刀具耗损统计表
合集下载
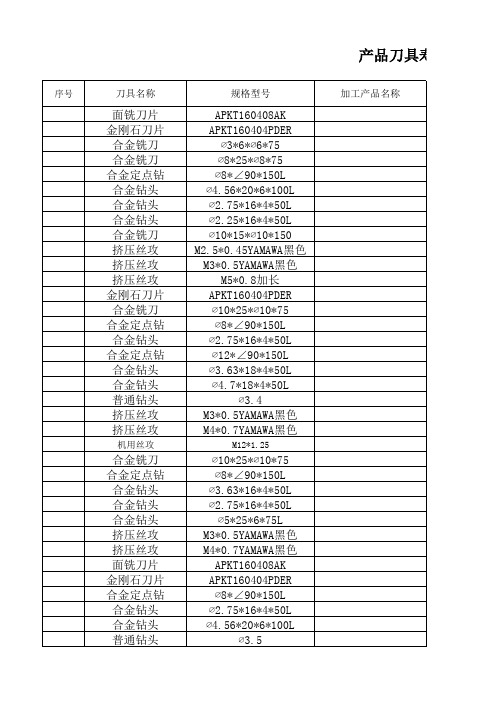
刀具寿命统计表
∅3.4 M3*0.5YAMAWA黑色 M4*0.7YAMAWA黑色
M12*1.25
∅10*25*∅10*75 ∅8*∠90*150L ∅3.63*16*4*50L ∅2.75*16*4*50L ∅5*25*6*75L M3*0.5YAMAWA黑色 M4*0.7YAMAWA黑色 APKT160408AK APKT160404PDER ∅8*∠90*150L ∅2.75*16*4*50L ∅4.56*20*6*100L
合金钻头 合金钻头 合金钻头 挤压丝攻 挤压丝攻 面铣刀片 金刚石刀片 合金定点钻 合金钻头 合金钻头 普通钻头
APKT160408AK APKT160404PDER
∅3*6*∅6*75 ∅8*25*∅8*75 ∅8*∠90*150L ∅4.56*20*6*100L ∅2.75*16*4*50L ∅2.25*16*4*50L ∅10*15*∅10*150 M2.5*0.45YAMAWA黑色 M3*0.5YAMAWA黑色 M5*0.8加长 APKT160404PDER ∅10*25*∅10*75 ∅8*∠90*150L ∅2.75*16*4*50L ∅12*∠90*150L ∅3.63*18*4*50L ∅4.7*18*4*50L
版本号:A-0 ;表单编号:
数据来源
备注
现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表
M12*1.25
∅10*25*∅10*75 ∅8*∠90*150L ∅3.63*16*4*50L ∅2.75*16*4*50L ∅5*25*6*75L M3*0.5YAMAWA黑色 M4*0.7YAMAWA黑色 APKT160408AK APKT160404PDER ∅8*∠90*150L ∅2.75*16*4*50L ∅4.56*20*6*100L
合金钻头 合金钻头 合金钻头 挤压丝攻 挤压丝攻 面铣刀片 金刚石刀片 合金定点钻 合金钻头 合金钻头 普通钻头
APKT160408AK APKT160404PDER
∅3*6*∅6*75 ∅8*25*∅8*75 ∅8*∠90*150L ∅4.56*20*6*100L ∅2.75*16*4*50L ∅2.25*16*4*50L ∅10*15*∅10*150 M2.5*0.45YAMAWA黑色 M3*0.5YAMAWA黑色 M5*0.8加长 APKT160404PDER ∅10*25*∅10*75 ∅8*∠90*150L ∅2.75*16*4*50L ∅12*∠90*150L ∅3.63*18*4*50L ∅4.7*18*4*50L
版本号:A-0 ;表单编号:
数据来源
备注
现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表
机加工车间刀片使用寿命统计表(最新)

6
集团
制动鼓
3300-00402
立车
二序 三序
加工中心
四序 一序
7
富华
制动鼓
3602S1
立车
二序 三序
加工中心
四序 一序
8
印度
制动鼓
F1860822
立车
二序 三序
加工中心
四序 一序
9
美驰
制动鼓
123219
立车
二序 三序
加工中心
四序 一序
立车 汉德 制动鼓 0232
二序 三序
汉德
制动鼓
0232
加工中心
备注
6 6 4 4 4 8 6 6 6 4 4 4 8 6 6 6 4 4 4 8 4 6 6 6 4 4 4 8 6 6 6 4 4 4 8 4 6 6
108 180 180 400 300 280 192 210 600 180 340 320 280 180 192 600 188 300 180 320 400 150 162 600 160 100 272 400 150 60 600 160 280 120 320 160 0 150 300四序 四序1 2制动鼓钻孔 制动鼓攻丝
U钻刀片SPMG07T308
1400-1500
140-150
30
可用刀尖 合计单片加 数量 工件数 4 4 8 4 6 6 4 4 4 8 6 6 6 6 4 1 4 4 8 6 6 6 4 4 8 8 6 6 6 4 4 4 8 6 120 68 360 280 84 300 100 280 224 280 240 540 60 600 140 200 340 280 320 210 180 600 240 400 640 640 120 168 2400 300 300 200 240 150
刀具寿命记录表
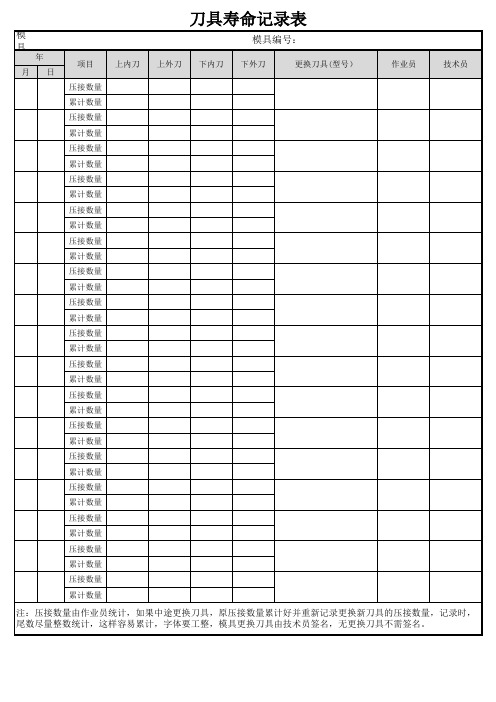
累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量
累计数量 压接数量 累计数量 压接数量 累计数量
注:压接数量由作业员统计,如果中途更换刀具,原压接数量累计好并重新记录更换新刀具的压接数量,记录时, 尾数尽量整数统计,这样容易累计,字体要工整,模具更换刀具由技术员签名,无更换刀具不需签名。
模 具
年
月日
项目
压接数量 累计数量 压接数量
上内刀
刀具寿命记录表
模具编号:
上外刀 下内刀 下外刀
更换刀具(型号)
作业员
技术员Βιβλιοθήκη 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量
压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量 累计数量 压接数量
刀具使用寿命管控表

3当使用刀具达到预设的使用寿命后检查刀具的使用状态仍在属于正常时须对该刀具生产中的产品每1小时进行一次检查控制
刀 具 使 用 寿 命 管 控 表 年
规格 刀具编号 类别 产品 材质
月
备注 记录人
工作时间统计(单位:小时) 合计 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
备注:1)具体控制要求参照《刀具控制管理规定》; 2)常用刀具的使用寿命表(表一): 3)当使用刀具达到预设的使用寿命后,检查刀具的使用状态仍在属于正常时,须对该刀具生产中的产品每1小时进行一次检查控制。 4)
表一
审核:
日期:
PD-F-12 A0
刀 具 使 用 寿 命 管 控 表 年
规格 刀具编号 类别 产品 材质
月
备注 记录人
工作时间统计(单位:小时) 合计 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
备注:1)具体控制要求参照《刀具控制管理规定》; 2)常用刀具的使用寿命表(表一): 3)当使用刀具达到预设的使用寿命后,检查刀具的使用状态仍在属于正常时,须对该刀具生产中的产品每1小时进行一次检查控制。 4)
表一
审核:
日期:
PD-F-12 A0
6月份刀具报废分析表--新版 - 副本

F.刀具避空长度不够 G.刀具装夹长度不足
料:H.工件余量较大
I.工件硬度较大
法:J.加工工艺不合理(CAM/加工) K.刀具选择不合理(CAM/加工)
L.加工路径不合理(CAM) M.加工参数不合理(CAM)
N.程式时间分段不合理(CAM) O.CAM程式错误
2
200%
MP523公模右加工
1
100%
MP523母模右加工
1
100%
2
200%
MP523母模右加工
2
200%
MP523母模右加工
1
J71F502公模斜顶形状加工
1
100%
MP523公模左加工
3
300%
MP523公模左加工
1
100%
MP523母模右加工
1
100%
MP523公模左加工
1
100%
1
1
MP523公模左加工
刀具报废清单
序号 日期
品名
规格
1 6月1日 EPBT2100
R5
2 6月1日 EPBT2100
R5
3 6月1日 EPBT2060
R3
4 6月1日 EPDRE2007-6-01-ATH D0.7R0.1*6
5 6月1日 EPDBE2006-2-ATH
R0.3
6 6月1日 CC7.0
¢7铰刀
7 6月1日 HGORH4060-05-TH
R5
1
68 6月26日 牛鼻刀D10R2
D10R2石墨刀具
1
69 6月26日 国产牛鼻刀
D10R2
1
70 6月26日 CD-Q(LH) 3*90°
刀具寿命统计表
驟 1/30 1/50 1/10 1/15 1/300 1/20 1/20 1/150 1/5 /100 1/150 1/20 1/20 1/5 1/30 1/30 1/10 1/10 1/30 1/10 1/15 1/10 1/6
(銑)A 第二步驟
(銑) A 第 三 步 驟
銑B
側孔
R9.525球刀 星榮祥(替換式刀片) R2球刀 宬宇(DHF)UBX0402 6*R1.5圓鼻銑刀 聯企(RE3514106015R) 4MM立銑刀 聯昕(鎢鋼LSH)3刃同徑Sfire 3.7*60度成形刀 宬宇(成形刀) 3*10度成形刀 聯企(TE351210301000) 3MM立銑刀 聯昕(鎢鋼LSH)3刃同徑Sfire R1.5*10度圓角成形刀 宬宇(08082201) 1.5MM立銑刀 聯昕(鎢鋼LSH)2刃3mm徑Sfire 3定點鑽 聯昕(鎢鋼LSH)同柄徑 1MM鑽頭 聯昕(VKSPDS)同柄徑 3*R1長柄圓鼻刀 聯企(RS3532103010R) R1球刀 宬宇(DHF)UBX0202 1MM立銑刀 聯昕(鎢鋼LSH)2刃3mm徑Sfire 2.1MM鑽頭 聯昕(VKSPDS)同柄徑 M2.5*0.45絲攻 聯昕(EX-SUS-SFT)螺旋絲攻 6*R1.5圓鼻銑刀 聯企(RE3514106015R) 8*R2.0圓鼻銑刀 聯企(RE3514108020R) 3.0MM定點鑽 聯昕(鎢鋼LSH)同柄徑 1.5MM鑽頭 聯昕(VKSPDM)同柄徑 3.0MM鑽頭 聯昕(VKSPDS)同柄徑 3.3MM立銑刀 聯昕(鎢鋼LSH)3刃4mm徑Sfire 1.6MM立銑刀 聯企(AN3502101614)
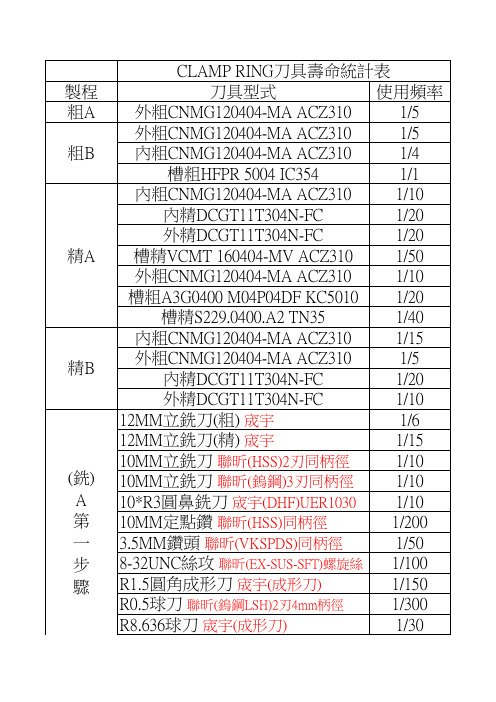
製程 粗A 粗B
精A
精B
(銑) A 第 一 步 驟
CLAMP RING刀具壽命統計表 刀具型式 使用頻率 外粗CNMG120404-MA ACZ310 1/5 外粗CNMG120404-MA ACZ310 1/5 內粗CNMG120404-MA ACZ310 1/4 槽粗HFPR 5004 IC354 1/1 內粗CNMG120404-MA ACZ310 1/10 內精DCGT11T304N-FC 1/20 外精DCGT11T304N-FC 1/20 槽精VCMT 160404-MV ACZ310 1/50 外粗CNMG120404-MA ACZ310 1/10 槽粗A3G0400 M04P04DF KC5010 1/20 槽精S229.0400.A2 TN35 1/40 內粗CNMG120404-MA ACZ310 1/15 外粗CNMG120404-MA ACZ310 1/5 內精DCGT11T304N-FC 1/20 外精DCGT11T304N-FC 1/10 12MM立銑刀(粗) 宬宇(DHF)UEW1203 1/6 12MM立銑刀(精) 宬宇(DHF)UEW1203 1/15 1/10 10MM立銑刀 聯昕(HSS)2刃同柄徑 1/10 10MM立銑刀 聯昕(鎢鋼)3刃同柄徑 1/10 10*R3圓鼻銑刀 宬宇(DHF)UER1030 1/200 10MM定點鑽 聯昕(HSS)同柄徑 1/50 3.5MM鑽頭 聯昕(VKSPDS)同柄徑 8-32UNC絲攻 聯昕(EX-SUS-SFT)螺旋絲攻 1/100 1/150 R1.5圓角成形刀 宬宇(成形刀) R0.5球刀 聯昕(鎢鋼LSH)2刃4mm柄徑Sfire 1/300 1/30 R8.636球刀 宬宇(成形刀)
269-刀具寿命记录追踪表

(
)
刀具名称:
刀杆规格:
刀具规格:
刀片刃 数
:_____
设定 值:____
X:____
(
)
刀具名称:
刀杆规格:
刀具规格:
刀片刃 数
:_____
设定 值:____
X:____
(
)
刀具名称:
刀杆规格:
刀具规格:
刀片刃 数
:_____
设定 值:____
X:____
(
)
刀具名称:
刀杆规格:
刀具规格:
刀片刃 数
换线若用旧刀片时,需记录为旧刀片。
4)本表归档前由技术组长统计X:____(刀具平均寿命). 5)正本:技术课长(保管三个月,不含当月).
技术课长:_________________
技术组长:_________________
QF-269(H)
:_____
设定 值:____
X:____
说明: 1)本表务必随机挂上,且由换线者、换刀者负责填写清楚更换记录(增加刀具流水号)。
2)刀具寿命有异常,无法达到BOM上设定值时,技术员/刀具管理员需开出QF-350<<刀具异常通知单>>, 由技术课组长/课长协助解决。
3)刀具名称与规格之内容:程序中刀具号码、刀具名称、刀杆/刀具规格。刀片每次换刃必须得登记,
电脑品号:
材质:
刀具名称与规格 寿命
(
)
刀具名称:
刀杆规格:
刀具规格:
刀片刃 数
:_____
设定 值:____
X:____
XXXXXXXXXXX有限公司
刀具寿命记录追踪表