互换性第2章习题答案
互换性习题及答案.doc
互换性与测量技术基础习题第一章:绪论一、判断题(×)1.为了使零件具有完全互换性,必须使零件的几何尺寸完全一致。
(×)2.有了公差标准,就能保证零件的互换性。
(√)3.为使零件的几何参数具有互换性,必须把零件的加工误差控制在给定的公差范围内。
(√)4.完全互换的装配效率必定高于不完全互换。
二、选择题1.保证互换性生产的基础是(A)。
A.标准化B.生产现代化 C.大批量生产 D.协作化生产2.下列论述中正确的有(ADE)。
A.因为有了大批量生产,所以才有零件互换性,因为有互换性生产才制定公差制.B.具有互换性的零件,其几何参数应是绝对准确的。
C.在装配时,只要不需经过挑选就能装配,就称为有互换性。
D.一个零件经过调整后再进行装配,检验合格,也称为具有互换性的生产。
E.不完全互换不会降低使用性能,且经济效益较好。
三、填空题:1.根据零部件互换程度的不同,互换性可分(完全)互换和(不完全)互换。
2.互换性是指产品零部件在装配时要求:装配前(不经挑选),装配中(不需调整或修配),装配后(能满足功能要求)。
3.公差标准是对(几何量误差) 的限制性措施,( 采用相应的技术措施)是贯彻公差与配合制的技术保证。
4.优先数系的基本系列有: (R5 )(R10)(R20)(R40)和R80,各系列的公比分别为:()()()()和()。
5.公差类型有(尺寸(角度))公差,(形状)公差,(位置)公差和(表面粗糙度)。
6.零件几何要求的允许误差称为(几何量公差),简称(公差)。
四、问答题:1.什么叫互换性?它在机械制造业中有何作用?答:*互换性是指制成的同一规格的零(部)件中,在装配时不作任何选择,附加调整或修配,能达到预定使用性能的要求。
*它在机械制造业中的作用反映在以下几个方面:(1)在设计方面,可简化设计程序,缩短设计周期,并便于用计算机辅助设计;(2)在制造方面,可保证优质高效生产;(3)在使用方面,使机器维修方便,可延长机器寿命。
互换性习题及答案87683
互换性与测量技术基础习题第一章:绪论一、判断题(×)1、为了使零件具有完全互换性,必须使零件的几何尺寸完全一致。
(×)2、有了公差标准,就能保证零件的互换性。
(√)3、为使零件的几何参数具有互换性,必须把零件的加工误差控制在给定的公差范围内。
(√)4、完全互换的装配效率必定高于不完全互换。
二、选择题1、保证互换性生产的基础就是( A )。
A.标准化B.生产现代化C.大批量生产D.协作化生产2、下列论述中正确的有( ADE ) 。
A.因为有了大批量生产,所以才有零件互换性,因为有互换性生产才制定公差制.B.具有互换性的零件,其几何参数应就是绝对准确的。
C.在装配时,只要不需经过挑选就能装配,就称为有互换性。
D.一个零件经过调整后再进行装配,检验合格,也称为具有互换性的生产。
E.不完全互换不会降低使用性能,且经济效益较好。
三、填空题:1、根据零部件互换程度的不同,互换性可分( 完全)互换与 ( 不完全 ) 互换。
2、互换性就是指产品零部件在装配时要求:装配前( 不经挑选),装配中( 不需调整或修配),装配后( 能满足功能要求)。
3、公差标准就是对(几何量误差) 的限制性措施,( 采用相应的技术措施)就是贯彻公差与配合制的技术保证。
4、优先数系的基本系列有: ( R5 ) ( R10 ) ( R20 ) ( R40 )与R80,各系列的公比分别为与5、公差类型有(尺寸(角度))公差,(形状)公差,(位置)公差与(表面粗糙度)。
6、零件几何要求的允许误差称为(几何量公差),简称( 公差)。
四、问答题:1.什么叫互换性?它在机械制造业中有何作用?答:*互换性就是指制成的同一规格的零(部)件中,在装配时不作任何选择,附加调整或修配,能达到预定使用性能的要求。
*它在机械制造业中的作用反映在以下几个方面:(1)在设计方面,可简化设计程序,缩短设计周期,并便于用计算机辅助设计;(2)在制造方面,可保证优质高效生产;(3)在使用方面,使机器维修方便,可延长机器寿命。
互换性课后习题与答案
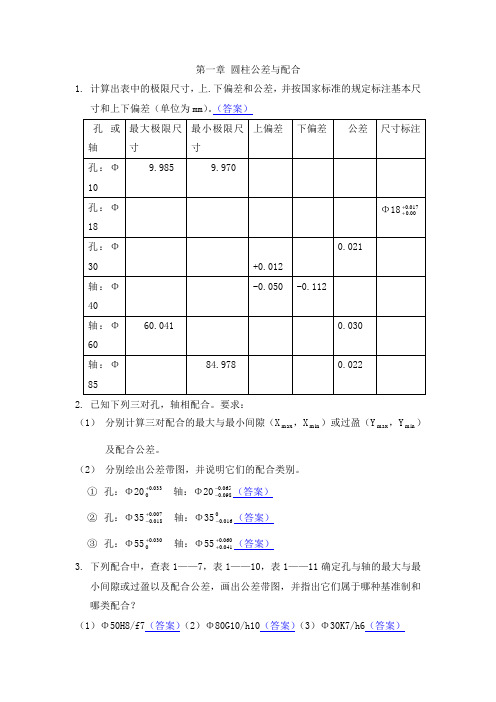
第一章 圆柱公差与配合1. 计算出表中的极限尺寸,上.下偏差和公差,并按国家标准的规定标注基本尺寸和上下偏差(单位为mm )。
(答案)2. 已知下列三对孔,轴相配合。
要求:(1) 分别计算三对配合的最大与最小间隙(X max ,X min )或过盈(Y max ,Y min )及配合公差。
(2) 分别绘出公差带图,并说明它们的配合类别。
① 孔:Φ20033.00+ 轴:Φ20065.0098.0--(答案) ② 孔:Φ35007.0018.0+- 轴:Φ350016.0-(答案) ③ 孔:Φ55030.00+ 轴:Φ55060.0041.0++(答案)3. 下列配合中,查表1——7,表1——10,表1——11确定孔与轴的最大与最小间隙或过盈以及配合公差,画出公差带图,并指出它们属于哪种基准制和哪类配合?(1)Φ50H8/f7(答案)(2)Φ80G10/h10(答案)(3)Φ30K7/h6(答案)(4)Φ140H8/r8(答案)(5)Φ180H7/u6(答案)(6)Φ18M6/h5(答案)4.将下列基孔(轴)制配合,改换成配合性质相同的基轴(孔)制配合,并查表1——8,表1——10,表1——11,确定改换后的极限偏差。
(1)Φ60H9/d9(答案)(2)Φ30H8/f7(答案)(3)Φ50K7/h6(答案)(4)Φ30S7/h6(答案)(5)Φ50H7/u6(答案)参 考 答 案 第一章 圆柱公差与配合1.2.① Xmax=ES-ei=0.131mm , Xmin=EI-es=0.065mm ,配合公差:Tx=Xmax-Xmin =0.066mm 属于间隙配合图型如图1.1图1.1② Xmax=ES-ei=0.023mm , Ymin=Ei-es=-0.018mm ,配合公差:Ty=Xmax-Ymin=0.041mm,属于过度配合 图1.2 图型如图1.2③ Ymax=EI-es=-0.060mm ,Ymin=ES-ei=-0.011mm , 配合公差:Ty=Ymax-Ymin=0.049mm, 属于过盈配合图型如图1.3 图1.33. (1)基孔制,轴Φ50-0.030-0.060,孔Φ500.046,间隙配合,Xmax=0.089,Xmin=0.025,配合公差:0.064图形如图1.4 图1.4(2)基轴制,轴Φ800-0.120,孔Φ80+0.130+0.010,间隙配合,Xmax=0.250,Xmin=0.010,配合公差:0.240 图形如图1.5图1.5(3) 基轴制,轴Φ300-0.013,孔Φ300.006–0.015,过渡配合,Xmax=0.019,Ymax=-0.015,配合公差:0.034图形如图1.6 图1.6(4)基孔制,轴Φ140+0.126+0.063,孔Φ140+0..063,过盈配合, Ymax=-0.126,Ymin=0,配合公差:0.126图形如图1.7 图1.7(5)基孔制,孔Φ180+0..040,轴Φ180+0.261+0.236,过盈配合,Ymax=-0.261,Ymin=-0.196,配合公差:0.055图形如图1.8图1.8(6)基轴制,轴Φ180-0.008,孔Φ18-0.004-0.015,过度配合,Xmax=0.004,Ymax=-0.015,配合公差:0.019图形如图1.9图1.94. (1) A ~H 间隙配合,同不同级君满足,通用规则:EI=es ,故与Φ60D9/h9同名且配合性质相同; 查表1-8,IT9=74查表1-10,h :es=0,ei=-74 查表1-11,D :EI=+100,es=174 (2) A ~H 间隙配合;同不同级均配合通用规则:EI=-es ,故与Φ30F7/h8同名且配合性质相同 查表1-8:IT7=21,IT8=33 查表1-10,h :es=0,ei=-33 查表1-11,F :EI=+20,es=53 (3) J ~N 过渡配合;≤IT8,采用差级配合属特殊规则: ES=-EI+A ,故可换为Φ50H7/k6 查表1-8:IT7=25,IT6=16 查表1-10,k :ei=+2,es=18 查表1-11,H :EI=0,ES=25 (4) P ~ZC 过盈配合;≤IT7,采用差级配合,属特殊规则: ES=-EI+A ,可换为Φ30H7/s6查表1-8:IT6=13,IT7=21 查表1-10,s :ei=+35,es=48 查表1-11,H :EI=0,ES=21 (5) P ~ZC 过盈配合;≤IT7,采用差级配合,属特殊规则: ES=-EI+A ,可换为Φ50U7/h6 查表1-8:IT6=16,IT7=25 查表1-10,h :es=0,ei=-16查表1-11,U :ES=-70+△=-61,EI=-86课后第二章习题1.试从83块一套的量块中,同时组合下列尺寸(单位为mm ):29.875,48.98,40.79,10.56。
互换性 第2章习题答案
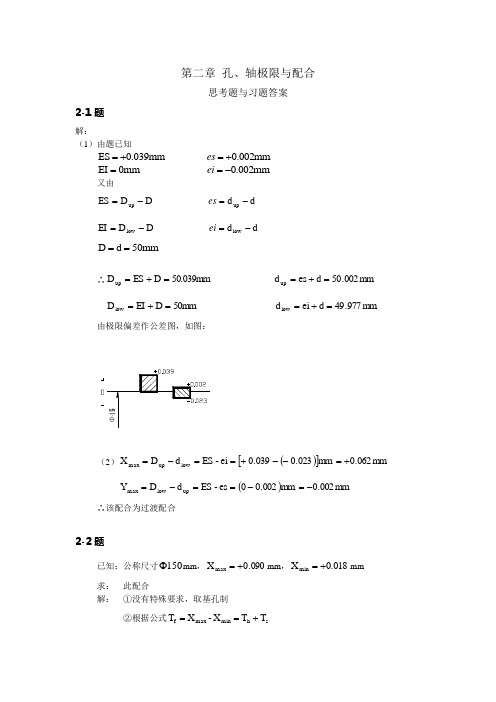
第二章 孔、轴极限与配合思考题与习题答案2-1题解:(1)由题已知m m 039.0ES += m m 002.0+=es 0mm EI = m m 002.0-=ei 又由D D ES up -= d d up -=esD D EI low -= d d low -=eim m 50d D ==∴50.039mm D ES D up =+= mm 002.50d es d up =+= 50m m D EI D low =+= mm 977.49d ei d low =+= 由极限偏差作公差图,如图:(2)()[]mm 062.0mm 023.0039.0ei -ES d D X low up m ax +=--+==-= ()mm 002.0mm 002.00es -ES d D Y up low m ax -=-==-= ∴该配合为过渡配合2-2题已知:公称尺寸150Φmm ,090.0X m ax +=mm ,018.0X m in +=mm 求: 此配合解: ①没有特殊要求,取基孔制②根据公式s h m in m ax f T T X -X T +==得072.0018.0090.0T T s h =-=+mm查表2-1可知,公称尺寸为150Φ时,0.040IT7=,025.0IT6=mm 高精度等级时,孔应比轴低一级。
所以取孔为IT7,轴为IT6, 由于是基孔制,则0EI =,根据EI -ES T h =, 则0.04000.040EI T ES h +=+=+=mm ③确定轴的基本偏差因为es -EI X m in =,所以初步得到轴的基本偏差018.0X es m in -=-=mm 查表2-3可知,当公称尺寸为150Φmm 时,轴的基本偏差为g 时,014.0es -=,与初步得到轴的基本偏差较为接近。
根据ei es T s -=,可得 s T es ei -==-0.014-0.025=0.039所以,孔轴的配合为()()014.0039.0040.006g H7150--+Φ2-3题已知:公称尺寸25Φmm ,086.0X m ax +=mm ,023.0X m in +=mm 求: 孔、轴公差等级及基孔制和基轴制时的配合。
互换性与技术测量第三版课后题答案程玉兰

《互换性与测量技术基础》(第三版)课后习题答案第一章习题及答案1-1 什么叫互换性?它在机械制造中有何重要意义?是否只适用于大批量生产?答:同一规格的零部件,不需要做任何挑选、调整或修配,就能装配到机器中去,并达到使用要求,这种特性就叫互换性。
互换性给产品的设计、制造和使用维修都带来了很大方便。
它不仅适用于大批量生产,也适用于单件小批生产,互换性已经成为现代机械制造企业中一个普遍遵守的原则。
1-2 完全互换和不完全互换有何区别?各用于什么场合?答:互换程度不同:完全互换是同一规格的零部件,不需要做任何挑选、调整或修配,就能装配到机器中而满足使用要求;不完全互换是同一规格的零部件,需要经过挑选、调整或修配,再装配到机器中去才能使用要求。
当使用要求和零件制造水平、经济效益没有矛盾,即机器部件装配精度不高,各零件制造公差较大时,可采用完全互换进行零件生产;反之,当机器部件装配精度要求较高或很高,零件制造公差较小时,采用不完全互换。
1-5 下面两列数据属于哪种系列?公比为多少?( 1 )电动机转速: 375 , 750 , 1500 , 3000 ,、、、( 2 )摇臂钻床的主参数(钻孔直径): 25 , 40 , 63 , 80 , 100 , 1 25等答:( 1 )此系列为派生系列: R40/12 ,公比为( 2 )此系列为复合系列,前三个数为 R5 系列,后三位为 R10 系列。
补充题:写出 1 ~ 100 之内的派生系列 R20/3 和 R10/2 的优先数常用值。
答: R20/3 : 1.00 , 1.40 , 2.00 , 2.80 , 4.00 , 5.60 , 8.00 , 11.2 ,16.0 , 22.4 , 31.5 , 45.0 , 63.0 , 90.0R10/2 : 1.00 , 1.60 , 2.50 , 4.00 , 6.30 , 10.0 , 16.0 , 25.0 , 40.0 ,63.0 , 100第二章习题及答案2-5 (略)2-9 试从 83 块一套的量块中,同时组合下列尺寸: 48.98mm , 29.875mm ,10.56mm 。
互换性与技术测量 第二章_光滑圆柱体结合的公差与配合
第二章光滑圆柱体结合的公差与配合一、判断题1.公差可以说是允许零件尺寸的最大偏差。
(错)2.孔的基本偏差即下偏差,轴的基本偏差即上偏差。
(错)3.滚动轴承内圈与轴的配合,采用基轴制。
(错)4.滚动轴承内圈与轴的配合,采用间隙配合。
(错)5.孔、轴配合为φ40H9/n9,可以判断是过渡配合。
(错)6.基本偏差a~h与基准孔构成间隙配合,其中h配合最松。
(错)7.孔、轴公差带的相对位置反映加工的难易程度。
(错)8.从制造角度讲,基孔制的特点就是先加工孔,基轴制的特点就是先加工轴。
(错)9.孔和轴的加工精度越高,则其配合精度也越高。
(对)10.过渡配合可能有间隙,也可能有过盈,因此,过渡配合可以算间隙配合,也可以算过盈配合。
(错)11.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
(错)12.一对孔轴实际装配时出现缝隙,既为间隙配合。
(错)13.国家标准规定,孔只是指圆柱形的内表面。
(错)14.对于合格的孔或轴,其实际偏差的绝对值一定小于其对应极限偏差的绝对值(错)15.公差仅表示尺寸允许变动的范围,它的值不可能为0。
(对)16.公差带的大小由公差值确定,公差带的位置由基本偏差确定。
(对)17.某孔要求尺寸为mm,今测得其实际尺寸为φ19.962mm,可以判断该孔合格。
(对)18.未注公差尺寸即对该尺寸无公差要求。
(错)19.基本偏差决定公差带相对基本尺寸的位置。
(对)20.配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。
(对)21.配合H7/g6比H7/s6要紧。
(错)22.孔、轴的标准公差等级各分为18个等级,其中IT1最高,IT18最低。
(错)23.实际尺寸越接近其基本尺寸,其精度也越高。
(错)24.孔的基本偏差一定大于零,轴的基本偏差一定小于零。
(错)25.利用同一种加工方法加工轴,设计尺寸为的轴比的轴加工困难。
(错)26.同一字母的孔的基本偏差与轴的基本偏差相对于零线是完全对称的(错)。
互换性与技术测量(第五版 )课后习题答案

7.在万能工具显微镜上相象法测量圆弧样板,测得弦长L为95mm, 弓高h为30mm,测量弦长的测量极限误差为±2.5μm,测量弓高的测量
极限误差为±2μm。试确定圆弧的直径极其测量极限误差。 8.游标尺测量箱体孔的中心距,有如下三种测量方案:①测量孔
2 Xmax=ES-ei=0.023mm, Ymin=Ei-es=-0.018mm, 配合公差:Ty=Xmax-Ymin=0.041mm, 属于过度配合
图1.1 图1.2
图型如图1.2
3 Ymax=EI-es=-0.060mm, Ymin=ES-ei=-0.011mm, 配合公差:Ty=Ymax-Ymin=0.049mm, 属于过盈配合 图型如图1.3
(5) P~ZC 过盈配合; ≤IT7,采用差级配合,属特殊规则:
ES=-EI+A,可换为Φ50U7/h6 查表1-8:IT6=16,IT7=25 查表1-10,h:es=0,ei=-16
查表1-11,U:ES=-70+△=-61,EI=-86
课后第二章习题
1.试从83块一套的量块中,同时组合下列尺寸(单位为mm): 29.875,48.98,40.79,10.56。
2.仪器读书在20mm处的示值误差为+0.002mm,当用它测量工件 时,读数正好为20mm,问工件的实际尺寸是多少?
3.测量方法在等精度的情况下对某一试件测量了15次,各次的测 量结果如下(单位为mm):30.742,30.743,30.740,30.741, 30.739,30.739,30.741,30.742,30.740,30.743,30.739, 30.739,30.740,30.732,30.741,求单次测量的标准偏差和极限误 差。
互换性习题及标准答案
互换性与测量技术基础习题第一章:绪论一、判断题(×)1.为了使零件具有完全互换性,必须使零件的几何尺寸完全一致。
(×)2.有了公差标准,就能保证零件的互换性。
(√)3.为使零件的几何参数具有互换性,必须把零件的加工误差控制在给定的公差范围内。
(√)4.完全互换的装配效率必定高于不完全互换。
二、选择题1.保证互换性生产的基础是( A )。
A.标准化B.生产现代化 C.大批量生产 D.协作化生产2.下列论述中正确的有( ADE ) 。
A.因为有了大批量生产,所以才有零件互换性,因为有互换性生产才制定公差制.B.具有互换性的零件,其几何参数应是绝对准确的。
C.在装配时,只要不需经过挑选就能装配,就称为有互换性。
D.一个零件经过调整后再进行装配,检验合格,也称为具有互换性的生产。
E.不完全互换不会降低使用性能,且经济效益较好。
三、填空题:1.根据零部件互换程度的不同,互换性可分(完全)互换和 ( 不完全 ) 互换。
2.互换性是指产品零部件在装配时要求:装配前(不经挑选),装配中(不需调整或修配),装配后( 能满足功能要求)。
3.公差标准是对(几何量误差) 的限制性措施,( 采用相应的技术措施)是贯彻公差与配合制的技术保证。
4.优先数系的基本系列有: (R5 ) ( R10 ) ( R20) (R40)和R80,((( ) ()和()。
5.公差类型有(尺寸(角度))公差,(形状)公差,(位置)公差和(表面粗糙度)。
6.零件几何要求的允许误差称为(几何量公差),简称(公差)。
四、问答题:1.什么叫互换性?它在机械制造业中有何作用?答:*互换性是指制成的同一规格的零(部)件中,在装配时不作任何选择,附加调整或修配,能达到预定使用性能的要求。
*它在机械制造业中的作用反映在以下几个方面:(1)在设计方面,可简化设计程序,缩短设计周期,并便于用计算机辅助设计;(2)在制造方面,可保证优质高效生产;(3)在使用方面,使机器维修方便,可延长机器寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Vi (um) +1 +2 -1 0 -2 -1 -2 0
Vi 2 (um)
1 4 1 0 4 1 4 0
Li (mm)
30.741 30.742 30.743 30.739 30.740 30.743 30.742 L =30.741
Vi (um) 0 +1 +2 -2 -1 +2 +1 Vi =0
再 见!
从无形资产和知识流的 角度审视你的企业运作,加 强知识管理,建立有效的知 识库和知识供应链,并使其 充分发挥作用,就是新世纪 迈向成功的第一步
谢谢大家
解: N=A1-A2;
N 1 A1
N 1 A2
2
N lim N A1 1 5 (1) 5
2 2 2
2 lim A1
N A2
2
2 lim A2
2
7.1um
6.在万能工具显微镜上用影像法测量圆弧样 板,测得弦长L为95mm,的测量极限误差δlim为 2um,试确定圆弧 的直径及其测量极限误差。
解:
1 L Li 20.0005mm n i 1
n
0.6 0.3um n 4
lim 3 0.0009mm
结果为:
L 20.0005 0.0009mm
三个量块实际尺寸和鉴定时的极限误差 分别为
20 0.0003 1.005 0.0003 1.48 0.0003
长度测量基础
2.仪器读数在20mm处的示值误差为 +0.002mm,当用它测量工件时,读数正好为 20mm,问工件的实际尺寸是多少? 解:L = l -δ =20-(+0.002)
=19.998mm.
3. 用某测量方法在等精度的情况下对某一试件测量了15 次,各次测量值如下(单位是mm):30.742, 30.743, 30.740, 30.741, 30.739, 30.740, 30.739,30.741, 30.742,30.743,30.739,30.740,30.743,30.742, 30.741,求单次测量的标准偏差和极限误差。
4.96um
测量结果为:
D 105.2 0.00496mm
8.用游标尺测量箱体孔的中 心中心距,有如下三种方案: 1).测量孔径d1,d2和孔边 距L1;2).测量孔径d1,d2 和孔边距L2;3).测量孔边 距L1和L2 ;已知它们的测 量极限误:
lim d lim d 40um, lim L1 60um,
D L 2 1 h 4h 2 95 1 2 4 30 1.5
2
D lim D L
2
2 lim L
D h
2 2
2 lim h
1.58
2
2.5 1.5 2
2 2
Vi (um)
0 1 4 4 1 4 1
2
Vi =30
2
则单次测量的极限误差:
lim 3 0.0045mm
4.用某测量方法在等精度的情况 下对某一试件测量了四次,其测 得值如下(单位mm)20.001, 20.002,20.000,19.999。若已 知单次测量的标准偏差为0.6um, 求测量结果及极限误差。
试计算这三个量块组合后的尺寸和极限 误差。
解:
组合后的公称尺寸
=20+1.005+1.48
=22.485mm
组合后的极限误差
0.0003 0.0003 0.0003
2 2
2
组合后的尺寸为:22.485
0.00052mm
5.要测出图中2-1所 示阶梯形零件的尺 寸N,我们用千分 尺测量尺寸A1和 A2,则得N=A1-A2. 若千分尺的极限误 差是 5um,问测 得的尺寸N的测量 极限误差是多少?
1 2
lim L 70um,
1
试计算三种测量方案的测量极限误差
一:解:
L L1
d1
2
d2
2
L 1 L1
L 1 d1 2
L 1 d 2 2
lim L
1 60 (1 2) 40 (1 2) 40
2 2 2 2 2
2
66.3um
解:
1.求算术平均值L; Li L 461.115 /15 30.741 n 2.求残余误差
Vi Li L
3.求单次测量的标准偏差σ:
Vi 30 1.46um 0.0015mm n 1 14
2
Li (mm)
30.742 30.743 30.740 30.741 30.739 30.740 30.739 30.741