淬火工装外购材料清单
工装材料分类与选用标准(试行稿)
Q/GC×××—200×工装材料分类与选用标准(草稿)1 范围本标准适用于xxxx公司内部各工装设计部门设计人员在工装设计中选材参考。
适用于xxxx公司内部工装制造部门工艺人员工艺选材或材料代用参考。
本标准分类中有部分材料属于近几年研发的国家新材料,还有部分材料属于进口材料,鉴于目前我们的热处理工艺和工艺装备还达不到要求,又本着从实事求是和一切从节从简(低成本)出发,建议大家谨慎选材。
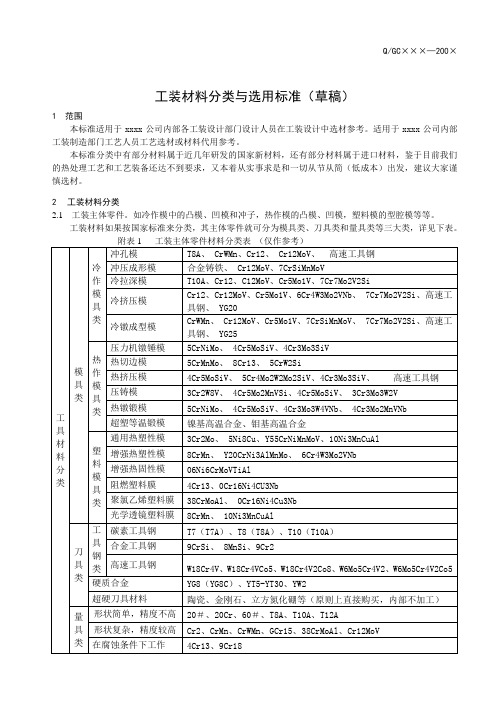
2工装材料分类2.1 工装主体零件。
如冷作模中的凸模、凹模和冲子,热作模的凸模、凹模,塑料模的型腔模等等。
工装材料如果按国家标准来分类,其主体零件就可分为模具类、刀具类和量具类等三大类,详见下表。
Q/GC×××—200×工装结构零件和主体零件统一标准。
结合我们公司的实际情况,本着易管理,易采购,易加工;既经济又实惠的精益生产原则,经过商议,确定暂行如下工装结构零件和主体零件统一标准。
附表2工装结构零件和主体零件材料分类表(统一标准)(试行)3 材料选用原则3.1 模具材料选用总体原则模具制造材料要在相应的模具材料大类的几十种用材中选择出一、两种较理想的材料,困难较大。
业内一般提出“满足模具要求,发挥材料潜力,经济技术合理”的原则。
具体来说应该从以下三个方面加以考虑:1、模具工作寿命因素的考虑。
在保证模具制品质量的前提下,模具工作寿命往往是选择模具材料考虑的主要因素。
由于材料费用仅占模具总成本的10~15%左右,因而选择机械性能好,亦即失效抗力性能高的材料来制作模具,往往比其它材料制成的模具的工作寿命有很大的提高。
一些新材料虽然其价格比传统材料要贵50%甚至更高,然而其寿命与模具总成本之比仍有相当显著的提高。
2、模具制品经济性因素的考虑。
即要考虑模具的整体经济性。
此时,模具材料选择优化的目标不再是长寿命而是生产单件制品的生产总成本,包括单件制品的模具成本,生产物耗、能耗、工时、工资诸方面因素的总合,例如:一些塑料模具钢加少量S、Ca后其易切削性大大提高,但其强韧性稍降低,寿命也会稍下降,但由于切削、抛光等加工的费用占模具总费用的大部分,故在保证制品质量情况下,而选用易切削钢。
工程耗材单

工程耗材单
1、自攻螺丝、追尾丝、铁钉、铆钉、水泥钉、玻璃胶、双面胶、膨胀管、膨胀螺丝、热熔管及管件、管卡、线卡、冲击钻头、手枪钻头、自喷漆、松香水、切割片、角磨片、焊锡膏及焊锡丝、万用表电池、窗户锁扣,焊条、钢锯条、砂纸
2、卫生间混合阀,龙头、喷泉喷头、马桶按钮、冲水洁具、角阀、生料带、上水软管、下水软管、不锈钢下水软管
3、LED灯泡、格栅灯管、节能灯、启动器、镇流器、高压自粘带、电工胶带,声控开关,灯头、灯泡,字灯电源、时控开关、景观灯泡或总成、电线、
4、暗装、明装开关、插排,空调专用插排(16A)、冷凝水保温管、网线、水晶头、接线扣、网络插排、以上易耗材料依据使用功能型号购买。
工地常用耗材辅材清单

喷漆 喷漆 喷漆 喷漆 割机片 割机片 割机片 割机片 150割机片 自攻螺丝 自攻螺丝 自攻螺丝 自攻螺丝 自攻螺丝 自攻螺丝 攻铁螺丝 攻铁螺丝 攻铁螺丝 口罩 手套
黑色 白色 银色 红色 水泥割片 磁砖割片 割铁割片(厚) 割铁割片(薄) 水泥割片 3*20 3*25 3*30 3.5*20 3.5*25 4*25 十字锥头3.5*25 十字锥头3.5*30 六角头3.5*30
仓库常备材料清单
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 名称 电工胶 塑料子 美工刀片 电锤钻头 电锤钻头 电锤钻头 电锤钻头 电锤钻头 电锤钻头 电锤钻头 电锤钻头 电锤钻头 电锤扁凿 电锤尖凿 扎带 扎带 扎带 麻花钻头 麻花钻头 麻花钻头 麻花钻头 麻花钻头 麻花钻头 开孔器 膨胀螺栓 膨胀螺栓 膨胀螺栓 锯片 南孚电池 南孚电池 玻璃胶 耗材 型号 宽版 6厘 6厘方型 8厘方型 10厘方型 12厘方型 14厘方型 16厘加长、方型 20厘加长、方型 25厘加长、方型 6厘圆型 数量 50 20 2 20 2 2 2 2 2 2 2 10 5 2 5 5 5 20 20 8 4 4 4 4 20 20 20 15 15 15 3 单位 卷 组 盒 根 根 根 根 根 根 根 根 根 根 根 包 包 包 根 根 根 根 根 根 个 根 根 根 片 颗 颗 罐 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 名称 电源 电源头 BNC头 金属软管 金属软管 金属软管 金属软管 缠绕带 缠绕带 缠绕带 缠绕带 光纤跳线 6座排插 6座排插 插头 插座 管钉 管钉 辅材 型号 12V2A 焊头 32mm 25mm 20mm 16mm 32mm 25mm 20mm 16mm FC头 无线型(公牛) 带线型(公牛) 双脚活动型 无线插座 4分 1寸 数量 50 50 100 1 2 2 1 2 3 3 3 10 8 4 20 20 200 50 单位 个 根 颗 箱 箱 箱 箱 包 包 包 包 根 个 个 个 个 个 个
淬火铸件的配料分析

淬火铸件的配料分析对于此种材料一般按照HT300~HT350配料,现有的主料配料两种:1│废钢│生铁│回炉铁││60% │5% │35% │─┼──┼──┼───┤2│废钢│生铁││├──┼──┼───┤│80%│20%││─┴──┴──┴───┘由于第1种配料充分的利用了回炉铁,所以有效地降低了成本。
需要注意的是,如果使用第二种配比,由于后序需要加入辅料炭精比例较大。
所以,一定要选择经过高温处理的石墨,C(碳)成片状排列的高质量炭精。
否则,未溶的石墨会在铸件的加工面上留下质点,影响加工后铸件的质量和美观。
现有的HT300料级配料单(如下),每批料827kga。
┌───┬──┬───┬──┬───┬───┐│生铁│废钊│回炉铁│炭精│75SiFe│65MnFe│├───┼──┼───┼──┼───┼───┤│32 │480 │288 │18 │6 │3 │└───┴──┴───┴──┴───┴───┘废钢的作用是提供一定量的微量元素,如N,等,这些元素虽然含量特别低,但对于铸铁的作用却不可忽视,它的另一个作用是降碳。
生铁的作用是增碳和增加核心,且提供一部分的微量元素。
回炉铁可以有效的降低成本,并且有利于环境保护。
一般来说,炉料配比的选择可以根据材料的市场价格及铁级决定,这样既可以降低成本,又可满足要求。
HT300料级的炉前,炉后成分(见表3) 。
┌───┬─────┬────┬────┐││C │Si │Mn │├───┼─────┼────┼────┤│炉前%│3.02-3.22 │1.4-1.5 │0.8-0.9 │├───┼─────┼────┼────┤│炉后%│3.06-3.15 │1.7-1.8 │0.8-0.9 │└───┴─────┴────┴────┘此种成分对于一般厚度为在45mm以下的机床铸件导轨,可以使其硬度达到170HBS以上,基体组织珠光体大于95%。
但对于那些厚大导轨铸件且需要后序淬火处理的床身和立柱,显得不足。
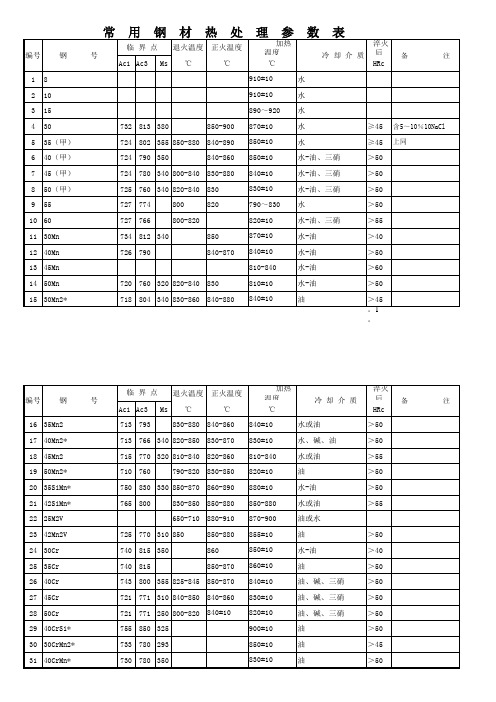
常用钢淬火参数表
733 780 293
850±10
油
>45
31 40CrMn*
730 780 350
830±10
油
>50
编号 钢
号
32 20CrMnSiA 33 25CrMnSiA 34 30CrMnSi 35 35CrMnSiA 36 40CrV 37 45CrV 38 50CrV 39 30CrMo 40 35CrMo 41 42CrMo 42 40CrMnMo 43 40CrNi* 44 30CrNi3A 45 37CrNi3A* 46 40CrNiMoA 47 35CrNiMoA
860±10
油
>55
840±10
油
>50 耐热弹簧钢
760±20
1050~1100 油
>50 耐热弹簧钢
750 775
820±20 860±20 860±20
油
745 815 280 830±10 850-880 880±20
油
730 765 290 820±20 860±20 880±20
油
750
830-860 860±10
水、油
>50
730 780 360 85
850-860 840±10
油
>50
735 780 246 820-850 850-880 850±10
油
>50
725 780 243 840-880 870-890 850±10
油、热碱
>50
710 780
820±10 870±10 810-840
310 760±20
930-960
油
பைடு நூலகம்
725 880 192 790±10
耐火材料发货清单

货物描述 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块 Модули Pyro-Bloc R-класса 派罗块
46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68
外购件采购清单模版(含标准件、外购件、自制件)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 37 38 39 40 41 42 43 44 45 内六角圆柱头螺钉
名称: 型号规格 数 单 量 位
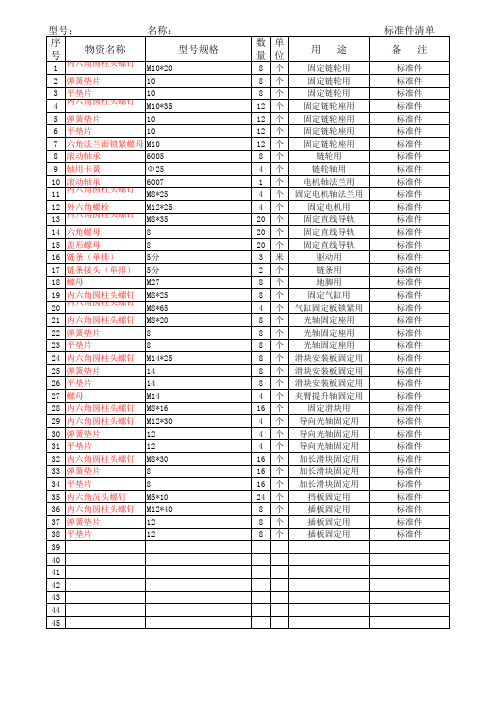
固定链轮用 固定链轮用 固定链轮用 固定链轮座用 固定链轮座用 固定链轮座用 固定链轮座用 链轮用 链轮轴用 电机轴法兰用 固定电机轴法兰用 固定电机用 固定直线导轨 固定直线导轨 固定直线导轨 驱动用 链条用 地脚用 固定气缸用 气缸固定板锁紧用 光轴固定座用 光轴固定座用 光轴固定座用 滑块安装板固定用 滑块安装板固定用 滑块安装板固定用 夹臂提升轴固定用 固定滑块用 导向光轴固定用 导向光轴固定用 导向光轴固定用 加长滑块固定用 加长滑块固定用 加长滑块固定用 挡板固定用 插板固定用 插板固定用 插板固定用
8 8 8 12 12 12 12 8 4 1 4 4 20 20 20 3 2 8 8 4 8 8 8 8 8 8 4 16 4 4 4 16 16 16 24 8 8 8 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 米 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个
标准件清单 用 途 备 注
M10*20 弹簧垫片 10 平垫片 10 内六角圆柱头螺钉 M10*35 弹簧垫片 10 平垫片 10 六角法兰面锁紧螺母 M10 滚动轴承 6005 轴用卡簧 Φ 25 滚动轴承 6007 内六角圆柱头螺钉 M8*25 外六角螺栓 M12*25 内六角圆柱头螺钉 M8*35 六角螺母 8 盖形螺母 8 链条(单排) 5分 链条接头(单排) 5分 螺母 M27 内六角圆柱头螺钉 M8*25 内六角圆柱头螺钉 M8*65 内六角圆柱头螺钉 M8*20 弹簧垫片 8 平垫片 8 内六角圆柱头螺钉 M14*25 弹簧垫片 14 平垫片 14 螺母 M14 内六角圆柱头螺钉 M8*16 内六角圆柱头螺钉 M12*30 弹簧垫片 12 平垫片 12 内六角圆柱头螺钉 M8*30 弹簧垫片 8 平垫片 8 内六角沉头螺钉 M5*10 内六角圆柱头螺钉 M12*40 弹簧垫片 12 平垫片 12
机械原材料采购清单表
9 角铁
50 X 50 X 2.5MM
10 角铁
50 X 50 X 3MM
11 角铁
50 X 50 X 4MM
12 方通
20 X 20 X 1.8MM
13 方通
20 X 20 X 2.5MM
14 方通
20 X 20 X 3MM
15 方通
25 X 25 X 1.8MM
16 方通
25 X 25 X 2.5MM
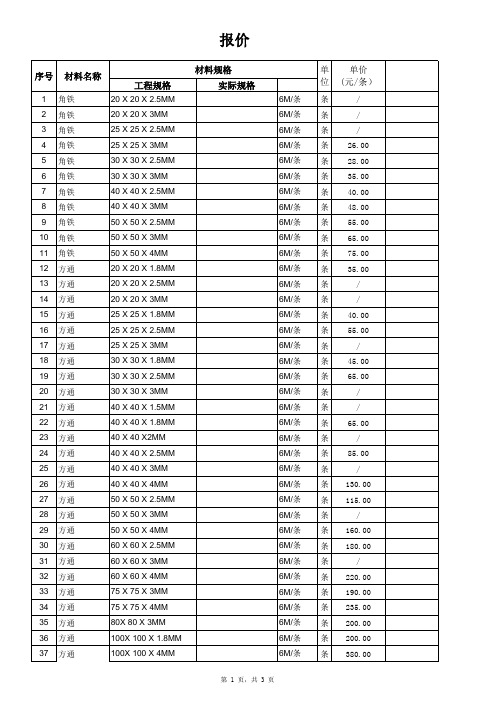
报价
序号 材料名称
工程规格
1 角铁
20 X 20 X 2.5MM
2 角铁
20 X 20 X 3MM
3 角铁
25 X 25 X 2.5MM
4 角铁
25 X 25 X 3MM
5 角铁
30 X 30 X 2.5MM
6 角铁
30 X 30 X 3MM
7 角铁
40 X 40 X 2.5MM
8 角铁
40 X 40 X 3MM
81 扁铁
100 X 5MM
82 扁铁
100 X 10MM
83 方铁(冷拉) 6 X 6MM
84 方铁(冷拉) 8 X 8MM
85 方铁(冷拉) 10 X 10MM
86 方铁(冷拉) 20 X 20MM
87 方铁(冷拉) 25 X 25MM
88 方铁(冷拉) 30 X 30MM
89 方铁(冷拉) 40 X 40MM
25 方通
40 X 40 X 3MM
26 方通
40 X 40 X 4MM
27 方通
50 X 50 X 2.5MM
28 方通
50 X 50 X 3MM
29 方通
50 X 50 X 4MM
细长阀杆热处理淬火的工装设计

细长阀杆热处理淬火的工装设计我公司170kW(230马力)推土机变速阀上有一阀杆,该零件比较细,上面有很多凹槽,并且阀杆心部还有一个孔,热处理后需要铰孔,该零件对变形要求也很高,具体如图1所示。
1.热处理技术要求材料为20CrMnTi,要求碳氮共渗,渗层0.8~1.2mm,硬度≥52HRC,径向圆跳动≤0.15mm。
工艺路线:锻造→正火→粗加工→碳氮共渗→精加工→淬火→校直→铰内孔→磨削加工。
原工艺采用盐浴炉加热淬火,淬火后变形量很大,热处理后径向圆跳动在0.8~1.2mm,给后续校直带来很大困难,同时零件变形量大,通过冷校直后,即使回火也不能完全消除残余应力,在后续加工过程中零件经常因残余应力释放而弯曲,造成零件磨不圆而报废。
后来采用可控气氛多用炉,变形有所减少,但内孔在保护气氛中加热时也补渗碳了,造成内孔硬度太高,无法铰孔。
为解决该问题,技术部专门立项进行攻关,现简谈一下解决措施。
2.原因分析淬火时有保护气氛,在0.6%的碳势下850℃保温1h,渗碳层在0.2mm左右,硬度≥50HRC 对于磨削加工无影响,但对于铰孔来说太困难,必须对需要铰孔的部位进行防渗保护。
变形大的问题主要有以下几个方面:①零件在加热保温时因自身重量产生变形。
②冷却过程不均匀造成零件变形。
③在零件转移过程中受冲击而导致零件变形。
因此必须设计一种专用工装进行定位,最大限度地减少以上问题造成的零件变形。
3.解决办法针对上述问题设计了一种工艺堵盖(见图2),对阀杆在加热过程中起到防内孔渗碳的作用,同时保证阀杆竖直装,起到支撑和定位作用,有效地减少了零件因自身重量和受冲击带来的变形。
另外,设计了一种定位地盘(见图3),既保证零件冷却均匀,又保证了一定的装炉量,将工艺堵盖用M10螺栓固定在定位地盘上(形状类似,尺寸不同的零件有多种,便于更换工艺堵盖),工装装配如图4所示。
首次工艺试验共热处理了60件,有48件变形量在0.3mm以内,12件变形量在0.3~0.5mm 之间,变形量较原来减少50%以上,大大减少了校直工序的工作量,同时也保证了零件质量稳定,后续铰孔也没有出现难加工,问题得到彻底解决。
工件材料热处理工艺规范

热处理工艺规范一、淬火、回火工艺规范1.淬火、回火准备工作:1)检查设备,仪表是否正常;2)正确选择夹具;3)检查零件表面是否有碰伤、裂纹、锈斑等缺陷;4)确认零件要求的淬火部位硬度、变形等的技术要求,核对零件的形状、材料的加工状态是否与图样及工艺文件相符合;5)表面不允许氧化、脱碳的零件,当在空气炉加热时,应采取防氧化脱碳剂装箱保护或采用真空炉加热;6)易开裂的部位如尖角靠边的孔,应采取预防措施,如塞石棉、耐火泥等。
2.常见材料淬火、回火工艺规范1)加热温度表1 常用材料的常规淬火、回火规范注:Cr12Mo1V1 即 D2(美国)、1.2379(德国)、SLD(日立)、SKD11(日本)、K110(奥地利);9CrWMn 即 O1(美国)、1.2510(德国)、K460(奥地利);4Cr5MoSiV1 即 H13(美国)、1.2344(德国)、8407/8402(一胜百)、W302(奥地利);7Cr7Mo3V2Si 即 LD1;HS-1是高级火焰淬火,多用模具钢;除45号钢或特别说明均采用回火两次的工艺。
2)淬火保温时间t =8~10 min+kαDk——装炉系数(1~1.5);α——保温系数(见表2);D——零件有效厚度。
表2 淬火保温系数3)回火保温时间①工件有效厚度d<=50mm,保温2小时;②工件有效厚度d>50mm,按照保温时间t=d/25(小时)计算;③每次回火后空冷至室温,再进行下次回火。
4)去应力(入炉时效)①高合金钢550~650℃,热透后,保温时间>3小时;3.淬火和回火设备1)淬火设备——真空淬火炉、中温箱式炉、高温箱式炉。
2)回火设备——真空回火炉、中温箱式炉。
3)冷却设备——水槽、油槽、风箱。
4.操作方法1)零件应均匀摆放于炉内有效加热区,在箱式炉中一般为单层排列加热,工件间适当间隙。
小件可适当堆放,但要酌情增加保温时间。
2)细长零件加热要考虑装炉方法,以减少工件变形,如垂直吊挂,侧立放平支稳等。
细长轴淬火吊具设计
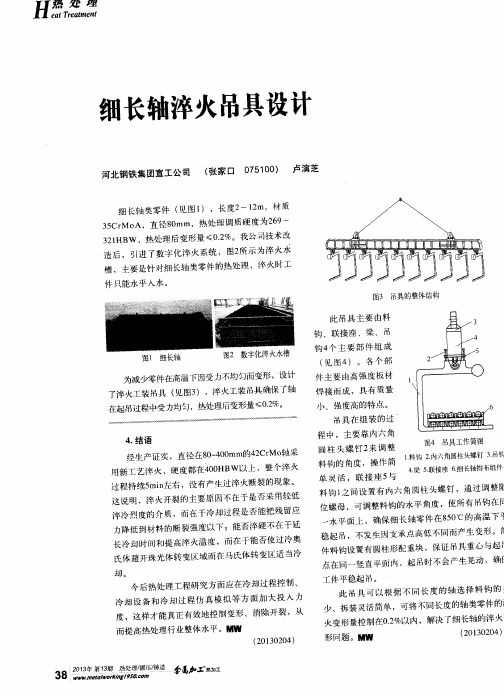
图3 吊具的整体结构
此 吊具主要 由料 钩 、联接座 、梁 、吊
图1 细长轴 图2 数字化淬火水槽
钩4 个主要 部 件组成
( 见 图4 ) 。 各 个 部
为减少零件在高温下因受力不均匀而变形 ,设计 了淬火工装吊具 ( 见图3 ),淬火 工装吊具确保了轴
H m
细长轴淬火吊具设计
河北 钢铁集 团宣工公司 ( 张家 口 0 7 5 1 0 0 ) 卢演芝
细长轴类零件 ( 见图1 ),长度2 ~1 2 m,材质 3 5 Cr Mo A,直径8 0 mm,热处理调 质硬 度为2 6 9 ~ 3 2 1 H B W ,热处理后变形量 ≤0 . 2 %。我公司技术改 造后 ,引进了数 字化淬 火系统 ,图2 所示为淬 火水 槽 ,主要是针对细长轴类零件的热处理 ,淬火时工
件 料 钩 设 置有 圆柱形 配重 块 ,保 证 吊具 重心 与 起 f
点在同一竖直平面 内,起吊时不会产生晃动 ,确f
今后热处理工程研究方面应在冷 却过程控制、
冷却设 备和冷 却过程仿真 模拟等 方面加大 投入 力
工件平稳起 吊。 此 吊具 可以根 据不 同长 度的轴选择 料钩 的
少 ,拆装灵活简单 ,可将不同长 度的轴类零件的
度,这样才能真正有效地控制变形 、消除开裂 ,从
而提高热处理行业整体水平。MW
( 2 0 1 3 0 2 0 4 )
火变形量控制在O . 2 %以内,解决了细长轴的淬火
形 问题 。MW
( 2 0 1 3 0 2 0 4 )
3
争磊 பைடு நூலகம்
在起 吊过程 中受 力均 匀 ,热处理 后变形 量 ≤0 ・ 2 %。
外购件参考表
280
30
378
20
465
44
250
16
280
6
320
5 20000
1 300000
1 110000
2 2000
132
18
10
280
612
18
230
98
8 3500
252 192 280 160 1512 4608 1980 6192 13300 2940 640 128 880 4480 1720
1 290000 290000 单级反渗透
2 135000
2 12200
2
695
2
895
2
595
270000 24400 热水输送泵 1390 1790 1190
298770
1 4500
1 8800
50
60
2
21
3
47
4500
常时排放1台
8800
常时排放1台,磷化地坑1 台
3000
42
141
16483
DN65
镀锌 只
DN80
镀锌 只
DN100
镀锌 只
DN125
镀锌 只
DN150
镀锌 只
DN200
镀锌 只
DN50
SUS304 只
DN65
SUS304 只
DN80
SUS304 只
DN100
SUS304 只
DN125
SUS304 只
DN150
SUS304 只
DN65
SUS304 只
DN80
SUS304 只
只 只 SUS304 只 套 SUS304 件
钢结构工程用原材料、外协、外购件
钢结构工程用原材料、外协、外购件进货检验指导书1、目的及范围:为确保工程制作采购质量满足国家有关标准和工程技术设计要求,保证工程制作质量和生产进度,特制订本指导书,作为企业标准试行。
本规定适用于企业钢网架、轻钢工程用钢材、焊接材料、连接用紧固标准件、金属压型板、涂料等产品采购及质量验收。
2、引用标准:2.1 GB50205-2001《钢结构工程施工质量验收规范》2.2 JG12-1999《钢网架检验及验收标准》2.3 GB2828《逐批检查计数抽样程序及抽样表》3、职责:3.1供应部负责按工程图纸要求并原则上向“合格供方”进行采购,并向供方索取所采购材料《质量证明书》且保证文件印记合法有效,所采购材料包装或捆扎货物单元完好,不得散包、混料,且保证产品标签、标志或挂吊牌字迹清晰、规范、完整,不得残缺致使标志变认不清更不得涂改。
3.2质保部凭供应部提交的有效《质量证明书》首先检查所有产品包装的完好性,标签或挂吊牌的完整性及标志文字的符合性。
3.3质保部对供应部采购的钢材、焊接材料、连接用紧固标准件金属压型板及防腐、防火涂装材料检验的主控项目,一般项目,检查数量及检验方法,按本指导书附录表(一)执行。
3.4附录表(一)中:凡带“☆”标志的强制性条款不合格项目一律不得二次抽样,拒收并退回供方。
其它项目不合格按JH/QP8.3-2002《不合格品控制程序》要求办理。
3.5凡附录表(一)未列项目如封板、锥头、套筒等产品质量验收,其抽样方案及合格质量水平按本指导书附录表(二)执行。
3.6建筑钢结构工程各种主要原材料、辅助材料必须执行相关国家标准及企业内控要求按本指导书附录表(三)执行。
3.7钢材采购质量是影响工程的关键,必须作为重点管理点严格控制,并按以下规定执行:a)供应部严格按JH/QP7.4-2001《采购控制程序》对“合格供方”进行评价。
b)质保部原则上每季度对合格供方提供主要钢材进行化学成份及机械性能的复验见证检验。
常用钢淬火参数表

AC1AC3(Acm)Ms130870±10水≥45732813380水指含5--10%的NaCl 235(甲)850±10水≥45730802355水指含5--10%的NaCl 340(甲)850±10水-油,三硝>50726790350水指含5--10%的NaCl 445(甲)840±10水-油,三硝>50724780340水指含5--10%的NaCl 550(甲)830±10水-油,三硝>50725760340水指含5--10%的NaCl 660820±10水-油,三硝>55727766水指含5--10%的NaCl 730Mn 870±10水-油>40734812340水指含5--10%的NaCl 840Mn 840±10水-油>50726790水指含5--10%的NaCl 950Mn 810±10水-油>50720760320水指含5--10%的NaCl 1030Mn2*840±10油>45718804340水指含5--10%的NaCl 1140Mn2*830±10水,碱,油>50713766340水指含5--10%的NaCl 1250Mn2*820±10油>50710760水指含5--11%的NaCl 1335SiMn*880±10水-油>50750830330水指含5--12%的NaCl 1442Mn2V 855±10油>50725770310水指含5--13%的NaCl 1530Cr 850±10水-油>40740815350水指含5--14%的NaCl 1640Cr 840±10油,碱,三硝>50743782335水指含5--15%的NaCl 1745Cr 830±10油,碱,三硝>50721771310水指含5--16%的NaCl 1850Cr 820±10油,碱,三硝>50721771250水指含5--17%的NaCl 1940CrSi*900±10油>50755850325水指含5--18%的NaCl 2030CrMn2*850±10油>45733780293水指含5--19%的NaCl 2140CrMn*830±10油>50730780350水指含5--20%的NaCl 2230CrMnSi 890±10油>45760830355水指含5--21%的NaCl 2335CrMnSiA 860±10油>50750830水指含5--22%的NaCl 2440CrV 860±10油>50755790218水指含5--23%的NaCl 2545CrV860±10油>50755790280水指含5--24%的NaCl备注常用钢淬火参数表临界点编号钢号加热温度℃冷却方式淬火后硬度HRC2650CrV860±10油,160℃硝盐>50752788300水指含5--25%的NaCl 2730CrMo860±10水,油>45757807345水指含5--26%的NaCl 2835CrMo860±10水,油>50755800271水指含5--27%的NaCl 2942CrMo840±10油>50730780360水指含5--28%的NaCl 3040CrMnMo850±10油>50735780246水指含5--29%的NaCl 3140CrNi*850±10油,热碱>50725780243水指含5--30%的NaCl 3237CrNi3A*840±10油>50710770310水指含5--31%的NaCl 3340CrNiMoA860±10油>50732774290水指含5--32%的NaCl 3435CrNiMoA870±10油>50730810320-340水指含5--32%的NaCl 3535CrNi3MoA860±10油>50720790290水指含5--32%的NaCl 3630Cr2MoV860±10油>45781833水指含5--32%的NaCl 3735CrMoV900±10油>45755835水指含5--32%的NaCl 3838CrSi*900±10油>50763810330水指含5--32%的NaCl 3940Cr2MoV860±10油>45水指含5--32%的NaCl 4038CrMoAlA940±10油>50800940360水指含5--32%的NaCl 4140B840±10油或热水>45730790水指含5--32%的NaCl 4245B820±10油或热水>45725770水指含5--32%的NaCl 4350B840±10油>45可作弹簧用4440MnB*840±10水-油>45730780水指含5--32%的NaCl 4540MnVB840±10油>45730774水指含5--32%的NaCl 4640CrB850±10油>45741777水指含5--32%的NaCl 4740CrMnMoVBA860±10油>45734792水指含5--32%的NaCl 4845CrNi*830±10油>50715760300水指含5--32%的NaCl 4950CrNi*820±10油>50735750水指含5--32%的NaCl 5065840±10油或水>60727752280弹簧钢5170810±10油或水>60730743弹簧钢5285800±10油或水>60723737230弹簧钢5360Mn820±10油>60727765270弹簧钢5465Mn820±10油>60726765270弹簧钢5555Si2Mn820±10油>55775840280弹簧钢5660Si2MnA860±10油>60755810305即60Si25750CrMn850±10油>60750775250水指含5--32%的NaCl 5850CrMnVA850±10油>55750787275水指含5--32%的NaCl 5950Si2CrV850±10油>50水指含5--32%的NaCl 6055Si2B860±10油>55水指含5--32%的NaCl 6165Sr2WA840±10油>50耐热弹簧钢6230W4Cr2VA1050-1100油>50耐热弹簧钢63GCr6810±10油>60725-750880192轴承钢64GCr9830±10油,150℃硝盐>60730887210轴承钢65GCr15840±10油,150℃硝盐>60745900240轴承钢66GCr9SiMn830±10油,150℃硝盐>60738775轴承钢67GCr15SiMn830±10油,160℃硝盐>60770872200轴承钢68CrMnSi830±10油>60工模具钢69CrWV960-1000油>62815180-190工模具钢70T7(A)800±10水-油>60730770工模具钢71T8(A)800±10水-油>60730240工模具钢72T10(A)780±10水-油>60730800170工模具钢73T12(A)780±10水-油>60730820200工模具钢749Mn2770±10水>60工模具钢759Mn2V800±10油>60740760220工模具钢76SiMn830±10水,油160℃硝盐>60760865240工模具钢77Cr2840±10油>60745900240工模具钢789Cr2Mo(W)880±10油>60轧辊,锉板材料,调质后工频淬火799CrSi850±10油>60770870155即CrSi806CrSi860±10油>55770835水指含5--32%的NaCl 814CrSi880±10油>55770860水指含5--32%的NaCl82Cr830±10油>60750-760900-920200-205水指含5--32%的NaCl 83SiCr840±10油>60水指含5--32%的NaCl 84CrMn850±10油,160℃硝盐>60740980240水指含5--32%的NaCl 85CrWMn850±10油,160℃硝盐>60750940255水指含5--32%的NaCl 86Cr12940-1050油,160℃硝盐>60800120070-2101000℃以下用于冷冲模87Cr12V1060-1090油,160℃硝盐>60810180水指含5--32%的NaCl 88Cr12MoV950-1040油,160℃硝盐>588101200185冷冲模用89Cr12MoV1050-1130油,160℃硝盐>458101200经540±10回火HRC>60 90Cr12Mo980-1050油,160℃硝盐>608101200230水指含5--32%的NaCl 91Cr12Mo1100-1150油,160℃硝盐>45经525±10二次回火HRC>60 92W780-800水>60740820水指含5--32%的NaCl 93W830±10油>60水指含5--32%的NaCl 94W2810±10水>60765水指含5--32%的NaCl 95W2850±10油>60水指含5--32%的NaCl 96CrW5810±10水>607601160水指含5--32%的NaCl 97CrW5850±10油,热碱>60水指含5--32%的NaCl 989CrWMn830±10油>60750-760950-970250水指含5--32%的NaCl 996SiMnV840±10油,热碱>55743768水指含5--32%的NaCl 1005SiMnMoV840-900油>55764788中型模用上限1015SiMnMoV840-900水>60中型模用上限1025CrMnMo840±10油>50740770225中型模用上限1035CrNiMo850±10油>50710770230中型模用上限1045CrNiSi840±10油>55760790中型模用上限1055CrNiW840±10油>50730780220中型模用上限1065CrNiTi840±10油>50730780230中型模用上限1075CrWMn830-860油>55730780中型模用上限1085CrW2Si860-890油>55755820270-295中型模用上限1096CrW2Si850-880油>55755810270中型模用上限1104CrW2Si860-900油>55780840315中型模用上限1113Cr2W81050-1120160℃硝盐油>458501100300-320水指含5--32%的NaCl 1123Cr2W8V1050-1120160℃硝盐油>45820-8301100340-370540-570℃回火HRC46-49 1137Cr3850±10油,热硝碱液>60770950185-240水指含5--32%的NaCl 1148Cr3850±10油,热硝碱液>60765水指含5--32%的NaCl 1153W4Cr2V1050-1100水>55水指含5--32%的NaCl 116120Cr4W2MoV980-1050空冷,穿风冷300℃分级>55795上限作热冲模淬火117W18Cr4V1260-1300空,油,分级等温>628201330225水指含5--32%的NaCl 118W9Cr4V21220-1260空,油,分级等温>62800-810200水指含5--32%的NaCl 119W12Cr4V41220-1240空,油,分级等温>62水指含5--32%的NaCl 120W12Cr4V4Mo1220-1260空,油,分级等温>62水指含5--32%的NaCl 121W6Mo5Cr4V21220-1240空,油,分级等温>62水指含5--32%的NaCl 122W6Mo5Cr4V31215-1225空,油,分级等温>62新钢种123W9Cr4V2Co101220-1260空,油,分级等温>62即P9K10¢124W10Cr4V5Co51220-1260空,油,分级等温>62170即P10K5¢5 1251Cr13980-1050油,空冷>55730850350不锈钢,耐热钢1262Cr13980-1050油,空冷>55820950不锈钢,耐热钢1273Cr13980-1050油,空冷>55820240不锈钢,耐热钢1284Cr131040-1070油,空冷>558201100270不锈钢,耐热钢1299Cr181000-1050油,分级>55830不锈钢,耐热钢130Cr181220-1240油>559001250不锈钢,耐热钢1314Cr9Si2退火950±10炉冷即Cr9Si21324Cr9Si2950-1070油>55900970水指含5--32%的NaCl 1334Cr10Si2Mo退火900±10炉冷水指含5--32%的NaCl 1344Cr10Si2Mo1100-1150油,空冷>55850950水指含5--32%的NaCl 135Cr17Ni2950-1040油>40810357水指含5--32%的NaCl 13615Cr/20Cr渗碳后790±10水-油>60735-735854-863水指含5--32%的NaCl 13715Cr/20Cr渗碳后830±10油>60735-766838-870水指含5--32%的NaCl13818CrMnTi 渗碳后860±10油>60740825150水指含5--32%的NaCl 850±10油>60710830水指含5--32%的NaCl 790±10油>60水指含5--32%的NaCl 14012CrNi2(A)渗碳后730±10油,硝盐>60732794二次淬火 温度14112Cr2Ni4(A)渗碳后780±10油,硝盐>60720780二次淬火 温度14218Cr2Ni4WA 渗碳后850±10空,油>60700810水指含5--32%的NaCl 14320MnTiB 渗碳后850±10油>60720843水指含5--32%的NaCl 14430CrMnTi 850±10油>55765790水指含5--32%的NaCl 1450CrMnTi 850±10油>50765820水指含5--32%的NaCl 146ZG35860±10水>45淬火前应先正火147ZG45840±10水>50即JI45148ZG53810±10水>50720750即JI53正火退火同温149ZGMn13920-1100水HB<200近200即JI13150Mn 850-860油430±10,HB>163水指含5--32%的NaCl 151Cr850±10油525-680回火HB229-321水指含5--32%的NaCl22CrMnMo 渗碳后139说明1:临界点的范围因奥氏体温度不同或实验的不同而有差异,故只能作近似值。
工装材料清单
工装材料清单工装是指在工作时穿着的服装,通常用于工业、建筑、机械等行业。
选择适合的工装材料对于工作的安全和舒适度至关重要。
以下是一份工装材料清单,帮助您选择合适的工装材料。
1. 面料。
工装的面料通常选择耐磨、耐撕裂的材料,以确保其耐用性。
常见的工装面料包括牛仔布、帆布、涤纶等。
牛仔布适合于需要更多保护的工作环境,而帆布则更适合于需要更多舒适度和透气性的工作环境。
2. 防护材料。
在某些工作环境下,工人需要额外的防护,比如防火、防水、防化学品等。
因此,选择具有防护功能的材料非常重要。
例如,防火工装通常采用阻燃材料,防水工装则需要使用防水涂层或材料,而防化学品工装则需要选择耐化学腐蚀的材料。
3. 舒适度材料。
工作时的舒适度也是选择工装材料时需要考虑的因素之一。
适当的弹性、透气性和吸湿排汗功能可以提高工人的舒适度,减少劳累感。
因此,选择具有这些特性的材料非常重要。
4. 可持久性材料。
工装需要经受长时间的使用和洗涤,因此选择具有良好耐久性的材料也是至关重要的。
在选择工装材料时,需要考虑其耐洗涤、耐磨损和色牢度等指标,以确保工装的使用寿命和外观。
5. 轻量化材料。
随着工业技术的不断发展,轻量化材料在工装中的应用也越来越普遍。
轻量化材料可以减轻工人的负担,提高工作效率,并且更适合于一些需要更多活动自如的工作环境。
总结。
选择合适的工装材料对于工作环境中的安全和舒适度至关重要。
面料、防护材料、舒适度材料、可持久性材料和轻量化材料是选择工装材料时需要考虑的主要因素。
希望以上工装材料清单能够帮助您选择合适的工装材料,提高工作效率和舒适度。
3_热处理常见尺寸淬火件留量参考

新科公司
热处理常见尺寸淬火件留量参考
SAE INTERNAL USE ONLY
Notes:
《工程技术手册》第1页, 共1页
1、以上参数适用材质:440C、S136、XW-41、DF-
2、A2、A6、17-4PH、(45#除外)。
2、棒料全部为汽淬,板料为汽淬或油淬.
3、以上为常用材料常见基本尺寸区间淬火余量参考.原则上零件a、b、t的尺寸愈大 变形量越大;而s、d的尺寸愈大变形量越小;零件结构厚薄相差越大、几何结构越 不对称变形也会愈大;具体执行时应根据零件的具体结构、实际情况结合热处理 工艺适当增减(盘盖类零件参照板料选取)。
其余尺寸较大件应根据实际情况选取
4、所有余量均指单边余量。
热处理常见尺寸淬火件留量参考
19 of 59。