钕铁硼电镀表面处理价目表
表面处理报价手册

零件的表面涂层厚度为:15ц m以上,零件 经过中性盐雾试验,试验周期为800h, 适用于螺钉的表面处理,耐腐蚀能力好. 试验后其评定等级为6级. 除去表面的残留污物,微小毛刺和氧化 适用于热处理件表面,轧制件表面,锻造 层,以获得活性表面,提高镀层、涂层和 件表面,焊接件表面,铸件表面等含有氧 粘接件之间的附着力,是工件表面涂覆前 化层的表面. 的预处理.
5
表面电镀黑锌 Black zinc,3cr+
6
表面电镀镍
Electrical nickel
7
表面化学镀镍
Electroless nickel
2.5元/平方分米
零件的表面涂层厚度为:5ц m以上,零件 化学镀镍的表面镀层硬度较高,抗蚀性 经过中性盐雾试验,试验周期为48h,试 比电镀镍好,化学镍层的外观与不锈钢 验后其评定等级为6级. 相似.
供应商;向阳
8
表面镀铬
Chrome,6cr+
1.8元/平方分米
零件的表面涂层厚度为:总厚度10ц m以 上,零件经过中性盐雾试验,试验周期为 镀铬工序:需先镀铜,然后镀镍,最后镀铬. 供应商;思威特 96h,试验后其评定等级为6级.
REV0.1
1/3
工程报价手册 常见的表面处理报价规范表:
序号 工序(中文) 工序(英文) 单位价格 1.红色,125元/平方米,其 他颜色,115元/平方 米.2.160元/平方米. 表面质量说明 其他工艺说明 备注 供应商;1.舜仕 杰。2.川港
供应商;向阳
2
表面皮纹喷塑
Texture powder coat
0.55-0.6元/平方分米
供应商;向阳
3
表面电泳漆
Electrical coat
提高钕铁硼电镀镍表面张力技术
提高钕铁硼电镀镍表面张力技术哎呀,说起来,最近我真是遇到了一件挺有意思的事儿。
你知道钕铁硼电镀镍吗?这玩意儿听起来挺高大上的,其实就是一种磁性材料,用在各种高科技产品里。
我呢,最近就和这玩意儿打了个交道,想聊聊怎么提高它的表面张力技术。
首先,得说,这表面张力技术啊,就像是给钕铁硼穿上一件防水衣,让它在各种环境下都能保持性能。
但问题是,这防水衣得做得好,不然就容易出问题。
就像你穿件破洞的雨衣,那不是白搭嘛。
好了,不扯远了,说回正事儿。
我最近在实验室里,就捣鼓这个。
一开始,我想着,这事儿应该不难吧,不就是电镀嘛,谁还不会呢?结果,我错了,大错特错。
这钕铁硼电镀镍,可真是个技术活儿。
首先,你得准备材料,钕铁硼、镍盐溶液,还有各种化学添加剂。
这些玩意儿,说起来简单,但配比、温度、时间,都得精确控制,差一点都不行。
我还记得,第一次尝试的时候,我手忙脚乱的,结果电镀出来的钕铁硼,表面坑坑洼洼的,跟月球表面似的。
我当时就想,这玩意儿能用吗?别提多沮丧了。
后来,我就开始慢慢摸索,一点一点调整参数。
比如说,我发现温度高一点,电镀出来的钕铁硼表面就光滑一些。
但是温度太高,又容易让镍沉积不均匀。
这就像是烤蛋糕,火候得刚刚好,不然不是烤焦了,就是没熟透。
还有,添加剂也是个大学问。
我试过好几种,有的能让电镀层更均匀,有的能提高表面张力,但都得一点点试,一点点调。
我记得有一次,我加了一种新添加剂,结果电镀出来的钕铁硼,表面张力提高了,但是磁性却下降了。
这可把我急坏了,就像你买了个新手机,结果发现信号不好,那不是白搭嘛。
经过无数次的尝试和失败,我终于找到了一个平衡点。
电镀出来的钕铁硼,表面光滑,磁性也强。
我那时候的心情,就跟中了彩票一样,别提多高兴了。
所以,提高钕铁硼电镀镍表面张力技术,真的不是一件容易的事儿。
你得有耐心,得细心,还得有点儿运气。
但当你真的做到了,那种成就感,真是没得说。
最后,我想说的是,这事儿虽然难,但只要你肯下功夫,肯钻研,总能找到解决的办法。
表面处理的报价

5
表面电镀黑锌 Black zinc,3cr+
6
表面电镀镍
Electrical nickel
7
表面化学镀镍
Electroless nickel
2.5元/平方分米
零件的表面涂层厚度为:5ц m以上,零件 化学镀镍的表面镀层硬度较高,抗蚀性 经过中性盐雾试验,试验周期为48h,试 比电镀镍好,化学镍层的外观与不锈钢 验后其评定等级为6级. 相似.
报价手册 常见的表面处理报价规范表:
序号 工序(中文) 工序(英文) 单位价格 表面质量说明 其他工艺说明 备注
1
表面光亮喷塑
Powder coat
0.5-0.55元/平方分米
1.根据零件表面积的大小,零件单价可相 喷塑层的厚度要求: 0.06-0.18mm,经过 应减少,大平面的零件单价可为0.45-0.5 中性盐雾试验,试验周期为96h,试验后 元/平方分米.2.表面喷塑后,零件上的螺 其评定等级为6级。 纹孔需回攻. 1.根据零件表面积的大小,零件单价可相 喷塑层的厚度要求: 0.06-0.18mm,经过 应减少,大平面的零件单价可为0.5-0.55 中性盐雾试验,试验周期为96h,试验后 元/平方分米.2.表面喷塑后,零件上的螺 其评定等级为6级。 纹孔需回攻. 电泳漆涂装由于其覆盖和分散能力远优 零件的表面涂层厚度为:18~25ц m,零件 于大多数电镀工艺,所以其防锈能力优 经过中性盐雾试验,试验周期为96h,试 于大多数电镀层。与喷涂装相比,具有 验后其评定等级为10级. 涂装料利用率高,对环境污染小等优点.
0.4-0.5元/平方分米 1-1.2/平方分米
零件的表面涂层总厚度为:8ц m以上,零 对于一般铝制品零件的表面做阳极氧化 件经过中性盐雾试验,试验周期为96h, 处理. 试验后其评定等级为6级. 零件的表面涂层厚度为:50ц m以上,零件 此种表面处理后,表面有较高的硬度,优 经过中性盐雾试验,试验周期为100h以 良的耐磨性,耐热和绝缘性能,极好的抗 上,试验后其评定等级为10级. 腐蚀性. 零件的表面涂层厚度为:15ц m以上,零件 黑氮氧化后,表面有较高的硬度,优良的 经过中性盐雾试验,试验周期最小为 耐磨性,耐疲劳性能,极好的抗腐蚀性. 100h,试验后其评定等级为10级. NA 零件的表面涂层厚度为:3ц m,零件经过 中性盐雾试验,试验周期为1h,试验后 其评定等级为6级. 零件的表面涂层厚度为:8ц m以上,零件 经过中性盐雾试验,试验周期为400h以 上,试验后其评定等级为6级. NA 此种表面处理,耐腐蚀能力较差,一般用 在表面要求不高的零件.
表面处理的报价

5
表面电镀黑锌 Black zinc,3cr+
6
表面电镀镍
Electrical nickel
2.5元/平方分米
NA
供应商;超联
7
表面化学镀镍
Electroless nickel
2.5元/平方分米
零件的表面涂层厚度为:5ц m以上,零件经 化学镀镍的表面镀层硬度较高,抗蚀性比 过中性盐雾试验,试验周期为48h,试验 电镀镍好,化学镍层的外观与不锈钢相 后其评定等级为6级. 似.
供应商;向阳
8
表面镀铬
Chrome,6cr+
1.8元/平方分米
零件的表面涂层厚度为:总厚度10ц m以 上,零件经过中性盐雾试验,试验周期为 镀铬工序:需先镀铜,然后镀镍,最后镀铬. 供应商;思威特 96h,试验后其评定等级为6级.
REV0.1
1/3
报价手册 常见的表面处理报价规范表:
序号 工序(中文) 工序(英文) 单位价格 1.红色,125元/平方米,其他 颜色,115元/平方米.2.160 元/平方米. 表面质量说明 其他工艺说明 备注 供应商;1.舜仕 杰。2.川港
供应商;超联
11
表面硬质阳极氧化
Hard anodize
5-6元/平方分米
/
12
表面黑氮氧化
Nitrification oxide
9-10元/Kg
欧本
13
酸洗,磷化
acid washing
0.15元/平方分米
供应商;向阳
14
表面发黑
Nigrescence
1.5元/Kg
零件的表面涂层厚度为:3ц m,零件经过中 此种表面处理,耐腐蚀能力较差,一般用在 性盐雾试验,试验周期为1h,试验后其评 表面要求不高的零件. 定等级为6级. 零件的表面涂层厚度为:8ц m以上,零件经 过中性盐雾试验,试验周期为400h以上, 适用于螺钉的表面处理,耐腐蚀能力好. 试验后其评定等级为6级.
钕铁硼电镀工艺流程

钕铁硼电镀工艺流程钕铁硼(NdFeB)电镀工艺流程是对具有较强磁性的钕铁硼磁体进行表面处理的一种方法。
下面将介绍一下钕铁硼电镀工艺的流程。
首先,准备工作是非常重要的一步。
准备工作包括清洗、除油和激活。
先将待镀钕铁硼磁体进行清洗,可以使用去离子水或其他去污剂对磁体进行清洗,确保表面干净无尘。
然后通过纳米级的抛光剂将磁体进行抛光,去除表面的氧化物和其他不良物质。
接下来要进行去油处理,使用去油剂将磁体浸泡并刷洗,去除表面的油脂和污垢。
最后进行激活处理,使用活化剂将磁体进行浸泡,激活表面,以提高电镀的附着力。
清洗、除油和激活处理完毕后,接下来进行镀铜层的处理。
先将磁体置于铜镀槽中浸泡,然后将阳极与磁体连接,将电流引入槽中。
在浸泡的同时,钙硫酸铜也会被不断地投放到槽中,通过电流的作用,在磁体表面生成一层均匀的铜层。
铜层的厚薄取决于电流和时间的调节。
铜层处理完成后,需要对其进行钝化处理。
钝化处理的目的是增加铜层的稳定性和耐腐蚀能力。
钝化过程是将磁体浸泡在酸性的钝化剂溶液中,使铜层与钝化剂发生反应,形成一层坚硬的钝化膜。
钝化膜的厚度和稳定性取决于钝化剂的浓度和处理时间。
钝化处理完成后,接下来是进行镀镍层的处理。
和镀铜层类似,将磁体放入镀镍槽中浸泡,将阳极与磁体连接,引入电流。
在浸泡的同时,将镍盐投放到槽中,在电流的作用下,在铜层上生成一层致密的镍层。
镀镍的厚度和均匀性取决于电流和时间的调节。
最后,进行镀层的涂层处理。
镀层处理是为了增加磁体的抗氧化性和耐腐蚀性,通常使用有机涂料进行覆盖处理。
涂层处理可以通过喷涂、滚涂或浸涂等方法进行,涂层的厚度需要根据具体要求进行控制。
综上所述,钕铁硼电镀工艺流程包括准备工作、镀铜层处理、钝化处理、镀镍层处理和涂层处理。
每一步都很关键,需要严格控制工艺参数和时间,以确保钕铁硼磁体的表面处理效果和质量。
这样才能提高钕铁硼磁体的使用寿命和性能。
电镀加工价格表
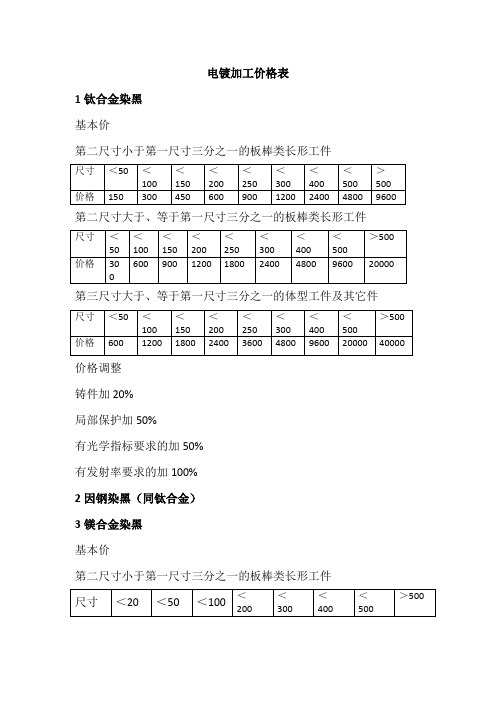
电镀加工价格表1钛合金染黑基本价第二尺寸小于第一尺寸三分之一的板棒类长形工件第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件第三尺寸大于、等于第一尺寸三分之一的体型工件及其它件价格调整铸件加20%局部保护加50%有光学指标要求的加50%有发射率要求的加100%2因钢染黑(同钛合金)3镁合金染黑基本价第二尺寸小于第一尺寸三分之一的板棒类长形工件第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件第三尺寸大于、等于第一尺寸三分之一的体型工件价格调整铸件加50%有光学指标的加50%局部保护加100%有发射率要求的加100%4铝合金氧化处理普通阳极氧化第二尺寸小于第一尺寸三分之一的板棒类长形工件第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件第三尺寸大于、等于第一尺寸三分之一的体型工件价格调整有外观状态要求的在基础上加100%有尺寸精度要求的在基础上加100%有三防要求的加基础上加100%铸件加50%局部保护加100%有吸收率要求的加100%有发射率要求的加100%导电氧化第二尺寸小于第一尺寸三分之一的板棒类长形工件第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件第三尺寸大于、等于第一尺寸三分之一的体型工件价格调整有外观状态要求的在基础上加100%有尺寸精度要求的在基础上加100%有三防要求的加基础上加100%铸件加50%局部保护加100%有电导率要求的加100%硬质氧化第二尺寸小于第一尺寸三分之一的板棒类长形工件第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件第三尺寸大于、等于第一尺寸三分之一的体型工件价格调整有外观状态要求的加100%有尺寸精度要求的加200%有三防要求的300%铸件加100%局部保护加100%有吸收率要求的加100%有发射率要求的加100%5钢染黑基本价格第二尺寸小于第一尺寸三分之一的板棒类长形工件第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件第三尺寸大于、等于第一尺寸三分之一的体型工件价格调整耐中性盐雾6小时以上加100%耐中性盐雾12小时以上加200%耐中性盐雾24小时以上加300%耐中性盐雾48小时以上加500%耐中性盐雾96小时以上加1000%6铜染黑基本价格第二尺寸小于第一尺寸三分之一的板棒类长形工件第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件第三尺寸大于、等于第一尺寸三分之一的体型工件价格调整有外观状态要求的加50%有尺寸精度要求的加50%有三防要求的耐中性盐雾12小时以上加100%耐中性盐雾24小时以上加200%耐中性盐雾48小时以上加300%耐中性盐雾96小时以上加500%铸件加50%局部保护加100%有吸收率要求的加100%有发射率要求的加100%7不锈钢染黑基本价格第二尺寸小于第一尺寸三分之一的板棒类长形工件第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件第三尺寸大于、等于第一尺寸三分之一的体型工件价格调整有外观状态要求的加50%有尺寸精度要求的加50%有三防要求的耐中性盐雾12小时以上加100%耐中性盐雾24小时以上加200%耐中性盐雾48小时以上加300%耐中性盐雾96小时以上加500%有吸收率要求的在基础上加100%有发射率要求的在基础上加100%8电镀锌基本价格第二尺寸小于第一尺寸三分之一的板棒类长形工件第三尺寸大于、等于第一尺寸三分之一的体型工件价格调整有外观状态要求的加50%有尺寸精度要求的加100%有三防要求的耐中性盐雾24小时以上加100%耐中性盐雾48小时以上加200%耐中性盐雾96小时以上加400%铸件加300%局部保护加100%有吸收率要求的加100%有发射率要求的加100%9电镀铜镍铬(硬铬按1道计)基本价格第二尺寸小于第一尺寸三分之一的板棒类长形工件第三尺寸大于、等于第一尺寸三分之一的体型工件价格调整有外观状态要求的加50%有尺寸精度要求的加100%有三防要求的耐中性盐雾6小时以上加100%耐中性盐雾12小时以上加200%耐中性盐雾24小时以上加300%耐中性盐雾48小时以上加500%耐中性盐雾96小时以上加1000%铸件加200%10镀银(按1道计)基本价格第二尺寸小于第一次寸三分之一的板棒类长形工件第二尺寸大于、等于第一次寸三分之一的板棒类长形工件第三尺寸大于、等于第一次寸三分之一的体型工件价格调整有外观状态要求的加100%有尺寸精度要求的加100%有三防要求的加300%有反射率要求的加100%11镀钯每个触头30元(Φ<、L<5,以1道计)一般件,元/µ·cm2。
表面处理的报价

1/3
常见 的表 面处
序号
工序(中文)
工序(英文)
单位价格
报价手册
表面质量说明
其他工艺说明
备注
1.红色,125元/平方米,其他
plastic paint
颜色,115元/平方米.2.160
NA
元/平方米.
9
表面喷漆
NA
供应商;1.舜仕 杰。2.川港
零件的表面涂层厚度为:30-50цm,零件经
steel paint
0.15元/平方分米
NA
NA
供应商;向阳
14
表面发黑
Nigrescence
15 表面达克罗320
Dacromet 320
1.5元/Kg 4-5元/Kg
零件的表面涂层厚度为:3цm,零件经过中 性盐雾试验,试验周期为1h,试验后其评 定等级为6级.
此种表面处理,耐腐蚀能力较差,一般用在 表面要求不高的零件.
表面抛丸
shooting
报价手册
单位价格 7-8元/Kg 0.2元/平方分米
表面质量说明
其他工艺说明
备注
零件的表面涂层厚度为:15цm以上,零件 经过中性盐雾试验,试验周期为800h,试 适用于螺钉的表面处理,耐腐蚀能力好. 验后其评定等级为6级.
供应商:非池标 准件有限公司
除去表面的残留污物,微小毛刺和氧化层, 以获得活性表面,提高镀层、涂层和粘接 件之间的附着力,是工件表面涂覆前的预 处理.
200元/平方米.
过中性盐雾试验,试验周期为700h以上,
NA
试验后其评定等级为6级.
供应商;川港
表面本色阳极氧化 10
表面加色阳极氧化
Natural anodize Colour anodize
钕铁硼磁铁电镀问题及处理方案

4.电解产生氮氧化物气体
基体材:
1.加强材料检验
2.强化材料保护措施,提高基体抗腐蚀性
表面处理:
1.强化镀液维护,减少杂质累计净化镀液
2.调整镀液成分及控制参数
3.淘汰老工艺,使用新工艺(替代工艺)
4.杜绝使用违禁品,减少电解条件下的氮氧化物排放,改善车间空气环境。
钕铁硼磁铁电镀问题及处理方案
序号
镀种
问题
原因
问题处理方向
1
Ni
磁通不可逆损失过高(测试值>6%)
机加工:
1.切削速度过快或进刀量过大,基体晶体松动导致晶间腐蚀。
2.去胶(水煮)异常导致基体氧化腐蚀。
表面处理:
1.酸洗异常导致基体腐蚀
2.超声波清洗过度导致基体腐蚀
3.电镀过程导致机体腐蚀。
3.1镀液PH值过低或调整不当
2.超声波清洗时间不宜过长,防止空化作用过度而腐蚀基体(不同厚度的产品确定不同的清洗时间)
3.提高产品初镀沉积速度是关键(调整工艺参数)
4.调整滚筒转速,放大滚筒开孔率,及时检查电流输出电路或检查更换滚筒导电装置(电极)
5.调整填料比例及产品翻滚效果,改变滚筒结构及施镀方式。
2
Zn
镀锌产品中性盐雾时间<48H
基材:
1.基体缺陷导致:如砂眼、杂质、裂纹等
2.基体腐蚀
表面处理:
1.镀锌层纯度不高:如:杂质影响
2.镀层薄或钝化液操作不当,如:控制参数不当
3.钝化膜薄或不完整导致镀层抗腐蚀性差
基体材料:
1.加强材料检验
2.强化材料保护措施,提高基体抗腐蚀性
表面处理:
1.强化镀液维护,提高基体抗腐蚀性。
钕铁硼永磁体材料上的电镀(一)

世上无难事,只要肯攀登钕铁硼永磁体材料上的电镀(一)1、概况Nd-Fe-B 永磁体自80 年代问世以来,是目前磁性最强的永磁材料,具有高磁能积、高矫顽力、高剩磁等优异性能和较高的性能价格比,而广泛应用于计算机、微波通讯、电讯工程、音像技术、高能微电机、医疗、航空、环保等高科技领域。
但在Nd-Fe-B 永磁体中的钕是一种稀土元素,其含量较高(36%~38%),而Nd 是一种非常活泼的金属,其标准平衡电位是-2.4 31V 在潮湿的空气中极易氧化,与水和酸接触会放出氢气而腐蚀;其次,NdFe B 磁体由富Nd2Fe14B 相、富Nd 相、富B 相三相组成。
相互接触的各相电位不同,必然会引起电化学反应,即形成腐蚀电池。
这些都使该材料的耐腐蚀性下降。
目前,为延长永磁体的使用寿命,采取的防护措施有电镀、化学镀、化学转化膜、电泳和喷涂等。
其中,电镀和化学镀是较常用的方法。
但在Nd-Fe- B 磁体表面进行镀覆存在一定困难。
在NdFeB 磁体上镀覆存在的主要问题是:NdFeB 中的钕极易氧化,前处理不当会造成镀层结合力下降;NdFeB 磁体是由粉末烧结制成的,表面粗糙疏松且存在大量孔隙,在电镀过程中渗入酸、碱和电镀液,造成镀后泛点和鼓泡,甚至还会造成基体和镀层的腐蚀;由于磁体表面组织不均匀,会造成电镀时镀层孔隙率增加,降低镀层的防护性。
针对以上这些问题,必须选择合适的前处理工艺,才能保证电镀层的结合力和防腐蚀性能。
1.1 钕铁硼材料的归类[1] 钕铁硼材料铁含量约占60%,含碳量约为0.0003%~0.0004%。
硫含量约为0.0006%~0.0008%,据此应归为低碳铁基合金。
材料的制作过程有熔炼、粉碎、压型、烧结、切割、磨削等,再加上材料多孔疏松,据此可以把钕铁硼划为粉末冶金材料。
由于材料中含有钕、镨等平衡电位极低的稀土金属,材料非常活泼,电镀时易发生自发溶解或置换反应,因此,从电化学角度讲,应当属于极活泼、易氧化但不钝化的金属材料。
电镀计价
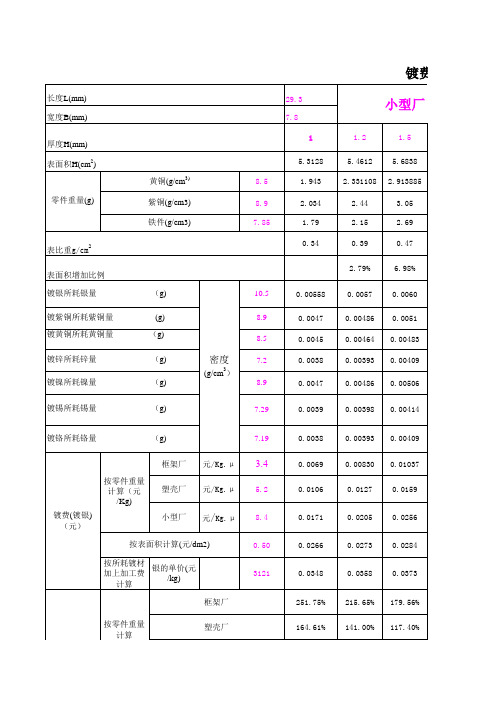
65.54%
65.54% 65.54%
按所耗镀银+加工费计算
50.00%
50.00% 50.00%
按所耗镀银计算每公斤零件的镀银价格(元/Kg)
8.56
7.33
6.10
按所耗镀银+加工费计算每
公斤零件的镀银价格(元 耗银是总的镀费的比例 0.6
/Kg)
14.27
12.22
10.17
按表面积计算每公斤零件的镀银价格(元/Kg)
0.00441 0.00468 0.00495 0.00523 0.00550 0.00604 0.00658 0.00766 0.01145
0.00435 0.00462 0.00489 0.00515 0.00542 0.00595 0.00649 0.00755 0.01129 0.01383 0.01729 0.02075 0.02420 0.02766 0.03458 0.04149 0.05532 0.10373 0.0212 0.0264 0.0317 0.0370 0.0423 0.0529 0.0635 0.0846 0.1587
2~4
漏电
6.26
0.65
0.50%
50%
40*15*3
58%
4~6
塑壳
5.02
0.94
35.00%
65%
100*35*5 37%
12~16
框架
3.2
1.65
20.00%
80%
200*100*15
供应商电镀报价
镀银零件厚度 零件主要适
(mm)
用范围
镀银单价 (元/kg)
镀银单价 银占镀费比 加工费占镀费
烧结钕铁硼表面处理

其它需用永磁场的装置的设备中,特别适用于研制高性能、小型化、轻型化的各种换代产
品。
物理特性:
烧结磁性能和物理特性
性 剩磁感应强度
能
矫顽力
内禀矫顽力
最大磁能积
推荐最高工作 温度
牌
kOekA
(BH)m mGOe(kJ/m
Br T(KGs) Hcb
Hci kOe(kA/m)
oC
号
/m
ax
3)
11.7-1 1.17- ≥10.
120
2.1 1.21 1.0 6 7
12.1-1 1.21- ≥ 1 ≥ 89 ≥ 1
38H
≥1353 36-39 287-310
120
2.5 1.25 1.2 0 7
12.5-1 1.25- ≥ 1 ≥ 91 ≥ 1
40H
≥1353 38-41 302-326
120
2.8 1.28 1.5 5 7
12.8-1 1.28- ≥ 1 ≥ 94 ≥ 1
42H
≥1353 40-43 318-342
120
3.2 1.32 1.9 7 7
30S 10.8-1 1.08- ≥ 1 ≥ 79 ≥ 2
≥1592 28-31 223-247
150
H 1.3 1.13 0.0 6 0
33S 11.3-1 1.13- ≥ 1 ≥ 83 ≥ 2
N48
≥11 ≥876 46-49 366-396
80
4.2 1.42 0.5 5
13.8-1 1.38- ≥ 1 ≥ 83
N50
≥11 ≥876 47-51 374-406
80
4.5 1.45 0.5 5
钕铁硼镍铜镍镀层表面张力的提高

2021・12科研开发当代化工研究i s?Modem Chentiail R e$earch丄U/钱铁硼镣铜镣镀层表面张力的提高*高矗李滨张友亮杜伟仇喜峰(安泰爱科科技有限公司山东255022)摘耍:铁铁硼永磁材料表面镀覆光亮徐铜镰,可以很好的增加铁铁硼永磁材料的耐腐蚀性;但与此同时对镀覆光亮镰铜徐的铁铁硼永磁材料进行装配使用的过程大多会采用粘接餉固定方式,由于其镀层特性,表面会比较“滑”,为了保证其固定效果,就需要对其表面张力进行管控.通过控制变量法研究确认铢铜镰镀层表面张力餉影响因素(干燥方式、粗化剂浓度、光亮剂浓度、存储温度、是否表明特殊清洗),最终提高铢铜镰镀层的表面张力,初始表面张力>42dyn/cm,存储四个月后>36dyn/cm,对后续有张力要求丝镰铜镰镀层铁铁硼永磁材料产品形成一套有效的管控方法.关键词:铁铁硼;表面张力;傑铜徐镀层中图55•类号:T文献标识码:ASurface Tension of NdFeb Permanent Magnet Coated with Nickel Copper Nickel CoatingStudy on Influencing FactorsGao Chu,Li Bin,Zhang Youliang,Du Wei,Zhang Xifeng(AT&M Magco Technology Co.,Ltd.,Shandong,255022)Abstract:The surface of N dFeb permanent magnet is covered with bright nickel copper nickel,which can improve the corrosion resistance of NdFEB p ermanent magnet.However,at the same time,the assembly and use of N dFeb p ermanent magnetic material covered with bright nickel,copper and nickel v^ill mostly adopt adhesive f ixation.Due to its coating characteristics,the surface will be"slippery".In order to ensure its f ixation effect,it is necessary to control its surface tension.By controlling variable method research confirmed that the influence f actors of n ickel and copper nickel p lating surface tension(dry way,coarsening agent concentration,concentration of b rightener,storage temperature,whether to show that special cleaning), eventually improve the nickel copper and nickel p lating,the surface tension of t he initial surface tension42dyn/cm or more,after f our months as a store of36dyn/cm or more,there is a requirementfor tension on subsequent nickel and copper nickel coating ndfeb p ermanent magnet p roducts f ormed a set of e ffective control method.Key words x NdFeB;surface tension;nickel copper nickel coating引言自从20世纪80年代Sagawa等人发明牧铁硼稀土永磁材料以来m,被广泛应用于军事、医疗、环保和电子等高科技领域炉珥近些年来,由于能源的紧张迫切需要高效率的电机来取代传统电机,这就促进了钦铁硼永磁材料在电机方面的应用⑷。
烧结钕铁硼磁钢表面处理
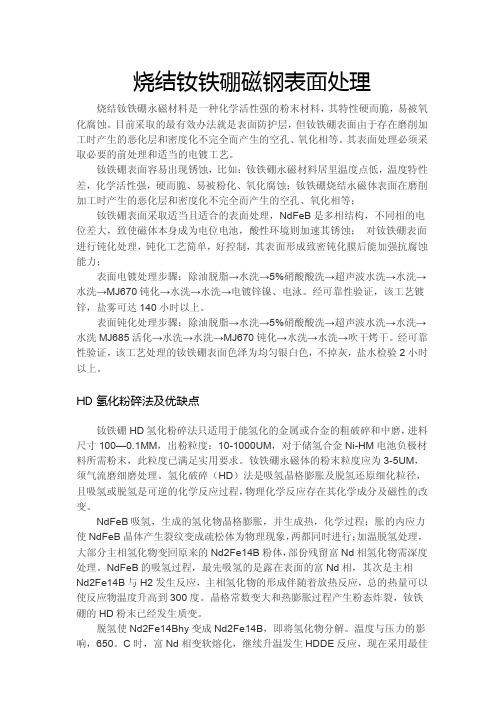
烧结钕铁硼磁钢表面处理 烧结钕铁硼永磁材料是一种化学活性强的粉末材料,其特性硬而脆,易被氧化腐蚀。
目前采取的最有效办法就是表面防护层,但钕铁硼表面由于存在磨削加工时产生的恶化层和密度化不完全而产生的空孔、氧化相等。
其表面处理必须采取必要的前处理和适当的电镀工艺。
钕铁硼表面容易出现锈蚀,比如:钕铁硼永磁材料居里温度点低,温度特性差,化学活性强,硬而脆、易被粉化、氧化腐蚀;钕铁硼烧结永磁体表面在磨削加工时产生的恶化层和密度化不完全而产生的空孔、氧化相等;钕铁硼表面采取适当且适合的表面处理,NdFeB是多相结构,不同相的电位差大,致使磁体本身成为电位电池,酸性环境则加速其锈蚀;对钕铁硼表面进行钝化处理,钝化工艺简单,好控制,其表面形成致密钝化膜后能加强抗腐蚀能力;表面电镀处理步骤:除油脱脂→水洗→5%硝酸酸洗→超声波水洗→水洗→水洗→MJ670钝化→水洗→水洗→电镀锌镍、电泳。
经可靠性验证,该工艺镀锌,盐雾可达140小时以上。
表面钝化处理步骤:除油脱脂→水洗→5%硝酸酸洗→超声波水洗→水洗→水洗MJ685活化→水洗→水洗→MJ670钝化→水洗→水洗→吹干烤干。
经可靠性验证,该工艺处理的钕铁硼表面色泽为均匀银白色,不掉灰,盐水检验2小时以上。
HD氢化粉碎法及优缺点钕铁硼HD氢化粉碎法只适用于能氢化的金属或合金的粗破碎和中磨,进料尺寸100—0.1MM,出粉粒度:10-1000UM,对于储氢合金Ni-HM电池负极材料所需粉末,此粒度已满足实用要求。
钕铁硼永磁体的粉末粒度应为3-5UM,须气流磨细磨处理。
氢化破碎(HD)法是吸氢晶格膨胀及脱氢还原细化粒径,且吸氢或脱氢是可逆的化学反应过程,物理化学反应存在其化学成分及磁性的改变。
NdFeB吸氢,生成的氢化物晶格膨胀,并生成热,化学过程;胀的内应力使NdFeB晶体产生裂纹变成疏松体为物理现象,两都同时进行;加温脱氢处理,大部分主相氢化物变回原来的Nd2Fe14B粉体,部份残留富Nd相氢化物需深度处理。
表面处理价格
表面处理处理种类表面处理即是通过一定的方法在工件表面形成覆盖层的过程,其目的是赋以制品表面美观、防腐蚀的效果,进行的表面处理方法都归结于以下常用几种方法:1、镀(Plating)电镀(Electroplating) :将接受电镀的部件浸于含有被沉积金属化合物的水溶液中,以电流通过镀液,使电镀金属析出并沉积在部件上。
一般电镀有镀锌、铜、镍、铬、铜镍合金等,有时把煮黑(发蓝)、磷化等也包括其中。
2、热浸镀锌:通过将碳钢部件浸没温度约为510℃的溶化锌的镀槽内完成。
其结果是钢件表面上的铁锌合金渐渐变成产品外表面上的钝化锌。
热浸镀铝是一个类似的过程。
3、机械镀:通过镀层金属的微粒来冲击产品表面,并将涂层冷焊到产品的表面上。
一般螺丝多采用电镀方式,但用在电力、高速公路等室外的六角木螺钉等用热浸锌;电镀的成本一般每公斤为0.6——0.8元,热浸锌一般为1.5——2元/公斤,成本较高。
电镀的效果:电镀的质量以其耐腐蚀能力为主要衡量标准,其次是外观。
耐腐蚀能力即是模仿产品工作环境,设置为试验条件,对其加以腐蚀试验。
电镀产品的质量从以下方面加以控制:1、外观:制品表面不允许有局部无镀层、烧焦、粗糙、灰暗、起皮、结皮状况和明显条纹,不允许有针孔麻点、黑色镀渣、钝化膜疏松、龟裂、脱落和严重的钝化痕迹。
2、镀层厚度:紧固件在腐蚀性大气中的作业寿命与它的镀层厚度成正比。
一般建议的经济电镀镀层厚度为0.00015in~0.0005 in(4~12um).热浸镀锌:标准的平均厚度为54 um(称呼径≤3/8为43 um),最小厚度为43 um(称呼径≤3/8为37 um)。
3、镀层分布:采用不同的沉积方法,镀层在紧固件表面上的聚集方式也不同。
电镀时镀层金属不是均匀地沉积在外周边缘上,转角处获得较厚镀层。
在紧固件的螺纹部分,最厚的镀层位于螺纹牙顶,沿着螺纹侧面渐渐变薄,在牙底处沉积最薄,而热浸镀锌正好相反,较厚的镀层沉积在内转角和螺纹底部,机械镀的镀层金属沉积倾向与热浸镀相同,但是更为光滑而且在整个表面上厚度要均匀得多。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宁波市镇海创业电镀有限公司
注: 1、对表面进行电泳.喷塑.喷漆的产品需加锌底或镍铜底的,相应加上镀锌或镀镍价格。
电泳产品单件面积不足200m㎡按200m㎡计算。
2、单件加工面积>1000m㎡的加工费上浮25%;单件加工面积>3000m㎡的加工费上浮
50%;单件加工面积>6000m㎡的加工费上浮90%;电泳面积不上浮。
3、大批量有表面张力(濡湿)要求的订单,系数上浮15%
4、环形零件内孔直径≤φ6的,加工面积按无孔计算。
5、镀蓝锌产品,镀层厚度要求在6um以上的,加工费系数上浮至0.000052。
6、单独做濡湿处理,水煮实验处理的按其镀层种类单价系数的15%计算。
5、表面处理后的产品未达到要求的作无条件返工,返工不计加工费。
6、有厚度要求的镀金产品价格另定,具体根据厚度要求及金价确定。
7、统计加工单价,小数点后保留三位数;第四位四舍五入;当小数点后一、二位是零
时,保留小数点后四位。
但合计时依旧保留小数点二位。
8、当原辅材料、人工、环保及其他成本有较大变化时,参照同行业水平另行调整。
9、本价目表2012年 5 月 1 日开始执行。
二、报废率、遗失率规定:
注1:废品率与遗失率每单结清,不作累计。
超废按0.20元/克赔偿;超遗失统一按
0.30元/克赔偿。