最新喇叭的装配工艺
喇叭的装配工艺

喇叭的装配工艺现在汽车喇叭品种繁多,但是喇叭的工艺又有多少人知道,下文主要讲述喇叭生产工艺及设备的简单介绍喇叭的工艺:1.1喇叭成品1.2喇叭的组成喇叭的组装方法步骤:1.包括音膜组装工序音膜组装工序通过音圈固定工装、音圈定位工装、音膜胶合工装和压线打胶工装将音圈膜片精确胶合2.磁路组装工序磁路组装工序通过磁路胶合工装将磁钢、极芯片和支架三者固定3.支架膜片组合工序支架膜片组合工序将音膜半成品和磁路半成品相互胶合,并进行焊接、充磁和测试,最终得到成品;在生产过程中将扬声器装配的过程由手工转化为半自动化,大大降低了人工成本,提高了扬声器的生产效率,且扬声器的胶合装配过程基本实现机械自动化,能生产出更高的精度要求的扬声器;在生产过程中点胶和清洁是最关键的步骤,一般喇叭胶水为A.B胶,在点胶工艺中有混合不均匀,出胶量难控制,挂滴等问题导致产品质量;例如:宁波一家喇叭公司点胶工艺一直是传统的气压式点胶,且混合不是很均匀,自动化程度不是很大;最终使用了螺杆点胶工艺,出胶稳定,混合效果非常好,产品一次性通过率提高很多;组装喇叭时,清洁十分重要,应时刻注意不可让尘质铁屑落入磁隙内;若铁屑已进入磁隙内,应进行反复清洁工作,一般方法是在尖扁挖针用不锈钢或者铝质做成,不会被磁性吸住上面裹一小片橡皮胶布,有胶面朝外,塞进磁隙里去擦拭一圈,这样可将落入磁隙的杂物黏出来,黏出一些后换一块胶布再黏一次;接着捏住磁路部件底部,使口端朝下,用适当的力拍向工作台工作台要清洁平整,垫七一层绒毯,将磁隙里的杂物拍出来,黏黏、拍拍,重复多次,直至磁隙内杂物被彻底清除为止;而旋风360度清洁系统只使用压缩空气作为动力源,无需单独使用电力,因此相对节能;只要标准的6BAR压力的压缩空气从入口进来,经过内部独特的腔体,从气嘴两端的小口强力喷出旋转气流,气嘴的下面部分也会持续旋转,出口气流也会带动边上的空气流动,实现很大比例的空气放大比;旋转的强力气流以一定的角度往下吹气,无论是吹在平面上还是凹凸面上,都会产生强大的吹除力,吹掉表面上吸附和粘连的粉尘。
扬声器 喇叭 工艺流程图

SR111535-L-A01制程工艺流程图
版本:A/0
磁路装配工程
放极片 1人
磁路工 装清洗
极片打 胶
1人 三轴涂布机1 台/滴胶机2台
放磁钢 1人
磁钢 打胶
1人
三轴涂布机1 台/滴胶机2台
放磁 碗
1人
压磁路 (一)
1人
压机1台
在线 固化
取磁 路胶 合件 1人
取出工装
磁路组件全检 SPC
共7人
源) 1人
UV炉1 台
音圈 打胶
1人 三轴涂布机1 台滴胶机3台
SPC
盆架 打胶
1人 三轴涂布机 1台滴胶机3
台
放垫 边
1人
垫边打 胶上膜
片 1人 三轴涂布 机1台/滴胶 机3台
UV固化 机(面
光源) 1人
盆架垫 边粘合
1人
音膜检 查
(一) 1人
1台视频 显微镜
UV固化 (面光
源) 1人
UV炉1 台
音膜检 查
(一) 1人1台视频 显微镜工装 翻转1人
量通
1人 电阻仪1
台
包装入 库
1人
最终检验 1人
外观检 验与包
装 1人
SPC
听音 1人 扫频仪1 台
SPC
特性测试 1人
KTI 1台
放膜片 1人
充磁
1人 充磁机
激光打 码
1人 激光打 码机1台
产品 取出 工装 1人
打码 工装
UV固化 (面光
源) 1人
UV炉1 台
磁碗 盆架
打胶 1人 三轴涂布
机1台/滴胶 机3台
压磁路 (二)
1人 压机1台
音响系统安装施工方案
音响系统安装施工方案音响系统安装施工方案一、概述音响系统是指由音频设备、信号处理设备、功放设备及箱体等组成的音响设备系统。
二、安装方案1. 设备准备:根据客户需求确定所需音响设备的型号和数量,并购买所需设备。
2. 现场勘测:到客户现场进行勘测,确定音响设备的安装位置和布局。
3. 资源准备:准备所需的工具、安装材料和布线材料。
4. 布线施工:根据现场布局和设备需求进行布线,包括音频信号线路和电源线路的布置。
5. 设备安装:根据布局和安装位置的要求,将音频设备、信号处理设备和功放设备进行固定安装。
6. 箱体安装:根据客户需求和现场环境,安装合适的箱体,保证音响效果的最佳表现。
7. 连接调试:将音频设备、信号处理设备和功放设备进行连接,并对音响系统进行调试,确保各设备正常工作和音效质量。
8. 调试调校:根据客户的要求和现场环境,对音响系统进行调试调校,使得音响效果达到最佳状态。
9. 系统演示:向客户进行系统演示,让客户了解系统的使用方法和操作技巧。
10. 安全检查:对安装的音响系统进行安全检查,确保设备的正常使用和安全。
11. 交付验收:将安装及调试完成的音响系统交付给客户,并进行验收。
三、注意事项1. 安装人员需要具备一定的音响专业知识和工作经验,如有需要可以进行培训。
2. 在进行布线时,要注意避免与其他电器设备的干扰,保证音频信号的传输质量。
3. 设备的安装位置和布局要根据现场环境和客户需求进行优化,以保证音响效果的最佳表现。
4. 安装前要与客户进行充分的沟通,了解客户的需求和要求,并根据客户的特殊要求进行安装。
5. 在进行音响系统的调试调校时,要根据客户需求和现场环境进行调整,达到最佳的音响效果。
6. 安装完成后要进行系统演示,帮助客户熟悉系统的使用方法和操作技巧。
以上是一份关于音响系统安装施工方案的简要介绍,具体的施工方案应根据实际情况进行调整。
扬声器 工艺流程

扬声器工艺流程
《扬声器工艺流程》
扬声器是将电信号转换为声音的装置,是音响设备中不可或缺的一部分。
它经过了一系列的工艺流程才能制造完成,下面我们来了解一下扬声器的工艺流程。
首先,扬声器的制造需要准备原材料,包括振膜、线圈、磁铁等。
振膜需要经过切割、冲孔等工艺处理,线圈需要进行绕线、接线等操作。
而磁铁则需要进行磁化处理,以确保其具有一定的磁场强度。
接下来,进行组装工艺。
将准备好的原材料组装在一起,形成一个完整的扬声器结构。
这个过程包括固定振膜、安装线圈、磁铁等。
这些步骤需要非常精密的操作,以确保扬声器的性能和品质。
然后,进行调试工艺。
组装完成的扬声器需要经过调试,包括频响特性的调试、功率测试等。
这些调试步骤可以确保扬声器的音质和输出功率符合设计要求。
最后,进行包装工艺。
将调试完成的扬声器进行包装,包括外包装和内包装。
外包装需要具有一定的美观性和保护性,以便于运输和销售。
内包装则需要确保扬声器在运输过程中不受到损坏。
通过以上一系列的工艺流程,一个完整的扬声器就制造完成了。
这些工艺流程需要经过各种专业设备和工人的精心操作,以确保扬声器的品质和性能。
同时,不断改进和优化这些工艺流程,也是提高扬声器制造效率和品质的重要手段。
蓝牙耳机喇叭生产工艺流程

蓝牙耳机喇叭生产工艺流程1.设计方案确定后,开始进行物料采购。
Once the design plan is confirmed, start purchasing materials.2.采购的物料需要检验合格后方可入库。
Purchased materials need to pass the inspection beforethey can be put into storage.3.下料机器对金属进行切割,制备合格的耳机喇叭零部件。
The cutting machine cuts the metal to prepare qualified earphone speaker components.4.喷涂工艺将零部件进行表面处理,提高外观质量和防腐蚀能力。
The spraying process treats the components' surface to improve appearance quality and corrosion resistance.5.装配线上组装各个零部件,形成完整的蓝牙耳机喇叭。
Assemble the various components on the assembly line to form complete Bluetooth earphone speakers.6.装配完成后,进行功能测试,确保产品性能符合要求。
After assembly, perform functional testing to ensure that the product performance meets the requirements.7.测试通过后,对产品进行清洁和包装。
After passing the test, clean and package the products.8.包装完成后,进行出库检验,确保产品数量和质量无误。
After packaging, perform outgoing inspection to ensure the quantity and quality of the products.9.加工工艺完成后,对废料进行分类处理,做到资源利用再生。
喇叭装配工艺
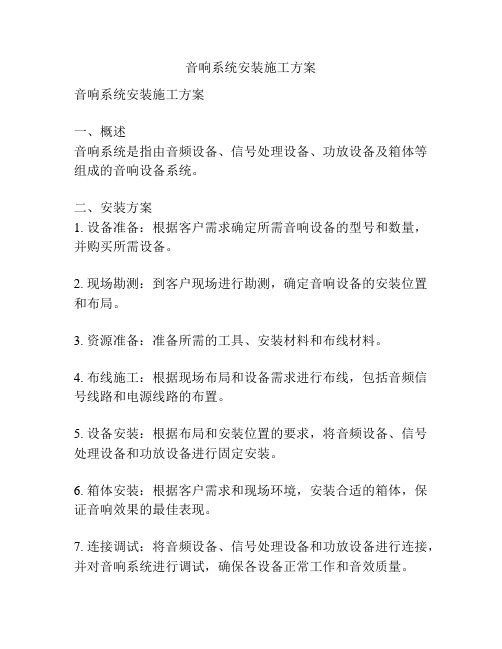
3) CONDENSER MICROPHONE(C-MIC): 传达发出声音用
4) MICRO-SPEAKER: 传达接收信号用, 受话传达用, 再生音乐用(MP3)
5) VIBRATOR: 传达收信振动用
1.使用胶及比例:
主剂:Y358B(青色) 1: 硬化剂:Y358B(红色)1
说明: 此种胶只有主剂与硬化剂1:1,且充分混合后才具有粘接性. 比例不符合要求或混合不充分都会大大影响其粘接力
点胶2Point(点)
2.确认BOND是否有变化。(随时确认胶量及比例)
3.确认是否点胶在MAGNET中央,且主剂与硬化剂重叠。(以保证组装后胶均匀涂布)
2.功能别音响器材(手机上的用途)
6) MFD(Multy Function Device):
上述内容中C-MIC除外,具备两种以上的制品称为MFD, 称为 2~4MODE
4MODE: SPK+RCV+BUZ+VIB
7)两方向SPEAKER:
1个 FRAME,有两个音源(振动板)的制品.
两方向SPK: SPK+RCV
*两方向SPEAKER 有两个振动板, 两方向SPEAKER大部分用在翻盖式.
两方向STEREO SPK: SPK+RCV
#两方向适用例:
Speaker
Sound Emission
Hole
一体型
Receiver
3.各种音响器材安装位置
二.KIT ASS’Y工程
1. FRAME加磁
作业方法: 1.依照设备操作指导书设定加磁电压.(编制设备点检表) 2.YOKE中心与加磁机中心要一致,且YOKE向N极放置后加磁 . 3.确认电源指示灯是否为红色. 4.确认加磁机的放电LAMP点灭后,确认充电LAMP点亮. 重要管理事项: 1. 平行放置FRAME
音乐安装施工工艺(精选
音乐安装施工工艺(精选.)音乐安装施工工艺(精选)1. 引言本文档旨在介绍音乐安装的施工工艺,为读者提供相关的信息和操作指导。
音乐安装是一项复杂的工作,需要合理的规划和正确的施工步骤,以确保最佳的音乐效果和安全性。
2. 工具和材料准备在开始施工之前,需要准备以下工具和材料:- 手电钻- 施工工具包- 音乐设备(如音响、音频设备等)- 电线和插头- 安装支架和支撑材料- 相关的固定件和螺丝3. 施工步骤以下是音乐安装的施工步骤:3.1 规划和测量在施工之前,需要仔细规划和测量安装位置。
确定音乐设备的放置位置,并确保与周围环境和其他设备没有冲突。
3.2 安装支架和固定件根据测量结果和规划,安装适当的支架和固定件。
确保支架坚固可靠,并能够承载音乐设备的重量。
3.3 连接电线和插头将电线与音乐设备连接,并通过插头与电源连接。
确保电线连接安全可靠,保证音乐设备正常工作。
3.4 安装音乐设备将音乐设备放置在支架上,并确保固定牢固。
根据设备的特性和指导手册,进行相应的设置和调整。
3.5 测试和调试在完成安装之后,进行音乐设备的测试和调试。
确保音乐效果正常,并进行必要的调整,以达到最佳的声音效果。
4. 安全注意事项在进行音乐安装施工时,需要注意以下安全事项:- 使用合适的工具和材料,避免使用损坏或老化的设备和线缆。
- 施工过程中,要遵守相关安全规范和操作规程。
- 在进行电气连接时,确保断电,并严格按照电气安全要求进行操作。
- 在安装高处设备时,需采取安全措施,避免发生高处坠落事故。
5. 总结本文档介绍了音乐安装的施工工艺,包括规划和测量、安装支架和固定件、连接电线和插头、安装音乐设备、测试和调试等步骤。
在进行施工时,要注意安全事项,并确保最佳的音乐效果和安全性。
扬声器工艺流程

扬声器工艺流程扬声器是一种将电信号转换为声音的设备,广泛应用于音响系统、电视、手机等各种电子设备中。
在扬声器的制造过程中,需要经历多道工艺流程,包括材料准备、组装、调试等环节。
下面将详细介绍扬声器的工艺流程。
一、材料准备1. 驱动单元:扬声器的核心部件之一,用于将电信号转换为声音。
常见的驱动单元有振膜、线圈等。
在材料准备阶段,需要对驱动单元的材料进行严格筛选和检测,确保其质量符合要求。
2. 外壳材料:扬声器的外壳通常采用金属、塑料等材料制成。
在材料准备阶段,需要对外壳材料进行切割、成型等加工工艺,以满足扬声器外观和结构的要求。
3. 电路板:扬声器的电路板是扬声器电子元件的支撑平台,需要在材料准备阶段进行印刷、焊接等工艺,以确保电路板的稳定性和可靠性。
二、组装1. 驱动单元安装:在组装阶段,需要将驱动单元安装到扬声器的外壳中,并进行固定和密封处理,以确保驱动单元与外壳的紧密结合。
2. 电路板连接:将电路板连接到扬声器的驱动单元上,并进行焊接和固定,以确保电路板与驱动单元的稳定连接。
3. 外壳组装:将扬声器的外壳组装起来,并进行密封处理,以确保扬声器的外观和结构完整。
三、调试1. 频率调整:通过对扬声器的电路进行调试,调整扬声器的频率响应特性,使其符合设计要求。
2. 声音测试:对扬声器进行声音测试,检测其声音输出的音质和音量,确保扬声器的声音效果达到标准要求。
3. 整机调试:对整台扬声器进行综合调试,包括外观检查、功能测试等,确保扬声器的质量符合要求。
四、包装在扬声器生产的最后阶段,需要对扬声器进行包装,包括外包装和内包装。
外包装主要是为了保护扬声器在运输过程中不受损坏,内包装则是为了保护扬声器的外壳和内部结构不受损坏。
以上就是扬声器的工艺流程,从材料准备、组装、调试到包装,每个环节都需要严格控制质量,以确保扬声器的性能和品质符合要求。
希望通过这篇文章的介绍,能让读者更加深入了解扬声器的制造工艺流程。
广播系统安装工艺(两篇)

引言概述:广播系统安装工艺是指在建筑物、公共场所等设置广播系统的过程中,按照一定规范和流程进行安装的技术方法和操作步骤。
本文将从设计规划、材料准备、电源布线、音源设备安装和调试等五个大点来详细介绍广播系统安装工艺。
正文内容:一、设计规划1.确定广播系统的功能需求,如室内广播、紧急广播等。
2.绘制建筑物的平面图,并根据实际情况选定广播喇叭的布局位置。
3.根据广播系统的功率和覆盖范围,计算喇叭的数量和安装位置。
4.确定控制室的布置和设备配置,如主控制台、音源设备等。
二、材料准备1.根据设计规划确定的喇叭数量和安装位置,准备相应数量的喇叭和安装支架。
2.选购高质量的音源设备,如调音台、功放器、播放设备等。
3.准备必要的电线、插座和配件,确保安装过程的电气连接可靠稳定。
4.准备必要的工具和安全装备,如钢丝绳、吊篮、安全帽等。
三、电源布线1.根据建筑物的电气布线图,确定广播系统所需的电源线路和插座位置。
2.安装相应的开关箱和分配箱,并将电源线路从分配箱引出。
3.根据喇叭布局图,将电源线路引至各个喇叭的安装位置。
4.进行电源线路的接地处理,确保系统的安全可靠。
四、音源设备安装1.将音源设备安装在控制室内,连接相应的音频输入输出线路。
2.安装调音台并进行相应的参数设置,如音量调节、平衡调节等。
3.安装功放器,并连接喇叭线路和音源输入线路。
4.安装播放设备,并连接音频输出线路。
五、调试1.执行广播系统的开机自检,确保各设备正常工作。
2.调试喇叭的音量和声音覆盖范围,通过测试确定最佳的设置。
3.对音源设备进行全面测试,确保音频输入输出无异常。
4.进行紧急广播的测试,验证系统的应急响应能力。
5.与其他系统(如消防报警系统)进行联动调试,确保系统协同工作。
总结:广播系统安装工艺是一个严谨而细致的过程,需要进行设计规划、材料准备、电源布线、音源设备安装和调试等五个大点的工作。
在安装过程中,要确保设计合理、材料质量可靠、电气连接稳定,并且进行精细的调试工作,以保证广播系统的正常运行和安全可靠。
工程音响安装施工方案(3篇)

第1篇一、工程概述工程名称:XXX场所音响系统安装工程工程地点:XXX工程内容:音响系统设备安装、电缆布排、机房布置、扬声器、音箱吊装等。
二、施工准备1. 施工图纸及资料:熟悉施工图纸,了解工程规模、设备型号、技术参数等。
2. 施工人员:组织具备相关专业技能的施工队伍,明确分工,确保施工质量。
3. 施工材料:根据施工图纸及设备清单,准备所需材料,确保材料质量。
4. 施工工具:准备电钻、扳手、线钳、切割机等施工工具。
5. 施工安全:做好施工现场的安全防护措施,确保施工安全。
三、施工步骤1. 施工现场勘察:了解现场环境,确认设备安装位置,制定施工方案。
2. 设备安装:(1)安装前,检查设备外观,确保无损坏。
(2)按照施工图纸,将设备安装在指定位置。
(3)设备安装完成后,进行接线,确保线路连接正确。
3. 电缆布排:(1)按照施工图纸,布设电缆,确保电缆走线合理。
(2)电缆布设过程中,注意电缆保护,避免损坏。
4. 机房布置:(1)按照施工图纸,布置机房设备,确保设备摆放整齐。
(2)安装机柜、电源插座等,确保设备供电正常。
5. 扬声器、音箱吊装:(1)根据施工图纸,确定扬声器、音箱安装位置。
(2)使用吊装设备,将扬声器、音箱吊装到位。
6. 系统调试:(1)连接音响系统设备,进行初步调试。
(2)根据现场需求,调整设备参数,确保音响效果。
四、验收标准1. 设备安装牢固,线路连接正确,无短路、断路现象。
2. 音响系统运行正常,音质清晰,无杂音。
3. 机房设备摆放整齐,电源插座正常。
4. 施工现场整洁,无垃圾、杂物。
五、施工注意事项1. 施工过程中,注意保护设备,避免损坏。
2. 电缆布设过程中,注意电缆保护,避免损坏。
3. 施工过程中,确保施工现场安全,避免安全事故发生。
4. 施工完成后,进行系统调试,确保音响效果。
六、施工进度安排1. 施工前期准备:1天2. 设备安装、电缆布排、机房布置:2天3. 扬声器、音箱吊装:1天4. 系统调试:1天5. 施工验收:1天总计:6天本施工方案旨在确保音响系统安装工程顺利进行,提高施工质量,确保工程顺利完成。
喇叭扬声器过程流程图

◇
电容
22
装电容
装到位,电容长脚插入喇叭负极焊
/
片上,短脚插入面板焊片上
目视
○
端子蓝线接喇叭正极(红点),灰线
23
装端子线
接喇叭面板焊片。端子线分别从面
/
板引线槽内引线,无浮起。见样品
目视
○
24
焊电容、端子线
焊点光滑,无虚焊等不良
温度 330±20℃
点温计
○
25
剪电容脚
无残留线头,剪平
/
目视
○
26
点补强胶及封线胶 在面板与 U 铁接著面及端子线与面
14
充磁
整齐,干燥时间 位置正确
到位,无歪斜 整齐,干燥时间
内磁充磁机
半小时以上
钟表
▽
胶水适量 粘度:9000±500mpa.s
目测、 粘度计
○
/
目视
○
1 小时以上
钟表
▽
电压:1300±50V
目视
○
15
拔定位规
垂直旋转拔出
/
目视
○
16
吹尘、检查
ห้องสมุดไป่ตู้
吹尘 1 秒钟以上, 检查磁间内无垃圾粘附
/
目视
◇
17
点磁液
胶量约:0.1g,
目测、
○
板接著位点适量的胶
粘度:9000±500mpa.s 粘度计
27
排板、干燥
整齐,干燥时间
4 小时以上
钟表
▽
28
投放
口朝下间距一致
干燥时间
目视
○
29
盖印
字体清晰,位置正确
广播施工工艺

客运广播设备施工工艺
一、扬声器安装符合下列规定:
1壁装扬声器安装示意如图5.5.1-1、5.5.1-2 所示。
图 5.5.1-1 音箱支架安装示意图
图5.5.1-2 支架及角度调整板安装示意图2嵌入式扬声器安装示意如图5.5.1-3 所示。
图5.5.1-3 嵌入式扬声器安装示意图3吸顶式扬声器安装示意如图5.5.1-4 所示。
图5.5.1-4 吸顶扬声器安装示意图4线声源安装示意如图5.5.1-5 所示。
图 5.5.1-5 线声源安装示意图
5施工工艺质量要点
1)扬声器颜色、造型、规格应与装修装饰相协调;
2)扬声器周围不允许有障碍物,装饰罩不应有
损伤、并且应平整;
3)同一区域壁装扬声器应排列均匀,标高应一致,平整牢固;
4)导线连接排列整齐,线号正确清晰;
5)导线端子连接处应进行焊接处理,焊接后应擦去焊油;
6)压接时应配有平垫和弹簧垫,压接应牢固可靠。
7)引接控制线宜隐蔽敷设并适当预留、接头应进行防水处理;
8)音量控制器布线:宜采用四线制,即有一对
音频信号线和一对控制信号线;
9)线声源在结构柱上安装时应高度一致,管线应预埋隐藏。
组装喇叭实习报告

一、实习单位简介本次实习单位为我国一家知名音响设备制造企业,成立于上世纪80年代,主要从事音响设备的研发、生产和销售。
公司产品广泛应用于家庭、公共场所、娱乐场所等领域,是国内音响行业的领军企业。
在实习期间,我有幸参与到公司喇叭组装环节,了解并学习了喇叭的生产流程。
二、实习目的通过本次实习,我希望能够:1. 了解喇叭的生产工艺和流程;2. 掌握喇叭组装的基本技能;3. 培养自己的团队协作和沟通能力;4. 增强自己的动手实践能力。
三、实习内容1. 喇叭生产流程简介喇叭的生产流程主要包括以下步骤:原材料采购、焊接、装配、调试、检验、包装。
在实习期间,我主要参与了喇叭的焊接、装配和调试环节。
2. 喇叭焊接喇叭焊接是喇叭生产的关键环节,关系到喇叭的音质和寿命。
在实习期间,我学习了焊接技术,掌握了焊接工具的使用方法。
具体操作步骤如下:(1)准备好焊接工具和材料,如焊锡、助焊剂、烙铁等;(2)根据图纸要求,将焊接元件放置在焊接位置;(3)调整烙铁温度,使焊锡融化;(4)将焊锡涂抹在焊接元件上,使其与电路板接触;(5)焊接完成后,清理焊接部位,去除多余的焊锡。
3. 喇叭装配喇叭装配是将焊接好的喇叭部件组装成完整的喇叭。
在实习期间,我学习了以下装配步骤:(1)根据图纸要求,将喇叭单元、电路板、外壳等部件组装在一起;(2)检查各部件的连接是否牢固,确保喇叭性能稳定;(3)组装完成后,进行外观检查,确保喇叭无破损、变形等问题。
4. 喇叭调试喇叭调试是检验喇叭性能的重要环节。
在实习期间,我学习了以下调试步骤:(1)将喇叭接入音频信号源,检查喇叭是否正常工作;(2)调整喇叭的音量、音质等参数,使喇叭达到最佳效果;(3)进行长时间播放测试,确保喇叭的稳定性和耐用性。
四、实习收获1. 技能提升:通过实习,我掌握了喇叭焊接、装配和调试的基本技能,为今后的工作打下了基础。
2. 团队协作:在实习过程中,我学会了与同事合作,共同完成工作任务,提高了自己的团队协作能力。
室外音箱安装工艺标准及注意事项

室外音箱安装工艺标准及注意事项1、线缆敷设:1.1 草坪音箱安装的重点是敷设线路,由于传输距离较远,为了保证信号在线路上不产生太大的衰减。
主干线最好采用2X2.5mm2多股平衡线,支线用2X1mm2多股平衡线。
为了达到消防要求,线管采用阻燃线槽或阻燃线管。
每一接线点及分支点都设分支盒。
1.2为便于检查故障,拉好线后,即可用万用表测量。
先把线路终端短接,用万用表在始端测量。
如果开路则证明线路有断路问题。
如电阻接近零,再把终端开路,电阻应是无限大的。
否则,如果电阻不是无限大则证明两条线之间有短路问题。
另外,还要测量一下线与线管之间有无短路漏电现象。
每装好一段线要立刻检查,然后按照设计图装好设备、检查每一区到消防中心的阻抗等设计是否有出入。
最后接上功放,试听每一区的声音是否正常。
由于每一区喇叭所处的位置不同,覆盖区域大小也有差异,为使声场达到预定的均匀度,可调节喇叭(线间变压器)上0~70V或0~100V输入的每个档位。
例如:远的喇叭可用线间变压器0~70V档,近的喇叭用0~100V档口,视具体情况而定。
广播功放使用导线截面面积表负载功率60W 120W 250W 350W 450W 650W 1000W 1500W 截面面积mm2 mm2 mm2 mm2 mm2 mm2 mm2 mm2输出电压70V负载功率60W 120W 250W 350W 450W 650W 1000W 1500W 100 米内0.50 0.50 0.50 0.75 1.00 1.50 2.00 4.00 250 米内0.50 0.75 1.50 2.50 2.50 4.00 6.00500 米内0.75 1.50 2.50 4.00 6.00 6.001000 米内 1.50 2.50 6.00输出电压100V负载功率60W 120W 250W 350W 450W 650W 1000W 1500W 100 米内0.50 0.50 0.50 0.50 0.75 0.75 1.50 2.50 250 米内0.50 0.5 0.75 1.00 1.50 2.50 4.00 6.00 500 米内0.50 0.75 1.50 2.50 4.00 4.00 6.00 10.00 1000 米内0.75 1.50 4.00 4.00 6.00 102、草坪音箱安装步骤3、注意事项3.1 不要和户外草坪灯光装在一起,外草坪灯光能吸引很多蚊虫,离远些。
音响工程施工工艺

音响工程施工工艺一、前期准备工作1、工程定位及规划音响工程的规划和定位需要根据项目的实际需求进行分析和确定。
包括场地大小、环境状态、预期效果等因素的综合考虑。
在规划和设计阶段需要勘测场地,查明建筑结构、电气和空调等相关因素,制定详细的实施计划。
2、材料采购及准备音响工程所需的材料包括扬声器、功放、音频处理器、混响器、音源设备、线缆等。
在施工前,需要根据设计方案和实际需求,进行材料的采购和准备工作。
同时需要验收采购的材料是否符合设计要求。
3、技术人员培训音响工程所需的技术人员需要具备一定的技术水平和经验。
在施工前,需要对相关技术人员进行系统的培训,熟悉工程施工图纸、设备说明书和相关规范,提高技术人员的操作能力和施工质量。
二、施工流程1、场地准备在施工现场,需要根据施工方案和设计要求,进行相关场地的准备工作。
包括清理场地、做好防尘防水措施、保护现场设备、确认电源和空调等设施的可用性等。
2、布线安装音响工程的布线安装是施工的关键环节之一。
需要根据设计要求和现场实际情况,进行线缆的敷设和连接工作。
在布线过程中,需要注意线路的敷设方式、插座的安装位置、线缆的固定等细节问题,确保布线的安全可靠。
3、设备安装在布线完成后,需要对音响设备进行安装。
包括扬声器的安装、功放和音频处理器等设备的安装、音源设备的接入等。
需要严格按照设备说明书和设计要求进行安装,确保设备的稳定性和安全性。
4、调试和测试在设备安装完成后,需要进行调试和测试工作。
通过设备调试,检查设备的工作状态和接口连接的正常性。
同时对扬声器进行调试,确认音响效果符合设计要求。
在此过程中需要依靠专业的测试仪器和设备,进行声音频谱测试、声压级测试等。
5、效果调整完成测试后,需要对音响效果进行调整。
通过音响处理器,可以对音响效果进行调整和优化,确保音响效果达到设计要求。
包括音响的音色、音质、音量和音场等调整。
6、验收和交付在工程施工完成后,需要对整个音响工程进行验收。
音箱的生产工艺标准文档ppt

注 塑
喷油
丝
塑
QC
成
印
胶
型
喇 叭 磁 路 组 装
喇 叭 电 路 组 装
喇 叭 总 装 配
QC
喇 叭
低
音
电外
箱
测观
QC
装
、
半
配
低
成
音
FQC
品
箱
仓
包
库
卫
装
星 箱
测
外 观
QC
装
、
配
电
成品仓库
主要生产流程工艺简介
1、IQC(来料检验) 2、木箱工艺流程 3、塑胶(含喷漆)工艺流程 4、喇叭工艺流程 5、电路板(PCBA)工艺流程 6、成品组装工艺流程
主要以抽检的方式对材料进行品质监控; 一般会用到电子仪器(如功率仪、示波器、毫伏表、
数字电桥、电容漏电流测试仪等)、游标卡尺、高度尺、 样版、治具等检测用具及《电性参数表》、《结构图纸》 、《样品承认书》等资料
木箱工艺流程简介
主要工艺:开料、木材机加工(V机、钻孔、冲孔等)、贴皮、成箱等
贴 皮
开箱 成 箱
音箱的生产工艺
音箱生产制造工艺
1、生产工艺流程图 2、生产工艺主流程详解
生产工艺流程图
QC QC PCBA QC PCB
物 料 进 厂 验 检 原 材 料 库
IQC
功
插 件
检插 件 目
后 补 焊
检补 焊 目
测补 焊 电
能 板 装 配
QC
功 检能
板 目
木 板 开 料
机 加 工
木 箱 成 箱
QC
木 箱
塑胶(含喷漆)工艺流程简介
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喇叭的装配工艺
1
现在汽车喇叭品种繁多,但是喇叭的工艺又有多少人知道,下文主要讲述喇叭2
生产工艺及设备的简单介绍
3
喇叭的工艺:
4
1.1喇叭成品
5
6
1.2喇叭的组成
7
8
9
喇叭的组装方法步骤:
10
11
1.包括音膜组装工序
音膜组装工序通过音圈固定工装、音圈定位工装、音膜胶合工装和压12
线打胶工装将音圈膜片精确胶合
13
14
2.磁路组装工序
磁路组装工序通过磁路胶合工装将磁钢、极芯片和支架三者固定
15
3.支架膜片组合工序
16
支架膜片组合工序将音膜半成品和磁路半成品相互胶合,并进行焊接、充磁和17
测试,最终得到成品。
18
19
在生产过程中将扬声器装配的过程由手工转化为半自动化,大大降低了人工成20
本,提高了扬声器的生产效率,且扬声器的胶合装配过程基本实现机械自动化,21
能生产出更高的精度要求的扬声器。
22
23
24
25
艺中有混合不均匀,出胶量难控制,挂滴等问题导致产品质量。
例如:宁波一家26
喇叭公司点胶工艺一直是传统的气压式点胶,且混合不是很均匀,自动化程度不27
是很大。
最终使用了螺杆点胶工艺,
28
出胶稳定,混合效果非常好,产品一次性通过率提高很多。
29
组装喇叭时,清洁十分重要,应时刻注意不可让尘质铁屑落入磁隙内。
若铁屑30
已进入磁隙内,应进行反复清洁工作,一般方法是在尖扁挖针(用不锈钢或者铝31
质做成,不会被磁性吸住)上面裹一小片橡皮胶布,有胶面朝外,塞进磁隙里去32
擦拭一圈,这样可将落入磁隙的杂物黏出来,黏出一些后换一块胶布再黏一次。
33
接着捏住磁路部件底部,使口端朝下,用适当的力拍向工作台(工作台要清洁平34
整,垫七一层绒毯),将磁隙里的杂物拍出来,黏黏、拍拍,重复多次,直至磁35
隙内杂物被彻底清除为止。
而旋风360度清洁系统只使用压缩空气作为动力源,
36
无需单独使用电力,因此相对节能。
只要标准的6BAR压力的压缩空气从入口进37
来,经过内部独特的腔体,从气嘴两端的小口强力喷出旋转气流,气嘴的下面部38
分也会持续旋转,出口气流也会带动边上的空气流动,实现很大比例的空气放39
大比。
旋转的强力气流以一定的角度往下吹气,无论是吹在平面上还是凹凸面上,40
都会产生强大的吹除力,吹掉表面上吸附和粘连的粉尘
41。