊的措施包括:-提高焊接温度和时间,确保焊料完全熔化。
-检查焊料的品质,确保焊料能够适应焊接过程要求。
-使用合适的焊接参数,如合适的预热时间、焊锡温度等。
2.焊接积焦:焊接积焦是指焊料在焊接过程中产生的氧化物、残留的颗粒等积累在焊接区域的现象。
焊接积焦会导致焊点质量降低,从而影响电气性能和可靠性。
解决焊接积焦的措施包括:-控制焊接温度和焊接时间,避免焊接区域过热。
-清洁焊接区域,保持焊接表面的清洁。
-使用高品质的焊料,避免余烟和氧化物的产生。
3.引脚未焊稳:引脚未焊稳是指焊料没有完全附着在引脚和焊盘上的现象。
引脚未焊稳会导致焊点松动,从而影响电气连接和机械可靠性。
解决引脚未焊稳的措施包括:-使用合适的焊锡形状和焊锡通孔尺寸,确保焊料能够充分填充焊盘和引脚之间的空隙。
-提高焊接温度和焊接时间,确保焊料完全熔化并形成可靠的焊接连接。
-检查焊接设备和工艺参数,保证焊接过程的稳定性和一致性。
4.锡球:锡球是指焊盘上未熔化的焊料形成的球状物。
锡球会导致焊接点短路和漏电等问题。
解决锡球问题的措施包括:-控制焊接温度和时间,避免焊料过热和氧化。
-使用合适的焊锡形状和焊锡通孔尺寸,确保焊料能够充分填充焊盘。
-使用合适的焊锡通孔形状,确保焊料能够完全熔化并形成可靠的焊接连接。
在实际生产中,为了避免SMT焊接缺陷,可以采取以下综合措施:-严格控制焊接设备和工艺参数,确保焊接过程的稳定性和一致性。
-优化焊接工艺,如预热、焊接时间和温度等参数的选择。
-选择合适的焊接材料,如焊料、焊锡通孔形状等。
-加强焊接操作人员培训,提高其技能和专业素质。
-密切关注焊接过程中的质量控制,及时发现和解决问题。
SMT再流焊接中常见的焊接缺陷分析与预防对策

SMT再流焊接中常见的焊接缺陷分析与预防对策1. 过焊/少焊(Solder Bridging/Solder Skipping)分析:过焊指焊膏过多或焊膏粘度较小,导致邻近焊盘之间形成导电焊锡桥;少焊指焊膏量不足,导致焊点形成不完整。
预防对策:-确保焊膏的质量和打胶的均匀性,避免使用老化或质量不合格的焊膏。
-控制好焊膏的粘度,避免过度涂覆。
-尽量采用优化的焊膏排布和设计,避免过于接近的焊盘。
-确保焊膏与组装板之间的接触良好。
2. 焊盘塌陷(Solder Joint Sinking)分析:焊盘塌陷指焊盘上的焊点内部发生塌陷,导致焊点的可靠性和稳定性下降。
预防对策:-通过优化焊盘的设计和尺寸,确保焊点良好的支持和附着力。
-控制焊膏的浓度和粘度,使得焊膏在热冷循环过程中不易变形。
-控制好传热过程,避免过高温度导致焊点塌陷。
3. 焊点开裂(Solder Joint Cracking)分析:焊点开裂指焊点或焊盘与焊线之间的脆性断裂,可能由温度变化、机械应力等引起。
预防对策:-控制好焊接温度曲线,避免温度变化过大。
-优化焊接速度和预热时间,避免焊接速度过快或预热时间过短导致焊点开裂。
-选择合适的焊锡合金和焊线,使焊点具有良好的连接性和可靠性。
4. 焊盘磨损(Solder Pad Wear)分析:焊盘磨损指焊盘表面的金属层被磨损,通常由于机械压力、长时间摩擦等因素引起。
预防对策:-采用耐磨耐腐蚀的材料制作焊盘,提高其耐磨损性能。
-控制好焊接速度和压力,避免过高的机械压力导致焊盘磨损。
-定期更换或维护焊盘,避免使用过度磨损的焊盘。
总之,对于SMT再流焊接中常见的焊接缺陷,我们可以通过优化焊膏和焊盘的设计、控制好焊接温度和速度、选择合适的焊锡合金和焊线等方式来预防。
此外,人员的操作技能和设备的维护保养也是保证焊接质量的重要因素。
通过对焊接缺陷的分析和对策的合理应用,可以提高产品的焊接质量和可靠性。
SMT焊接常见缺陷及解决办法

SMT焊接常见缺陷及解决办法摘要本文对采用SMT生产的印制电路组件中出现的几种常见焊接缺陷现象进行了分析,并总结了一些有效的解决措施。
在SMT生产过程中,我们都希望基板从贴装工序开始,到焊接工序结束,质量处于零缺陷状态,但实际上这很难达到。
由于SMT生产工序较多,不能保证每道工序不出现一点点差错,因此在SMT生产过程中我们会碰到一些焊接缺陷。
这些焊接缺陷通常是由多种原因所造成的,对于每种缺陷,我们应分析其产生的根本原因,这样在消除这些缺陷时才能做到有的放矢。
本文将以一些常见焊接缺陷为例,介绍其产生的原因及排除方法。
桥接桥接经常出现在引脚较密的IC上或间距较小的片状元件间,这种缺陷在我们的检验标准中属于重大不良,会严重影响产品的电气性能,所以必须要加以根除。
产生桥接的主要原因是由于焊膏过量或焊膏印刷后的错位、塌边。
焊膏过量焊膏过量是由于不恰当的模板厚度及开孔尺寸造成的。
通常情况下,我们选择使用0.15mm厚度的模板。
而开孔尺寸由最小引脚或片状元件间距决定。
印刷错位在印刷引脚间距或片状元件间距小于0.65mm的印制板时,应采用光学定位,基准点设在印制板对角线处。
若不采用光学定位,将会因为定位误差产生印刷错位,从而产生桥接。
焊膏塌边造成焊膏塌边的现象有以下三种1.印刷塌边焊膏印刷时发生的塌边。
这与焊膏特性,模板、印刷参数设定有很大关系:焊膏的粘度较低,保形性不好,印刷后容易塌边、桥接;模板孔壁若粗糙不平,印出的焊膏也容易发生塌边、桥接;过大的刮刀压力会对焊膏产生比较大的冲击力,焊膏外形被破坏,发生塌边的概率也大大增加。
对策:选择粘度较高的焊膏;采用激光切割模板;降低刮刀压力。
2.贴装时的塌边当贴片机在贴装SOP、QFP类集成电路时,其贴装压力要设定恰当.压力过大会使焊膏外形变化而发生塌边。
对策:调整贴装压力并设定包含元件本身厚度在内的贴装吸嘴的下降位置。
3.焊接加热时的塌边在焊接加热时也会发生塌边。
当印制板组件在快速升温时,焊膏中的溶剂成分就会挥发出来,如果挥发速度过快,会将焊料颗粒挤出焊区,形成加热时的塌边。
smt不良分析及改善措施

材料问题
原材料缺陷:如PCB板、电子元器件等原材料存 在缺陷,将直接影响SMT产品的品质。
使用过期材料:使用过期的原材料进行生产,可 能导致产品性能不稳定,产生不良品。
储存不当:原材料在储存过程中未按照要求进行 保管,可能导致性能受损,进而影响SMT产品质 量。
针对以上原因,可以采取相应的改善措施,如加 强员工培训、规范操作流程、定期维护设备、严 格把控原材料质量等,以降低SMT不良品率,提 高产品质量和生产效率。
03
SMT不良改善措施
人员培训和管理
提高技能水平
定期举办技术培训课程,提升员工在SMT操作、维护、质检等方面 的技能水平,确保员工熟悉并掌握设备操作规程和质量标准。
严格考核与奖惩制度
建立员工绩效考核体系,对操作规范、良品率等方面进行考核,奖 励优秀员工,对操作不规范、产品质量差的员工进行惩罚和再培训 。
强化质量意识
通过定期的质量教育活动,增强员工的质量意识,使其充分认识到产 品质量对企业和个人的重要性。
设备维护和管理
制定维护计划
根据设备使用情况和维护要求,制定合理的设备维护计划,确保 设备按时进行保养、检修,减少设备故障。
监控设备运行状况
通过设备自带的监测系统或额外安装传感器等方式,实时监测设备 运行状况,及时发现异常,避免故障扩大。
• 焊接不良:包括冷焊、虚焊、 焊盘脱落等问题,主要由于焊 接温度、时间等参数设置不当 或焊接材料质量差引起。
• 基板不良:包括基板变形、裂 纹、污染等,可能由基板材料 、设计或生产工艺导致。
SMT不良现象对生产的影响
01
02
03
生产效率下降
SMT不良现象会增加检修 、返工等工作量,降低生 产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. Damaged during SMT process (Fixture or machine touch it) : Investigate and take corrective actions for nonstandard operation.
在SMT流程中损坏(夹具和设备接触): 调查分析并且对不规范的操作作出矫正行动.
2. Manual placement the loose part : Inspect the part before pass it to reflow. 手放散料: 回流前目检.
2020/10/20
16
Solder ball 锡珠
Solder balls are spheres of solder that remain after the soldering process. Solder balls violate minimum electrical clearance. 焊锡球是焊接后形成的呈球状焊锡. Solder fines are typically small balls of the original solder paste metal screen size that have splattered around the connection during the reflow process. 焊锡残渣是在回流中形成的小的球状或不规则状 焊锡球.
2020/10/20
17
Solder ball 锡珠
Countermeasure/对策
1. Stencil Aperture do not focus to pad: improve stencil aperture opening. 钢网开孔没有对准焊盘中心: 改善钢网开孔.
SMT defects and countermeasure SMT缺陷及防范措施
2020/10/20
1
Identify SMT defects
Identify the SMT defects according to IPC-A-610 (Rev: D) 根据 IPC-A-610 (Rev: D)确定缺陷.
2020/10/20
6
Tombstoning/ 立碑
Countermeasure/对策
3. Component terminal oxidization or contamination : Solderability test if necessary and RTV the defect material.
丝印拉尖: 优化丝印机或者使用低粘性的锡膏. d) Solder paste collapse: change to higher viscosity paste./锡膏塌陷:使用高粘性的锡膏. e) Nonstandard stencil aperture opening : Study and improve the aperture./不标准的钢网开孔: 研究并改善开孔.
3. Operator touch the component prior to reflow: Standardize the operator handling (document control)/ 在回流炉前目检操作员碰到贴片元件: 标准化操作员操作(文件控制)
4. Air flow rate in the reflow oven is so high that the components are moved. 回流炉内空气流量太高以致吹偏了元件.
3. Fast cooling rate on reflow process : Control the cooling rate to below 4degree per second.
在回流过程中冷却速率过快: 控制冷却速度使斜率保持在每秒4度以下.
Typical reflow profile/ 回流曲线典例:
• Solder has bridged to adjacent non-common conductor or component. 焊锡桥连到相邻的非导体或元件.
2020/10/20
8
Solder bridge/ 桥联
Countermeasure/对策
1. Screen printing issue/丝印问题: a) Paste height out of UCL: Adjust the printer to control the paste height.
Reflow solder and Cleaning
15.2% Incoming Component
5.7%
Component Placement
15%
Solder Paste Screening 63.8%
Source: MPM’s A user’s guide to more Precise SMT printing
1. Component terminal heat distributed unevenly 零件两末端受热分布不均衡.
Insufficient soak time: Reflow profile optimization. 保温区时间太短:优化回流曲线参数. 2. PCB Pad design issue (the pads distance is too big): improve PCB pad design. PCB焊盘设计问题(焊盘间距太大):改善PCB焊盘设计.
2020/10/20
14
Component lead lifted 元件引脚翘高
One lead or series of leads on component is out of align-ment and fails to make contact with the land.
元件一个或多个引脚变形不能与焊盘正常接触.
This standard is a collection of visual quality acceptability requirements for electronic assemblies. IPC-A-610是关于电子组装外观质量验收条件要求的文件.
2020/10/20
2
Major contributor to defects 缺陷的主要分布
2020/10/20
3
Learning Objectives 学习目的
➢ Know the common defect
了解常见缺陷类型
➢ Analysize the possible cause
分析可能的原因
➢ Countermeasure for the defects
基于以上原因采取的对策
2020/10/20
贴片偏位: 优化贴片机的参数. 6. Stencil aperture design issue: study and improve the aperture design.
钢网开孔的设计问题: 研究并且改善开孔设计.
2020/10/20
7
Solder bridge/ 桥联
• A solder connection across conductors that was joined. 焊锡在导体间非正常连接.
wave soldering. 板上的助焊剂较少: 波峰焊接之前加大助焊剂的喷射量
2020/10/20
10
Component damaged (Nicks, cracks, or stress fractures)/ 元件损坏
Nicks, cracks, or stress fractures. 缺口,裂纹,压痕
贴片机性能不稳定: 优化贴片机性能参数. a) Fine tune X,Y data/ 调整X,Y坐标 b) Optimize pick and placement parameters./ 校正吸料和贴片的参数.
2. Component termination oxidization: Solderability test if necessary. Purge the failed material/ 元件末端氧化: 可焊性实验, 清除不合格的来料.
2020/10/20
11
Component damaged (Nicks, cracks, or stress fractures)/ 元件损坏
Countermeasure/对策
1. Raw material damaged: purge the batch material./来料损坏: 清除这批来料.
Icicle printing 丝印拉尖
Bridging 桥联
2020/10/20
Paste collapse 锡膏塌陷
Misalignment 印刷偏位
9
Solder bridge/ 桥联
Countermeasure/对策 2. Pick & Placement/贴片 a) Component placing misalignment: Fine tune the P&P machine . 元件贴片偏位: 优化贴片机的参数. b) High pressure for placement: reduce pressure to proper value . 贴片压力过大: 减少压力到适当的参数. 3. Wave soldering/波峰焊 a) Low conveyor ramp: Raise the conveyor ramp per actual status. 传送带角度过小: 根据实际情况加大传送带角度 b) Less flux on board : Increase the flux spray volume on board before going through