BOM料物编码规则
料号编码规则

奧碩普電腦科技有限公司
26
26
物料编码规则
那些项目算是更换件,如何建檔
(1).产品上必须具备,但可以选择的组件,零件: 例如:假设标准BOM中,灯罩的颜色是红色, 则黄色灯罩,绿色灯罩,白色灯罩........等,只要 能组合在该型灯具上的灯罩, 就是其更换件 . 又如三尺电源线 , 五尺电源线 , 以及七尺电源 线....等,亦是该灯具上的更换件. (2).一个更换件可以用在各种不同的产品上 : 例如: 五尺电源线可以装在A产品 , 也可以装 在B产品,只要客户指定,当然C,D产品也可 奧碩普電腦科技有限公司 27 以装.
17
物料编码规则
ERP整合管理系统的编号方式 及其BOM
对于设计完成机种的产品 ,只要编订一个 产品型号,并且只给予一个标准BOM及 其制造流程 除非工程部变更设计,否则经过确认后的 产品结构不得轻易修改料号或BOM
奧碩普電腦科技有限公司
18
18
物料编码规则
ERP整合管理系统的编号方式 及其BOM
奧碩普電腦科技有限公司
7
7
物料编码规则
物料编码的方法
3.暗示编码法是指物料编码代表物料的意义, 可自编码本身联想出来 英文字母暗示法: SW=Switch(开关) 数字暗示法: 例 1 :×× × ××× ×× ×× —— — ——— —— —— 类 小类 形式 长度 厚度 4.混合法 :联合使用英文字母与阿拉伯数字来 奧碩普電腦科技有限公司 作物料编码 . 8
5
5
物料编码规则
物料编码的原则
7.组织性 :井然有序的组织 便于查找 8.适应电脑管理 :编码尽可能不使用特殊符号, 如‘#’、“”、 ‘’、‘*’等。这些符 号已被各种编程语言所内定. 9.充足性 :物料编码所采用的文字、记号或数 字,必须有足够的数量 , 以应付将来物料扩 展时的实际需要. 10. 易记性 : 生成的编码要有一定的含义 , 便 于记忆 奧碩普電腦科技有限公司 6
物料编码及BOM规则
物料编码、BOM 规则
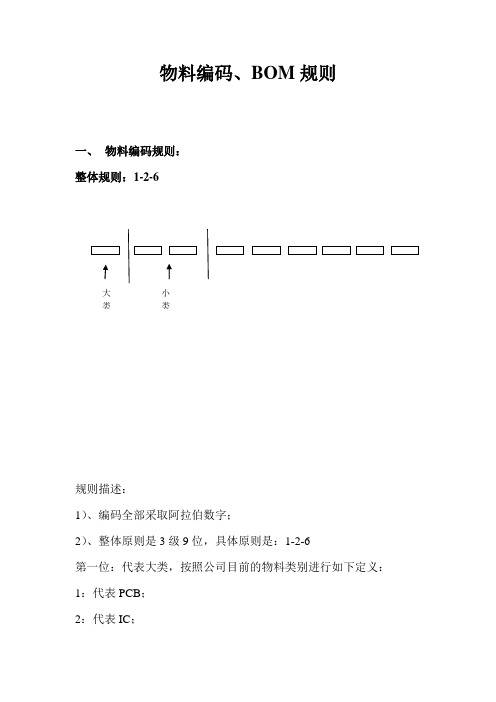
一、 物料编码规则:
整体规则:1-2-6
规则描述:
1)、编码全部采取阿拉伯数字;
2)、整体原则是3级9位,具体原则是:1-2-6
第一位:代表大类,按照公司目前的物料类别进行如下定义: 1:代表PCB ;
2:代表IC ;
3:代表SMT XX;
4:代表DIP电子料;
5:代表DIP CONNECTOR接插件;
6:代表包材;
7:代表成品/半成品;
8:代表辅料
9,0:暂时预留;
第二位,第三位:代表大类下的小类,比如:100:代表PCB大类下的MB小类;
101:代表PCB大类下的VGA小类;
102:代表PCB大类下的LAN小类;
其他依此类推;
特别说明:7代表成品/半成品,作如下规定:700:代表包装完成后的成品;
701:代表SMT完成后的半成品;
702:代表插件完成后的半成品;
第四位到第九位:表示流水号:
二、BOM创建规则:
1、BOM模型:
1
A1
2
A2 3
A
4
5
其中;
A1:代表SMT完成后的半成品;1,2代表完成SMT需要的原材料;A2:代表插件完成后的半成品;3,4代表插件类原材料;
A :代表包装完成后的成品;5代表包装材料。
BOM编写规则和管理办法

BOM编写规则和管理办法一、导言BOM (Bill of Materials),即物料清单,是制造过程中用于列出所需零部件及其相关信息的清单。
BOM编写规则和管理办法的制定,有助于确保BOM的准确性和一致性,提高生产效率和产品质量。
本文将介绍BOM编写规则和管理办法的相关内容。
二、BOM编写规则1.命名规则BOM应根据制定的命名规则进行命名。
命名规则应包含产品名称、版本号、日期等要素,以便在不同时间和项目中进行区分和识别。
2.结构规则BOM应根据产品结构进行组织,清晰地反映产品的组成关系。
可使用层级结构、组装结构、材料结构等方式,确保每个零部件的位置和作用清晰明确。
3.编号规则每个零部件应具有唯一的编号,编号规则应明确简洁。
可以使用数字、字母或组合进行编号,避免使用容易混淆的符号或字符。
此外,编号应具有增量属性,以便根据编号快速定位和查找零部件。
4.属性规则每个零部件应包含正确的属性信息,如零部件名称、规格、数量、单位、供应商等。
属性规则应明确,避免信息重复或缺失。
可根据实际需要设定必填属性和选填属性。
5.更新规则BOM应及时更新,确保与产品设计文档、工艺文件和生产实际情况保持一致。
任何变更都应在BOM中进行记录和更新,避免出现版本混乱或错误装配的情况。
三、BOM管理办法1.责任部门制定BOM编写规则和管理办法的责任部门应明确,并明确其职责和权限。
责任部门应有专职人员负责BOM的编写和管理工作,确保BOM的准确性和一致性。
2.BOM验证BOM应经过验证,确保其准确性和可行性。
验证过程包括与产品设计、工艺过程、供应商等进行核对,确保BOM的完整性和正确性。
验证结果应进行记录和存档。
3.权限管理BOM的编写和修改权限应进行限制和管理。
只有经过培训和审批的人员才能进行BOM的编写和修改,避免未经授权的人员进行随意更改。
4.版本管理BOM应进行版本管理,确保每个BOM具有唯一的版本号,并能够追踪和比对不同版本之间的差异。
电子材料清单(BOM)编码法则

一. IC 類I C 0 1 2 0 0 1 0 1碼數→1 2 3 4 5 6 7 8 9 10一、第1、2碼IC代表IC類二、第3、4碼代表類別EX→01 : Digital IC (TTL) 02 : Linear IC03 : Micro (CPU) IC 04 : PWM05 : EPROM & EEPROM (Double EPROM) 06 : DRAM07 : SRAM 08 : REGULA TOR09 : PHOTO COUPLE 10 : CONVERTER11 : MOSFET’S 12 : FLASH13 : AUDIO 14 : VIDEO15 : PLL 16 : Timing Control IC17 : Reset IC 18 : OP19 : Scaler 20 : Power21 : PROGRAM 22 : IC包含已燒錄完成PROGRAM99 : OTHER(其他類IC) XX : xxxx… IC三、第5碼代表包裝方式或組立形式EX→ 1 : DIP 2 : SMD3 : TAPING4 : 僅用於3,4碼為21,22四、第6、7、8碼代表流水號,從001開始五、第9、10碼代表廠商代號:(請參考半導體類製造廠商代碼附表)二、電晶體類S T 0 2 2 0 0 1 0 1碼數→ 1 2 3 4 5 6 7 8 9 10一、第1、2碼ST 代表電晶體類二、第3、4 碼代表類別01 : PNP電晶體02 : NPN電晶體03 : MOSFET OF P-CHANNEL (P-MOSFET) 04 : MOSFET OF N-CHANNEL (N-MOSFET)05 : JFET OF P-CHANNEL 06 : JFET OF N-CHANNEL07 : PHOTO 08 : IGBT NPN 電晶體09 : PNP + NPN (N + P雙向) 99 OTHER三、第 5 碼代表包裝方式EX→1:DIP 2:SMD 3:TAPING四、第6、7、8碼代表流水號,從001開始五﹑第9、10 碼代表廠商代號:(請參考半導體類製造廠商代碼附三、極體類D 0 5 2 0 0 0 1 0 1碼數→1 2 3 4 5 6 7 8 9 10一、第1碼D代表二極體類二、第2、3碼代表類別01 : LED (發光二極體) 02 : ULTRA FAST (超快速)03 : FAST (快速)04 : GENERAL (一般)05 : ZENER (曾納)06 : BRIDGE RECTIFER (橋式整流)07 : SCHOTTKY (硝特基)08 : DIAC09 : SCR10 : TRIAC11 : IR12 : SWITCH (High Switch)13 : THYRISTORS99 : 表示其它三、第4代表包裝方式或組立形式1:D:DIP 包裝2:SMD 包裝3:臥式散裝包裝4:立式散裝包裝5:臥式TAPING包裝(A T) 6:立式TAPING包裝四、第5碼代表二極體成型加工(Forming with Kink)腳距0:Diode’s Lead Wire不需成型加工(Forming with Kink),此碼皆以0表示1:Pitch 5.0mm 2:Pitch 7.5mm 3:Pitch 10mm4:Pitch 12.5mm 5:Pitch 15.0mm 6:Pitch 17.5mm7:Pitch 20.0mm 8:Pitch 22.5mm 9:Pitch 25.0mm五、第6、7、8碼代表流水號,從001開始五、第9、10碼代表廠商代號:(請參考半導體類製造廠商代碼附表)四、電阻類R H 1 0 2 5 5 3 0 0碼數→1 2 3 4 5 6 7 8 9 10一、第1碼R代表電阻二、第2碼代表電阻的材質A : 金屬皮膜電阻(Metal Film)---(MF)且為Chip Res.C : 碳膜電阻(Carbon Film)---(CF)F : 保險絲型電阻(Fusible)---(FS)G : Metal Glass---(MG)H : 晶片電阻(Chip)---(CHIP)L : 繞線無感電阻(Wire Winding -Non Inductive)---(WW-N)M : 金屬皮膜電阻(Metal Film)---(MF)N : 負溫度特性熱敏電阻---(NTC)O : 金屬氧化皮膜電阻(Metal Oxide Film)---(MOF)P : 正溫度特性熱敏電阻---(PTC)T : 排阻(Network)---(NTWK)W : 繞線有感電阻(Wire Winding-Inductive)---(WW-I)S : 水泥電阻(Cement)---(CMT)三、第3、4、5碼代表電阻值(單位:Ω),3、4碼表示數值,第5碼表示倍數(乘冪),FOR E-24 Series +5﹪之電阻。
新-关于BOM编码规则说明
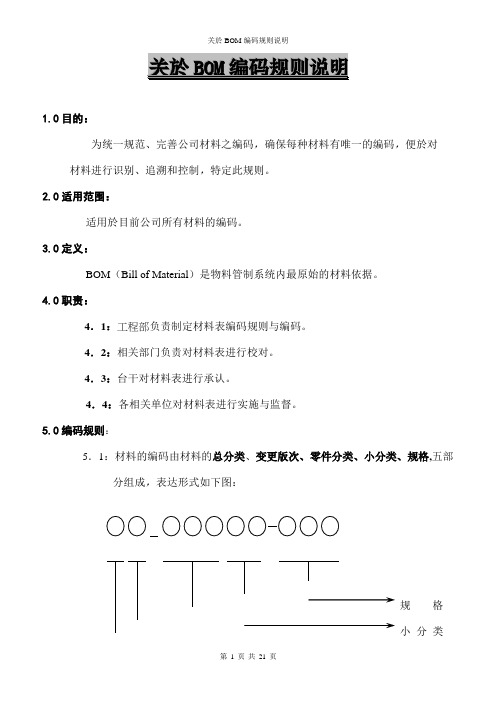
1.0目的:为统一规范、完善公司材料之编码,确保每种材料有唯一的编码,便於对材料进行识别、追溯和控制,特定此规则。
2.0适用范围:适用於目前公司所有材料的编码。
3.0定义:BOM(Bill of Material)是物料管制系统内最原始的材料依据。
4.0职责:4.1:工程部负责制定材料表编码规则与编码。
4.2:相关部门负责对材料表进行校对。
4.3:台干对材料表进行承认。
4.4:各相关单位对材料表进行实施与监督。
5.0编码规则:5.1:材料的编码由材料的总分类、变更版次、零件分类、小分类、规格,五部分组成,表达形式如下图:规格小分类零件分类版次总分类5.2:总分类名称及代码:(1 - 9)1 代表塑胶类(除压克力外)2 代表五金类3 代表电子类4 代表压克力类(包括PS类)5 代表包材类6 代表消耗品类7 代表其它配件类 8 皮套類 9木质类5.3:变更版次:(0 - 9)5.4:零件分类:(001 – 999)(详见附件一)5.5:小分类:它是接着大分类之后的再次分类。
如:按不同颜色,不同材质等情况分类:5.5.1:按不同颜色分类,其分类名称与代码详见附件二5.5.2:按性质分类可用流水号编码(01 - 99)(根据实际情况而定)如:电阻可分为:01代表色环电阻1/4W02代表色环电阻1/8W5.6:规格的编码:根据实际情况,如其本身规格能以三位数表达清楚的,就将其编入编码中,否则以流水号或机种分类代码(详见附件三)代替,另在规格栏作说明。
根据以上规则,现举例说明如下:1. 塑胶类:<以BF-9000本体为例>此本体为塑胶,在总分类中为〝1〞;变更版次开始为〝0〞;在零件分类(详见附件一)中为〝101〞;因本体皆为黑色,如小分类以颜色区分,没有意义, 故以〝00〞代替;而本体的规格用三位数无法表达,因此以机种分类编码(详见附件三)〝900〞代替. 由此得出BF-9000本体的编码为: 〝10-10100-900〞;同样可推出以下机种本体之编码:T-810本体: 〝10-10100-810T-311本体: 〝10-10100-311 V52 本体: 〝10-10100-521 DV36 本体: 〝10-10100-3612. 五金类: <以T-810放制杆弹簧为例>此弹簧为五金,在总分类中为〝2〞;变更版次开始为〝0〞;在零件分类 (详见附件一)中为〝204〞;小分类以彈簧流水號為準01,代碼以機種表示,分類編碼,“810”, 由此得出T-810放制杆弹簧的编码为:〝20-20401-810〞同样可推出以下弹簧之编码:T-810名目表牙轮弹簧: 〝20-20402-810〞 T-810名目表顶杆弹簧: 〝20-20403-810〞3. 电子类: <以色环360Ω、1/4W 电阻为例>此电阻为电子,在总分类中为〝3〞;变更版次开始为〝0〞;在零件分类 (详见附件一)中色环电阻为〝304〞;因电阻有相同的阻值,但有不同功率之现象, 所以小分类以功率(详见附件七)区分,其代码为〝01〞;而此电阻的规格 用三位数能表达出(其规格用本身数值表示前二位数〝36〞,而用第三位数来表 示其后面带有几个〝 0〞),故规格以〝361〞表示,由此得出: 色环1/4W 、360 Ω电阻的编码: 〝30-30401-361〞同样可推出以下电阻之编码: 1/8W 、12K Ω色环电阻: 〝30-30402-123 LS-1002(亮阻:300~400Ω;暗阻>20M Ω)光敏电阻: 〝30-31701-301〞 4. 压克力类: <同塑胶类> 5. 包材类: <以BF-9000彩盒为例>此彩盒为包材,在总分类中为〝5〞;变更版次开始为〝0〞;在零件分类 (详见附件一)中为〝505〞;因同一彩盒颜色繁多,用颜色无法区分,另因同一 机型所用彩盒之种类不定,所以小分类以流水序号区分,假设此彩盒之流水号为〝01〞;其小分类代码为〝01〞;而彩盒的规格用三位数无法表达,故以机种分类编码(详见附件三)〝900〞表示, 由此得出: BF-9000此种彩盒的编码:〝50-50501-900〞;同样可推出以下彩盒之编码:BF-9000的第二种彩盒: 〝50-50502-900〞BF-9000的第三种彩盒: 〝50-50503-900〞6. 消耗品类: <以焊锡为例>此焊锡为消耗品,在总分类中为〝6〞;变更版次开始为〝0〞;在零件分类(详见附件一)中为〝601〞;因焊锡以颜色或材质区分无实际意义,所以小分类以〝00〞表示; 而焊锡可分锡线、锡条等种类,因此在规格处用流水序号(详见附件七)区分,锡线流水号为〝001〞由此得出锡线的编码:〝60-60100-001〞同样可推出锡条之编码:锡条: 〝60-60100-002〞7.其它配件类: <根据实际不同情况,按以上规则进行编码>6.0:附注:由於公司内有半成品,素材及选择性等材料,同样须将其区分开,故此我们采用在原编码的最前面加上英文字母进行区分。
BOM物料编码规则

XXXXXXXXX公司物料编码原则5.1 产品编号原则:5.1.1产品分类:备注:产品大分类类别号由二位数字组成,本分类中未列出之类别,今后可根据产品的发展,再做具体规定。
产品二级分类为罗牙代码。
5.1.2 产品成品编码规则如下:产品大分类 第二级分类类别 代码扫把类 01 用字母A-Z 表示各类型的罗牙,无罗牙用“X ”表示(具体见罗牙分类表)拖把类 02 铲类 03 刷子类 04 柄类 05... ...名称 无罗牙/切平 美牙 德牙 意牙 开锥 代码XAGIT罗牙详细数据查阅:罗牙类型代码对照表.xls产品搭配标识对照表:搭配方式配柄组合扎绳无搭配代码H A B X5.1.4 成品编号举例:如:11115号扫把配柄,出018商标客户成品编号为: 9.01.1.11115H018015.2半成品原则:5.2.1 定义:公司的产品增加客户包材出货,定义为成品,按成品编码规则编码。
未增加客户包材的产品,定义为半成品,按半成品编码规则编码。
5.2.2半成品编码规则如下:5.2.3 半成品编号举例:如:11113开锥木柄半成品编号为: 8.05.T.111130111115 美牙扫把头,半成品编号为:8.01.A.111150111118绑拖把,半成品编号为:8.02.X.1111801公司物料分类:名称原材料-注塑原材料-植丝原材料-装配包材类耗材类设备类标识码 1 2 3 4 5 65.3 原材料-注塑5.3.1 原材料-注塑,编号原则:大分类为1字开头5.3.2 定义:注塑车间注塑时所需要的原材料5.3.3 注塑原材料分类:第一级分类第二级分类第三级分类类别代码类别代码类别代码原材料-注塑1色粉类01 无分类0塑胶原料02PP黑料 1硅胶料 2PP新料 35.3.4注塑车间原材料编码规则如下:5.3.5注塑车间原材料编号举例:如:色粉,编号为: 1.01.0.001003 PP新料,编号为:1.02.3.0035.4 原材料-植丝5.4.1 原材料-植丝,编号原则:大分类为2字开头5.4.2 定义:植丝车间植丝时所需要的原材料5.4.3 植丝原材料分类:第一级分类第二级分类第三级分类类别代码类别代码类别代码原材料-植丝2扫把胶头01用字母A-Z表示各类型的罗牙,无罗牙用“X”表示(具体见罗牙分类表)胶丝类02复合丝 1PP丝 25.4.4植丝车间胶头类编码规则如下:5.4.5胶头类编码举例:如:11115意牙扫把头的塑胶胶头,编码为:2.01.I.1111501 5.4.6植丝车间胶丝类编码规则如下:5.4.7胶丝类编码举例:如:复合胶丝,长160mm,口径0.25mm,编码为: 2.03.1.25160015.5 原材料-装配5.5.1 原材料-装配,编号原则:大分类为3字开头5.5.2 定义:装配车间装配时所需要的原材料5.5.3 装配原材料分类:第一级分类第二级分类第三级分类类别代码类别代码类别代码原材料-装配 3 扫把配件01无罗牙X意牙I美牙 A 拖把配件02无罗牙X意牙I美牙 A 柄类配件05抽耳 1外置罗牙 2其它 3 通用件09 螺丝 15.5.4柄配件(抽耳/外置罗牙)编码规则如下:抽耳详细最新数据查阅:抽耳款式对照表.xls5.5.5抽耳,外置罗牙编码举例:如:6号抽耳,编号为:3.03.1.601外置塑胶长美牙,编号为:3.03.2.M01 5.5.6通用件编码规则如下:5.5.7通用件编码举例:如:大扁自攻,5*20螺丝,编号为:3.09.1.0520015.5.8装配车间其它配件编码规则如下:备注:物料配件流水号指组成产品的,归属于装配车间的配件流水代码,如11115扫把头由上吸壳,下吸壳,胶头,胶丝四个原材料组成,归属装配车间的有上吸壳,下吸壳,流水代码分别为01,02。
物料编码申请与BOM创建的编码原则

物料编码申请与BOM创建的编码原则物料编码(P/N: Part number)的相关信息及原则:总则:一、所有物料编码的长度均为10位数字(0到9),不包含除此外的其它任何符号或空格。
二、物料编码的中分类首位(也就是存货分类的第二位)不能使用数字“0”。
三、原材料前四位分类代码的首位必须以“1”开头的数字。
四、自制与外购零部件前四位分类代码的首位必须以“2”开头的数字。
五、外购包装物料前四位分类代码的首位必须以“3”开头的数字。
六、客户物资类物料前七位分类代码的首位必须以“4”开头的数字。
七、成品前七位分类代码的首位必须以“5”开头的数字。
八、低值易耗品前四位分类代码的首位必须以“6”开头的数字。
九、固定资产前四位分类代码的首位必须以“8”开头的数字。
十、费用类代码前四位分类代码的首位必须以“9”开头的数字。
十一、客户代码长度均为3位数字(1到9),不包含除此外的其它任何符号或空格。
1:原材料P/N规则:大分类:1原材料中分类:物料用途1电线2电缆3铜排小分类:物料材质101 BV/BVR 102 RV/RVV 103 RVVP/铜编织线104 KVVR 105 UL认证线201 KVVRP301 铜排1、流水码根据前四位分类代码编制。
2、各物料以其材质、用途为主要信息的原则分类。
2:自制与外购零部件P/N规则:大分类:2零部件中分类:物料功能1接触器2断路器3继电器4开关类5电源类6连接器7控制器/仪器仪表小分类:物料用途(具体分类详见附表1)接触器:101交流接触器102直流接触器103软起动器104滤波器/灭弧器199接触器配件断路器:201电动机热磁断路器202塑壳式断路器203微型断路器204小型断路器205漏电保护器206其它断路器299断路器配件继电器:301热继电器302时间继电器303中间继电器304其它继电器399继电器配件开关:401转换开关402钮子开关403隔离开关404 熔断器405指示灯406警报器407插头/插座408按钮499开关配件电源类:501变频器502电流变送器503电流互感器504变压器505电源相序保护器506浪涌保护器507风机/过滤器508开关电源509隔离栅599其它连接器:601接线端子602冷压端子603定位片及固定座604线槽/导轨605接插件(接头/螺母)606浪管/金属软管607防尘盖608护口圈609隔离柱699连接器配件控制器/仪器仪表:701电压表702电流表703电度表704温度巡检仪705温度传感器706温度控制器707多功能数字显示仪表708计时器799其它1、流水码根据前四位分类代码编制。
物料零件编号编制规则
物料零件编号编制规则
1.0 目的
规范公司产品、物料、零件编号的编制规则。
2.0 适用范围
XX公司内所有产品、物料、零件,但不包含模具、夹具等专用工装制作中使用的物料。
3.0 职责
工程部负责产品零件清单Bom表中所有零件编号工作;
4.0 编写规则
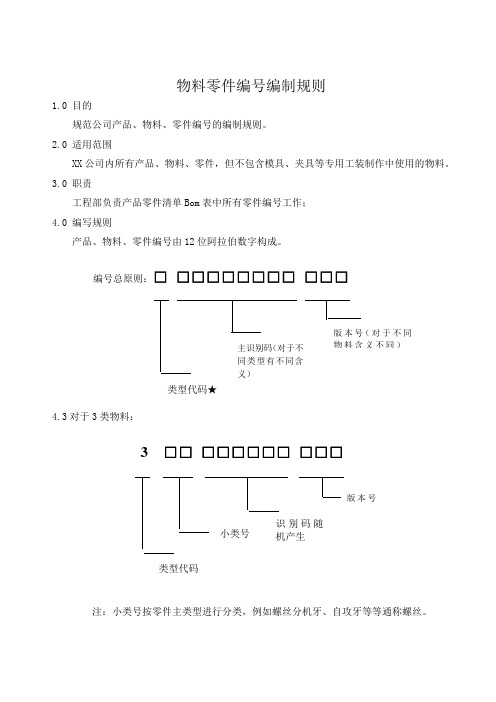
产品、物料、零件编号由12位阿拉伯数字构成。
4.3对于3类物料:
类型代码
注:小类号按零件主类型进行分类,例如螺丝分机牙、自攻牙等等通称螺丝。
4.5关于版本号,对于1、6类自己设计并自己生产的物料
4.6 除1、6类物料外,对于其他所有类型物料的版本号均采用000~999序列数,必须能够
区分供应商、颜色及相关丝印、移印。
(注:素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注!)。
BOM编码作业指导书

BOM编码作业指导书一、概述BOM编码(Bill of Materials Code)是一种用于标识和管理产品组成结构的编码系统。
本作业指导书旨在详细介绍BOM编码的使用方法和规范,以便确保正确、一致地标识和管理产品组成结构。
二、BOM编码的目的和作用1. 目的:BOM编码的主要目的是为了方便识别和追踪产品的组成部分,以便在设计、生产、销售和维护过程中进行有效管理和沟通。
2. 作用:- 确保产品组成结构的准确性和一致性;- 提高生产过程中的效率和质量;- 便于进行产品的追溯和售后服务;- 为供应链管理提供准确的信息;- 支持产品变更管理和版本控制。
三、BOM编码的规范要求1. 编码结构:BOM编码由一系列字符组成,每个字符代表特定的含义。
一般来说,BOM编码的结构包括以下几个方面的信息:- 产品类别:用于区分不同的产品类别,例如A表示电子产品,B表示机械产品;- 产品型号:用于标识具体的产品型号,例如001表示型号为001的产品;- 零部件序号:用于标识产品组成结构中的每个零部件的顺序,例如001表示第一个零部件,002表示第二个零部件。
2. 编码规则:- 产品类别和产品型号的编码应遵循公司内部的命名规范;- 零部件序号的编码应从001开始,依次递增;- 不同级别的零部件可以使用不同的编码前缀,以便区分;- 零部件的编码应具有唯一性,不允许重复使用。
3. 编码管理:- BOM编码的管理应由专门的团队或个人负责,确保编码的准确性和一致性;- 需要建立相应的数据库或系统来管理BOM编码,包括编码的分配、更新和查询等功能;- 编码的变更需经过相应的审批和记录,确保变更的可追溯性。
四、BOM编码的使用方法1. 产品设计:在产品设计阶段,设计师需要根据产品的组成结构为每个零部件分配合适的BOM编码。
设计师可以通过查询BOM编码数据库来获取可用的编码,并确保所分配的编码满足规范要求。
2. 生产制造:在生产制造过程中,操作人员需要根据BOM编码来获取所需的零部件和材料。
物料编码规则
&
12
6
220
0001
270~330W
2
100
7
/
230
3
110
8
240
…
4
120
9
220-240 ACV (50Hz)
5
127
电压代码表: 功率代码表:
说明:
1.电压用代码表示;
2.&
3.实际功率数直接带入编码;如:0750=750W, 2200=2200W ;
如果功率为一个范围的话用代码表示:
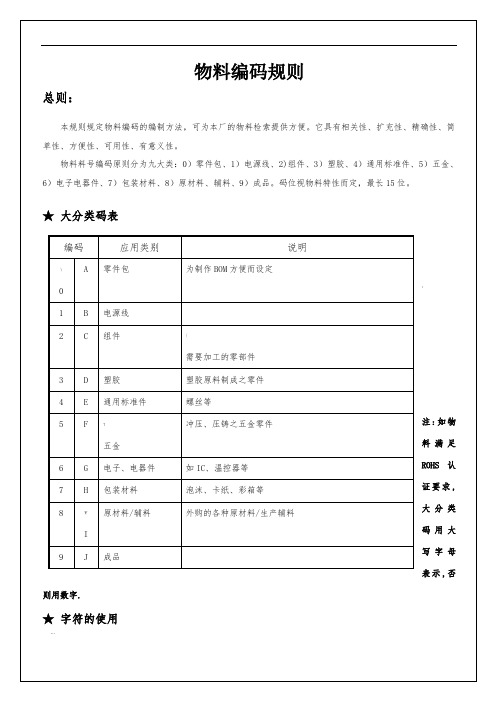
★ 大分类码表
编码
应用类别
说明
\
0
A
零件包
为制作BOM方便而设定
1
B
电源线
2
C
组件
{
需要加工的零部件
3
D
塑胶
塑胶原料制成之零件
4
E
通用标准件
螺丝等
5
F
?
五金
冲压、压铸之五金零件
6
G
电子、电器件
如IC、温控器等
7
H
包装材料
泡沫、卡纸、彩箱等
8
¥
I
原材料/辅料
外购的各种原材料/生产辅料
9
J
成品
:
注:如物料满足ROHS认证要求,大分类码用大写字母表示,否则用数字.
绿灯
3
透明
3
━ ○=
E
:
125V-13A
4
黄
4
黄
4
[
4
黄
4
ON OFF/
加印黑点
F
125V-15A
5
物料结构与编码解决方案,编物料编码的规则与实施方案
八.短暂性流转工艺不分阶
BOM结构与编码方案
课 程大纲
BOM
• BOM结构基础 • 选择BOM模式 • 如何划分BOM阶层 • 经验与技巧
编码
• 物料编码基础 • 编码方案通用准则 • 编码方案规划与确认 • 经验与技巧
如果既有做品牌经营,又有做OEM的企业,且OEM客户较少 时,可以以较短的码段另外表示OEM客户。如两码01~99
➢ 成品编码规则
BOM结构与编码方案
产品
沙滩车110数显仪表
成品编码 AAD-ATV110-00
成品代码说 1. A代表此产品是成品
明
2. A代表此产品是沙滩车
3. D代表此产品是数显仪表
明
2.A代表此产品是沙滩车
3.D代表此产品是数显仪表
4.ATV代表机型代码
5.110代表适用于排量为110的沙滩车
6.00“设变”次数
➢ 成品编码规则
BOM结构与编码方案
成品型号
成品型号的组成多种多样,视企业生产产品的功能特点及 行业不同而不同。但成品型号必须要能体现出成品类别、 产品结构、关键功能特性等重要信息
编码方案的“原则”
➢唯一性 ➢实用性 ➢效率性
BOM结构与编码方案
一个物料编码只能代表一个物料 对于相同对象,同一个物料也只能
对应一个物料编码
针对具体产品的实际应用用途来 定义编码信息
针对软件应用的情况下 尽量提高输入效率
➢扩展性
考虑到未来新产品发展以及产品规 格的变更而发生物料扩展或变动的
情形,预留物料编码的伸缩余地
物料编码申请与BOM创建的编码原则

物料编码申请与BOM创建的编码原则物料编码申请和BOM(Bill of Materials)创建是现代企业采购和生产管理中非常重要的环节。
物料编码是对企业产品和原材料进行唯一标识和分类的一种方式,BOM则是根据物料编码来组织和管理产品的生产过程。
在进行物料编码申请和BOM创建时,需要遵守一定的编码原则,以确保编码的准确性和可扩展性。
首先,物料编码申请和BOM创建的编码原则包括以下几个方面:1.唯一性原则:每个物料或产品应该分配一个唯一的编码,以确保不同物料之间的区分和追踪。
物料编码可以采用数字、字母或符号的组合,但不同物料的编码必须不同。
2.统一性原则:企业内部统一规范物料编码和BOM创建的原则和标准,确保不同部门使用相同的编码规则,以便于数据的共享和信息的交流。
统一的编码标准可以帮助企业实现规模化管理和信息化系统的集成。
3.层次性原则:物料编码和BOM创建应该具有层次性结构,包括总/子装配、部件和零件等不同层级。
通过建立层次性结构,可以清晰地描述产品的组成和结构,方便进行物料的需求计划和库存管理。
4.可读性原则:物料编码和BOM创建的编码应该具有一定的可读性,使用户能够根据编码快速识别和理解物料的属性和用途。
可以采用特定的编码规则和命名规范,例如按照物料的类别、属性、功能等来命名编码。
5.可扩展性原则:物料编码和BOM创建的编码应该具有一定的可扩展性,以适应企业业务的发展和变化。
可以在编码中预留一定的位数或字符,以便于将来添加新的物料或产品。
在实际的物料编码申请和BOM创建过程中,可以参考以下具体的编码原则:1.根据物料的类别和属性进行编码,例如将原材料编码以字母"M"开头,成品编码以"P"开头等。
2.根据物料的功能进行编码,例如将相关的部件和零件编码以相同的数字结尾,方便用户理解它们的关系和用途。
4.保持编码的简洁和规范,避免过长或过于复杂的编码,以提高识别和理解的效率。
物料编码及BOM规则
物料编码、BOM 规则
一、 物料编码规则:
整体规则:1-2-6
规则描述:
1)、编码全部采取阿拉伯数字;
2)、整体原则是3级9位,具体原则是:1-2-6
第一位:代表大类,按照公司目前的物料类别进行如下定义: 1:代表PCB ;
2:代表IC ;
3:代表SMT XX;
4:代表DIP电子料;
5:代表DIP CONNECTOR接插件;
6:代表包材;
7:代表成品/半成品;
8:代表辅料
9,0:暂时预留;
第二位,第三位:代表大类下的小类,比如:100:代表PCB大类下的MB小类;
101:代表PCB大类下的VGA小类;
102:代表PCB大类下的LAN小类;
其他依此类推;
特别说明:7代表成品/半成品,作如下规定:700:代表包装完成后的成品;
701:代表SMT完成后的半成品;
702:代表插件完成后的半成品;
第四位到第九位:表示流水号:
二、BOM创建规则:
1、BOM模型:
1
A1
2
A2 3
A
4
5
其中;
A1:代表SMT完成后的半成品;1,2代表完成SMT需要的原材料;A2:代表插件完成后的半成品;3,4代表插件类原材料;
A :代表包装完成后的成品;5代表包装材料。
物料编码规则

3)颜色主要指面板或支架的颜色。(如:ET510面板深蓝色;K70支架银灰色)
例1:FET510NB――表示成品ET510基础版本;面板颜色为深蓝色;
例2:FET510 NB A――表示成品ET510变更后的A版本;面板颜色为深蓝色;(如一些国外订单中)
例3:FK70SGA――表示成品K70的A版本;面板颜色为银灰色。
颜色
特征
长度
宽度或直径
厚度
分类号
零件代码
说明:1)C表示原材料;
2)分类号:
代码名 称
B板 件
S棒 件
L线 材
C管 材
F薄 膜
物料编码规则
文件编号
HM-III-GYK-002
修改日期
2006年3月12日
版本
B
页次
6/8
3).颜色代码:主要指原材料的颜色;用颜色代码字母;粗坯不标代码。
4).特征代码:主要指原材料的材质特征。
(2)半成品
a.粗坯半成品:它是由生产的相同或不同的粗坯零件通过焊接加工组成的一个整体的粗坯。
b.半成品:它是零件、采购零件或其它已装配的配件组成的,可独立放入包装箱内的一个整体。
(3)零件
a.粗坯零件:粗坯零件是由美合源公司生产的或外采的,它还没有经过表面处理的,是最基本的零件单位,可以与其他零件或粗坯零件通过焊接加工组成粗坯半成品的。
例6: P56085070-01、02、03…YEA表示是K32的隔板,颜色为黄色,版本为A版。
例7: P16085075-01、02、03…CLA表示是K32的PE袋,颜色为透明,版本为A版
例8:P36321001A-001表示是6321的床边粗坯五金件,颜色不标,版本为A版。
物料编码原则
1.0目的BOM(Bill of Material)是企业物料管制系统内最原始的材料依据,为统一规范、完善公司物料编码,确保每种材料有唯一的编码,便于对材料进行识别、追溯和控制,特制定此规则。
2.0范围本公司所有产品用料,均适用此规则。
3.0职责3.1工程部:负责规则制定、料号编码定义以及审核;负责BOM的录入工作。
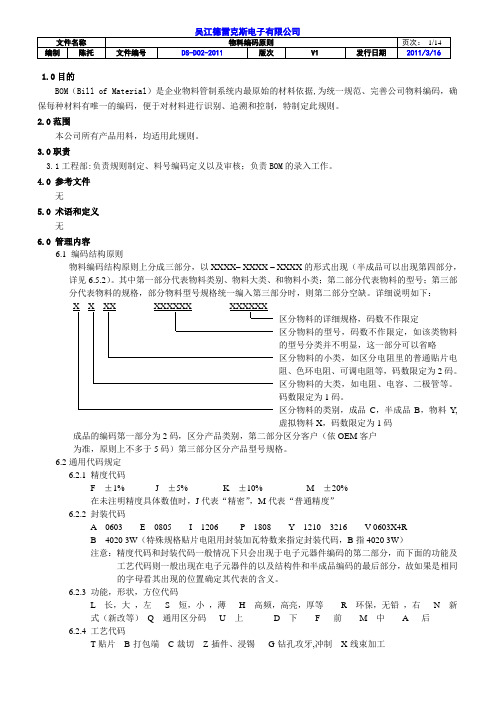
4.0 参考文件无5.0 术语和定义无6.0 管理内容6.1 编码结构原则物料编码结构原则上分成三部分,以XXXX– XXXX – XXXX的形式出现(半成品可以出现第四部分,详见6.5.2)。
其中第一部分代表物料类别、物料大类、和物料小类;第二部分代表物料的型号;第三部分代表物料的规格,部分物料型号规格统一编入第三部分时,则第二部分空缺。
详细说明如下:区分物料的详细规格,码数不作限定区分物料的型号,码数不作限定,如该类物料的型号分类并不明显,这一部分可以省略区分物料的小类,如区分电阻里的普通贴片电阻、色环电阻、可调电阻等,码数限定为2码。
区分物料的大类,如电阻、电容、二极管等。
码数限定为1码。
区分物料的类别,成品C,半成品B,物料Y,虚拟物料X,码数限定为1码成品的编码第一部分为2码,区分产品类别,第二部分区分客户(依OEM客户为准,原则上不多于5码)第三部分区分产品型号规格。
6.2通用代码规定6.2.1 精度代码F ±1% J ±5% K ±10% M ±20%在未注明精度具体数值时,J代表“精密”,M代表“普通精度”6.2.2 封装代码A 0603 E 0805 I 1206 P 1808 Y 1210 3216 V 0603X4RB 4020 3W(特殊规格贴片电阻用封装加瓦特数来指定封装代码,B指4020 3W)注意:精度代码和封装代码一般情况下只会出现于电子元器件编码的第二部分,而下面的功能及工艺代码则一般出现在电子元器件的以及结构件和半成品编码的最后部分,故如果是相同的字母看其出现的位置确定其代表的含义。
BOM分层和编码原则

On the evening of July 24, 2021
BOM分层原则
Courseware template
BOM的作用
主生产计划(MPS)和物料需求计划(MRP)运算的基础 在投料、领料过程中提供物料的需求量:投料单的物料和数量 是根据BOM决定的 在成本核算中决定物料的标准用量,产品单位成本是由BOM上 物料的成本累加得到
以插入。
On the evening of July 24, 2021
编码原则
Courseware template
n 物料编码规则的编写部门
➢ 应由工程部/技术部/开发部主导,进行编码规则的定义。
因为这些部门首先接触新产品、熟悉产品和物料的参数、
性能等属性
➢ 建议由具有二年以上本厂工作经验、熟悉本厂产品的产品工程师进行编 码规则的编写
长度通常建议为8-12位比较好 编码的目的在于求简化,因此编号位数愈少愈好。可节
省阅读、抄写、输入的作业时间,提高作业效率 编号简短,在处理的过程中出错的机率也将降低 考虑5-10年的使用周期
On the evening of July 24, 2021
编码原则
Courseware template
编码原则
Courseware template
n 避变化
在未来有可能发生变动的属性,不可纳入编码。如部门、 客户、供应商等信息
考虑一物一号的原则 可用批号处理物料需区分供应商、客户的问题。
On the evening of July 24, 2021
编码原则
Courseware template
Courseware template
虚:考虑虚拟件
如果工厂产品工艺比较复杂、产品中共用件使用比较频繁、图纸等原因,可根据需 要,采用虚拟件进行处理
用友软件物料编码规则
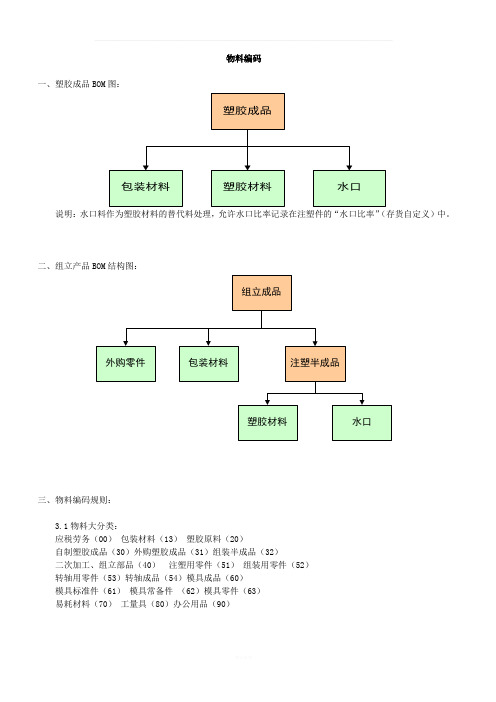
物料编码一、塑胶成品BOM图:说明:水口料作为塑胶材料的替代料处理,允许水口比率记录在注塑件的“水口比率”(存货自定义)中。
二、组立产品BOM结构图:三、物料编码规则:3.1物料大分类:应税劳务(00)包装材料(13)塑胶原料(20)自制塑胶成品(30)外购塑胶成品(31)组装半成品(32)二次加工、组立部品(40)注塑用零件(51)组装用零件(52)转轴用零件(53)转轴成品(54)模具成品(60)模具标准件(61)模具常备件(62)模具零件(63)易耗材料(70)工量具(80)办公用品(90)3.2 塑胶原料小分类:PC(001) PP(002)···3.2.1 塑胶原料编码:塑胶原料大分类+塑胶原料小分类+流水号(材料型号)流水号(材料型号)PC)大分类(塑胶原料)3.3原料水口编码:塑胶原料编码+SS表示水口,A为抽粒料,B、C···为替代料3.4组装半成品小分类::按机种分类3.4.1组装半成品编码:塑胶半成品大类+机种分类+流水号(部品番号)+X(部品番号变更代码)部品番号变更代码(新增番号无此代码)流水号(部品番号)机种分类大分类(组装半成品)使用材料名称、颜色、客户在存货自定义项中注明3.5自制塑胶成品3.5.1塑胶成品大类+机种分类+流水号(部品番号)+X(部品番号变更代码)+#出往国外(出往国内无此代码)部品番号变更代码(新增番号无此代码)流水号(部品番号)机种分类大分类(自制塑胶成品)3.5.2塑胶成品大类+机种分类+流水号(部品番号)+X(部品番号变更代码)+KG(使用客供材料)部品使用客供胶料(进料成品无此代码)部品番号变更代码(新增番号无此代码)流水号(部品番号)机种分类大分类(自制塑胶成品)使用材料名称、颜色、客户、是否客供,在存货自定义项中注明3.6二次加工、组立部品小分类::按机种分类3.6.1二次加工、组立部品编码二次加工、组立部品大分类+机种分类+流水号(部品番号)+X(部品番号变更代码)出往国外(出往国内无此代码)部品番号变更代码(新增番号无此代码)流水号(部品番号)机种分类大分类(二次加工、组立部品)使用材料名称、颜色、客户、是否客供,在存货自定义项中注明3.7.1注塑用零件编码零件大类+零件小分类+流水号+ X(部品番号变更代码)部品番号变更代码(新增番号无此代码)流水号(规格型号)零件小分类(五金端子)大分类(注塑用零件)是否客供,在存货自定义项中注明3.8 包装材料小分类:3.8.1包装材料编码包装材料类别码+种类代码+流水号如流水号种类代码(A:纸箱、B:中空箱、F:胶袋)类别代码(包装材料)3.8.2 平板、刀卡编码包装材料类别码+箱种类代码+箱流水号如流水号平板代码(C:隔板、盖板)1号箱(流水号)纸箱(A:纸箱、B:中空箱、F:胶袋)类别代码(包装材料)3.9 模具成品编码ZG+年+流水号如Welcome To Download !!!欢迎您的下载,资料仅供参考!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
c
、“X” 用1位字符表示物料二级类别
d
、“XXX”用3位字符表示:物料规格
e
、“X” 用1位字符区分:供应商(通用件无需区分供应商,用“0”表示)f
、“X” 用1位字符表示:版本系数
4、
、a
、“3” 用1位字符表示原材料
b
、“3” 用1位字符表示物料类别:包材类c
、“X” 用1位字符表示物料二级类别d
、“XXX”用3位字符表示:物料规格
e
、“X” 用1位字符区分:供应商(通用件无需区分供应商,用“0”表示)f
、“X” 用1位字符表示:版本系数
三、
5
、a
、“5”用1位字符表示物料类别:附件类b
、“XX” 用2位字符表示:附件类别
c
、“XXX”用3位字符表示:物料规格d
、“X” 用1位字符区分:供应商(通用件无需区分供应商,用“0”表示)e
、“X” 用1位字符表示:版本系数
四、
a
、“6” 用1位字符表示:半成品b
、“XX” 用1位字符表示:产品c
、“XXX” 用3位字符表示:半成品规格
附件类:5 XX XXX X X,8位字符描述
半成品类采用6字开头。
半成品:6 XX XXX X X, 8位字符描述附件类
包材类:3 3 X XXX X X,8位字符描述
d 、“X ”用1位字符表示:制造商或供应商(通用件无需区分供应商,用“0”表示)
e
、“X” 用1位字符表示:半成品版本系数五、
a
、“9” 用1位字符表示:成品b
、“XX” 用1位字符表示:产品类别c
、“XXX” 用2位字符表示:成品规格
d
、“X” 用1位字符表示:包装方式及类别(无包装裸机成品,用“0”表示)e
、“X” 用1位字符表示:版本系数
成品采用9字开头。
成品:9 XX XXX X X, 8位字符描述
电子物料编码规则图
2X X X X X X X
版本系数码
供应商区别码
表示物料规格
表示电子物料二级类别
表示电子物料一级类别
2 表示电子物料
原材料编码规则图
3X X X X X X X
版本系数码
供应商区别码
表示原材料规格
表示原材料二级分类
表示原材料一级分类“3”表示原材料
附件类
5X X X X X X X
版本系数码
供应商区别码
表示附件规格
表示附件类别
“5” 表示附件类
半成品类别
6X X X X X X X
版本系数码
供应商区别码
表示半成品规格
表示半成品类别
“6” 表示半成品物料
成品类别
9X X X X X X X
版本系数码
包装区别码(无包装用“0”)
表示成品规格
表示产品类别
8 表示成品。