发那科机器人焊接系统操作培训课程培训课件
FANUC焊接机器人培训(2024)

同材质的工件焊接,同时实现快速换型和调试,以满足市场需求。
2024/1/29
03
绿色环保
随着环保意识的不断提高,未来焊接机器人需要更加注重环保和节能,
采用低能耗、低污染的技术和材料,推动企业实现绿色生产。
25
企业如何应对变革与挑战
加强技术研发
企业需要不断投入研发力量,跟踪国内外最新技术动态,积极引进 和消化新技术、新材料,提高企业核心竞争力。
推动产业升级
企业需要积极推动产业升级,加强产业链上下游合作,形成产业协 同创新的良好生态,提高企业整体竞争力。
培养高素质人才
企业需要加强人才培养和引进工作,建立完善的人才激励机制,吸引 和留住高素质人才,为企业发展提供强有力的人才保障。
2024/1/29
26
THANKS
感谢观看
2024/1/29
27
焊接系统
包括焊接电源、焊枪、送丝机 构等部分,用于提供焊接所需
的能量和材料。
传感系统
用于实时监测焊接过程中的各 种参数,如电流、电压、焊接 速度等,以确保焊接质量。
2024/1/29
9
基本操作界面与功能介绍
2024/1/29
操作界面概述
FANUC焊接机器人的操作界面包括示教器、触摸屏等部分,用于实 现人机交互和操作控制。
发展历程
焊接机器人经历了从简单示教到离线编程、从单一功能到多功能集成的发展历 程,随着人工智能和机器视觉等技术的发展,焊接机器人正朝着智能化、自主 化的方向发展。
2024/1/29
4
焊接机器人应用领域
汽车制造
焊接机器人在汽车制造领域应 用广泛,包括车身焊接、车门
焊接、底盘焊接等。
2024/1/29
FANUC焊接机器人培训ppt

在电力行业中,焊接机器人可用于发电厂、变电站等设施的建设和维修。
在石油化工领域,焊接机器人可应用于管道、储罐等设备的焊接。
焊接机器人在各行业的应用状况
航空航天
电力行业
石油化工
造船工业
焊接机器人技术发展的趋势与前景
人工智能
随着人工智能技术的发展,焊接机器人将越来越智能化,能够更好地适应各种复杂环境。
定期维护
焊接机器人的定期检查与维护
故障诊断
当焊接机器人出现故障时,应先了解故障现象,确定故障类型,并按照故障排查指南进行诊断。
维修记录
对焊接机器人的维修过程进行记录,包括维修时间、故障现象、维修措施等,以备后续查阅。
焊接机器人的故障排查与维修
保养建议
针对焊接机器人的不同部件,如机械结构、电器元件、传感器等,提出相应的保养建议。
fanuc焊接机器人操作时,应佩戴适当的防护用具,如防护手套、焊接面罩等,并确保操作区域安全无障碍。
操作安全
在操作过程中如遇到紧急情况,应立即按下紧急停止按钮,并迅速撤离现场。
紧急处理
安全注意事项及紧急处理方法
公司简介
我们公司是一家专业从事机器人应用的公司,拥有多年的经验和技术积累,提供全面的机器人应用解决方案。
加强人机交互技术的研究,使焊接机器人能够更好地与操作者配合,提高工作效率和安全性。
人机交互
研究多焊接机器人的协同作业技术,提高焊接效率和质量。
多机器人协同作业
加强高精度控制技术的研究,提高焊接机器人的精度和稳定性,使得焊接效果更加完美。
高精度控制
焊接机器人技术未来的研究方向和发展方向
06
FANUC焊接机器人培训PPT课件

在屏幕顶端有状态显示表明STEP键 是否开启:
TEACH
FWD (前进) 键:
在STEP开启时使 用该键来执行下
一个程序语句。
连续运行程序时, 使用该键驱使机器 人开始执行编好的 程序。
TEACH
BWD (后退) 键:
用该键执行以前的 程序语句。
TEACH
WELD ENBL 键:
运行一个程序时, 使用该键来控制是 否开启焊接过程
TEACH
HOLD 键:
用该键可停止机器 人的运动
TEACH
FCTN 键:
用该键显示补充菜 单
按下 FCTN键后出现的 典型项目:
1. ABORT (ALL) 2. Disable FWD/BWD 3. CHANGE GROUP 4. QUICK/FULL MENUS 5. SAVE 6. PRINT SCREEN 7. etc. . .
. 1 Words 2 Upper Case 3 Lower Case
JOINT 10%
4 Options ---Insert---.
---Create Teach Pendant Program---
Program Name[ ] .
.
PRG MAIN SUB TEST
The welding experts
TEACH
MOVE MENU键:
按下该键,会出现 系统宏程序的列表 ,可执行宏程序的 调用
TEACH
MAN FCTN 键:
按该键显示手动操 作功能屏幕
TEACH
Display键:
该键与SHIFT键一起 使用,改变屏幕显 示格式,从单对话 框转换到双对话框 或三对话框格式、 单对话框带扩展状 态。
发那科机器人焊接系统操作培训课程
机器人焊接系统操作培训课程POWERWAVE 455R/M 和355.I 操作概述1. POWERWAVE - 描述1.1 逆变电源-基于高性能的带脉冲功能的数字焊接电源- 它的独特地与送丝机的联接,为系统提供了同步操作;它有能力在复杂的、高速信号波形控制下形成连续的、精确的焊接电弧。
Powerwave 提供优秀的、代表目前技术发展水平的焊接能量的控制,可将飞溅和烟气控制在最小的范围内。
1.2 所有不同的焊接工艺的程序,在出厂时就被编译并记存在焊机内,当操作员输入某一个焊接工艺以后,焊机就会自动地执行这个焊接工艺的程序。
1.3 此焊机具有以下焊接工艺:GMAW- 具有或不具有脉冲FCAWSTT (仅在455R/M中具有此功能)1.4 Powerwave 允许在CV模式下设置实际焊接电压。
1.5 在GMAW-CV 模式中,WFS 和电压可以独立地被设置,此时Powerwave 如同其它通用的焊接电源。
1.6 Powerwave 通过调整"Trim",对具有脉冲的焊接工艺来调整焊接电压。
1.7 用于机器人的PowerWave与半自动和手工焊的PowerWave比较,区别在於使用了一些不同的硬件和软件.例如,不能用Robotic PowerWave 进行焊条焊接。
1.8 在出厂前已为PowerWave与机器人的准确通信连接进行过校准。
2. 连接2.1 输入电源:455R;在焊机后方,卸下屏板,连接输入电源电缆,调整电压的接头,出厂时被设置在440 - 460VAC处。
355i;没有电源开关,电源通过一个机器人控制台内的断路开关进到355i,当断路开关打开,电源被接通到355i。
2.2 焊接电缆、正极和负极,前面板。
正极性; 大多被使用于GMAW 和STT的焊接工艺,正极螺柱连接到焊丝; 负极螺柱连接到工件。
负极性;主要被使用在某些FCAW的焊接工艺,正极螺柱连接到工件,负极螺柱连接到焊丝。
2024版《FANUC机器人》PPT课件
01机器人定义与分类简要介绍机器人的定义,以及按照应用领域、运动方式等进行的分类。
02机器人技术发展概述机器人技术的发展历程,包括早期机器人、现代机器人以及未来机器人的发展趋势。
03机器人应用领域列举机器人在工业、医疗、军事、服务等领域的应用,并简要说明其在各领域的作用。
机器人技术概述03简要介绍FANUC 公司的历史、规模、业务领域等。
FANUC 公司简介详细介绍FANUC 机器人的产品类型,包括工业机器人、协作机器人、服务机器人等,并给出相应的图片或视频。
FANUC 机器人产品线阐述FANUC 机器人在控制器技术、伺服系统、视觉系统等方面的技术特点,以及其在市场上的竞争优势。
FANUC 机器人技术特点FANUC 机器人简介明确本课程的学习目标,包括了解FANUC 机器人的基本原理、掌握机器人的基本操作和维护技能等。
课程目的给出本课程的整体框架,包括理论课程、实验课程、项目实践等环节,并简要说明各环节的内容和目标。
课程结构提供学习本课程的方法和建议,如课前预习、课后复习、积极参与实验和项目实践等。
学习方法建议课程目的与结构0102工业机器人、服务机器人、特种机器人等。
关节型、直角坐标型、SCARA型、Delta型等。
按应用领域按运动方式01高精度02高速度重复定位精度高,适用于精密加工和装配。
运动速度快,提高生产效率。
机器人分类与特点高可靠性稳定可靠,降低维护成本。
灵活性可编程控制,适应不同生产需求。
LR Mate系列小型、轻量、高速,适用于紧凑空间内的自动化应用。
M-iA系列中型、高性能,适用于复杂加工和装配任务。
•M-2000iA系列:大型、重载、高精度,适用于大型工件的加工和搬运。
丰富的产品线高品质完善的售后服务采用先进技术和优质材料,确保产品稳定性和可靠性。
提供全面的技术支持和售后服务,确保客户满意。
0302 01满足不同领域和应用需求。
最大负载能力机器人末端执行器能承受的最大负载质量。
2024版FANUC焊接机器人编程全部课程

2024/1/27
机器人运动异常
检查关节和轴承是否磨损严重,是否 需要更换;检查电机是否正常工作, 是否需要维修或更换。
系统报错或崩溃
尝试重启机器人系统,检查硬件连接 是否正常;如问题仍然存在,请联系 专业技术人员进行排查和维修。
25
系统备份与恢复操作指南
2024/1/27
定期备份系统数据 使用专用存储设备定期备份机器人系统数据,包括程序、 参数设置、用户数据等。
系统恢复操作 在机器人出现故障或数据丢失时,可使用备份数据进行系 统恢复操作。具体操作步骤请参考使用说明书或联系专业 技术人员进行指导。
注意事项 在进行系统备份和恢复操作时,请确保电源稳定、数据完 整,并遵循正确的操作步骤。如遇到问题,请及时联系专 业技术人员进行协助处理。
高效节能
FANUC焊接机器人采用先进的节能 技术,降低了运行成本,同时提高了 生产效率。
5
焊接机器人应用领域
汽车制造业
焊接机器人在汽车制 造领域应用广泛,如 车身焊接、车门焊接、 座椅骨架焊接等。
航空航天业
航空航天领域对焊接 质量和精度要求极高, 焊接机器人能够满足 高精度、高质量的焊 接需求。
重型机械制造业
运动控制
FANUC焊接机器人具有高精度、高速度的运动控制能力,可以 实现复杂的焊接轨迹和动作。通过编程可以控制机器人的运动 速度、加速度、减速度等参数,以及实现多轴联动、同步控制 等高级功能。
9
编程安全与规范
安全防护
在编写FANUC焊接机器人程序时,需要严格遵守安全规范,确保机器人的运行 不会对人员和设备造成伤害。例如,需要设置安全区域、限制机器人的运动范 围、避免碰撞等。
fanuc点焊机器人培训教程

检查电缆和连接器
检查机器人电缆和连接器的紧固情况, 确保没有松动或损坏。
润滑关节和轴承
定期对机器人的关节和轴承进行润滑, 以确保其顺畅运转。
更换磨损件
根据机器人使用情况,定期更换磨损 严重的零部件,以保证机器人的精度 和稳定性。
故障诊断与排除方法
观察故障现象
分析故障原因
使用诊断工具
仔细观察机器人出现的 故障现象,如异常声音、
场景描述
汽车制造行业中的车身点焊
工艺流程
从工件上料、定位夹紧到点焊完成的全过程
技术要点
点焊路径规划、电极头选择及修磨、焊接参数设置
案例分析
通过具体案例,详细解析点焊机器人在典型应用场景中的操作技巧及注意事项
案例二:复杂结构件点焊解决方案
问题提出
针对具有复杂结构的工件,如何实现高效、 精准的点焊
解决方案
机器人分类
根据应用领域不同,机器人可分为工业机器人、服务机器人、特种机器人等。其中, 工业机器人是面向工业领域的多关节机械手或多自由度的机器装置,它能自动执行 工作,是靠自身动力和控制能力来实现各种功能的一种机器。
工业机器人发展历程
第一代机器人
第三代机器人
示教再现型机器人,主要由机器手控 制器和示教盒组成,可按预先引导动 作记录下信息重复再现执行。
如不得随意拆除或绕过安全防护装置,确保机器人操作过程中的安全性。
危险源辨识及风险评估方法
危险源辨识
指导学员如何识别fanuc点焊机 器人操作过程中的潜在危险源, 如高温、高压、飞溅物等,并了 解这些危险源可能带来的危害。
风险评估方法
介绍常用的风险评估方法,如风 险矩阵、LEC法等,并指导学员 如何运用这些方法对fanuc点焊 机器人的操作风险进行评估。
2024版FANUC焊接机器人培训[2]
![2024版FANUC焊接机器人培训[2]](https://img.taocdn.com/s3/m/57595d7f0a4c2e3f5727a5e9856a561252d321c1.png)
FANUC焊接机器人培训目录•焊接机器人概述•焊接机器人系统组成与工作原理•FANUC焊接机器人基本操作与编程•焊接工艺参数设置与优化•常见问题排查与故障处理•维护保养与升级改造建议CONTENTSCHAPTER01焊接机器人概述定义与发展历程定义焊接机器人是一种自动化焊接设备,通过预先编程或示教方式实现焊接作业的自动化。
发展历程焊接机器人经历了从简单示教到离线编程、从单一功能到多功能集成的发展历程,随着技术进步和市场需求,焊接机器人的智能化和柔性化程度不断提高。
汽车制造航空航天轨道交通其他领域焊接机器人应用领域焊接机器人在汽车制造领域应用广泛,包括车身、车架、车门等部件的自动化焊接。
轨道交通车辆制造中,焊接机器人可实现车体、车门等部件的自动化焊接,提高生产效率和产品质量。
航空航天领域对焊接质量和精度要求极高,焊接机器人能够满足高精度、高质量的焊接需求。
如船舶制造、建筑钢结构、电力设备等领域的焊接作业也逐渐采用焊接机器人进行自动化生产。
FANUC品牌及特点介绍FANUC品牌FANUC是全球知名的工业机器人制造商,提供包括焊接机器人在内的多种工业机器人产品。
特点介绍FANUC焊接机器人具有高精度、高速度、高稳定性等特点,同时拥有丰富的产品线和完善的技术支持体系,能够满足不同客户的需求。
此外,FANUC还注重与客户的合作与沟通,提供个性化的解决方案和优质的服务。
CHAPTER02焊接机器人系统组成与工作原理焊接电源提供焊接所需的电能,并通过控制器实现电流的精确控制。
机器人本体实现各种复杂空间轨迹的运动,完成焊接作业。
控制器控制机器人本体的运动,接收并处理传感器信号,实现焊接过程的自动化。
送丝机构将焊丝按照设定的速度和角度送至焊接点,保证焊接质量。
焊枪及附件将焊接电源输出的电流传导至工件,完成焊接过程。
系统组成部件及功能工作原理与操作流程工作原理通过控制器对机器人本体、焊接电源、送丝机构等部件的精确控制,实现焊接过程的自动化和智能化。
Fanuc机器人应用培训课程之焊接
Fanuc ARC MATE 系列焊接机器人操作培训课程Fanuc ARC MATE 系列焊接机器人操作培训课程目录目录 (2)练习课程1——上电开机和操作移动机器人 (3)练习课程2——创建程序名 (4)练习课程3——创建和测试程序 (5)练习课程4——编辑程序 (9)练习课程5——编辑程序 2 (12)练习课程6——生成第二个程序:BEAD-AROUND-BOX (14)练习课程7A——生成第三个程序-在平板上真实焊接 (17)练习课程7B –如何输入焊接参数 (19)练习课程8——设置Jog Frame (23)练习课程9——在盒子上示教圆形路径 (25)练习课程10——焊接圆形焊缝 (27)练习课程11——摆动(WEAVING) (28)练习课程12——等待指令和计时器指令 (30)练习课程13——程序拷贝, 删除, 注释, 写保护 (36)练习课程14——如何创建一个零位(Zero Position)程序 (38)练习课程15——如何示教一个6点工具坐标 (40)练习课程16——用替换(Replace)命令编辑程序 (51)练习课程1——上电开机和操作移动机器人A. 开机1.如果机器人系统连接的是PW455焊接电源的话,先将焊接电源打开。
2.打开机器人控制柜的断路开关,按住“ON”按钮几秒钟,示教盒的开机画面将会显示出来3.手持示教盒,按下并且始终握住“Dead man switch”,将示教盒上的开关打到“ON”的位置,在示教盒键盘上找到“STEP”键,按一下并确认左上部的“STEP”状态指示灯亮,如果是新版本的示教盒的话,在屏幕顶端的状态显示行将显示“TP off in T1/T2,door open”。
按“Reset”键消除报警信息。
注意:此时屏幕顶端右面的蓝色状态行应该为-Joint 10%。
B. 关节坐标模式(Joint Coordinate)下移动机器人1.按下并保持“SHIFT”,在配合其他方向键移动机器人。
FANUC焊接机器人培训PPT课件

焊接机器人应用领域
汽车制造
焊接机器人在汽车制造领域应 用广泛,包括车身焊接、零部
件焊接等。
航空航天
航空航天领域对焊接质量和精 度要求极高,焊接机器人能够 满足高精度、高质量的焊接需 求。
轨道交通
轨道交通车辆的制造过程中, 焊接机器人可实现高效、稳定 的焊接作业。
其他领域
如船舶制造、建筑钢结构、电 力设备等领域的焊接作业也可
未来,焊接机器人将与人工智能、大数据等先进技术 相结合,实现更精准的数据分析和优化,提高生产效 率和产品质量。同时,焊接机器人还将注重环保、节 能等方面的技术创新,推动绿色制造的发展。
THANKS 感谢观他自动化 设备无缝集成,方便扩展和升级。
02 焊接机器人系统组成
机器人本体结构
关节型机器人
由基座、腰部、大臂、小臂、腕 部等关节构成,具有高灵活性和
工作空间。
直角坐标机器人
由三个互相垂直的直线运动轴组成 ,适用于简单、重复的焊接任务。
并联机器人
由动平台、静平台和连接两者的至 少两条独立运动支链组成,具有高 刚度、高精度和高速运动的特点。
控制系统组成及功能
控制器
接收并处理传感器信号 ,根据预设程序控制机
器人的运动。
示教器
用于编写和修改机器人 程序,实现人机交互。
I/O接口
连接外部设备,实现信 号传输和数据处理。
电源系统
为机器人提供稳定可靠 的电源供应。
传感器与检测技术
01
02
03
04
位置传感器
检测机器人的关节角度和末端 执行器的位置,实现精确定位
。
速度传感器
检测机器人的关节速度和末端 执行器的线速度,实现精确控
2024版发那科工业机器人培训课程

2024/1/25
1
目 录
2024/1/25
• 课程介绍与目标 • 工业机器人基础知识 • 发那科工业机器人产品介绍 • 编程与操作实践 • 维护与保养知识传授 • 集成应用与拓展能力培训 • 总结回顾与展望未来
2
2024/1/25
01
CATALOGUE
课程介绍与目标
3
3C电子
发那科工业机器人可应用于3C电子 行业的自动化生产线,如手机、电 脑等电子产品的组装和测试。
15
产品选型与配置建议
根据生产需求选择合适的机器 人型号和配置,如负载能力、 工作范围、重复定位精度等参 数。
2024/1/25
考虑机器人的集成与调试,选 择合适的控制系统和软件,实 现与生产线的无缝对接。
2024/1/25
柔性制造与个性化定制实 现路径
工业机器人与人工智能融 合探讨
工业机器人应用领域拓展 思考
28
2024/1/25
07
CATALOGUE
总结回顾与展望未来
29
关键知识点总结回顾
工业机器人的基本原理与构造
机器人编程与操作
涵盖了机器人的定义、分类、发展历程,以 及发那科工业机器人的基本构造和工作原理。
降低机器人维修成本
延长机器人使用寿命
提供延长机器人使用寿命的建议,如 规范操作、避免过载使用、定期更换 易损件等。
分享降低机器人维修成本的方法,如 定期保养、选用高品质零部件等。
2024/1/25
24
06
CATALOGUE
集成应用与拓展能力培训
2024/1/25
25
集成系统架构设计思路分享
工业机器人系统组成及功能解析
FANUC机器人 SERVO GUN点焊 培训教材
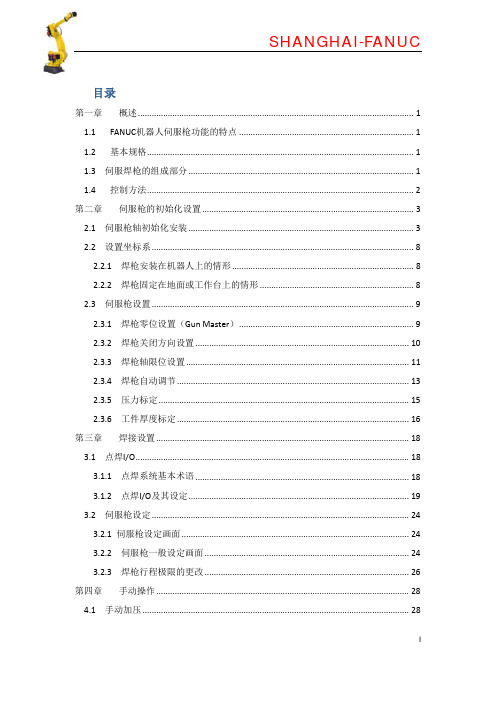
目录第一章概述 (1)1.1FANUC机器人伺服枪功能的特点 (1)1.2基本规格 (1)1.3 伺服焊枪的组成部分 (1)1.4控制方法 (2)第二章伺服枪的初始化设置 (3)2.1 伺服枪轴初始化安装 (3)2.2 设置坐标系 (8)2.2.1 焊枪安装在机器人上的情形 (8)2.2.2 焊枪固定在地面或工作台上的情形 (8)2.3 伺服枪设置 (9)2.3.1 焊枪零位设置(Gun Master) (9)2.3.2 焊枪关闭方向设置 (10)2.3.3 焊枪轴限位设置 (11)2.3.4 焊枪自动调节 (13)2.3.5 压力标定 (15)2.3.6 工件厚度标定 (16)第三章焊接设置 (18)3.1 点焊I/O (18)3.1.1 点焊系统基本术语 (18)3.1.2 点焊I/O及其设定 (19)3.2 伺服枪设定 (24)3.2.1 伺服枪设定画面 (24)3.2.2 伺服枪一般设定画面 (24)3.2.3 焊枪行程极限的更改 (26)第四章手动操作 (28)4.1 手动加压 (28)4.2 手动行程 (30)4.3 手动焊接 (32)4.4焊枪点动操作 (33)第五章编程 (35)5.1 点焊指令 (35)5.1.1 点焊指令格式 (35)5.1.2 焊接顺序 (41)5.1.3 示教位置 (42)5.2 其他指令 (42)5.2.1 加压动作指令 (42)5.2.2 压力指令 (43)5.2.3 焊枪零位调校指令 (44)第六章焊嘴磨损补偿 (45)6.1 概述 (45)6.2 2步方式 (45)6.2.1 准备工作 (45)6.2.2 测量方法 (46)6.3 单步方式 (48)6.4 焊嘴磨损补偿功能的设定 (50)6.4.1 焊嘴磨损检测设定 (50)6.4.2 焊嘴磨损基准值设定 (52)6.5 恢复步骤 (53)6.5.1 恢复焊枪零位数据 (53)6.5.2 焊嘴破损时的恢复 (54)6.6 焊枪行程极限补偿 (55)附录 SVGN报警代码 (57)第一章概述1.1 FANUC机器人伺服枪功能的特点全面支持伺服枪专用功能(手动操作、点焊自动路径生成、焊极磨损补偿等);可以自动生成最适合于点焊的最佳路径;与气焊枪的操作类似,便于掌握。
FANUC机器人培训教材(PPT 36页)

车身生产部-周春晖 2010年9月16日
1
安全操作规程
1.示教和手动机器人 1)请不要带者手套操作示教盘和操作盘。 2)在点动操作机器人时要采用较低的倍率速度以增加对机器人的控制机会。 3)在按下示教盘上的点动键之前要考虑到机器人的运动趋势。 4)要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。 5)机器人周围区域必须清洁、无油,水及杂质等。
2.生产运行 1)在开机运行前,须知道机器人根据所编程序将要执行的全部任务。 2)须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。 3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧
急情况下按这些按钮。 4)永远不要认为机器人没有移动其程序就已经完成。因为这时机器人很有可能
17
3.1 如何选择机器人程序
1.通过程序目录画 面创建程序,按 SELECT键显示 程序目录画面。
2.选中目标程序后, 按ENTER键确
认。
18
3.2 删除程序文件
1.按SELECT键进 入程序目录画面 后,移动光标选 中要删除的程序 (画面1)。
2.按F4 YES或F5 NO,确认或取 消删除操作。
2.选择F2 CREATE 3.移动光标到程序
名,按ENTER 键,使用功能键 和光标键起好程 序名。 -Word 默认程序名 -Upper Case 大写 -Lower Case 小写 -Options 符号 4.起好程序名后, 按ENTER键确 认,按F3 EDIT 结束登记。
21
3.5 .查看和修改程序信息
26
3.8 手动执行程序
2、为TP上执行灯灭(画面4)。
2.按住SHIFT键的同时,按 一下FWD键开始执行程序。 程序开始执行后,可以松 开FWD键。程序运行完, 机器人停止运动。
FANUC机器人培训教程PPT课件

第二章
五、通电/关电
机器人单元
1. 通电
➢ 将操作者面板上的断路器置于ON ➢ 接通电源前,检查工作区域包括机器人、控制器等。检查所有的安
全设备是否正常 ➢ 将操作者面板上的电源开关置于ON
2、关电
➢ 通过操作者面板上的暂停按钮停止机器人 ➢ 将操作者面板上的电源开关置于OFF ➢ 操作者面板上的短路器置于OFF
3)Remote TCP
第二章 机器人单元
8)附加轴
1. R-30iA 控制器最多能控制40根轴。 2. 可以多个组控制 3. 每个组最多可以控制9根轴,每个组的操作是相互独立。第一个组最多可以加3根
附加轴(除了机器人的6根轴)
附加轴有一下2种类型:
外部轴 控制时与机器人的运动无关只能在关节运动
显示寄存器、位置寄存器和堆码寄存器的值 执行宏指令 显示和手动设置输出,仿真输入/输出,分配信号 设置系统
8 POSITION 0 NEXT
现在位置 下一页
显示机器人人当前位置 显示下一页的项目
1 USED
使用者设置画面1 显示用户信息
2 Safety Signal
安全信号
3 USER2
使用者设置画面1 显示KAREL 程序输出信号
内部轴 直线运动或圆弧运动时,和机器人一起控制
第二章 机器人单元
二、系统软件
1) FANUC机器人软件系统|:
1.Handling Tool 2.Arc Tool 3.Spot Tool 4.Sealing Tool 5.Paint Tool ser Tool
用于搬运 用于弧焊 用于点焊
四、示教盒介绍
1、单色TP介绍
液晶屏 LED指示灯
此按键被按下,机器 人立即停止
发那科FANUC机器人培训教材(2024)

装配应用案例
汽车零部件装配
FANUC机器人可应用于汽车零 部件的自动化装配线,实现高精
度、高效率的装配作业。
电子产品装配
针对电子产品装配过程中对精度 和效率的要求,FANUC机器人 可提供灵活、可靠的装配解决方
案。
家用电器装配
在家用电器生产线上,FANUC 机器人可完成各种复杂部件的自 动装配任务,提高生产效率和产
定期使用干布擦拭机器人 表面,确保无灰尘、油污 等杂质。
检查电缆和连接器
检查机器人电缆和连接器 的紧固情况,确保没有松 动或损坏。
润滑关节和轴承
按照维护手册的要求,定 期为机器人的关节和轴承 添加润滑油,确保运动顺 畅。
检查传感器和执行器
检查机器人的传感器和执 行器是否正常工作,如有 异常及时更换或维修。
2024/1/25
9
FANUC机器人的优势
高精度
FANUC机器人采用了先进的控制技 术和高精度传动系统,可以实现微米
级别的定位精度和重复定位精度。
高稳定性
FANUC机器人采用了高品质的零部 件和先进的制造工艺,可以保证长时
间稳定运行,减少故障率。
2024/1/25
ห้องสมุดไป่ตู้
高速度
FANUC机器人具有快速响应和高速 运动的能力,可以缩短生产周期,提 高生产效率。
机器人的结构、原理和维护方法。
2024/1/25
建立故障预警机制
通过对机器人运行数据的实时监测和 分析,建立故障预警机制,及时发现 潜在问题并采取措施。
更新和维护手册
随着机器人技术的不断发展和更新, 应及时更新和维护手册,为维护和保 养提供最新的指导和支持。
22
06
发那科机器人焊接系统操作培训课

分享一些成功的参数优化案例,如针对某种特定 钢材的焊接工艺参数优化、针对某种特定焊缝形 状的参数调整等。
问题解决与经验总结
总结在参数优化过程中遇到的问题及解决方法, 分享经验教训,帮助学员更好地掌握参数优化的 技巧和方法。
05
系统维护与故障排除 技巧
日常维护保养内容及方法
清洁机器人表面
稳定性与可靠性
经过严格的质量控制和耐久性 测试,确保机器人在长时间、 高强度的工作环境下保持稳定 和可靠。
易于编程与操作
发那科机器人配备直观易用的 编程软件和示教器,降低操作 难度,提高生产效率。
丰富的产品线
发那科提供多种规格和配置的 机器人产品,满足不同客户的
需求。
应用领域与市场现状
汽车制造
机械制造
焊接速度设置
根据电流电压、钢材厚度 等条件设置合适的焊接速 度,以保证焊缝成形和熔 深。
焊枪角度与位置
根据焊接位置、焊缝形状 等条件设置合适的焊枪角 度和位置,以保证焊接过 程的稳定性和焊缝质量。
参数优化策略及实践案例
1 2 3
参数优化策略
通过试验和实践经验积累,对焊接工艺参数进行 逐步优化,如调整电流电压、改变焊丝类型、优 化保护气体配比等。
度。
多功能操作面板
02
提供直观的人机交互界面,方便操作人员对机器人进行编程和
调试。
丰富的I/O接口
03
可与各种外围设备连接,实现自动化生产线集成。
传感器与执行器选型
高精度位置传感器
实时监测机器人末端执行器的位置和姿态, 确保焊接精度。
高效能伺服电机
提供强大的驱动力和快速响应能力,确保机 器人高速、高精度运动。
2024年度FANUC机器人培训教材基本PPT课件大纲

维修服务支持体系
01
02
03
04
维修团队
组建专业维修团队,提供快速 、高效的维修服务。
配件库存
建立充足的配件库存,确保维 修所需配件的及时供应。
技术支持
提供24小时技术支持服务, 解决用户在使用过程中的技术
问题。
培训服务
定期举办维修培训班,提高用 户自身的维修能力。
2024/2/2
21
05
FANUC机器人应用案例分析
2024/2/2
22
焊接应用案例
2024/2/2
汽车制造
FANUC机器人在汽车制造领域广泛应用于点焊、弧焊等工艺,提 高焊接质量和效率。
工程机械
在工程机械领域,FANUC机器人可实现高精度、高效率的焊接作 业,降低人工成本和劳动强度。
轨道交通
FANUC机器人在轨道交通领域应用于车体焊接等工艺,保证焊接 质量和一致性。
疑难故障处理
针对复杂故障,提供处理建议及技术支持。
19
预防性维护策略
定期巡检
制定巡检计划,对机器人进行定期检查,及时发 现潜在问题。
预防性维修
根据机器人使用情况,提前进行易损件更换、润 滑等预防性维修措施。
状态监测
通过传感器等技术手段,实时监测机器人的运行 状态,及时发现异常。
2024/2/2
20
鼓励学员继续深入学习机器人技术,提高专业 水平。
关注新技术发展
建议学员关注新技术发展动态,了解最新技术 趋势。
2024/2/2
加强实践操作能力
鼓励学员加强实践操作能力,提高解决实际问题的能力。
31
THANKS
感谢观看
2024/2/2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机器人焊接系统操作培训课程POWERWAVE 455R/M 和355.I 操作概述1. POWERWAVE - 描述1.1 逆变电源-基于高性能的带脉冲功能的数字焊接电源- 它的独特地与送丝机的联接,为系统提供了同步操作;它有能力在复杂的、高速信号波形控制下形成连续的、精确的焊接电弧。
Powerwave 提供优秀的、代表目前技术发展水平的焊接能量的控制,可将飞溅和烟气控制在最小的范围内。
1.2 所有不同的焊接工艺的程序,在出厂时就被编译并记存在焊机内,当操作员输入某一个焊接工艺以后,焊机就会自动地执行这个焊接工艺的程序。
1.3 此焊机具有以下焊接工艺:GMAW- 具有或不具有脉冲FCAWSTT (仅在455R/M中具有此功能)1.4 Powerwave 允许在CV模式下设置实际焊接电压。
1.5 在GMAW-CV 模式中,WFS 和电压可以独立地被设置,此时Powerwave 如同其它通用的焊接电源。
1.6 Powerwave 通过调整"Trim",对具有脉冲的焊接工艺来调整焊接电压。
1.7 用于机器人的PowerWave与半自动和手工焊的PowerWave比较,区别在於使用了一些不同的硬件和软件.例如,不能用Robotic PowerWave 进行焊条焊接。
1.8 在出厂前已为PowerWave与机器人的准确通信连接进行过校准。
2. 连接2.1 输入电源:455R;在焊机后方,卸下屏板,连接输入电源电缆,调整电压的接头,出厂时被设置在440 - 460VAC处。
355i;没有电源开关,电源通过一个机器人控制台内的断路开关进到355i,当断路开关打开,电源被接通到355i。
2.2 焊接电缆、正极和负极,前面板。
正极性; 大多被使用于GMAW 和STT的焊接工艺,正极螺柱连接到焊丝; 负极螺柱连接到工件。
负极性;主要被使用在某些FCAW的焊接工艺,正极螺柱连接到工件,负极螺柱连接到焊丝。
2.3 Powerwave 出厂时被设定在正极性。
当需要设定负极性时,焊机内部的极性开关必须被设置在负极性,参看Powerwave 操作手册。
2.4 STT螺柱-仅455R/M具有,用于STT焊接工艺和低于325安培时Powerwave焊接工艺。
PW455R/M 螺柱(正极螺柱时的355.I 和455M)- 为Powerwave 焊接工艺。
2.5 送丝机控制电缆,与安装在机器人手臂上送丝机连接。
2.6 送气管- 连接在送丝机后面,送丝机安装在机器人手臂上。
2.7 机器人接口电缆位置,455在焊机面板下方,355.i在焊机内部。
2.8 电压传感导线:21号导线用于STT的焊接工艺,GMAW 工艺可用可不用。
2.9 455具有辅助的115VAC电源插座。
3. 控制面板3.1 455有电源控制开关。
3.2 高温警示灯。
3.3 状态显示灯:A,静止的绿灯-系统运行正常。
B,闪烁的绿灯-刚启动焊机时。
C,当绿灯和红灯交替闪烁时 - 系统有故障:关闭电源,排除故障,打开电源,重新启动。
D,静止的红灯 - 参看设备说明书中排除故障部分或与林肯电器联系。
E,M型455且有绿灯显示送丝状态。
3.4 回路开关。
4. 水冷器。
(仅455焊机具有)4.1 启动开关4.2 冷却水管进出接口,回路开关,加水口。
4.3 水- 用蒸馏水。
在结冰或低温情况下,使用50% 水和50%乙二醇溶剂。
4.4 装有一个水流传感器,如果流量不被检测到或水流压力太低,焊机将不会工作。
5. 建立焊接程序:5.1 使用Powerwave焊接您的焊件,首先必须通过机器人的示教盒选择适当的焊接工艺,并在示教屏幕上设定一些参数如下:焊接方式:GMAW ,FCAW ,脉冲(Pulse),STT。
焊丝材质:钢(steel),不锈钢(Stainless steel)和铝(Aluminum)。
焊丝直径:035(0.9mm),045(1.2mm)。
焊接气体:氩气/氧气,氩气/二氧化碳。
5.2 焊接工艺一旦确定就被保存在标题"焊接工艺"之下。
可以定义有2 个焊接工艺在5.30软件版本以上是8个。
5.3 你所选定的焊接工艺号被设定在焊接参数表中,焊接程序在起弧时,机器人指令Powerwave执行你选定的焊接工艺号进行焊接。
5.4 参见后面几页的说明细节,进行如下设定:焊接工艺显示屏焊接设备显示屏焊接参数表显示屏6.在焊接参数表内设定电压和送丝速度:6.1 设置您所期望的送丝速度。
6.2 CV焊接工艺其电压是设定一个实际的焊接电压值;带脉冲的焊接工艺其电压是对"Trim"进行设定,使的Powerwave在一个程序化的电压下与您所设定的送丝速度相匹配而很好地运作。
这个程序化的电压可以通过改变"Trim"而调整,"Trim"的调整范围是从0.5 到1.5,在Powerwave的记忆体中"Trim"1.0代表了预置电压。
当"Trim"小于1.0,表示降低电压。
当"Trim"大于1.0表示增加电压。
Powerwave 以优化法通过机器人焊接参数表中的"Trim"在0.5 到1.5范围内的设置以确定电压,而机器人直接控制送丝速度。
"Trim"的设置以1.0为基准。
7. 电压传感系统7.1 电压传感导线能改进电弧状况的准确性。
7.2 一套电压传感导线的工具是很有作为的。
7.3 大多数GMAW ,FCAW ,STT焊接工艺,使用#67传感导线,其传感在电极间完成。
#21传感导线用于STT 的焊接工艺。
8. MIG 和药芯焊丝的焊接参数显示8.1 通过示教盒选择"Weld Equipment"可进入描述焊接工艺的屏幕显示;选择"Date"可进入描述送丝速度和预先设定的电压/"trim"等参数的屏幕显示。
8.2 每一设定的送丝速度都有一个相对应的电压被预编了程序后保存在Powerwave 的记忆中。
8.3 在起后弧,按示教盒上的"Status"键,将显示送丝速度、实际电弧电压,和实际电弧电流。
9. 具有脉冲的焊接9.1 与其它的焊机相比较,脉冲焊接时电弧的声音和形状是不同的。
9.2 低飞溅,低烟气,低热量输入。
9.3 然而,保持一个非常短的电弧在某一"Trim"的设定下,可以得到最大的焊接速度以及较脆的焊接声音; 飞溅也许轻微地增加。
9.4 3/4"(19mm)的焊丝伸出长度是理想的工作状况,在1/2" 到3/4 "焊丝伸出长度范围内能得到较好工作状况。
焊丝伸出长度愈长能得到更高的熔敷率。
10. 超负荷保护。
10.1 超负载持续率,超负荷,冷却剂损失。
10.2 没有输出;指示灯亮。
10.3 在脉冲方式下, 焊接电流受限制。
11. 机器人接口。
11.1 对机器人Arc Tool 软件响应的接口。
11.2 内置有接触感应器和通过电弧进行焊缝跟踪的电路接口。
11.3 脉冲, 焊时Powerwave 调节弧长用系数- TRIM 调节。
在机器人焊接参数表内的电压设置,Powerwave 解释为 Trim 设置,微调 Trim能调节Powerwave 记忆内预先程式化的电压。
1.0 是标准设置。
你可调整Trim以得到所期望的焊接参数。
11.4 Powerwave 的收弧控制是可调整的, 可预防粘丝和保持导电嘴清洁,并保持有一最佳的焊丝干伸长。
11.5 非焊接情况下,通过示教器送丝的速度是可调整的,通常设定在80 IPM 。
11.6 送丝速度范围从50 到800 IPM - 为标准速度送丝,75 到1200 - 是高速送丝速度。
11.7 电压和电流能反馈倒机器人的示教器,并且在"Weld Schedule"屏幕显示出来。
11.8 触感信号被连接到数字输入接口26 (DI26) 实施实际触感。
11.9 触感电路被数字输出27 激活(DO27) 产生24V 的触感信号。
12. 送丝系统12.1 焊丝轮的压力尽可能小到焊丝不会缠绕在一起。
12.2 对於细焊丝或铝焊丝,可能需要反转几圈以减少焊丝本身的张力,以免产生焊丝缠绕在一起和其他送丝问题。
12.3 出厂时备有标准速度和高速度的送丝齿轮,参见Powerwave 指南的更换细节。
12.4 有各种不同的送丝轮套件适合各种类型和粗细的焊丝。
13. 定期检修和问题解决13.1 针对检修和产生的问题,请参看操作手册中适当的章节。
13.2 注意!!! 当移去外罩时,确定其输入电容器的放电步骤- 参看操作手册。
RJ3-100i 机器人与PW 455R/M 或 F355i的焊接系统设定下列示教器屏幕将显示设定机器人和PW焊机的通信连接,以得到所期望的焊接工艺和参数:1. Weld Process屏幕- 确定一个焊接程序,可得到一组所期望的焊丝类型, 焊丝尺寸, 气体类型, 焊接方式和脉冲等的设定。
二种焊接程序/工艺可确定(软件版本, 5.30 和更新的,可支持8 个焊接程序)。
它们被存放在焊接程序屏幕内。
2. Weld Equipment 屏幕 - 在这里的PW寄存内搜寻到所需的焊接工艺, 寻找所需的匹配。
锁定所期望的匹配,然后进入这个焊接程序号。
3. Weld Schedule 屏幕 - 在焊接参数表的细节屏内, 在第二行 " 程序选择",键入所期望的焊接程序号, 1或2(1-8 为软件版本5.30),在起弧时, 这个数字由机器人得到,且由PW执行这个所期望的焊接程序。
以下数页来具体说明上述是怎样被完成。
WELD PROCESS SCREENPRESS MENUS, SETUP, ENTER, F1-TYPE, WELD PROC, ENTERWeld System Set upSETUP Weld SystemNAME VALUE UNITSMonitoring Functions1 Arc loss: ENABLED2 Gas shortage: DISABLED3 Wire shortage: DISABLED4 Wire stick: ENABLED5 Power supply failure: ENABLED6 Coolant shortage: DISABLEDWeld Restart Function7 Return to path: ENABLED8 Overlap distance: 0 mm9 Return to path speed: 200 mm/sScratch Start Function10 Scratch start: ENABLED11 Distance: 5 mm12 Return to start speed: 12 mm/sWeld Speed Function13 Default speed: 4014 Default unit: IPMOther Functions15 On-The-Fly: ENABLED16 Weld from teach pendant: ENABLED17 Runin: DISABLED18 Wire burnback/retract: ENABLED19 Remote gas purge: DISABLED20 Remote wire inch: DISABLEDRunin: 这是一个选用功能. 这个功能可以通过设定不同的参数组合用于焊接开始前的起弧优化.“Runin”是用于焊接开始移动前, 在“Arc Start”的指令下先建立起溶池. “Runin”的焊接参数是用于开始焊接前的起弧,直到指定的“Runin”时间结束. 然后, 在“Arc Start”的指令下执行所设定的主要焊接参数.Burnback: 这是一个选用功能. 用于焊接结束时的收弧和防止粘丝.在 MIG 焊接时, 这个功能在送丝指令完成后, 继续保持一定的电压回烧焊丝以防止粘丝.在TIG 焊接时, 这个功能在焊接结束后能使焊丝缩回.WELD EQUIPMENT SCREENPRESS MENUS, SETUP, ENTER, F1-TYPE, WELD EQUIPMENT, ENTER搜寻结果屏幕显示F2WELD EQUIPMENT SCREENS FOR STT SETUPWELD EQUIPMENT SCREEN (继续)在选定的焊接程序上设置焊接参数设定焊接参数表, 首先保证所期望的焊接程序被选择在焊接程序的设定屏幕内。