120吨电弧炉设计
120t转炉课程设计

120t转炉 课程设计一、课程目标知识目标:1. 学生能够理解并掌握120t转炉的基本结构及其在钢铁冶炼过程中的作用。
2. 学生能够描述转炉冶炼过程中涉及的主要化学反应及物理变化。
3. 学生能够掌握冶炼参数对钢水质量的影响,如温度、氧气流量等。
技能目标:1. 学生能够运用所学知识,分析并解决转炉冶炼过程中出现的问题。
2. 学生能够通过实验和模拟操作,掌握转炉冶炼的基本操作技能。
3. 学生能够运用数据分析和处理方法,对冶炼过程进行优化。
情感态度价值观目标:1. 培养学生对冶金工程领域的兴趣,激发他们探索冶炼技术的热情。
2. 培养学生的团队协作精神,使他们学会在合作中共同解决问题。
3. 增强学生的环保意识,让他们认识到冶炼过程对环境的影响,并提倡绿色冶炼。
课程性质分析:本课程为工程技术类课程,侧重于转炉冶炼技术的实际应用。
课程内容与实际生产紧密结合,注重培养学生的动手操作能力和问题解决能力。
学生特点分析:高二年级学生对基础知识有一定的掌握,具备初步的实验操作能力。
学生对新鲜事物充满好奇,但注意力容易分散,需要通过生动有趣的教学方法来吸引他们。
教学要求:1. 结合课本内容,设计丰富的教学活动,使学生在实践中掌握知识。
2. 注重启发式教学,引导学生主动思考、探索和解决问题。
3. 强化实验和操作技能的培养,提高学生的实际操作能力。
4. 定期进行教学评估,确保课程目标的实现。
二、教学内容1. 转炉冶炼的基本原理与工艺流程:包括转炉的结构、冶炼原理、冶炼过程中的物理和化学反应等,对应课本第三章第一节。
2. 转炉冶炼操作技术:涉及冶炼参数的调整、冶炼过程的控制、操作要领等,对应课本第三章第二节。
3. 冶炼过程中的质量控制:介绍如何通过控制冶炼参数保证钢水质量,包括温度控制、成分调整等,对应课本第三章第三节。
4. 转炉冶炼设备与自动化:介绍转炉的主要设备及其作用,探讨自动化技术在转炉冶炼中的应用,对应课本第三章第四节。
年产130万吨连铸坯的电弧炉炼钢车间设计
摘要本文叙述了年产130万吨连铸坯的电弧炉炼钢车间工艺设计过程,通过对电弧炉相关材料的查阅,对现代电弧炉炼钢工艺及车间布置有了一定的了解和认识。
在此次设计中,主要冶炼的钢种为不锈钢,生产钢板为主。
通过查阅资料选择了合适的冶炼工艺路线和相应的设备。
严格按照设计任务书的要求,先后进行并完成了不锈钢1Cr17Ni2的物料平衡和热平衡的计算,电弧炉炉型尺寸的计算及确定、相应配备设备的计算及确定如:变压器、AOD、钢包、中间包、板坯连铸机等设备尺寸的选择确定、炉外精炼方式的选择确定,电弧炉车间的整体布置以及人员配备和经济指标的核算等任务。
电弧炉新技术的开发给电弧炉炼钢带来了巨大的经济效益与环境优势,本文针对现代电弧炉炼钢新技术方面作了详细的讨论。
关键词:电弧炉,偏心底出钢,氩氧炉,炉外精炼AbstractThis article describes the capacity of 1.3mt of continuous casting slab EAF steelmaking process design process, through workshop of electric arc furnace of relevant materials of modem eaf or process and workshop layout have certain knowledge and understanding.During the design process,the main steel products is steel board of stainless steel .According to smelting steel grade ,choose a suitable route and the corresponding equipment. In strict accordance with the design specification requirements,has been completed materials balance and heat balance of 1Cr17Ni2 , the type size calculation of EAF,the calculation of corresponding equipment ,such as the transformer ,AOD,the ladle,tundish,slab continuous casting machine etc,The overall layout of electric arc furnace plant and the economic indicators business accounting.The development of EAF new technology brought enormous economic benefits and environmental advantages,this paper has made a detailed discussion about the modern EAF steelmaking technology.Key Words:electric arc furnace, EBT, AOD ,external refining目录1 电弧炉炼钢车间的设计方案 (1)1.1电炉车间生产能力计算 (1)1.1.1电炉容量和台数的确定 (1)1.1.2电炉车间生产技术指标 (1)1.2电弧炉炼钢车间设计 (2)1.2.1电弧炉炼钢车间设计与建设的基础材料 (2)1.2.2电炉炼钢车间的组成 (2)1.2.3电炉各车间的布置情况 (3)2电弧炉炉型设计 (4)2.1电弧炉炉型设计 (4)2.1.1电弧炉炉型 (4)2.1.2熔池的形状和尺寸 (4)2.1.4炉衬厚度 (6)2.1.5工作门和出钢口 (7)2.2偏心底出钢箱的设计 (7)2.2.1炉壳 (7)2.2.2炉底 (8)2.2.3出钢口 (8)2.2.4机械装置 (8)2.2.5出钢箱设计参数 (8)2.3电弧炉变压器容量和参数的确定 (9)2.3.1确定变压器的容量 (9)2.3.2电压级数 (10)2.3.3电极直径的确定 (10)2.3.4电极极心圆的尺寸 (10)2.3.5短网的设计 (11)2.4水冷挂渣炉壁设计 (12)2.5水冷炉盖设计 (12)3电弧炉炼钢物料平衡和热平衡 (13)3.1物料衡算 (13)3.1.1 熔化期物料计算 (13)3.1.2氧化期物料计算 (18)3.2热平衡计算 (22) (22)3.2.1计算热收入QS3.2.2计算热支出Q (22)Z4 车间主要设备的选择 (26)4.1电弧炉主要设备的选择 (26)4.1.1校核年产量 (26)4.1.2对电极的要求 (26)4.2精炼炉设备选择 (26)4.3连铸设备选择 (27)4.3.1钢包允许的最大浇注时间 (27)4.3.2拉坯速度 (27)4.3.3连铸机的流数 (28)4.3.4弧形半径 (29)4.4连铸机的生产能力的确定 (29)4.4.1连铸浇注周期的计算 (29)4.4.2连铸机作业率 (30)4.4.3连铸坯收得率 (30)4.4.4连铸机生产能力的计算 (30)4.5中间包及其运载设备 (31)4.5.1中间包的形状和构造 (31)4.5.2中间包的主要工艺参数 (31)4.5.3中间包运载装置 (32)4.6结晶器及其振动装置 (32)4.6.1结晶器的性能要求及其结构要求 (32)4.6.2结晶器主要参数选择 (32)4.6.3结晶器的振动装置 (33)4.7二次冷却装置 (33)4.7.1二次冷却装置的基本结构 (33)4.7.2二次冷却水冷喷嘴的布置 (33)4.7.3二次冷却水量的计算 (33)4.8.1拉矫装置 (34)4.8.2引锭装置 (34)4.9铸坯切割装置 (34)4.10盛钢桶的选择 (34)4.11渣罐及渣罐车的选择 (36)4.11.1车间所需的渣罐车数量 (36)4.11.2车间所需渣罐数量 (36)4.12起重机的选择 (36)4.13其他辅助设备的选择 (37)5电弧炉炼钢车间工艺设计 (38)5.1废钢 (38)5.2辅助料 (38)5.2.1对辅助料的要求 (38)5.2.2供应方案 (39)5.2.3配料 (39)5.2.4装料和补料 (40)5.2.5电弧炉冶金工艺 (41)5.2.6精炼工艺 (42)5.2.7连铸操作工艺 (44)6 电弧炉炼钢车间工艺布置 (46)6.1原料跨 (46)6.1.1原料跨的宽度 (47)6.1.2原料跨的总长度 (47)6.2炉子跨整体布置 (47)6.2.1炉子跨工作平台高度 (48)6.2.2炉子的变压器室和控制室 (48)6.2.3电弧炉出渣和炉渣处理 (48)6.2.4炉子跨的长度、高度、跨度 (48)6.3精炼跨 (49)6.3.1整体布置 (49)6.3.2 LF炉的布置 (49)6.3.3 AOD炉的布置 (49)6.3.4钢包回转台的布置 (49)6.3.5其他布置 (49)6.4连铸跨 (50)6.4.1总体布置 (50)6.4.2连铸机操作平台的高度、长度、宽度 (50)6.4.3连铸机总高和本跨吊车轨面标高 (50)6.4.4连铸机总长度 (51)6.5出坯跨 (51)6.6备注 (51)7车间人员编制及主要经济技术指标 (52)7.1技术经济指标 (52)7.1.1产量指标 (52)7.1.2质量指标 (52)7.1.3作业效率指标 (52)7.1.4连铸生产技术指标 (52)7.2车间人员编制 (52)参考文献 (54)致谢 (55)专题 (56)1 电弧炉炼钢车间的设计方案1.1电炉车间生产能力计算1.1.1电炉容量和台数的确定电炉车间产量系指一定的A=24nga/t 生产期内合格产品的产量,本设计题目为年产130万吨连铸坯的电弧炉炼钢车间工艺设计。
120吨转炉课程设计
120吨转炉课程设计一、课程目标知识目标:1. 学生能够理解并掌握120吨转炉的基本结构及其工作原理,包括炉体、倾动装置、燃烧器等关键组成部分。
2. 学生能够描述120吨转炉冶炼过程中的物理变化和化学变化,并掌握冶炼过程中的能量转换关系。
3. 学生能够掌握120吨转炉冶炼过程中常见的故障及其原因,并了解相应的处理方法。
技能目标:1. 学生能够运用所学的知识,分析和解决实际生产中120吨转炉的运行问题。
2. 学生能够运用数据计算方法,进行120吨转炉冶炼过程中的热平衡计算。
3. 学生能够通过小组合作,设计并实施120吨转炉的模拟冶炼实验。
情感态度价值观目标:1. 学生能够增强对冶金工程领域的兴趣,培养主动学习和探究的精神。
2. 学生能够认识到120吨转炉在国民经济中的重要作用,增强社会责任感和使命感。
3. 学生能够通过课程学习,培养团队合作意识,提高沟通与协作能力。
课程性质:本课程为实践性较强的专业课,旨在让学生通过理论学习与实际操作相结合,全面掌握120吨转炉的相关知识。
学生特点:学生处于高年级阶段,具有一定的专业知识基础,具有较强的逻辑思维能力和动手操作能力。
教学要求:教师应注重理论与实践相结合,充分运用案例分析、小组讨论、实验操作等多种教学手段,提高学生的综合运用能力。
在教学过程中,关注学生的学习进度,及时调整教学策略,确保课程目标的实现。
通过课程学习成果的分解,为后续的教学设计和评估提供依据。
二、教学内容本课程教学内容依据课程目标,结合课本相关章节,进行以下安排:1. 120吨转炉的基本结构与工作原理- 炉体结构及功能- 倾动装置及其操作原理- 燃烧器类型及作用- 冶炼过程中物料与能量平衡2. 冶炼过程中的物理与化学变化- 冶炼过程中的温度控制- 物理变化与化学变化的相互关系- 冶炼过程中的杂质去除与元素调整3. 120吨转炉冶炼过程常见故障及其处理方法- 故障原因分析- 故障诊断与处理方法- 预防措施及维护保养4. 120吨转炉冶炼实验- 实验目的与要求- 实验步骤与方法- 实验结果分析5. 热平衡计算与应用- 热平衡计算的基本原理- 热平衡计算在实际生产中的应用- 提高热效率的方法与措施教学进度安排如下:第一周:基本结构与工作原理第二周:冶炼过程中的物理与化学变化第三周:常见故障及其处理方法第四周:冶炼实验与热平衡计算教学内容与课本章节紧密关联,注重科学性和系统性,通过理论与实践相结合,使学生在掌握专业知识的同时,提高实际操作能力。
福克斯新一代电炉
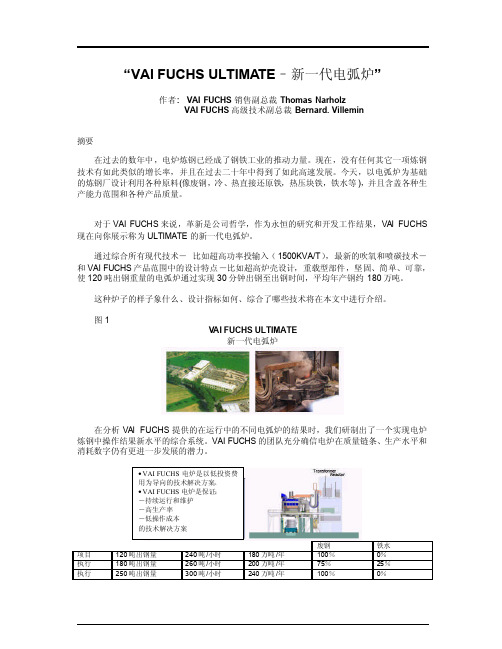
图 14
பைடு நூலகம்
自 1970 年以来 FUCHS 电炉技术开发情况
经充分计算以及全世界若干钢厂实现的实际结果使我们对该炉的设计数字和可实现的结果 有了非常明确的想法。
• 30’的冶炼周期; • 340KWh/吨钢 100%废钢; • 260 KWh/吨钢 75%废钢 25%铁水; • 1.0 至 1.2 公斤电极/吨钢 。
2.400.00t/y 2.800Nm3/h 400Nm3/h 4x6kg/min
设计数据
- EOEBT 设计
9.3m
-水冷板 高
3.2m
- 炉顶 高
1.4m
-流程连续 -技术简单可靠
-操作及维修安全
-生产率高 -低消耗
VAI FUCHS ULTIMATE 电炉代表电炉炼钢未来的新步骤。这样,炉子通过安装公用出钢口 可设计生产能力高的炼钢车间。这意味着所有辅助设备以及车间设计都在标准尺寸范围内,例 如,输送车、钢包、预热器、起重机、钢结构等。
VAI FUCHS 的 ULTIMATE 代表电炉炼钢的下一个重要步骤,并且它还具有 VAI FUCHS 团队的革新精神,这在开发这种炉子中具有决定性影响。我们充分相信:对于一家公司的成败 的重要影响是否经常性地开发其产品。
- 图 11 - 图 12 - 图 13
R C B技术/O2 技术 - 在渣门较严密的情况下进行操作(安全); - 氧气效率高; - 消除了消耗性氧枪用钢管; - 不需要专门的劳动力(全自动); - 降低了能源损失(炉门密闭); - 减少了电能消耗; - 降低了电极消耗; - 提高了金属收得率;
- RCB 位于高速水冷板中; - 完全再现的自动化过程
“VAI FUCHS ULTIMATE–新一代电弧炉”
南钢120t转炉、精炼炉施工组织设计

南钢(集团)股份公司宽中厚板(卷)工程炼钢、连铸工程120t转炉、精炼炉施工组织设计中国二十二冶金建设公司工业炉窑公司二00二年六月二十一日目录1.编制说明2.工程概况3.材料管理和供应4.开工条件5.主要施工方法6.劳动组织安排7.施工进度计划8.主要施工机具计划9.保证质量措施10.保证安全措施1编制说明1.1本施工组织设计依据南钢(集团)股份公司所发招标文件及现行有关的国标、规范和我公司施工同类型炉子的施工经验编制。
1.2本施工组织设计质量标准依据《工业炉砌筑工程质量检验评定标准》(GB50309-92)及《工业炉砌筑工程施工及验收规范》(GBJ211-87)。
2工程概况本工程为南钢(集团)股份公司宽中厚板(卷)工程和炼钢、连铸车间工程的120t转炉、精炼炉内衬砌筑工程。
转炉为顶底复吹式,是目前炼钢转炉比较先进的一种,具有不用外来燃料,设备和生产费用低,生产效率高,建设速度快等特点。
精炼炉为LF/VD式,它是将钢水注入钢包后运至LF精炼段,通过向钢包内加热、加料、充惰性气体来实现对钢水的脱氧、脱硫及调整成份,完成一次精炼;然后再将钢包运至VD精炼段,通过加热、真空室减压达到二次精炼目的。
由于转炉及精炼炉钢包熔池的反应带遭受着十分高的温度作用,因此转炉炉衬使用耐火度高、荷重软化温度高、体积密度大、热稳定性好和抗渣性强的耐火材料。
根据我们的经验,砌筑一座120t顶底复吹转炉及附属工程约需耐火材料1300吨。
工程建设单位:南钢(集团)股份公司建设地点:南钢(集团)股份公司厂区内3材料管理和供应3.1由于转炉及钢包使用材料主要为镁质耐材,因此必须存放在防水、防潮的库房内,码放整齐,垛底应放一层隔潮材料后,才可码垛。
3.2设专职材料员负责耐火材料的管理工作,进到现场的耐火材料,按材质、砖号、使用顺序分别码放整齐,做好标识。
3.3根据炉衬砖的设计尺寸,按厚度、宽度、长度公差进行筛选分类,严禁使用缺棱、掉角、严重扭曲及有裂纹的砖。
年产钢_120吨转炉_炼钢车间设计

摘要重庆科技学院专科生毕业设计 - I -摘要2004年重庆政府在重庆西永划定并力争打造重庆西部教育基地,至今已修建了高新技术产业园西永微电园、10余所高校、房地产富力城及熙街生活娱乐圈。
大体上满足人们的日常生活需求。
但这只是重庆西部大开发的一部分,更多的建设项目也已经或者即将上马。
这些项目更重要的一方面是拉动当地一代的经济发展,并与主城区的发展相补充。
最终达到重庆人均GDP 的提升,让重庆人民生活更加富裕。
2009年,国家财政为了应对金融危机扩大内需,更是投入4万亿专项资金在全国进行基础设施建设。
而重庆市是西部大开发的中心城市,因而对建筑用材特别是钢铁的需求量大幅增加。
氧气顶底复吹转炉是20世纪70年代中、后期,开始研究的一项新炼钢工艺。
其优越性在于炉子的高宽比略小于顶吹转炉却又大于底吹转炉,略呈矮胖型;炉底一般为平底,以便设置底部喷口。
本设计在考虑到这方面的问题,拟定选址在重庆忠县修建年产钢120万吨新型钢铁厂。
本钢厂主产碳素工具钢、碳素结构钢、轴承钢及弹簧钢。
能够及时供应重庆西部开发的建材钢铁需求,此外还能满足重庆长安汽车板簧供应。
关键词:西部大开发 转炉炼钢 氧气顶底复吹转炉 新型钢铁厂重庆科技学院专科生毕业设计- II -目录 重庆科技学院专科生毕业设计- III -目录摘要 (I)1 炼钢厂设计概论 (1)1.1 钢铁工业在国民经济中的地位和作用 (2)1.2 炼钢工艺的发展及现状 (2)1.3 钢铁厂设计的目的及意义 (3)2 厂址选择论证 (4)2.1 建厂条件 (4)2.2 产品市场 (5)3 产品方案及金属料平衡估算 (7)3.1 产品大纲 (7)3.2 全厂金属料平衡估算 (7)3.3 技术可行性 (8)4 转炉车间生产工艺流程 (10)4.1 设计原始条件 (10)4.2 生产工艺流程图 (10)5 转炉炼钢的物料平衡和热平衡计算 (13)5.1 物料平衡计算 (13)5.2 热平衡计算 (20)6 原料供应及铁水预处理方案 (24)6.1 原料供应 (24)6.2 铁水预处理方案 (27)7 转炉座数及其年产量核算 (29)7.1 转炉容量和座数的确定 (29)7.2 车间生产能力的确定 (29)7.3 确定转炉座数并核算年产量 (30)8 转炉炉型选型设计及相关参数计算 (31)8.1 转炉炉型设计 (31)8.2 转炉炉衬设计 (34)8.3 转炉炉体金属构件设计 (35)9 转炉氧枪设计及相关参数计算 (36)9.1 氧枪喷头尺寸计算 (36)9.2 50t 转炉氧枪枪身尺寸计算 (38)10 炉外精炼设备选型 (41)10.1 炉外精炼的功能 (41)10.2 LF 精炼炉 (41)10.3 RH 精炼炉 (42)11 钢包、起重机相关数据计算及车间经济指标 (44)11.1 钢包尺寸及数量 (44)11.2 起重机吨位及数量 (47)11.3 车间主要技术经济指标及成本核算 (48)12 连铸机设备选型及相关参数确定 (51)重庆科技学院专科生毕业设计12.1 连铸机机型选择 (51)12.2 连铸机主要参数的确定 (51)12.3 连铸机生产能力的计算 (54)12.4 连铸操作规程 (57)13 烟气净化系统的选型及相关计算 (64)13.1 转炉烟气净化与回收的意义 (64)13.2 转炉烟气净化及回收系统 (64)13.3 回收系统主要设备的设计和选择 (66)13.4 计算资料综合 (67)14 车间工艺布置方案 (68)14.1 车间工艺布置方案 (68)14.2 转炉跨布置 (68)14.3 连铸各跨布置 (74)15 主炼钢种的操作规程 (79)15.1 基本检测 (79)15.2 精料 (79)15.3 基本操作参数 (80)15.4 装入制度 (81)15.5 供氧制度 (82)15.6 造渣制度 (82)15.7 终点控制与出钢 (83)15.8 脱氧与合金化 (84)16 拟订生产组织及安全生产制度 (85)16.1 生产组织安排 (85)16.2 安全制度的制定 (86)参考文献 (87)致谢 (88)附录附图1 转炉炉衬图附图2 氧枪喷头图附图3 车间厂房平面布置图附图4 车间厂房剖面布置图- IV -1 炼钢厂设计概论重庆科技学院专科生毕业设计 - 1 -1 炼钢厂设计概论2004年重庆政府在重庆西永划定并力争打造重庆西部教育基地,至今已修建了高新技术产业园西永微电园、10余所高校、房地产富力城及熙街生活娱乐圈。
炼钢厂毕业设计-年产200万吨板坯的电炉炼钢分厂工艺设计[管理资料]
![炼钢厂毕业设计-年产200万吨板坯的电炉炼钢分厂工艺设计[管理资料]](https://img.taocdn.com/s3/m/55d03dd70722192e4436f6bd.png)
西安建筑科技大学华清学院毕业设计(论文)任务书题目:年产200万吨板坯的电炉炼钢分厂工艺设计院(系):材料与冶金工程系专业:冶金工程学生姓名:学号:指导教师(签名):主管院长(主任)(签名):时间:年产200万吨板坯的电炉炼钢分厂工艺设计专业:冶金工程姓名:指导老师:摘要本设计主要是为了阐述当今电弧炉的发展概况以及电弧炉未来发展前景,结合本专业所学的理论知识,设计年产200万吨板培坯的电弧炉炼钢车间,根据国内外炼钢技术的发展趋势、钢铁产品的发展方向,选择了先进且有较大发展余地的短流程工艺:原料、废钢→超高功率电弧炉→LF炉精炼→连铸。
通过产品大纲的确定、电弧炉炼钢的物料平衡与热平衡计算、电弧炉的炉型设计、连铸设备选择、车间工艺设计及车间总体布置,确定了以两座120吨超高功率电弧炉、两台LF精炼炉及两台连铸机为主要生产设备。
设计方案以技术新、效益高为原则,充分体现了先进、灵活、多功能的特点,具备可持续发展性。
提交的内容包括设计说明书一份(含专题和冶金专业相关外文文献译文各一篇),电弧炉炉型图、车间平面布置图和剖面图各一张。
关键词:电弧炉发展,超高功率电弧炉(UHP),EBT,LF精炼炉,工艺设计A Design on Electronic Arc Furnace Steel Plant With AnAnnual Productivity of 200 million tons of slabSpeciality:Iron﹠Steel MetallurgyName:Instructor:AbstractThis is designed to this development survey of current electric arc furnace eaf future development prospects and combined with the professional theories knowledge, Electric arc furnace steelmaking workshop designed annual output of 2 million tons of to the domestic and foreign steelmaking technology development trend, steel products, chose the development direction of advanced and have larger development room of short flow process: raw materials, scrap and high power electric arc furnace and furnace refining –LF Refining furnace-. Through products outline ascertained, eaf material balance and the thermal equilibrium calculation, eaf furnace type design, equipment selection, workshop casting process design and workshop layout, identified with two 120 tons of high power electric arc furnace, two LF finer and two caster main production equipment. For Design schemes to technology and new and high efficiency for the principle, fully embodies the advanced, flexible, multi-function characteristics, with sustainable development. The content includes the design specifications submitted a (including project and metallurgy professional translation related foreign documents each an article), eaf furnace type figure, workshop layout and section each one.Key words:development,UHP-EAF,Steelmaking,LF,process desig目录前言 (7)绪论 (8)电弧炉流程发展的背景 (8)炼钢原料:废钢 (8)能源消耗 (8)环境因素 (8)国内外电弧炉技术的发展 (9)超高功率电弧炉技术 (9)电弧炉炼钢合理供电技术 (9)导电横臂技术 (9)电弧炉电极自动控制技术 (9)直流电弧炉技术 (9)泡沫渣技术 (10)电弧炉偏心炉底出钢技术 (10)电弧炉底吹搅拌技术 (10)我国电炉钢发展前景 (10)电炉钢产量 (10)废钢替代品 (11)装备水平和工艺特点 (11)节能减排技术 (11)我国电弧炉炼钢存在的问题 (11)结语 (12)1电弧炉炼钢车间的设计方案 (13)电炉车间生产能力计算 (13)电炉容量和台数的确定 (13)电炉车间生产技术指标 (13)电炉车间设计方案 (14)电炉炼钢车间设计与建设的基础材料 (14)电炉炼钢车间的组成 (15)电炉各车间的布置情况 (15)2 产品性能及冶炼要点 (16)Q235B的物理性能 (16)原料的分类保管要求 (17)配料的原则与方法 (17)装料 (17)送电 (18)熔化期的操作 (18)氧化期的操作 (18)3电弧炉炼钢物料平衡和热平衡 (20) (20)计算所需原始数据 (20)物料平衡基本项目 (22)计算步骤 (22)热平衡计算 (34)计算热收入Qs (35)计算热支出Qz (36)4、超高功率电弧炉炉型设计计算 (40)、电炉容量和座数的确定 (40)、超高功率炉型设计 (41)、熔池的形状和尺寸 (41)、熔化室尺寸 (43)、炉衬及厚度(δ)的确定 (44)、炉壳及厚度δz (44)、炉门尺寸的确定 (45)、偏心炉设计 (45)、水冷挂渣炉壁的设计 (47)、水冷炉盖 (48)5、电弧炉电气设备的计算和选择 (49)、变压器功率和电参数的确定 (50)、变压器功率的确定 (50)、电压级数 (50)、电极直径(d电极) (51)、电极心圆直径(d三极心) (52)、短网的设计 (52)6、炉外精炼技术 (54)、炉外精炼的基本原理 (55)、真空碳脱氧 (55)、真空去气 (57)、氩气的精炼作用 (58)、钢包精炼法 (59)、LF钢包精炼 (59)、真空吹氩脱气法(VD法) (60)7、电炉炼钢车间烟气净化系统的设计 (62)、烟气特征 (63)、烟气成分 (63)、烟气温度 (63)、烟气量 (63)、烟尘性质 (64)、烟气净化方法的选择 (64)、烟气净化系统的设计 (65)、烟气净化系统的主要设备 (66)、烟气收集设备——烟罩 (66)、烟气冷却设备 (66)、除尘设备 (67)、抽气设备(抽烟机) (67)8电弧炉炼钢车间工艺布置 (68)原料跨 (69)原料跨的宽度 (70)原料跨总长度确定 (70) (70)炉子跨工作平台高度 (71) (71)电弧炉出渣和炉渣处理 (71)、跨度、高度 (71) (72)其他布置 (72)连铸跨 (72)总体布置 (72)连铸机操作平台的高度、长度、宽度 (72)连铸机总高和本跨吊车轨面标高 (73)连铸机总长度 (73) (74) (74)备注 (74)9 车间主要设备的选择 (75)电弧炉主要设备选择 (75)校核年产量 (75)电极 (76)精炼炉设备选择 (76)连铸设备选型 (77) (77)拉坯速度 (78)连铸机的流数 (80)弧型半径 (80)连铸机的生产能力的确定 (81)连铸浇注周期的计算 (81)连铸机作业率 (81)连铸坯收得率 (82)连铸机生产能力的计算 (82)中间包及其运载设备 (83)中间包的形状和构造 (84)中间包的主要工艺参数 (84)中间包运载装置 (85)结晶器及其振动装置 (85)结晶器的性能要求及其结构要求 (85)结晶器主要参数选择 (85)结晶器的振动装置 (87)二次冷却装置 (87)二次冷却装置的基本结构 (87)二次冷却水冷喷嘴的布置 (87)二次冷却水量的计算 (87)拉矫装置及引锭装置 (88)拉矫装置 (88)引锭装置 (88)铸坯切割装置 (88)盛钢桶的选择 (88)渣罐及渣罐车的选择 (91)车间所需的渣罐数量为 (91)车间所需渣罐车数量 (91) (91)其它辅助设备的选择 (92)10 车间人员编制及主要经济技术指标 (92)技术经济指标 (92)产量指标 (92)质量指标 (92)作业效率指标 (93)连铸生产技术指标 (93)车间人员编制 (93)11参考文献(正文) (95) (96)毕业设计之歌 (96)电弧炉炼钢综合节能技术研究 (97)前言电弧炉炼钢是靠电极和炉料间放电产生的电弧,使电能在弧光中转变为热能,并借助辐射和电弧的直接作用加热并熔化金属和炉渣,冶炼出各种成分的钢和合金的一种冶炼方法。
铜陵富鑫钢铁120t转炉工程钢结构制作方案
安徽省铜陵市富鑫钢铁有限公司120t转炉工程钢结构制作方案天俱时工程科技集团有限公司钢结构制作方案审批页编制:年月日审核:年月日批准:年月日目录一、工程概况1、工程简介2、组织框架体系3、工程特点及难点4、本工程采用的规范和标准二、施工用料1、施工材料三、钢结构制作进度安排1、制作周期安排2、进度计划控制措施(1)、计划管理措施(2)、资源保证措施(3)、技术保证措施(4)、管理保证措施3、主要制作工艺(1)、下料工艺1)、下料2)、下料质量管理3)、坡口加工4)、拼接(2)、主要加工工艺1)、行车梁的加工工艺2)、柱子的加工工艺3)、屋架的加工工艺4)、平台的加工工艺5)、喷砂除锈6)、预拼装四、质量控制及保障体系1、质量目标2、钢结构工程质量控制点设置及手段3、材料、质量控制措施五、安全及文明施工保障措施1、安全施工管理措施2、安全技术措施3、安全保障措施4、安全检查5、文明施工管理措施一、工程概况1、工程简介安徽省铜陵市富鑫钢铁有限公司120吨转炉厂房钢结构工程建设地点在现有厂区内,项目占地约30余亩,项目建成后将形成年产钢110万吨规模。
本次工程建设为120t转炉二座(本次安装一座)。
主要建设内容包括主厂房一座(六连跨、145×126m)、转炉系统、烟气除尘及风机房、中心水泵房、污水泵房及斜板沉淀池、上料系统及其他附属单位工程的土建、钢结构、设备、筑炉安装项目。
我公司只承接炼钢主厂房的钢结构部分。
2、组织框架体系本工程结构体系主要为柱、梁、平台等组成,分为A、B、C、D、E、F、G轴共出坯跨、过渡跨、浇铸跨、钢水接收跨、转炉跨、加料跨六连跨1-21轴线。
A-B轴为出坯跨、B-C轴为过渡跨、C-D为浇铸跨、D-E 为钢水接受跨、E-F为转炉跨、F-G为加料跨。
其中连铸机跨A-D三跨。
钢架柱为焊接H型钢与T型钢构造空腹柱、塔楼部分为钢管混凝土组合柱。
2.1主厂房钢柱平面布置图2.2主厂房横向结构断面图3、工程特点及难点3.1、整个炼钢主厂房为钢结构形式,本工程有大量的焊接H型钢制作,且大多采用30mm以上的厚板制作,焊接质量要求高,焊接和探伤工作量大,所以在厚板焊接和有探伤要求的焊缝时要严格控制焊接前的准备清理工作,以提高焊接质量合格率减少返工,保证焊接探伤的一次合格率为本工程的特点和难点之一3.2、本工程柱、梁、支撑等连接点多,组装时严格控制标高、几何尺寸并综合考虑焊接变形等因素,保证牛腿、支撑的标高和几何尺寸为本工程的难点之二3.3、本工程行车梁与行车梁、行车梁与柱、行车梁辅助系统的连接全部为螺栓连接,其中行车梁与制动板的连接都为高强螺栓连接,控制螺栓孔的精度为本工程的难点之三。
电弧炉设计

电弧炉设计1.炉型设计新设计的电炉应具有如下特点:具有较高的生产率,电能、耐火材料和电极消耗低,满足多种钢种冶炼时冶金反应的要求。
一个新的电炉炼钢车间设计,第一应依照车间的生产规模和钢种要求合理的确定炉子容量和座数,然后进行电炉设计,包括以下内容:确定电弧炉的形状和尺寸,并选择变压器的变量和确定合理的电力参数。
设计步骤:①求出炉内钢液和熔渣的体积。
②运算熔池的深度和直径;③确定熔炼室空间的高度和直径; ④确定炉顶的拱高和炉盖的厚度; ⑤确定炉衬尺寸和炉壳直径;⑥确定变压器的功率与电压的级数和大小; ⑦求出电极直径; ⑧确定电极心圆直径。
1.1熔池的形状和尺寸电弧炉的大小以其额定容量(公称容量)来表示,所谓额定容量是指新设计的电炉熔池所能容纳的钢水量。
熔池:容纳钢液和熔渣的那部分容积。
熔池的容积应能足够容纳适宜熔炼的钢液和熔渣,并留有余地。
熔池的形状:其形状应有利于冶炼反应的顺利进行,砌筑容易、修补方便。
目前使用的多为锥球形熔池,上部分为倒置的截锥,下部分为球冠(如下图所示)。
球冠形电炉炉底使得熔化了的钢液能积蓄在熔池底部,迅速形成金属熔池,加快炉料的熔化并及早造渣去磷。
截锥形电炉炉坡便于补炉、炉坡倾角45°。
熔池尺寸运算: ① 熔池容积V 池。
依照渣液池V V V +=;液液ρTV =式中 T —出钢液量;ρ液-钢液密度,6.8~7.0t/m 3。
渣渣渣ρG V =式中 G 渣-按氧化期最大渣量运算,钢液量的7%(碱性); ρ渣—3~4t/m 3② 熔池直径D 和深度H 。
当选定炉坡倾角45°时,一样取D/H=5左右较合适。
由截锥体和球冠体的体积运算公式可知,熔池的运算公式为:)()(池2121222h 4d 3h 6d d h 12+⨯+++=ππD D V 式中 h 1—球冠部分高度,一样取h 1=H/5;h 2—截锥部分高度,h 2=H-h 1=4/5H ;D —熔池液面直径,通常采取D/H=5,即D=5H ; d —球冠直径,因d=D-2h 2=5H-8/5H=17/5H ,整理得:330968.01.12D H V ==池1.2熔炼室尺寸熔炼室指熔池以上至炉顶拱基的那部分容积,其大小应能一次装入堆积密度中等的全部炉料。
120t转炉炼钢电气自动化方案
120t转炉炼钢工程电气自动化方案11.5 电气自动化及仪表11.5.1概述建设120吨氧气顶吹转炉,一台板坯连铸机。
予留一台4机4流方坯连铸机。
11.5.2供配电11.5.2.1供电原则根据就近供电的原则,炼钢厂区设35kV变电所一座(详见35KV 变电所叙述部分),转炉车间的高压电源均来自35kV变电所.依据低压配电深入负荷中心原则,按负荷情况在厂区内分散设变电所和配电设施.35kV变电所以放射式主供炼钢车间变电所、吊车变电所、除尘变电所、水泵房变电所、连铸车间变电所、煤气加压站变电所、OG风机、转炉二次除尘风机、二次除尘风机、地下料仓除尘风机等。
11.5.2.2低压变电所设置根据厂区负荷分配情况,设7座车间变电所。
1).设两台1600 kVA变压器,负责厂房跨的所有吊车供电.2). 在转炉加料跨旁建一转炉车间变电所,其中设两台1250 kVA变压器,负责整个转炉车间低压供电.3). 在二次除尘设两台500 kVA变压器,负责一、二次除尘系统低压供电.4). 在循环水泵房建一低压变电所,设四台1600 kVA变压器,和一台1000 kVA变压器(其中1000 kVA变压器高压电源由厂方提供,用于事故水电源),负责整个转炉及板坯连铸机的水处理系统低压供电;5). 在地下料仓皮带通廊下建一低压变电所,设2台630 kVA变压器,负责地下料仓、污泥脱水间、沉淀池等系统的低压供电; 6). 在连铸跨新建的两台连铸机附近建一低压变电所,设两台1250 kVA变压器,负责两台连铸机低压供电。
7)在煤气加压站附近建一低压变电所,设两台630 kVA变压器,负责煤气加压站及煤气柜的低压供电8)在空压站毗邻建一低压变电所,设两台1250 kVA变压器,负责空压机等的低压供电.该变电所按二期设计.所有的变压器6 kV高压电源均引自35kV变电所。
各个变电所低压负荷如下:11.5.3电气传动11.5.3.1 转炉本体转炉的倾动及氧枪提升均采用交流变频调速装置控制,倾动系统共3套,每个转炉的4台电机分别由4台变频器控制。
120t转炉课程设计

120t转炉课程设计一、课程目标知识目标:1. 学生能理解并掌握120t转炉的基本结构、工作原理及操作流程。
2. 学生能够掌握120t转炉冶炼过程中的物理、化学变化,及其对冶炼质量的影响。
3. 学生能够了解并描述120t转炉冶炼过程中的能源消耗、环保要求及安全操作规程。
技能目标:1. 学生能够运用所学知识,进行120t转炉冶炼过程的模拟操作。
2. 学生能够分析冶炼过程中出现的问题,并提出合理的解决方案。
3. 学生能够通过小组合作,完成120t转炉冶炼操作的实践任务。
情感态度价值观目标:1. 培养学生热爱冶金专业,增强对冶炼行业的职业认同感。
2. 培养学生严谨的科学态度,提高对冶炼过程中安全、环保的认识。
3. 培养学生团队协作精神,增强沟通与表达能力。
本课程针对高年级学生,结合冶炼专业特点,以提高学生实际操作能力和综合运用知识的能力为教学要求。
课程目标具体、可衡量,旨在使学生能够掌握120t转炉的相关知识,具备实际操作技能,同时培养积极的情感态度和价值观。
为实现课程目标,将分解为具体的学习成果,为后续的教学设计和评估提供依据。
二、教学内容1. 120t转炉结构及工作原理:讲解转炉的构造、各部件功能及工作原理,使学生了解转炉的基本组成和操作原理。
教材章节:第二章《转炉结构与原理》2. 冶炼过程中的物理化学变化:分析冶炼过程中金属熔炼、氧化还原等反应,探讨其对冶炼质量的影响。
教材章节:第三章《冶炼过程中的物理化学变化》3. 冶炼操作流程及模拟操作:详细介绍120t转炉冶炼的操作流程,指导学生进行模拟操作,提高实际操作能力。
教材章节:第四章《冶炼操作流程》4. 能源消耗、环保与安全:讲解冶炼过程中的能源消耗、环保要求和安全操作规程,提高学生的环保意识。
教材章节:第五章《冶炼过程中的能源、环保与安全》5. 实践操作与问题分析:组织学生进行小组合作,完成120t转炉冶炼操作的实践任务,分析冶炼过程中可能出现的问题,并提出解决方案。
8 电弧炉设计

3.1 电弧炉炼钢技术现状及发展
电弧炉是电炉炼钢的一种,也是世界上熔炼优质钢、 特殊钢的主要设备。目前由于电炉大型化、超高功 率化及冶炼工艺的强化,并与不断发展和完善的二 次精炼和连铸连轧技术相配套,已形成了自动化、 机械化水平高和能耗低的专业生产体系; 电炉炼钢具有设备简单、投资少、热效率高、易于 提高温度、有效去除气体及夹杂物、脱氧脱硫合金 化、适应性强、可间歇生产也可连续 生产、不受炉料限制,尤其对废钢的处 理最为理想等一系列优点;
超高功率电炉
1964 年,美国Schwabe 和Robinson 提出了超高功率 的概念。 它显著地提高了交流电弧炉的生产率, 同时摆脱了 炉壁损耗过快的问题, 并且具有缩短熔化时间、改 善热效率、降低电耗、电弧稳定等优点。因此, 超 高功率电炉在70 年代后期得到了广泛的应用, 目前 已经成为现代电弧炉的总称, 是高效、节能的炼钢 设备。 UHP技术近年有炉子容量趋大、功率水平趋高的趋势 , 国外个别UHP-EAF的功率水平已达到1000 kVA/t , 甚至更高, 可以称为超超高功率电弧炉。为了更好 地发挥UHP 的优点, 相继开发了与超高功率相匹配 的技术, 主要是水冷炉壁、水冷炉盖以及长弧泡沫 渣冶炼技术。
国内外电炉炼钢技术的发展趋势
(3) 用初级能源代电, 采用氧燃烧嘴助熔技术,可以 降低电耗、降低生产成本、缩短冶炼时间, 尤其是 煤氧助熔技术更有发展前途。 (4) 扩大铁源应用范围, 除废钢外广泛应用DRI、 HBI (热压块铁) 、碳化铁、高炉铁水、熔融还原 铁、生铁块等灵活配比, 以适应不同地区的原料供 应状况。 (5) 电炉炼钢应逐步趋向连续化操作, 改善劳动条 件, 提高设备的利用率。 (6) 环保问题是全世界永恒的话题, 应注意环境保护和废气物的回收利用。
唐钢120吨转炉施工组织设计.doc
唐钢120t转炉施工组织设计编制:审核:批准:一九九八年七月编制说明编制依据:1.施工用图纸及施工标准规范2.施工合同需编制的施工方案:炉壳、托圈的吊装特殊过程:结构焊接一、工程概况1.工程名称:唐钢120t转炉2.施工地点:唐钢老区院内3.工作范围:结构制作及设备安装、电气和仪表安装及调试4.施工工期:5.施工标准及规范:二、主要施工方法及技术要求(一)钢结构制作1.工艺流程2.技术要求2.1放样和号料应根据工艺要求预留制作和安装时的焊接收缩余量及切割、刨边和铣平等加工余量。
2.2 放样和样板(样杆)的允许偏差应符合下列规定:平行线距离和分段尺寸:±0.5mm对角线差: 1.0mm宽度、长度:±0.5mm孔距:±0.5mm加工样板的角度:±20’2.3号料的允许偏差应符合下列规定:零件外形尺寸:±1.0mm孔距:功±0.5mm2.4 气割前应将钢材切割区域表面的铁锈、污物等清理干净,气割后应清除熔渣和飞溅物。
2.5 气割的允许偏差应符合下列规定:零件长度、宽度: 3.0mm切割面平面度:0.05t,mmmm(二)转炉炉壳和托圈安装1.概述:转炉炉壳重152t,炉壳外径Φ6900mm,炉壳高度9685mm。
炉壳是截锥型水冷炉帽,圆筒型炉身,锥型炉底的非分离式炉体。
炉壳有可能整体到货,也有可能分上下两段到货。
若是后种情况,在安装过程中予以焊接而成整体炉壳。
倾动机构采用四点啮合全悬挂传动方式,全正力矩操作,采用一套扭力杆和事故挡座组装置。
2.安装工艺流程图3.主要工序说明:(1)基础验收:在安装开始前应进行土建和机械安装专业之间的中间交接,土建单位应提交如下资料:A.基础强度试验报告;B.基础外形各部尺寸检查资料;C.基础沉降观测记录;D.基础底座基准点、标高基准点及其检查记录。
安装单位应对上述B、C、D作验收检查。
并以此作为安装基准。
(2)3000t·m吊车的设置在整个厂房内,转炉本体及其附件的重量均较大, 吊装较困难,为解决这一困难,我们在钢水跨、转炉北面设置一台3000t·m塔吊,这样转炉系统的安装和钢水跨两台天车的安装就方便多了。
关于120t电炉最佳操作条件的研究

何多使用本厂返回废钢 ( 而减少外购废钢量 ) ,并促 进N和M 等有价金属的回收成了重要课题。例如伴 i o
随对 电力 产 品需 求 的增 加 , 1%MN 1%C钢 质 的 8 一8 r 托 环 (ea ig ig rtnn n简称 RR)材 的生产在 持续 增加 。 i r / 此 PR d 材质 为高 C 1% )钢 ,作为 返 回废钢 而大 量 r( 8
[i z S s ) S] — i ( i +O O
【 】 / 一 Mn () Mn +1 O ( 2 ( OS 2C 132O )一 C 2, ) [r / z + g r ( OS
…… ( 4)
……( 5) ……( 6)
・
3 ・ 3
《 关于 10 电炉最佳操作条件的研究 》 2t
4 试 验方法
另一 方 面 ,由于 电炉 壳 和炉 盖都 处 于 高热 负荷
的环境中,故大部分结构件都水冷化了。 3 当前 的课 题 3 . 1减少能耗 的必要性 为 了缩短 电炉 的操作 时间 ,于 2 0 引进 了多 07年 功 能燃烧 器 ( u e b r r又称 喷咀 ) n ,从而 比原来 增加 了 电力 、氧气 和 L G ( P 液化 天然 气 )的耗 量 。然而 , 随着 近年 出钢 量 的 大 幅增加 ,加之 电炉操 作 实现 了 最佳化 ,故可以期待能源消耗量大幅度减少。 3 . 2电炉操作最佳化的必要 电炉炼 钢 热 平衡 的调查 ,和 能
近 年 ,作 为 减 少 能耗 和 防 止 地球 变 暖 的对 策 ,
耗的降低 ,以及如何将操作条件最佳化的研究结果 。
21 0 电炉概 要 2 t
在社会要求减排c : 0的过程中,日 本制钢所 能耗最多 的炼钢车间 10电炉如何降低能耗就成了最大的课 2t 题 。 由于过去 在 最高 温度 10 q的环境 下各 部位 温 70C 度检 测 是 困难 的 ,故 难 以详 细 把 握 冶炼 过 程 的热 平 衡 。因为配备了各种检测仪器 ,完善 了可 以把握炉 内温 度 状 况 的环 境 ,进 而完 成 了电炉 炼 钢 的热 平衡
120吨电弧炉设计

120吨电弧炉设计120吨电弧炉炉体设计第⼀章电弧炉炼钢的发展 1.1电弧炉的发展国外电炉炼钢的发展情况但世界电炉钢⽐例尽管转炉炼钢技术取得了长⾜的进步。
⾃上世纪中叶⾄今,年的不断增长,从1950年的7.3%增长到200433.8%。
电炉炼钢具有固定投主要是由于跟⾼炉转炉长流程相⽐,电炉钢⽐例的增长,资⼩,消耗铁矿⽯,焦炭,⽔等资源少,占地⾯积⼩,可⽐能耗低,对环境污染符合全球可持续发展启动及停炉灵活等优点,少,⼯⼚可接近资源产地及市场,要求。
万吨以上的主要产钢国家各国粗钢产量稳500 本世纪前四年,世界上年产钢20032001步增长,电炉钢⽐例不同国家有增有减,总体上有所降低,从年⾄年虽然粗钢产量增长迅速,但世界2004下降⾄年电炉钢的⽐例从35%33.1%。
电炉钢⽐例从33.1%上升⾄33.8%我国现代电炉炼钢的发展情况年原冶⾦部和上海市在上海召开的“当代电炉流我国现代电炉炼钢始于1993。
由于各级政府部门引程和电炉⼯程问题研讨会”(以下简称第⼀次上海会议)依靠引进国外现代电炉流导,⽀持钢铁企业进⾏了对现代电炉流程的⼀轮投资,程先进技术,在我国建成了⼀批“三位⼀体”或“四位⼀体”的先进电炉流程。
年⾄今,我国电炉钢⽣产的发展可分为三个阶段。
从1993波动,电t万2000年这⼀阶段,我国电炉钢产量在1800~2000 在1993年⾄。
这是由于⼀⽅⾯淘汰了⼤量落后15.7%炉钢⽐例逐年下降,从23.2%下降⾄另⼀⽅⾯新投产的⼤电炉产量还是不够⾼,使得我国电炉钢产量下降,的⼩电炉,电炉钢另外由于转炉钢产量的迅速增长,致使电炉钢产量在⼀个⽔平线上波动,但这也正好说明“第⼀次上海会议”的致使电炉钢⽐例下降,产量增长⽐较慢,意义及影响,如果没有1993年的“第⼀次上海会议”,在⼩电炉⼤量被淘汰的情况下,2000年我国电炉钢的⽐例恐怕还会低很多。
从2000年⾄2003年,在世界电炉钢⽐例有所下降的同时,我国电炉钢⽐例却⾛出了低⾕有所回升。
100t炼钢电弧炉及电炉工艺

100t炼钢电弧炉及电炉工艺附件一电炉及电炉工艺1.电弧炉总体设计100t电炉安装在新接长厂房内18米跨的10-11柱之间,变压器在炉子北侧,操作室在炉子西北侧18米跨和24米跨之间位置,11-12柱之间。
液压站在变压器下面,各阀站在平台上选地方,炉门氧枪在炉门南侧,在变压器和操作室之间留有通道以便天车吊物通过。
天车大车轨道标高+18米,大车轨距16米, 炉子跨天车125 t/30t 一台、100t /20t /5t 一台。
电弧炉设计原则是保证设备技术先进、成熟,操作运行可靠,适合冶金、重机行业的特点。
综合国内外近年来的生产实践证明,电弧炉能满足优质、高产、低耗、生产过程自动化、安全以及环保要求。
2.机械结构型式选择1) 100t炼钢电弧炉采用炉盖旋开顶装料、液压控制;2) 结构形式为ABB型,采用整体平台导轨式,高架式布置;3) 变压器容量90MV A;4) 偏心底出钢,出钢车带称量装置出钢;5) 采用铜钢复合导电横臂及大截面水冷电缆;6) 采用可卸结构管式水冷炉壁及管式水冷炉盖;7) 加料装置炉前采用第五孔加料,另设炉后加料装置;8) 采用工控机及PLC控制;9) 采用出渣罐车出渣方式;10) 设炉门水冷碳-氧枪一支、炉壁碳氧枪一支、EBT氧枪一支;11) 配备一个在线烘包器。
3.电弧炉主要工艺参数额定容量100t平均出钢量100t最大出钢量120t平均冶炼周期≤90min平均冶炼电耗≤450kwh/t平均电极消耗≤4.5kg/t4. 炉膛尺寸设计炉子在全废钢冶炼时,按三次装料.第一次装废钢45%,第二次装废钢35%,第三次装废钢20%废钢收得率92%料篮内废钢平均堆比重 1.1~1.5t/m3废钢在炉体内充填度90%经计算需要炉内总容积为89.23m3可得出炉子主要尺寸如下:炉壳内径?6100mm炉壳高度4500mm熔池直径?5008mm熔池深度1031mm (渣层厚200mm)熔池容积18.32m3炉底耐材厚度800mm5 冶炼周期作业时间分配合计时间90min非通电作业时间37min(全废钢)其中:装料18min (装料为三次,每次6min;)出钢8min,出钢口处理及添加填料6min,补炉和电极调整5min。
2电弧炉炉型设计

2电弧炉炉型设计2.1电弧炉炉型设计电弧炉是电路炼钢车间的核心设备,电炉设计的好坏直接影响到炼钢生产的顺利与否。
如果设计不合理造成先天性缺陷,一旦投产就很难再做改动,所以对于电炉设计应予以重视。
2.1.1电弧炉炉型电弧炉炉型是指炉子内部空间的形状和尺寸,不同的熔炼炉因工作条件不同,供热热源不同而有不同的内部空间。
电弧炉近于球形体,从减少散热面出发,以球形为最好。
现代电弧炉炉体中部是圆筒形,炉底为弧形,炉顶为拱形。
作为发热体,电极端部的三电弧位于炉内中心部位。
电弧炉设计应保证高的生产率,电能、耐火材料、电极等消耗要低,同时要满足冶金反应顺利进行,故应考虑以下因素:(1)选用大功率变压器;(2)保证高的热效率和电流效率;(3)采用高质量的耐火材料砌筑材料;(4)炉子各部分形状和尺寸设计布局合理;(5)炉子熔炼室容积能一次装入堆比量中等的全部炉料;(6)炉子倾斜10°~20°能保证钢液顺利流出。
2.1.2熔池的形状和尺寸电弧炉的大小以其额定容量来表示,所谓额定容量是指新设计的电炉熔池所能容纳的钢水量。
实际生产过程中,随着熔炼炉数的增多,熔池容积逐渐增大,装入量或者出钢量也就不断增加。
另外生产中还经常用提高炉门槛即造假炉门槛的办法来增加炉产量,这样就出现了超装问题,一般认为吵装20%50%为宜,不宜超装太多,大电弧炉基本上都不超装。
熔池:容纳钢液和熔渣的那部分容积。
熔池的容积应能足够容纳适宜熔炼的钢液和熔渣,并留有余地。
(1)池的形状其形状应有利于冶炼反应的顺利进行,砌筑容易,修补方便。
目前使用的多为锥球型熔池,上部分为倒置的截锥,下部分为球冠。
球冠形电炉炉底使得熔化了的钢液能积蓄在熔池底部,迅速形成金属熔池,加快炉料的熔化并及早造渣去磷。
截锥形电炉炉破便于补炉,炉坡倾角45°,其优点如下○145°角叫自然锥角,砂子等松散材料成堆后的自然锥角正好也是45°(2)熔池尺寸计算○1熔池容积V池。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
120吨电弧炉炉体设计第一章电弧炉炼钢的发展 1.1电弧炉的发展国外电炉炼钢的发展情况但世界电炉钢比例尽管转炉炼钢技术取得了长足的进步。
自上世纪中叶至今,年的不断增长,从1950年的7.3%增长到200433.8%。
电炉炼钢具有固定投主要是由于跟高炉转炉长流程相比,电炉钢比例的增长,资小,消耗铁矿石,焦炭,水等资源少,占地面积小,可比能耗低,对环境污染符合全球可持续发展启动及停炉灵活等优点,少,工厂可接近资源产地及市场,要求。
万吨以上的主要产钢国家各国粗钢产量稳500 本世纪前四年,世界上年产钢20032001步增长,电炉钢比例不同国家有增有减,总体上有所降低,从年至年虽然粗钢产量增长迅速,但世界2004下降至年电炉钢的比例从35%33.1%。
电炉钢比例从33.1%上升至33.8%我国现代电炉炼钢的发展情况年原冶金部和上海市在上海召开的“当代电炉流我国现代电炉炼钢始于1993。
由于各级政府部门引程和电炉工程问题研讨会”(以下简称第一次上海会议)依靠引进国外现代电炉流导,支持钢铁企业进行了对现代电炉流程的一轮投资,程先进技术,在我国建成了一批“三位一体”或“四位一体”的先进电炉流程。
年至今,我国电炉钢生产的发展可分为三个阶段。
从1993波动,电t万2000年这一阶段,我国电炉钢产量在1800~2000 在1993年至。
这是由于一方面淘汰了大量落后15.7%炉钢比例逐年下降,从23.2%下降至另一方面新投产的大电炉产量还是不够高,使得我国电炉钢产量下降,的小电炉,电炉钢另外由于转炉钢产量的迅速增长,致使电炉钢产量在一个水平线上波动,但这也正好说明“第一次上海会议”的致使电炉钢比例下降,产量增长比较慢,意义及影响,如果没有1993年的“第一次上海会议”,在小电炉大量被淘汰的情况下,2000年我国电炉钢的比例恐怕还会低很多。
从2000年至2003年,在世界电炉钢比例有所下降的同时,我国电炉钢比例却走出了低谷有所回升。
从2000年的15.7%上升到2003年的17.6%。
电炉钢比例回升说明在这一阶段,虽然全国钢产量迅速增长,但电炉钢增长的速度比钢总量增长的速度更快。
,远高于2001-2003年间,我国钢生产迅速发展,年增长速率达20~22% 在2世界同期增长速度。
电炉钢增长速度更高,达27-28%,电炉钢比例回升了约个百分点。
主要是由于上世除了国民经济发展的拉动以外,电炉钢比例有所回升的原因,对发展我国现代电炉钢流纪九十年代钢铁企业在有关政府部门的引导和支持下,迅速投产、程进行的一轮投资新增电炉钢生产能力的释放,一批现代电炉流程达产、超产以及我国电炉钢工作者在消化引进国外先进技术的基础上自主创新,电炉冶炼周期大开发具有中国特色的现代电炉炼钢技术方面取得了长足的进步,大缩短,生产率大大提高。
年1990 2004年以后进入第三阶段,在这一阶段,中国电炉钢比例正面临着由于前一阶段我国对转炉流程进行大量投资导致的以来第二次逐年下降的局面,,而27%转炉钢生产能力的释放,使我国转炉钢产量大幅度增长,增长速度达,6.7%电炉钢第一轮投资导致的潜能挖掘释放已经饱和,年增长速度大大降低到估计这次下降的势从而使电炉钢比例又有所下降,转炉钢增长速度高于电炉钢,年每年平均约降低了一个百分点,而1993-2000头比1993-2000年那次更猛,这次在2003-2004年间,一年内就下降了约二个百分点,从17.6%下降到15.2%。
2005年我国钢产量将达到约3.5亿t,电炉钢比例可能低于13%。
今后几年如不控制全国钢的总产量和转炉钢生产,较大幅度增加电炉钢产量,则电炉钢的比例还会迅速下降。
在过去的20年中,我国电炉炼钢得以迅速增长,至2000年底已有19座70t超高功率电弧炉投入运行。
电炉钢的迅速增长已成了第二位的炼钢方法。
在工业发达国家大部分电弧炉钢是一般钢种,电弧炉炼钢已成为重要的常规生产技术,而不仅仅是生产特殊钢、合金钢的特殊生产技术。
这项技术之所以能迅速发展得宜于以下几个主要条件:(1) 冶炼周期缩短为60~100min。
(2) 电能充足、电价稳定,吨钢电耗不大于375kW·h。
(3) 电炉趋向大型化,超高功率化,与炉外精炼配合,冶炼工艺强化,生产率大大提高。
(4) 钢液温度和成分容易控制,品种适应性广。
?在过去20年中,电弧炉炼钢的用氧技术取得了瞩目的发展。
氧气的利用已由最初的脱碳反应跃居为电弧炉的第二热源,部分取代了相对昂贵的电源。
现代电弧炉炼钢的供氧量为20~40m3/t,甚至更高。
其向熔池提供的化学能占总输入能量的30%~40%。
先进的电弧炉广泛采用强化供氧和泡沫渣冶炼、废钢预热等技术,因而电弧炉的冶炼时间大大缩短,即使100t以上的大型电炉,全炉的冶炼时间也只有60~70min,吨钢电耗不大于375kW·h,吨钢电极消耗不大于1.5kg。
现代炼钢流程主要是转炉流程和电炉流程。
2004年世界粗钢产量达10.548亿t,其中转炉钢66452万t,占63%,电炉钢35652万t,占33.8%。
我国钢产量27470万t,其中转炉钢23271万t,占85.72%,电炉钢4167.1万t,仅占15.17%。
笔者在此分析了我国不同时期电炉钢比例逐年下降的原因,讨论了为什么要重发展电炉炼指出了在目前我国废钢资源及电力紧缺的条件下,视电炉钢的发展,钢的方法及技术措施,认为目前应考虑对发展我国现代电炉炼钢的第二轮投资。
超高功率电弧炉1.1.1优质的目标,低耗、超高功率电弧炉作为电弧炉发展的基本方向,为实现其高产、单凭经验或依据普就必须具备快速而准确的生产控制,全面而优化的综合管理。
电气已不能适应生产需要,而在生产过程控制中,通电弧炉的控制和管理方法,运行是极为关键的技术。
电弧炉电气运行是电炉冶炼生产最基本的保障,它关系到冶炼工艺、原料、因设备等诸多方面的问题,直接影响电炉炼钢生产的各项技术经济指标,电气、充分有利于设此对其进行最佳化的研究意义重大,不但可保障冶炼工艺的顺行、备资源,还能提高生产率、节能降耗。
50年代,为了提高电弧炉生产率,当时采用加大电炉变压器提高电压的方法来增加输入功率,即采用“高电压、大功率”的运行制度。
到60年代,当时炉子容量还不很大,功率级别也不很高,约为400 kVA/t,变压器总容量在30 MVA 左右。
这一时期,电炉主要生产特殊钢、合金钢,流程为电炉出钢后模铸。
随着炉子供电功率的增大,电弧对炉衬的辐射侵蚀大大增强。
在70年代中后期,一度推崇高功率、大电流、短电弧操作方式。
因而,功率因数值较低,特别是在最大电弧功率处工作,功率因数仅为0.72左右。
因为短而粗的电弧,对炉衬热辐射减少,减轻了因提高功率对炉衬耐火材料的强烈侵蚀,也提高了热效率;同时由于电弧电流加大,对钢渣的搅拌加强,强化了熔池的传热;此外,大电流短电弧稳定性高,对电网的冲击小。
这一时期,典型的炉子变压器容量大约在50 MVA左右,功率级别约为500 kVA/t,典型的流程为电炉、钢包炉、连铸、棒线材轧机。
所谓“低电压”和“短电弧”都只是相对于相同的变压器容量而言。
实际上,如果把1台普通功率电弧炉改造成为超高功率电弧炉,由于功率大大增加,变压器的二次电压和电弧长度都比原来普通功率电弧炉的大。
这种短弧操作法,在美国又称为“滑动功率因数法”。
其要点是整个熔炼过程自始至终只采用一档相当低的电压而连续改变电流工作点。
若用平衡的回路特性理论来描述工作点的“滑动”,那就是功率因数先由电弧功率最大点(0.72~0.75)逐渐平缓地过渡到有功功率最大点(0.707),再减少到0.68。
这种情况适应于美国的条件:废钢行业发达,可保证入炉废钢块度小且均匀。
这种方法的难点是判断何时由相对长弧改为短弧。
上述低功率因数的运行方式不利于变压器能力的充分利用,且电极消耗很大。
随着水冷炉壁、水冷炉盖尤其是泡沫渣技术的出现和成功,使“高电压、低电流、长电弧、泡沫渣”操作有了可能,这类超高功率电弧炉是80年代中期的先进技术。
在这个时期,炉子容量进一步大型化,功率级别又有所提高,炉子变压器容量达到了70 MVA以上,电炉钢进入扁平材、管材市场。
其运行特点是高功率因数操作,使变压器的能力较充分地发挥。
到了90年代,电炉的容量进一步加大,炉子变压器容量达到了100 MVA左右,功率级别已超过800 kVA/t。
在炉子电气运行特点方面出现了高阻抗和变阻抗技术;另外由于神经网络技术的成功应用,使电弧炉的电气运行工作点的识别和控制有了很大改善。
这一时期的电炉电气运行采用“更高电压、更小电流、更长电弧”的操作制度。
原料条板带等纯净钢领域进薄板坯连铸连轧技术的出现使得电炉钢向管材、件的改善、.展。
电炉技术的进步和电炉流程的发展与电炉电气的运行密切相关:一方面随着对超高功率电弧炉电气运行研究的不断深入,开发了许多新技术、设备及相关操作工艺,如直流电弧炉、导电电极臂、高阻抗电炉、智能电弧炉、水冷电缆、水冷/中空/浸渍/镀层电极等等;另一方面也保障了超高功率电炉炼钢其配套技术的开发和应用,如海绵铁等废钢代用品的使用、泡沫渣操作、替代能源的利用等等。
1.1.2炉底出钢电炉冶炼工艺操作EBT电炉冶炼己从过去包括熔化、氧化、还原精炼、温度、成分控制和质量控制的炼钢设备,变成仅保留熔化、升温和必要精炼功能(脱磷、脱碳)的化钢设备。
而把那些只需要较低功率的工艺操作转移到钢包精炼炉内进行。
钢包精炼炉完全可以为初炼钢液提供各种最佳精炼条件,可对钢液进行成分、温度、夹杂物、气体含量等的严格控制,以满足用户对钢材质量越来越严格的要求。
尽可能把脱磷,甚至部分脱碳提前到熔化期进行,而熔化后的氧化精炼和升温期只进行碳的控制和不适宜在加料期加入的较易氧化而加入量又较大的铁合金的熔化,对缩短冶炼周期,降低消耗,提高生产率特别有利。
EBT电炉采用留钢留渣操作,熔化一开始就有现成的熔池,辅之以强化吹氧和底吹搅拌,为提前进行冶金反应提供良好的条件。
从提高生产率和降低消耗方面考虑,要求电炉具有最短的熔化时间和最快的升温速度以及最少的辅助时间(如补炉、加料、更换电极、出钢等),以期达到最佳经济效益。
(1)快速熔化与升温操作快速熔化和升温是当今电弧炉最重要的功能,将第一篮废钢加入炉内后,这一过程即开始进行。
为了在尽可能短的时间内把废钢熔化并使钢液温度达到出钢温度,在EBT电炉中一般采用以下操作来完成:以最大可能的功率供电,氧一燃烧嘴助熔,吹氧助熔和搅拌,底吹搅拌,泡沫渣以及其它强化冶炼和升温等技术。
这些都是为了实现最终冶金目标,即为炉外精炼提供成分、温度都符合要求的初炼钢液为前提,因此还应有良好的冶金操作相配合。
(2)脱磷操作脱磷操作的三要素,即磷在渣一钢间分配的关键因素有:炉渣的氧化性、石灰含量和温度。