简易自动钻床电气控制系统
z3040-摇臂钻床电气控制系统设计

01摘要本课程设计是机械加工中常用的Z3040摇臂钻床传统电气控制系统的设计,旨在解决传统继电器—接触器电气控制系统存在的线路复杂、可靠性稳定性差、故障诊断和排除困难等难题。
由于PLC电气控制系统与继电器—接触器电气控制系统相比,具有结构简单,编程方便,调试周期短,可靠性高,抗干扰能力强,故障率低,对工作环境要求低等一系列优点。
因此,本文对Z3040摇臂钻床电气控制系统的改造,将把PLC控制技术应用到改造方案中去,从而大大提高摇臂钻床的工作性能。
此文分析了摇臂钻床的控制原理,制定了可编程控制器改造Z3040摇臂钻床电气控制系统的设计方案,完成了电气控制系统硬件和软件的设计,其中包括PLC机型的选择、I/O端口的分配、I/O硬件接线图的绘制、PLC 梯形图程序的设计。
对PLC控制摇臂钻床的工作过程作了详细阐述,叙述了采用PLC取代传统继电器—接触器电气控制系统从而提高机床工作性能的方法,给出了相应的控制原理图。
关键词:可编程控制器;摇臂钻床;梯形图;电气控制系统〭目录1 绪 论1.1 Z3040摇臂钻床简介钻床是一种孔加工机床,可用来钻孔、扩孔、绞孔、攻螺纹及修刮端面等多种形式的加工。
钻床的结构形式很多,有立式钻床、卧式钻床、深孔钻床等。
摇臂钻床是一种立式钻床,它适用于单件或批量生产中带有多孔大型零件的孔加工,是一般机械加工车间常用的机床。
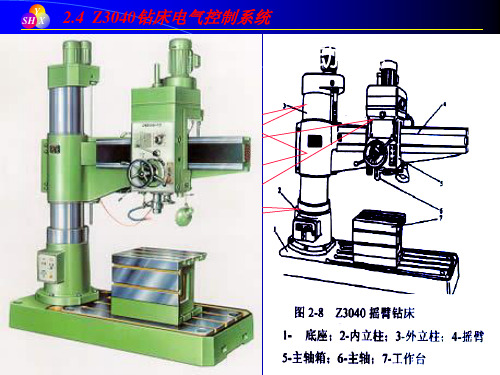
摇臂钻床主要由底座、内外立座、摇臂、主轴箱和工作台等组成。
摇臂的一端为套筒,套装在外立柱上,并借助丝杠的正、反转可沿外立柱作上下移动。
主轴箱安装在摇臂的水平导轨上可通过手轮操作使其在水平导轨上沿摇臂移动。
加工时,根据工件高度的不同,摇臂借助于丝杠可带着主轴箱沿外立柱上下升降。
在升降之前,应自动将摇臂松开,再进行升降,当达到所需的位置时,摇臂自动夹紧在立柱上。
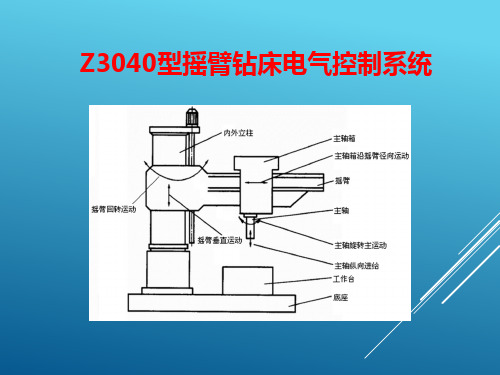
摇臂钻床钻削加工分为工作运动和辅助运动。
工作运动包括:主运动(主轴的旋转运动)和进给运动(主轴轴向运动);辅助运动包括:主轴箱沿摇臂的横向移动,摇臂的回转和升降运动。
Z3050摇臂钻床电气及PLC控制系统设计
Z3050摇臂钻床电气及PLC控制系统设计一、引言摇臂钻床是一种常用的金属加工设备,广泛应用于机械制造、汽车制造和航空航天等行业。
其电气控制系统起到控制机械运行和保证工艺加工精度的重要作用。
本文将结合Z3050摇臂钻床的特点,对其电气及PLC控制系统进行设计。
1.电气原理图设计:根据Z3050摇臂钻床的机械结构和功能需求,设计电气原理图。
该原理图包括主电路、控制回路和辅助回路。
主电路用于控制电机的运行,包括主电源开关、电机起动器和运行状态指示等。
控制回路用于通过按钮和开关控制钻床的各个功能,包括电机启动、停止、转速调节和前后走动等。
辅助回路用于配合主电路和控制回路,包括电气传感器和限位开关等。
2.电机及起动器选型:根据Z3050摇臂钻床的功率需求和特点,选择适当的电机和起动器。
电机需要具备足够的功率和转速范围,以满足不同工艺需求。
起动器需要具备保护电机的功效,防止过电流和过载,延长电机寿命。
3.控制按钮和开关选型:根据操作人员对钻床的操作需求,选择适用的按钮和开关。
按钮需要具备防误触和防水防尘的特性,以保证操作的安全和稳定。
开关需要具备高可靠性和耐久性,以满足长时间工作的要求。
4.传感器和限位开关选型:根据钻床工作过程中的监测需求,选择合适的传感器和限位开关。
传感器可以用于检测钻孔深度、转速和温度等参数,以保证加工质量和安全。
限位开关可以用于确定钻臂和工件的位置,以防止超限运动和碰撞。
5.电气安装和调试:按照设计原理图进行电气安装和接线。
在安装过程中要注意线缆的固定和绝缘,以防止短路和漏电。
安装完成后进行电气调试,检测电源和控制回路的正常工作情况,以保证电气系统的稳定和可靠。
1.PLC选型:根据钻床的控制需求和工艺要求,选择适当的PLC。
PLC需要具备足够的输入输出点数和通信接口,以满足不同功能模块的连接和控制。
同时需要考虑PLC的运算速度和稳定性,以保证钻床的高效运行和工艺精度。
2.程序设计:根据Z3050摇臂钻床的机械结构和功能需求,进行PLC程序的设计。
Z37摇臂钻床电气控制线路分析

Z37摇臂钻床电气控制线路分析摇臂钻床是一种常见的机床设备,用于加工金属等材料的孔洞。
在摇臂钻床的电气控制系统中,主要涉及到电机控制、电路保护以及操作控制等方面。
下面将对Z37摇臂钻床的电气控制线路进行详细的分析。
1.电机控制部分:Z37摇臂钻床通常采用交流电机作为主要驱动设备。
电机的控制采用电磁起动器实现。
电磁起动器由电磁铁和控制电路组成,其主要功能是控制电机的启动、停止和正反转等操作。
在钻床的电气控制线路中,电机控制部分是非常重要的一部分。
2.电路保护部分:为了保证钻床的安全运行,电路保护部分是必不可少的。
主要包括过载保护和短路保护两个方面。
过载保护是通过热继电器和过载按钮实现的。
热继电器能够根据电流大小进行自动断开,以保护电机免受过载损坏。
短路保护主要依靠熔断器或短路保护器实现。
当电路出现短路时,熔断器能够迅速切断电流,避免电路和设备的进一步损坏。
3.操作控制部分:启动按钮由电源供电,按下按钮后通过控制电路启动电机。
停止按钮用于停止电机的运行,一般通过切断电源实现。
正转和反转按钮用于控制电机的转向。
通常采用接触器实现正反转控制。
接触器具有正转触点和反转触点,当按下正转按钮时,正转触点闭合,电机正转运行;当按下反转按钮时,反转触点闭合,电机反转运行。
4.其他辅助电路:在Z37摇臂钻床的电气控制线路中,还有一些其他辅助电路的存在,用于辅助操作和监控钻床的运行状态。
例如,镇流器电路用于稳定电源电压,保证设备正常运行。
信号灯电路用于显示钻床的工作状态,例如启动、停止或故障等。
刀具冷却装置电路用于控制刀具冷却系统的运行,以保证钻削效果和刀具寿命。
总结:Z37摇臂钻床的电气控制线路主要涉及到电机控制、电路保护和操作控制等方面。
通过合理的设计和搭配,可以保证钻床的安全运行和高效工作。
在实际应用中,需要根据具体的工作需求和安全要求来调整和优化电气控制线路,提高钻床的工作效率和性能。
Z3050型摇臂钻床电气控制控制系统设计

Z3050型摇臂钻床电气控制控制系统设计首先,Z3050型摇臂钻床的电气控制控制系统包括电气控制柜、开关按钮、电机和传感器等组成。
其主要功能是实现钻头的升降、前后移动以及输送工件的控制。
在电气控制柜中,会安装各种控制元件,如接触器、继电器、开关、按钮等。
这些元件通过电线和电缆连接起来,构成一个完整的电气控制系统。
在设计中,需要合理布置和编排电气元件,使其易于操作和维护。
针对Z3050型摇臂钻床的控制需求,可以采用PLC控制系统。
PLC (Programmable Logic Controller)是一种用于自动化控制的可编程逻辑控制器,具有编程灵活、可靠性高、实时性好等优点。
通过PLC控制系统,可以实现对钻床的各种功能的精确控制。
在设计中,首先需要对钻床的工作流程进行分析和梳理。
根据工作流程,确定需要控制的功能和动作,例如:钻头升降、前后移动、开启/关闭钻头、设置加工工件参数等。
然后,根据这些需求,编写PLC程序,在PLC中设置相应的输入和输出端口,实现对这些功能的控制。
针对钻头升降功能的控制,可以采用电机驱动。
将电机与PLC相连,通过控制电机的正转和反转来实现钻头的升降。
在PLC程序中,设置相应的指令和逻辑,根据输入信号控制电机的工作状态。
针对钻头前后移动功能的控制,可以采用电机驱动或者气动驱动。
通过控制电机或气缸的动作来实现钻头的前后移动。
在PLC程序中,设置相应的指令和逻辑,根据输入信号控制电机或气缸的工作状态。
针对钻头的开启和关闭功能的控制,可以通过电磁阀来实现。
通过控制电磁阀的通断来控制钻头的开合。
在PLC程序中,设置相应的指令和逻辑,根据输入信号控制电磁阀的工作状态。
对于设置加工工件参数的功能,可以在PLC程序中设置相关的输入模块,通过按钮和传感器等设备来输入相应的参数。
根据输入的参数,PLC可以实时对钻床的工作进行调整和控制。
在设计时,还需要考虑到安全性和可靠性。
例如,可以设置急停按钮、过载保护装置等安全措施,以保证设备的安全运行。
plc自动钻床控制系统

PLC自动钻床控制系统简介PLC自动钻床控制系统是一种用于控制钻床运行的自动化控制系统。
它通过PLC(可编程逻辑控制器)来实现对钻床的自动控制,提高钻床的生产效率和工作精度。
本文将介绍PLC 自动钻床控制系统的工作原理、功能特点以及应用优势。
工作原理PLC自动钻床控制系统的工作原理是将钻床的运行控制通过PLC程序进行编程,通过输入输出模块与外部设备(如按钮、开关、传感器等)进行交互,实现对钻床的自动化控制。
PLC自动钻床控制系统的工作流程如下:1. 接收输入信号:通过输入模块接收来自外部设备的信号,如启动信号、停止信号、传感器信号等。
2. 执行控制逻辑:根据PLC程序中预设的控制逻辑,通过数据处理模块进行计算和判断,确定钻床的运行状态。
3. 输出控制信号:通过输出模块将控制信号发送到钻床的执行元件,如电机、气缸等,实现钻床的自动运行。
功能特点PLC自动钻床控制系统具有以下功能特点:灵活可编程PLC自动钻床控制系统采用PLC作为控制核心,具有灵活可编程的特点。
用户可以通过编写PLC程序来定义钻床的运行逻辑,实现对钻床的自动化控制。
同时,PLC还支持在线编程和在线修改,方便用户进行系统调整和优化。
多种控制模式PLC自动钻床控制系统可以根据需要选择不同的控制模式,如手动控制模式、自动控制模式和半自动控制模式等。
用户可以根据具体情况选择合适的控制模式,实现不同工艺要求下钻床的自动化控制。
实时监控及报警功能PLC自动钻床控制系统具有实时监控和报警功能。
通过监测钻床的运行状态和关键参数,如电流、温度等,系统可以实时监控钻床的工作情况,并在异常情况下及时发出报警,以保证设备和操作人员的安全。
网络通信功能PLC自动钻床控制系统支持网络通信功能,可以与上位机、其他设备或系统进行通信。
通过网络通信功能,可以实现对钻床的远程监控和控制,方便用户进行生产管理和设备维护。
数据记录与分析PLC自动钻床控制系统可以实现对钻床运行中的数据进行记录和分析。
z3040摇臂钻床电气控制系统设计
z3040摇臂钻床电气控制系统设计以下是为大家整理的z3040摇臂钻床电气控制系统设计的相关范文,本文关键词为z3040,摇臂,钻床,电气,控制系统,设计,Z3040,摇,您可以从右上方搜索框检索更多相关文章,如果您觉得有用,请继续关注我们并推荐给您的好友,您可以在综合文库中查看更多范文。
Z3040型摇臂钻床电气控制系统设计Z3040型摇臂钻床电气控制系统设计摘要本课程设计是研究机械加工中常用的Z3040摇臂钻床传统电气控制系统的改造问题,旨在解决传统继电器—接触器电气控制系统存在的线路复杂、可靠性稳定性差、故障诊断和排除困难等难题。
由于pLc电气控制系统与继电器—接触器电气控制系统相比,具有结构简单,编程方便,调试周期短,可靠性高,抗干扰能力强,故障率低,对工作环境要求低等一系列优点。
因此,本论文对Z3040摇臂钻床电气控制系统的改造,将把pLc控制技术应用到改造方案中去,从而大大提高摇臂钻床的工作性能。
论文分析了摇臂钻床的控制原理,制定了可编程控制器改造Z3040摇臂钻床电气控制系统的设计方案,完成了电气控制系统硬件和软件的设计,其中包括pLc机型的选择、I/o 端口的分配、I/o硬件接线图的绘制、pLc梯形图程序的设计。
对pLc 控制摇臂钻床的工作过程作了详细阐述,论述了采用pLc取代传统继电器—接触器电气控制系统从而提高机床工作性能的方法,给出了相应的控制原理图。
关键词:可编程控制器;摇臂钻床;梯形图;电气控制系统?1Z3040型摇臂钻床电气控制系统设计目录摘要................................................................................................................. ..........11绪论................................................................................................................. .. (4)1.1Z3040摇臂钻床简介....................................................................................41.2pLc在电气控制系统中的应用......................................................................51.3本论文研究的对象及意义.............................................................................62Z3040摇臂钻床电气控制系统的原理 (8)2.1主电路 (8)2.2控制电路、信号及照明电路 (8)2.2.1主电动机的旋转控制...........................................................................82.2.2摇臂松开--升/降--摇臂夹紧控制......................................................82.2.3立柱和主轴箱的松开及夹紧控制及信号灯. (9)3基于pLc的Z3040摇臂钻床电气控制系统硬件部分的设计 (10)3.1电气元件的选择.........................................................................................103.2pLc型号的选择.. (11)3.2.1根据pLc的物理结构........................................................................123.2.2根据pLc的指令功能........................................................................123.2.3根据pLc的输入输出点数................................................................123.2.4根据pLc的存储容量........................................................................123.2.5根据输入模块的类型.........................................................................123.2.6根据输出模块的类型.........................................................................133.3pLc的I/o端口分配表................................................................................133.3pLc的I/o电气接线图的设计....................................................................154Z3040摇臂钻床电气控制系统软件部分的设计 (16)4.1pLc梯形图程序的优化设计及程序调试: (16)4.1.1主电动机的起动控制程序.................................................................164.1.2摇臂升降控制程序..............................................................................164.1.3主轴箱放松或夹紧控制程序.............................................................174.1.4摇臂回转控制梯形图程序.. (18)2Z3040型摇臂钻床电气控制系统设计4.1.5冷却泵开关控制梯形图程序..............................................................194.2指令表 (20)5结论................................................................................................................. .. (25)5.1研究成果.......................................................................................................255.2不足之处.......................................................................................................25参考文献................................................................................................................. ....26附录ⅠZ3040摇臂钻床电气控制原理图.................................................................27附录ⅠZ3040摇臂钻床的电器元件明细表.............................................................28附录ⅠI/o电气接线图..............................................................................................29附录Ⅰ程序梯形图 (30)3Z3040型摇臂钻床电气控制系统设计1绪论1.1Z3040摇臂钻床简介钻床是一种孔加工机床,可用来钻孔、扩孔、绞孔、攻螺纹及修刮端面等多种形式的加工。
自动钻床PLC控制系统的设计毕业设计

毕业设计成果(产品、作品、方案)设计题目: 自动钻床PLC控制系统的设计二级学院航空电子设备维修学院专业电气自动化班级学号姓名指导教师诚信声明本人郑重声明:所呈交的毕业设计,是本人在老师的指导下,独立完成所取得的成果。
尽我所知,设计中除特别加以标注的地方外,不包含其他人已经发表或撰写过的研究成果。
本声明的法律结果由本人承担。
学生签名:指导教师签名:2016年12 月25 日2016 年 12 月 25 日目录1 概述 (5)1.1自动钻床概述 (5)1.2 PLC的特点 (5)1.3自动钻床的结构 (2)1.4 PLC的工作原理 (7)2 自动钻床PLC控制系统的总体设计思路 (4)2.1 自动钻床PLC设计要求 (4)2.2 自动钻床PLC整体设计 (11)3 自动钻床PLC控制硬件设计 (13)3.1 自动钻床PLC的I/O分配表 (13)3.2 自动钻床PLC接线图 (15)4 自动钻床PLC控制程序设计 (16)4.1 自动钻床PLC SFC程序图 (16)5 自动钻床PLC控制系统软硬件仿真及调试 (19)5.1 自动钻床PLC SFC程序仿真调试 (19)5.2 自动钻床系统接线与调试 (22)6 总结 (25)7 参考文献 (26)1 概述1.1自动钻床概述自动钻床是一种自动化钻孔平台,是指利用比目标物更坚硬、更锐利的工具通过旋转切削或旋转挤压的方式,在目标物上留下圆柱形孔或洞的机械和设备统称。
也有称为打孔机、钻孔机、打眼机、通孔机等。
通过对精密部件进行钻孔,来达到预期的效果,自动钻床有自动钻床和手动钻床,随着人力资源成本的增加;大多数企业均考虑自动钻床作为发展方向。
随着时代的发展,自动钻床的钻孔技术的提升,采用自动钻床对各种五金模具表带钻孔表带钻孔首饰进行钻孔优势明显。
1.2 PLC的特点采用模块化结构为了适应各种工业控制需要,除了单元式的小型PLC以外,绝大多数PLC均采用模块化结构。
Z3040型摇臂钻床电气控制控制系统设计
Z3040型摇臂钻床电气控制控制系统设计摇臂钻床是一种常见的金属加工设备,其电气控制控制系统设计的目标是实现钻床的自动化操作,提高生产效率和加工精度。
本文将从控制系统的硬件设计和软件设计两个方面进行详细介绍。
首先是硬件设计部分,摇臂钻床电气控制控制系统的核心是PLC(可编程逻辑控制器)。
PLC具有可编程、易于维护、可靠性高等特点,适用于工业控制领域。
在摇臂钻床控制系统中,PLC负责接收各种传感器信号,控制执行机构,实现钻孔深度、转速等参数的调节,并与人机界面进行通信。
其次是传感器部分。
摇臂钻床的常用传感器包括光电开关、压力传感器、位移传感器等。
光电开关可用于检测工件的位置和运动状态,压力传感器可用于检测液压和气压系统的压力情况,位移传感器可用于测量钻孔深度、升降台高度等参数。
再次是执行机构部分。
摇臂钻床的执行机构包括伺服电机、液压驱动装置等。
伺服电机可实现自动控制钻头的位置和运动速度,液压驱动装置可控制液压系统的工作压力和流量。
最后是软件设计部分,摇臂钻床电气控制控制系统的软件设计涉及编程语言和程序逻辑的设计。
一般情况下,使用的编程语言是Ladder Diagram(梯形图)。
根据摇臂钻床的实际需求,编写控制程序,实现各种功能,如自动调节钻孔深度、自动调节钻头转速等。
同时,还需要设计人机界面,用于与操作人员进行交互,实时监视机器的工作状态和参数。
综上所述,摇臂钻床电气控制控制系统的设计涉及硬件设计和软件设计两个方面,需要考虑传感器的选择和布置、执行机构的选型和控制、编程语言的选择和控制程序的编写等。
通过合理的设计,摇臂钻床电气控制系统可以实现自动化操作,提高钻床的生产效率和加工精度。
z3040摇臂钻床电气控制系统课程设计
z3040摇臂钻床电气控制系统课程设计
摇臂钻床电气控制系统课程设计可以涵盖以下内容:
1. 系统结构设计:设计一个能够实现钻孔操作的电气控制系统,包括电气元件布局和连接方式,以及各个电气设备之间的控制关系。
2. 电路设计:根据摇臂钻床的工作原理和要求,设计相应的电路,包括电源电路、控制信号电路、输入输出接口电路等。
3. PLC编程:使用PLC(可编程逻辑控制器)进行程序编写,实现对摇臂钻床的自动化控制。
包括编写常规控制程序、故障诊断程序、安全保护程序等。
4. 人机界面设计:设计一个直观、易于操作的人机界面,用于操作员和设备之间的交互。
可以使用触摸屏、按键等方式,实现对钻孔深度、速度、进给速率等参数的设定和监控。
5. 运行测试:在设计完成后,进行系统的调试和测试。
包括对控制系统的各项功能进行测试,以及对系统的稳定性、可靠性进行评估。
6. 安全性设计:考虑到摇臂钻床操作的安全性,设计合适的安全保护措施,如急停开关、紧急停车按钮等,以确保操作人员和设备的安全。
7. 故障排除与维护:设计相应的故障排除程序和维护计划,以
便在系统出现故障时能够快速恢复正常运行。
通过以上步骤的设计,可以有效实现对摇臂钻床的电气控制,提高其自动化水平和工作效率,提升生产过程中的稳定性和安全性。
摇臂钻床电气控制系统设计

摇臂钻床电气控制系统设计摇臂钻床是常用的金属加工设备,广泛应用于机械制造、汽车制造、航空航天等领域。
在摇臂钻床的设计中,电气控制系统起着关键作用,它负责控制钻孔深度、转速、进给速度等关键参数,以确保加工质量和安全性。
电气控制系统的设计要满足以下几个关键要求:1.稳定可靠:电气控制系统需要具备稳定可靠的特性,以确保钻孔过程的精度和可重复性。
为此,设计中应选用高品质、可靠的电气元件和设备,如高性能的电气接触器、断路器、继电器等。
2.灵活可调:摇臂钻床的加工要求可能因不同工件而异,因此电气控制系统需要具备一定的灵活性和可调性。
设计中应采用可编程控制器(PLC)或模拟电路设计,以便根据不同工件的要求进行参数调整。
3.安全可靠:摇臂钻床在工作过程中存在着一定的危险因素,如旋转部件的运动速度、孔深控制等。
因此,电气控制系统在设计时需要考虑安全性,设置合适的安全开关、紧急停止按钮和保护装置,以确保操作人员的安全。
4.易于操作:电气控制系统的设计应尽量简化用户的操作过程,使其易于使用。
可以通过人机界面设计、合理的控制按钮布局、清晰的指示灯显示等手段来实现。
此外,还可以考虑加入自动化控制和远程控制功能,提高操作的便利性和效率。
5.节能环保:在电气控制系统的设计中,应考虑能源的有效利用和环境保护。
可以采用变频调速技术,根据实际需求调整电机的转速,实现节能减排。
同时,还可以加入温度、压力等传感器,监测并控制设备的工作状态,以避免过度能耗和环境污染。
在具体的电气控制系统设计中,可以按照以下步骤进行:1.需求分析:对摇臂钻床的工作特点、加工要求、安全性要求等进行综合分析,确定电气控制系统的设计目标。
2.选型和布线:根据需求分析结果,选取适当的电气元件和设备,如电机、PLC、变频器、传感器等,并设计合理的电气布线图。
3.控制策略设计:根据加工要求,设计合理的控制策略,包括钻孔深度控制、转速控制、进给速度控制等。
4.接线和调试:根据布线图进行电气接线,进行系统调试和参数调整,确保电气控制系统的正常运行。
Z3040钻床电气控制系统
外立柱上
现代电气自动控制技术
Y SH X
2.4 Z3040钻床电气控制系统
摇臂钻床上运动形式有:
主运动:主轴带动钻头的旋转运动;
进给运动:钻头的上下运动;
辅助运动:摇臂可沿外立柱的圆柱面上下垂直 调整位置;主轴箱可沿摇臂的导轨横向调整位置; 摇臂及外立柱绕内立柱转动至不同的位置;工作时 可以很方便的调整主轴的位置(工件不动)。
现代电气自动控制技术
Y SH X
2.4 Z3040钻床电气控制系统
主轴箱与立柱的夹紧与松开控制 SQ3(17)↓
主轴箱和立柱的夹紧与松开均采用液压操纵,二 者同时进行。工作时要求电磁阀YV不通电。
SB5↓ KM4 ↓
KM4 (17) ↓
—断开KM5
KM4 (7) ↓ 主轴箱松开 立柱松开 —M3正转
后两者为手动,另外还需考虑主轴箱、摇臂、
内外立柱的夹紧和松开。
现代电气自动控制技术
Y SH X
2.4 Z3040钻床电气控制系统
由于钻床的运动部件多,故采用多电动机拖动,
主运动和进给运动共用一台电动机拖动,通过机械变
速机构调节主轴转速和进刀量。
主轴正反转是通过液压油缸推动正反转摩擦离
合器进行控制的。主轴箱、摇臂、内外立柱的夹紧动
主电机控制电路
SB2↓ KM1↓ M1起动
SB1↓ KM1↑ M1停
摇臂升降及夹紧控制 摇臂升降过程是按松 开升降夹紧顺序进行 的。
现代电气自动控制技术
Y SH X
2.4 Z3040钻床电气控制系统
上升: SQ3(17)↓
KT (17) ↓ 断开KM5
SB3↓ KT ↓ KT (15) ↓ KM4 ↓—M3正转
Z3040型摇臂钻床电气控制系统
1. 主轴旋转的控制 主轴的旋转运动由主轴电动机M1拖动,M1由
主轴起动按钮SB4、停止按钮SB3、接触器KM1实现 单方向起动、停止控制。指示灯HL4为主轴电动机 旋转指示。具体过程如下:
起动时,按起动按钮SB4→KM1得电并自锁→主触 点闭合→M1转动。
停车时,按停止按钮SB3→KM1断电释放→M1断电, 由液压系统控制使主轴制动停车。
二、Z3040型摇臂钻床的液压系统
Z3034型摇臂钻床具有两套液压系统,一套是操 纵机构液压系统,另一套是夹紧机构液压系统。前者 装在主轴箱内,用以实现主轴正反转、停车制动、空 挡、预选及变速;后者安装在摇臂背后的电器盒下部, 用以夹紧松开主轴箱、摇臂及立柱。
1. 操纵机构液压系统 该系统压力油由主轴电动机拖动齿轮泵送出,由 主轴变速、正反转及空挡操作手柄来改变两个操纵阀 的相互位置,其中上为“空挡”,下为“变速”,里 为“反转”,外为“正转”,中间位置为“停车”。 主轴转速及主轴进给量各由一个旋钮预选,然后操作 手柄。
主轴空挡时,将操作手柄扳向“空挡”位置,这时由于两个 操纵阀相互位置改变,压力油使主轴传动系统中滑移齿轮处于 中间位置,这时可用于轻便地转动主轴。
2. 夹紧机构液压系统 主轴箱、立柱和摇臂的夹紧与松开,是由液压泵电 动机拖动液压泵送出压力油,推动活塞菱形块来实现 的,其中主轴箱和立柱的夹紧与放松由一个油路控制, 摇臂的夹紧与松开,因与摇臂升降构成自动循环,所 以由另一个油路单独控制,这两个油路均由电磁阀操 纵。 欲夹紧或松开主轴箱及立柱时,首先起动液压电动 机,拖动液压泵,送出压力油,在电磁阀操纵下,使 压力油经二通阀流入夹紧或松开油腔,推动活塞和菱 形块实现夹紧或松开。由于液压泵电动机是点动控制, 所以主轴箱和立柱的夹紧与松开是点动的。
基于plc的钻床电气控制系统设计

基于plc的钻床电气控制系统摘要:本设计旨在研究常用于加工的Z3040钻床电控系统的设计问题。
目的是实现工作过程:按下启动按钮,工件夹紧,夹紧后压力继电器打开,两个钻头同时开始工作。
当到达两个限位开关设定深度时,两个钻头同时上升,并在上升到两个限位开关设定的起始位置时停止上升。
在两个位置就位后,工件旋转一定角度,限位为ON,计数器的当前值增加1.旋转完成后,再次钻出第二个孔。
钻完所有孔后,计数器的当前值等于设置的数值。
释放工件时的值,当释放到位时,限位开关打开,系统返回初始位置。
传统的继电器 - 接触器电气控制系统存在电路复杂,可靠性差,故障诊断和故障排除的问题。
由于PLC电气控制系统与继电器- 接触器电气控制系统相比,具有结构简单,编程方便,调试周期短,更加可靠,抗干扰能力强,故障率低,对工作环境要求低等优点。
制定了可编程序控制器改造Z3040钻床电气控制系统的设计方案,完成了电气控制系统硬件和软件的设计,其中包PLC机型的选择、I/O端口的分配、I/O硬件接线图的绘制、PLC的SFC图和梯形图程序的设计,由于没有实物,还进行了仿真电路设计。
对PLC控制钻床的工作过程作了详细阐述, 论述了采用PLC取代传统继电器一接触器电气控制系统从而提高机床工作性能的方法,给出了相应的控制原理图。
关键词:可编程控制器;钻床;电气控制系统;梯形图Abstract: This design is to study the design problem of the electric control system of Z3040 drilling machine commonly used in machining. The aim is to realize the working process: press the start button, the workpiece is clamped, the pressure relay is ON after clamping, and the two drill bits start working at the same time. When the depth is set by the two limit switches, the two drills go up at the same time, and stop ascending when going up to the starting position set by the two limit switches. After both positions are in place, the workpiece is rotated by a certain angle, the limit is ON, and the current value of the counter is increased by 1. After the rotation is finished, the second hole is drilled again. After all the holes are drilled, the current value of the counter is equal to the setting. Value, when the workpiece is released, when the release is in place, the limit switch is ON and the system returns to the initial position. The traditional relay-contactor electrical control system has the problems of complicated circuit, poor reliability, fault diagnosis and troubleshooting. Because PLC electrical control system is compared with relay-contactor electrical control system, it has a series of advantages such as simple structure, convenient programming, short debugging period, high reliability, strong anti-interference ability, low failure rate and low requirements on working environment. The design of the electrical control system of the Z3040 drilling machine for the programmable controller was developed, and the hardware and software design of the electrical control system was completed, including the selection of the PLC model, the allocation of the I/O port, and the I/O hardware wiring diagram. Drawing, PLC SFC chart and ladder program design, because there is no real thing, also carried out the simulation circuit design. The working process of PLC controlled drilling machine is elaborated. The method of replacing the traditional relay-contactor electrical control system with PLC to improve the working performance of the machine is discussed. The corresponding control schematic is given.Key words: programmable controller; drilling machine; electrical control system; ladder diagram目录目录 (3)一绪论 (4)1.1选题背景和意义 (4)二Z3040钻床的结构及运动形式 (5)2.1 Z3040钻床的结构 (5)2.2 钻床的运动形式 (6)三Z3040传统控制线路原理分析 (7)3.1主电路分析 (9)3.2控制电路分析 (9)四联锁和保护环节 (11)4.1联锁环节 (11)4.2保护环节 (12)五液压系统 (13)5.1操纵机构液压系统 (13)5.2夹紧机构液压系统 (14)六计数器 (15)七基于PLC的Z3040电气控制系统硬件设计 (16)7.1 PLC控制系统设计的基本原则 (16)7.2电气控制部分 (16)7.3 PLC的I/O端口分配表 (18)7.4基于PLC的Z3040钻床电气控制原理图设计 (18)7.5主要电气元件选型 (21)八元器件明细表 (28)九基于PLC的Z3040电气控制系统软件设计 (30)9.1程序SFC图 (31)9.2梯形图 (31)9.3指令表 (33)十系统调试 (36)10.1仿真电路设计 (36)10.2仿真调试 (36)结论 (39)参考文献: (40)一绪论1.1选题背景和意义自动控制系统的应用在21世纪的今天非常的广泛。
全自动双面钻电气控制系统设计

全自动双面钻电气控制系统设计
全自动双面钻电气控制系统需要包含以下模块:
1. 装载控制模块:用于对待加工工件进行装载和卸载操作,包括自动送料、夹紧、锁紧等操作。
2. 钻头控制模块:用于对钻头进行转速、进给速率、刀具压力、润滑等参数控制,保证钻孔效果。
3. 运动控制模块:用于对钻头的X、Y、Z三向运动控制,精确地定位工件,并完成钻孔动作。
4. 空气源控制模块:用于控制钻孔设备的压缩空气供应,确保设备正常运转。
5. 电源控制模块:用于对钻孔设备的电源进行控制和保护,确保设备在电压波动、电缆断电等情况下都能正常运行。
6. 监控模块:用于对钻孔设备进行实时监控,包括故障报警、温度、电流、电压等参数监测。
钻孔设备应采用PLC控制系统,可实现各模块之间的联动控制和协调工作,确保操作稳定、精准、高效。
同时,应采用多种安全措施,对操作者和设备进行有效保护。
PLC改造Z3040摇臂钻床电气控制系统

李 刚
摘 要 :本 文 简述 用P L c改造 z 3 0 4 O 摇臂 钻床 的原 理 、控 制要 求及 系统改 造过程 。
电 气控 制 系统
关键 词 :P L C Z3 0 4 0 摇臂 钻 床
一
2 电气 系 统 分析 ( 1 )主 电路 分析 。
、
Z 3 0 4 0 型 摇 臂 钻 床 结 构 图 及 电气 原 理 图
M l : 主轴 电动 机 , 由交 流 接触 器 K M 1 控 制 , 只要 求 单 方 向 旋 转 。M1 装 在 主 轴 箱 顶 部 , 带 动 主轴 及进 给 传 动 系统 , 热 继 电器 F R 是 过 载 保 护 元 件 主 轴 的 正 反 转 由机 械 系统 实
笔者 所 在 学 院现 有 Z 3 0 4 0 摇 臂钻 床 电气控 制 系 统 采用 的 能 实 现 正 反 转 。
是 传 统 的继 电器 一接 触 器 控 制 方 式 。 因其 所 要 控 制 的 电动 机 较 多 , 电路 较 复 杂 ,在 日常 的实 习 、生 产 作 业 中 ,经 常 发 生 电气 故障 ,从 而影 响正 常 的 教 学活 动 和 实 习生 产 。P L C 有 可 靠 性 高 、抗 干 扰 能 力 强 、编 程 方 便 、价 格 低 、寿 命 长 等 优 点 , 用P L C 改造 Z 3 0 4 0 摇 臂钻 床 的 电气 控 制 系 统 ,可 以 ( 5 ) 摇 臂 的夹 紧 与放 松 以及 立 柱 的夹 紧 与 放 松 由一 台 异 步 电动 机 配 合 液 压 装 置 来 完 成 ,要 求 这 台 电动 机 能 正 反
止。
( 2 )控 制 电 路分 析 。 ① 主 轴 电动 机 M l 的控 制 。 按 下 S B 2 K M1 线 圈得 电并 自
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
台 的前 限 位和 后 限位 。
令 ) ;s 3 的设定范围为5 0 0 m s 以下 ;D 的 规 定 为 : 一是 只 能
为Y O 或Y 1 ,二 是 一 定为 晶体 管输 出 。
三 、系 统 总 体 构 成
1 . 电源部 分
的定 速 运 行 电动 机 更 加 节 能 。
四 、 系 统硬 件 选 用
1 . 电 动机 的 选 用
电动 机M 1 功率 为 2 k W , 电动 机M 2 功 率 为0 . 7 5 k W , 电动 机 M 3 功率为0 . 7 5 k W ,电动 机 M 4 功率为l k W 。
电动 机 M 1 为 主 轴 电动 机 ,带 动 钻 夹 头 做 旋 转运 动 ; M 2 电动 机 是 工 作 台横 向进 给 电动 机 ,通 过丝 杠 带 动 工 作 台左 右 运 动 ;M 3 电 动 机 是 工 作 台纵 向进 给 电 动 机 ,通 过 丝 杠 带 动 工 作 台前 后 运 动 ;M 4 电动 机 为 钻 夹 头 升 降 电动 机 , 向下 运 动 时钻 孔 , 向上运 动 时 抬起 钻 头 。
2 . 步进 电 动机 的 选 用
三 菱 公 司三 相 反 应 式步 进 电动M R — J 3 。
3 . P L O 的选 用 三 菱 公 司F X 2 N 一 4 8 M R 。
4 . 人 机 界 面 的 选 用
昆仑 通 态 触摸 屏 。
二 、 自动 钻 床 结 构 原 理
三正工] = = [
T 作频率 ( Hz ) 总脉 冲 数 ( P L C) 升I  ̄ m t N ( m ) Y O  ̄Y I
图
其 中:S 1 的设定范 围为l O ~2 0 0 0 0 H z :S 2 的 设 定 范 围
1 0~2, 1 4 7 ,4 8 3 ,6 4 7 P L S( 因为D P L S R 为3 2 位运算指 S Q 4 分 别 是 工 作 台 的左 限位 和 右 限位 ,S Q 5 、S 0 6 分 别 是 工 作 为 1
步 进 电动 机 是一 种将 电脉 冲信 号 转变 为角位 移 或 直线 位 移 的执 行元 件 。步 进 电动机 的转速 与单位 时 间 内输 入的脉 冲数 ( 即脉 冲频 率 )成 正 比,其输 出位 移与输 入脉 冲个 数成 正 比, 其转 向与脉 冲分配 到步进 电动 机的各 相绕 组的相 序有 关 。 触摸 屏又称为 “ 触控屏 ” “ 触 控 面 板 ” ,是 一 种 新 型 的人机 界面 。人机 界 面可 以使 机器 的配 线标 准 化 、简 单 化 , 可 以取 代 机 械 式 的 按钮 面板 , 减 少P L C 控制器所需的i / o 点 数 。此 外 , 人 机 界 面 还 具 有 简 单 的编 程 、 数 据 处 理 、数 据 登 录 及 配方 等 智 能 化 控制 功 能 。 变 频 调 速 能够 提 供 精 确 的 速 度 控 制 ,可 以 方 便 地 控 制 机 械 传 动 的 上 升 、 下 降和 变 速 运 行 。 变 频 应 用 可 以 比 原 来
力 、多 种控 制 功 能 、 网络 技术 和 优越 的性 价 比等 ,集 计算 机 技术 、 自动 控 制 技术 于 一 体 的一 种 新 型的 工业 控 制 装 置 。
由执 行 电 动 机 拖 动 机 械 设 备进 行 工 作 , 电动 机 工 作 情 况 由 自身 编 码 器 反 馈 给 步 进 电动 机 驱 动 器 进 行 闭环 控 制 , 机 械 部 分 可 由传 感 器 反 馈 给 P L C 进 行 闭环 控 制 ,钻 孔 数 量在 人 机 界 面显 示 ,钻 孔 速度 在 人 机 界 面上 设 定 。
2 . 控 制 要 求
出端 产 生 脉 冲 给 步 进 电 动机 驱 动 器 ,驱 动 步 进 电动 机M 按 升
降速 方 式 运行 ,而 步 进 电动 机 则 驱 动蜗 轮 蜗 杆 。 可 调 速 脉 冲输 出指 令 “ D P L S R ”可 控 制 步 进 电 动机 按 升 降速 方 式 运行 ,其 使 用 方法 如 下 图所 。
C a s E s l 案例
简易自动钻床电气控制系统
代 玉 杰
摘 要 :本 文 重 点 阐述 了 自动 钻床 电 气控 制 系统 以 可编 程 控 制 器 ( P L C )、 步进 电动 机 、 触摸 屏 、 变频 器 为核 心 元 件
的 控 制 系统 的特 点及 运 用 。
关键 词 :可 编程 控 制 器
X1 0
( 1 )M 1 电动 机 要无 级 调 速 , 正 反转 ,变 频调 速 。 ( 2 )M 2 电动 机要 无 级调 速 ,正 反 转 ,步进 电动机 控 制 。 ( 3 )M 3 电动 机要 无 级调 速 ,正 反转 ,步进 电动 机 控 制 。
( 4 )M 4 动 机 不 调速 ,正 反 转 动作 。 ( 5)S Q 1 、S Q 2 分 别 是 钻 夹 头 的上 限位 和 下 限 位 ,S 0 3 、
1 , 电动机 运 行 控 制
五、P L 0 对 步 进 电 动机 Nhomakorabea控 制
用 软件 代 替 硬 件 实 现 脉 冲 的环 形 分 配 ,是P L C 直 接 控 制 步 进 电动 机 的关 键 技术 之 一 。
采 用 可 调 速 脉 冲 输 出指 令 “ D P L S R” ,通 过P L C 的Y1 输
一
步进 电动机
电动 机 控 制 人 机 界 面 变频 器
时变 化 的信 号 。 3 . 执 行 部 分
、
选 用 电器 元 件 简 介
可 编 程 序控 制 器 ( P L C )是 以微 处 理器 为核 心 ,具 有 模 块 化 结 构 、 配 置 灵 活 、 高速 处 理 速 度 、精 确 的数 据 处 理 能