数控车实操考试试题图纸
数控车工技师高级技师实操图纸一
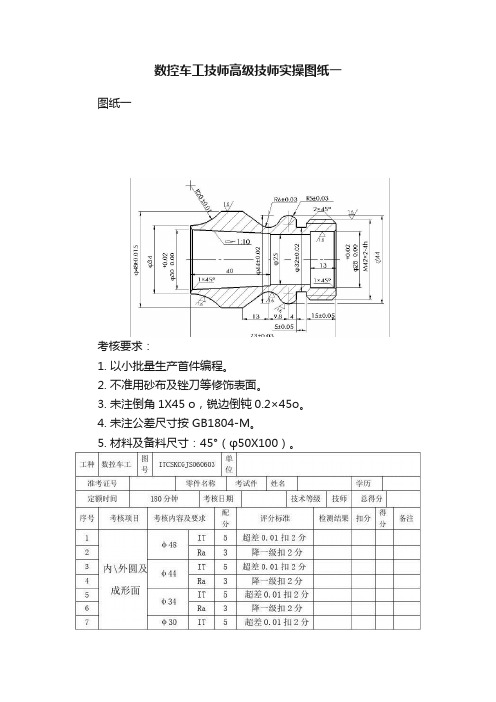
数控车工技师高级技师实操图纸一图纸一考核要求:1. 以小批量生产首件编程。
2. 不准用砂布及锉刀等修饰表面。
3. 未注倒角1X45 o,锐边倒钝0.2×45o。
4. 未注公差尺寸按 GB1804-M。
5. 材料及备料尺寸:45°(φ50X100)。
3、技能练习题一毛坯图(材质:45号钢)4、工、量具清单刀具清单量具清单5、参考工艺⑴.设坐标原点。
⑵.钻孔为φ22,调用镗孔刀,用G71、G70指令粗、精车出1:10锥度、φ25内孔,并控制尺寸精度。
⑶.调用外圆尖刀,用G73、G70指令粗、精车出R40、R6、R5圆弧面、φ48外圆、锥度,并控制尺寸精度。
⑷.返回原点,换回粗车外圆车刀,消除刀补。
⑸.掉头,用变径套φ48夹住φ48外圆车另一头并控制工件总长。
⑹.设坐标原点。
⑺.钻孔为φ25,调用镗孔刀,用G71、G70指令粗、精车出φ28内孔、倒角,并控制尺寸精度。
⑻.调用外圆尖刀,用G71、G70指令粗、精车出螺纹表面,并控制尺寸精度。
⑼.调用切槽刀,用单段指令,把φ32槽车出后,倒角。
⑽.调用螺纹车刀,利用G76指令,将M42的螺纹车出。
⑾.返回原点,换回粗车外圆车刀,消除刀补。
⑿.结束程序。
6、注意事项⑴.一切操作必须听从工作人员的统一指挥。
⑵.按规定穿工作服,并准备规定的防护用具。
⑶.保证自备的仪器、工、量具齐备良好。
⑷.严格按照操作规程和安全规程操作。
⑸.发生事故时,要沉着、积极配合工作人员处理。
数控车床实操技能比赛中级
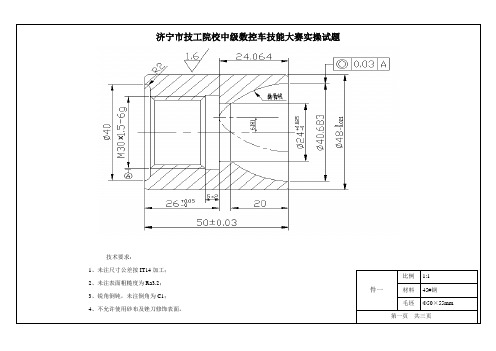
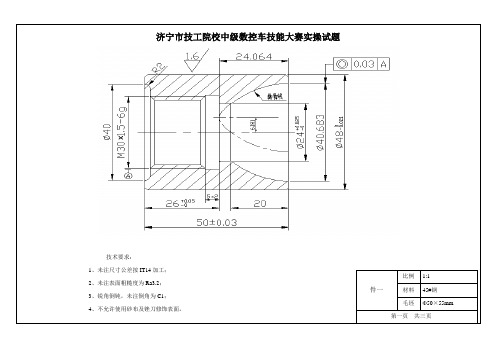
济宁市技工院校中级数控车技能大赛实操试题技术要求:1、未注尺寸公差按IT14加工;2、未注表面粗糙度为Ra3.2;3、锐角倒钝,未注倒角为C1;4、不允许使用砂布及锉刀修饰表面。
件一比例1:1材料45#钢毛坯Φ50×55mm 第一页共三页济宁市技工院校中级数控车技能大赛实操试题(A卷)技术要求:1、未注尺寸公差按IT14加工;2、未注表面粗糙度为Ra3.2;3、锐角倒钝,未注倒角为C1;4、不允许使用砂布及锉刀修饰表面。
件二比例1:1材料45#钢毛坯Φ50×105mm 第二页共三页济宁市技工院校中级数控车技能大赛实操试题配合图比例1:1材料45#钢毛坯第三页共三页评分标准考件编号: 姓名: 准考证号:单位:试题编号操作时间360min 总分序号项目考核内容及要求配分评分标准检测结果扣分得分备注1件一外圆Φ480-0.021IT 3 超0.01mm扣1分,2 Ra 0.5 降级不得分3内孔Φ24+00.025IT 3 超0.01mm扣1分,4 Ra 0.5 降级不得分5Φ40IT 1 超0.02mm扣1分,Ra 0.5 降级不得分6长度50±0.03 IT 3 超0.02mm扣1分,7 26+00.05IT 3 超0.02mm扣1分,8 20 IT 1 超差不得分9 圆弧R2IT 0.5 样板检测,不符不得分10 Ra 0.5 降级不得分11抛物线IT 8 样板检测,不符不得分12 Ra 1 降级不得分13螺纹M30×1.5IT 5 螺纹环规检测,不合格不得分14 Ra 1 降级不得分15 槽5×2 IT 1 超差不得分16 倒角4处 2 漏倒或超差不得分17件二外圆Φ480-0.021IT 3 超0.01mm扣1分,18 Ra 0.5 降级不得分19Φ400-0.021IT 3 超0.01mm扣1分,20 Ra 0.5 降级不得分21Φ240-0.021IT 3 超0.01mm扣1分,22 Ra 0.5 降级不得分23Φ240-0.021IT 3 超0.01mm扣1分,24 Ra 0.5 降级不得分25Φ160-0.05IT 3 超0.01mm扣1分,26 Ra 0.5 降级不得分27 Φ41.308IT 1 超差不得分28 103±0.05 IT 3 超0.02mm扣1分,29长度27±0.03 IT 3 超0.02mm扣1分,30 15±0.1 IT 3 超差不得分31 10 IT 1 超差不得分32 4 IT 1 超差不得分33 8 IT 1 超差不得分34 3 IT 1 超差不得分35 抛物线IT 8 样板检测,不符不得分36 Ra 1 降级不得分37 圆弧R10IT 2 样板检测,不符不得分38 Ra 1 降级不得分39 螺纹M30×1.5IT 5 螺纹环规检测,不合格不得分40 Ra 1 降级不得分41 槽5×2 IT 1 超差不得分42 倒角6处 3 漏倒或超差不得分43配合129±0.05 IT 4超0.01mm扣1分,超0.03mm不得分44 3±0.03 IT 4 超0.01mm扣1分,超0.03mm不得分45 13±0.05 IT 4 超0.01mm扣1分,超0.03mm不得分46 安全文明生产1、遵守机床安全操作规程2、刀具、工具、量具放置规范,设备保养、场地清洁酌情扣1~5分47工艺合理1、工件定位、加紧及刀具选择合理2、工顺序及刀具轨迹路线合理酌情扣1~5分48程序编制1、指令正确,程序完整2、数值计算正确、程序编写表现出一定的技巧,简化计算及加工程序3、刀具补偿功能运用正确、合理,切削参数、坐标系选择正确、合理酌情扣1~5分49其他项目发生重大事故(人身和设备安全事故)、严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操竞赛资格记录员监考人检验员济宁市技工院校中级数控车技能大赛准备通知单一、考场准备1、毛坯材料:45#棒料Ф50×55mm Ф50×105mm2、设备及附具。
数控车初级实操排版

得分
备注
IT
Ra
IT
Ra
1
外圆及成型面
Φ320-0.03
10
4
超差0.01mm扣0.5分
2
Φ16
6
4
超差0.01mm扣0.5分
3
Φ48
6
4
超差0.01mm扣0.5分
4
Φ60
5
3
超差0.01mm扣0.5分
5
R10
5
2
超差0.01mm扣0.5分
6
R8
3
2
超差0.02mm扣0.5分7Βιβλιοθήκη 110+0.1-0.5
行业:机械工种:数控车工初级考试时间:150分钟
技术要求:
1、小批量生产条件编程
2、不允许使用纱布和锉刀修整,尖角倒钝。
3、未注倒角1X45°,其余表面粗糙度Ra3.2
4、未注公差按GB1804—M选择
5、材料45#
6、毛坯:Φ65Χ113
姓名
准考证号
总分
工件编号
单位
序号
考核项目
考核内容
配分
评分标准
5
超差0.01mm扣0.5分
8
长度
24+0.10
5
超差0.01mm扣0.5分
9
20+0.1-0
5
超差0.01mm扣0.5分
10
8
5
超差0.01mm扣0.5分
11
倒角2处
每处3分
超差0.3mm不得分
12
安全(10分)
其他项目
(10分)
按有关规定每违反一想从总分中扣除1分,发生重大事故取消考试
监考人
检验员
数控车技能实操试题
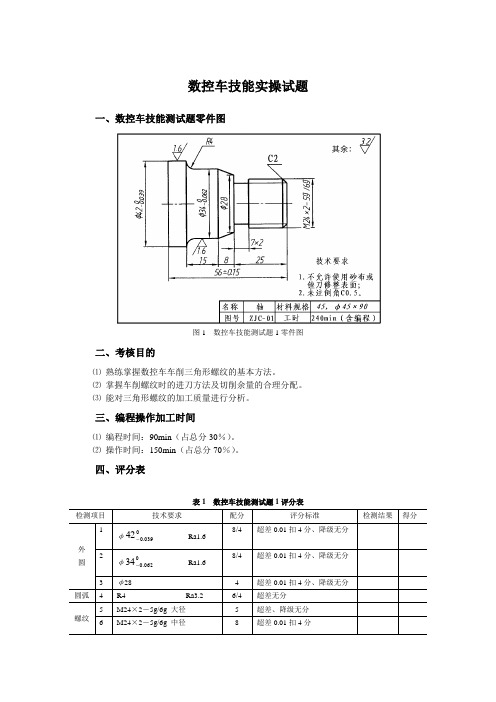
一、数控车技能测试题零件图
图1数控车技能测试题1零件图
二、考核目的
⑴熟练掌握数控车车削三角形螺纹的基本方法。
⑵掌握车削螺纹时的进刀方法及切削余量的合理分配。
⑶能对三角形螺纹的加工质量进行分析。
三、编程操作加工时间
⑴编程时间:90min(占总分30%)。
⑵操作时间:150min(占总分70%)。
0~150mm
1
4
螺纹千分尺
0~25mm
1
5
半径规
R1~R6.5
1
6
刀具
端面车刀
1
7
外圆车刀
2
8
螺纹车刀60°
1
9
切断车刀
1
宽4~5mm,长23mm
10
其它辅具
1.垫刀片若干、油石等
11
2.铜皮(厚0.2mm,宽25mm×长60mm)
12
3.其它车工常用辅具
13
材料
45钢φ45×90一段
14
数控车床
6
M24×2-5g/6g中径
8
超差0.01扣4分
7
M24×2-5g/6g两侧Ra3.2
8
降级无分
8
M24×2-5g/6g牙形角
5
不符无分
沟槽
9
7×2两侧Ra3.2
6/4
超差、降级无分
长度
10
56±0.15两侧Ra3.2
5/2
超差、降级无分
11
25
5
超差无分
12
15
5
超差无分
13
8
5
超差无分
倒角
14
C2
数控车工实操考试试题

数控车工实操考试试题一
一、本题分值:100分,60分合格;
二、考核时间:180 分钟;
三、具体考核要求:按工件图样完成加工操作
数控车工实操试题零件图
四、评分表
数控车工实操考试评分表
五、工、量、刃具准备通知单
数控车工实操试题工、量、刃具准备通知单
数控车工实操考试试题二
一、本题分值:100分,60分为合格;
二、考核时间:180 分钟;
三、具体考核要求:按工件图样完成加工操作
数控车工实操试题零件图
四、数控车工实操考试评分表
五、数控车工实操试题工、量、刃具准备通知单
数控车工实操考试试题三
一、本题分值:100分,60分合格;
二、考核时间:180 分钟;
三、具体考核要求:按工件图样完成加工操作
数控车工实操试题零件图
四、评分表
数控车工实操考试评分表
五、工、量、刃具准备通知单
数控车工实操试题工、量、刃具准备通知单。
数控车床实操技能比赛中级
济宁市技工院校中级数控车技能大赛实操试题
技术要求:
1、未注尺寸公差按IT14加工;
2、未注表面粗糙度为Ra3.2;
3、锐角倒钝,未注倒角为C1;
4、不允许使用砂布及锉刀修饰表面。
件一
比例1:1
材料45#钢
毛坯Φ50×55mm 第一页共三页
济宁市技工院校中级数控车技能大赛实操试题(A卷)
技术要求:
1、未注尺寸公差按IT14加工;
2、未注表面粗糙度为Ra3.2;
3、锐角倒钝,未注倒角为C1;
4、不允许使用砂布及锉刀修饰表面。
件二
比例1:1
材料45#钢
毛坯Φ50×105mm 第二页共三页
济宁市技工院校中级数控车技能大赛实操试题
配合图
比例1:1
材料45#钢
毛坯
第三页共三页
评分标准
考件编号: 姓名: 准考证号:单位:
济宁市技工院校中级数控车技能大赛
准备通知单
一、考场准备
1、毛坯材料:45#棒料Ф50×55mm Ф50×105mm
2、设备及附具。
3、考试试间:180分钟
二、工具准备。
数控车技能竞赛实操训练图纸集

技术要求:
1.螺纹处倒角为2mm,其他未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料图号:01
15 其他项目
(5分)
①未注尺寸公差按照GB1804-92M。
②工件必须完整,考件局部无缺陷(夹伤等)。
③扣分不超过5分。
16 加工时间定额时间:180分钟。
到时间停止加工。
记录员监考人检验员考评人
技术要求:
注:1、成绩相同者,按完成时间先后排序
技术要求:
1.螺纹处倒角为2mm,其他未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料
图号:03 1:1 1 45
日期
职院数控车竞赛训练试题(3)
评分
技术要求:
1.螺纹处倒角为2mm,其他未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件
比例数量材料
图号:04 1:1 1 45
日期
职院数控车竞赛训练试题(4)
评分
注:1、成绩相同者,按完成时间先后排序。
《数控车工》三级操作图纸

《数控车工》三级操作图纸
《数控车工》(三级)
试题单
试题代码:
试题名称:加工配合件(外圆车刀、外螺纹车刀、镗孔刀)(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控车床(FANUC或SIEMENS)。
(2)外圆车刀、镗孔刀、外螺纹车刀、外径千分尺、游标卡尺等工量具;(3)零件图纸(图号);
2、操作内容
(1)根据零件图纸(图号)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
《数控车工》(三级)
试题单
试题代码:
试题名称:加工配合件(左偏刀、右偏刀、镗孔刀)(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控车床(FANUC或SIEMENS)。
(2)外圆车刀、镗孔刀、外径千分尺、游标卡尺等工量具;(3)零件图纸(图号);
2、操作内容
(1)根据零件图纸(图号)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
数控车比赛图纸(共7套)

数车实操题
抛物线方程:
技术要求
1.锐边倒角C0.3
2.涂色锥面接触面不小于50%
3.圆锥与圆弧过渡光滑
4.未注尺寸公差按GB/T1804-m加工检验
技术要求:1.锐边去毛刺
2.未注倒角C1
3.圆弧过渡光滑
4.未注尺寸公差按GB/T1804-m加工检验
(件1)
其余
(件2)
技术要求
1.件1对件2锥体部分涂色检验,接触面积>60%
2.外锐边及孔口锐边去毛刺
3.不允许使用砂布抛光。
其余
(件3)
技术要求
1.件1对件2锥体部分涂色检验,接触面积>60%
2.外锐边及孔口锐边去毛刺
3.不允许使用砂布抛光。
(件1)
其余
技术要求
1.件3与件1和件2端面间隙小于0.05mm
2.外锐边及孔口锐边去毛刺
3.锥面接触面积大于60%
其余
)
(件3
技术要求
1.件3与件1和件2端面间隙小于0.05mm
2.外锐边及孔口锐边去毛刺
3.锥面接触面积大于60%
(件1)
其余(件2)
技术要求
1.外锐边及孔口锐边去毛刺2.锥面接触面积大于60%
(件1)
其余(件2)
其余
(件3)
技术要求
1.锐边去毛倒棱,未注倒角C1
2.件3圆弧与件2配作
3.件2锥面与件1配作
技术要求:
1.螺纹配合松紧适中。
2.涂色法检查接触精度,接触面积大于60%。
其余
技术要求
1.外锐边及孔口锐边去毛刺
2.不允许使用砂布抛光。
《数控车工》三级操作图纸
《数控车工》(三级)
试题单
试题代码:2.1.1
试题名称:加工配合件(外圆车刀、外螺纹车刀、镗孔刀)(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控车床(FANUC或SIEMENS)。
(2)外圆车刀、镗孔刀、外螺纹车刀、外径千分尺、游标卡尺等工量具;(3)零件图纸(图号2.1.1);
2、操作内容
(1)根据零件图纸(图号2.1.1)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.1.1)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
《数控车工》(三级)
试题单
试题代码:2.2.1
试题名称:加工配合件(左偏刀、右偏刀、镗孔刀)(一)
考生姓名:准考证号:
考核时间:240min
1、操作条件
(1)数控车床(FANUC或SIEMENS)。
(2)外圆车刀、镗孔刀、外径千分尺、游标卡尺等工量具;(3)零件图纸(图号2.2.1);
2、操作内容
(1)根据零件图纸(图号2.2.1)完成零件加工。
(2)零件尺寸自检;
(3)文明生产和机床清洁。
3、操作要求
(1)按零件图纸(图号2.2.1)完成零件加工。
(2)文明生产和机床清洁。
(3)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
中级数控实操试题

第十一章中级工实操试题课题一中级工实操试题1一、零件图中级工实操试题1零件图如图11-1所示。
图11-1 中级工实操试题1零件图二、工艺准备本例采用FANUC 0i系统CK6150数控车床手动三爪自定心卡盘加工,量具有游标卡尺0~150mm 0.02、深度尺0~200mm 0.02、千分尺25~50mm 0.01,刀具有93°机夹偏刀。
三、工艺分析本例比较简单,加工分为两道工序进行即可。
工序一:三爪卡盘夹住Ф80的毛坯外圆,用93°机夹偏听偏信刀加工右端所有尺寸。
工序二:三爪卡盘夹住Ф45的外圆,用93°机夹刀偏刀加工左端面至长度82.5和外甥外径Ф5尺寸。
四、加工参考程序O0001;加工右端程序名M03 S800 T0101; 93°机夹刀偏刀(刀尖半径0.4mm,刀具类型3)G00 X82.0 Z0.0;G01 X-2.0 F0.2;加工端面G00 Z2.0;X82.0;G71 U2.5 R1.0;粗加工循环G71 P1 Q2 U0.2 W0.1;N1 G00 G42 X25.0;G01 Z1.0;X30 Z-1.5;Z-15.0;G03 X45.0 Z-22.5 R7.5;G01 Z-37.5;X60.0;X75.0 Z-52.5;X80.0;N2 G40 X82.0;G70 P1 Q2 S1000;精加工循环G00 X200.0; 退刀Z200.0;M30;程序结束%O0002;M03 S800 T0101; 93°机夹刀偏刀(刀尖半径0.4mm,刀具类型3) G00 X82.0 Z0.0;G01 X-2.0 F0.2;G00 Z2.0;X82.0G90 X76.0 Z-32.0;X75.0;G00 X200.0;Z200.0;M30;%五、实物图中级工实操试题1实体图如图11-2所示。
图11-2 中级工实操试题1实体题课题二中级工实操试题2一、零件图中级工实操试题2零件图如图11-3所示。
数控车中级技能证实操图1
2
量具的正确使用
2
3
刃具的合理使用
2
4
设备正确操作和维护保养
4
合计
10
(3)工序制定及编程评分表
序号
项目
考核内容
配分
实际情况
得分
1
工序制定
工序制定合理,选择刀具正确
10
2
指令应用
指令应用合理、得当、正确
15
3
程序格式
程序格式正确,符合工艺要求
15
合计
40
(4)工件质量评分表
序号
项目
考核内容
配分
检测
结果
得分
IT
Ra
1
外圆
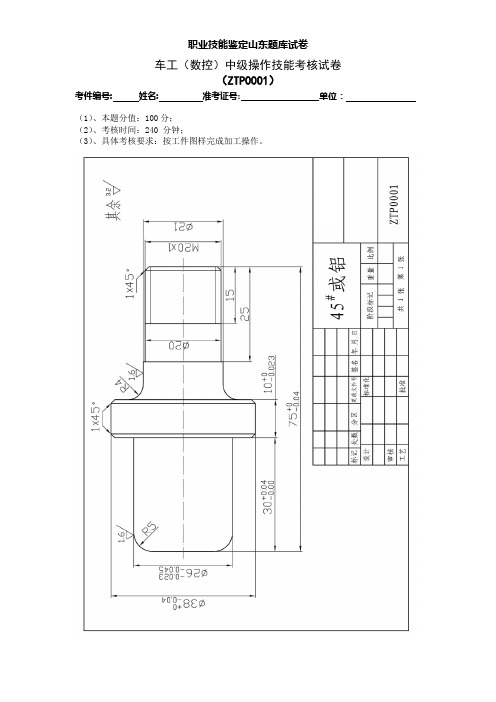
φ38
6
2
φ26
Ra1.6
6
2
3
φ21
Ra1.6
3
2
4
螺纹
M20×1
4
5
圆角
R5.0
2
6
R4.0
Ra1.6
2
2
7
长度
30
6
8
10
6
9
75
6
10
倒角
3-1×45°
3
合计
评分人:年月日核分人:年月日
(1)材料准备
名称
规格
数量
要求
45#钢或铝
φ40×78
1根/每位考生
(2)设备准备
名称
(1)、本题分值:100分;
(2)、考核时间:240 分钟;
(3)、具体考核要求:按工件图样完成加工操作。
(1)操作技能考核总成绩表
序号
项目名称
配分
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
……考 ……生 ……答 ……题 ……不 ……准 ………超 ……过 ……此 ……线
高职数控技术专业
数控车能力模块抽测试卷 60
注意事 项
1. 请在试卷的标封处填写您的所在学校名称、姓名和准考证号
2. 考试时间为 180分钟
一、数控车床操作主要工具、量具、刀具准备清单
名称 规格(mm) 数量 名称 规格(mm) 数量紫铜棒 ¢30×150 mm 1 螺纹环规 M30×2-6g 1 硬爪 与机床配套 1 副 游标卡尺 0~150 mm(精度 0.02) 1 紫铜皮 0.1mm, 0.2mm 若干 深度千分尺 0~25 mm 1 刷子 2 寸 1 外径千分尺 0~25 mm 1 抹布 棉质 若干 外径千分尺 25~50 mm 1
机床操作工具 卡盘扳手,加力
杆,刀架扳手
一套 内径百分表 18~35 mm 1
铁屑清理工具 自定 1 深度游标卡尺 0~150 mm(精度 0.02) 1
护目镜等安全
装置 自定 1 套 外圆车刀
主偏角:93°~95°;
副偏角 3°~5°;
机夹刀配刀片
1
塞尺 自定 1 套 外圆车刀 主偏角:93°~95°;
副偏角 50°~55°
机夹刀配刀片
1
百分表 0-6 1 内孔车刀 孔径范围≥¢20 mm;
刀杆伸长≤60mm;
机夹刀配刀片
1
杠杆百分表 0-1 1 外圆切槽(断)刀 刀刃宽 3~4mm; 1
磁力表架 自定 1 外螺纹车刀 刀尖角 60°;螺距:2mm;
机夹刀配刀片
1
游标万能角度
尺 精度 2 分 1 垫片
宽 20mm,长度依机床定
厚;0.1;0.3;0.5;1mm
若干
二、毛坯准备
¢50×80(单位 mm)
材料: 45#棒材
要求:毛坯要求预钻¢20 的通孔。
……考 ……生 ……答 ……题 ……不 ……准 ………超 ……过 ……此 ……线
第2页
三、零件图
制图 数控开发组 2010-8 1:1
校核
数控铣零件60
技术要求
⒈ 未注尺寸公差按GB01804-m 处理。
⒉ 零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
⒊ 锐边倒角为C0.5。
湖南省考试院
C60
四、零件检测评分表
学校名称 姓名
零件名称 数控车零件60 工件
编号
序号 考核
项目
检测位置
配
分
评分标准
检测
结果
扣分 外轮廓 4 外轮廓形状与图纸不符,每处扣 1 分
螺纹 3 螺纹形状与图纸不符,每处扣1 分
1
形状
(10 分)
内孔 3 内孔形状与图纸不符,每处扣1 分
φ26 +0.033
6 每超差 0.01mm 扣 2 分
φ45 0 -0.039 6 每超差 0.01mm 扣 2 分
φ24±0.2 2 超差不得分
φ30±0.3 2 超差不得分
30°±4′ 2 超差不得分
螺纹 M30×2-6g 5 用螺纹环规检验,不合格不得分
槽 4×3(±0.1) 3 超差不得分
C2(45°±30′) 2 超差不得分
R5±0.5 2 超差不得分(2 处)
70±0.1 2 超差不得分
15 0-0.027 2 超差不得分
15 +0.11
2 超差不得分
47.5±0.3 2 超差不得分
12.5±0.2 1 超差不得分
2尺寸精度
(40 分)
5±0.2 1 超差不得分
R a1.6 5 降一级不得分
R a3.2 6 降一级不得分
3表面粗糙度
(15 分)
其余R a6.3 4 降一级不得分
4形状位置精度
(5 分)
同轴度 0.04 5 每超差 0.01扣 2 分
5碰伤、划伤 每处扣 3—5分。
(只扣分,无得分) 合计 70
检测老师签字
零件得分 说明:所有评分按评分标准执行,超差按配分扣完为止。
工艺文件编制评分细则
序号 评分
项目
评分要点 配分 扣分要点
1 正确填写
表头信息
含零件名称、毛坯种类、材质、
重量等
6
至少要求填写六项,每少填一
项扣 1 分
2 工艺过程
完善
工艺过程应包含毛坯准备、加工
过程安排、检测安排及一些辅助
工序(如去毛刺等)的安排。
10
每少一项必须安排的工序扣 5
分
3 工序、 工步
的安排合
理
1、工序、工步层次分明,顺序正
确。
2、工件安装定位、夹紧正确。
3、粗、精加工工序安排合理。
4、热处理、检测安排合理。
20
①工序安排不合理,或少安排
工序,每处扣 5 分,最多扣 20
分;
②工件安装定位不合适,扣 5
分;
③夹紧方式不合适扣5 分;
4 工艺内容
完整, 描述
清楚、规
范, 符合标
准
1、语言规范、文字简练、表述正
确,符合标准。
2、有使用夹具及装夹部位、校准
方法及校正部位的描述。
3、 有使用刀具、 加工部位的描述。
4、有工序加工结果的描述。
5、有使用设备、刀具、量具、工
具的表述。
40
①文字不规范、不标准、不简
练酌情扣 5—12 分;
②没有夹具及装夹的描述扣 6
分
③没有校准方法、校正部位的
表述扣 6 分;
④没有加工部位的表述扣5分
⑤没有工序加工结果的规定
扣 5 分
⑥没有使用设备、刀具、量具
的规定每项扣 2 分。
5 工序工艺
简图
为表述准确,文字简练,对一些
关键工序或工步要工艺卡上画工
艺简图
14
①没有工序图扣 14 分;
②工艺图表达不正确每项扣 2
分;
③该画工艺图而没有画,每处
扣 5 分。
6 刀具卡 对各工序工步中使用的刀具名称、
刀具编号、刀具用途进行描述
10
①没填刀具卡扣10分;
②刀具卡填写错误每处扣2分;
合计 100
注:按生产实际的要求给零件编制机械加工工艺过程卡,工艺文件编制的得分按20% 的权重计入总分。
零件机械加工工艺过程卡片
卡片编号NO:
产品 型号 零件
图号
共 页
湖南省技能抽测
机械加工
工艺过程卡 产品
名称
零件
名称
第 页
零件件号
种类 净重
每台件数 材
料
牌
号
毛
坯 规格
尺寸
单件
重量
(公斤)
毛
重
数控
程序名
工艺装备
工序号 工
序
名
称
工
步
号
工 序 工 步 内 容
设备
名称
型号
夹
具
刀
具
量
具
工艺简图
职业素养评分表
学校名称 数控车床 姓名 机床编号 数控铣床
职业素养 项目总分
试卷
日期 考试时间 开始时间
完成时间
考核项目
考核内容 配分 得分
纪律
服从安排;场地清扫等。
如有违反,由监考员扣 1—3分/项。
10 安全生产
安全着装;按规程操作等。
如有违反,由监考员扣 1—3 分/ 项。
20 职业规范 机床加油、清洁;工具、量具、刀具摆放等。
如有违反,由 监考员扣 1—3 分/项。
15 打刀
每打一次刀扣 5 分,最多扣 20分。
20 加工超时 如超过规定时间不停止操作,每超过 1分钟扣 1分。
5 去毛刺 用砂布、锉刀修饰;锐边没倒钝,或倒钝尺寸太大等没按规 定的操作行为,扣 1—3 分。
10 职
业素养
人伤械损事
故
出现人伤械损事故整个测评成绩记 0 分。
20
备注
(现场未尽事项记录)
监考员签字
学生签字
注:1.本表的表头信息由学员填写。
评判结果由现场监考员填写,学员签字认可。
2.职业素养的得分按10%的权重计入总分。