塑料进气歧管脱盲篇
汽车塑料进气歧管总成技术条件

汽车塑料进气歧管总成技术条件T20 Q江苏东方汽车装饰件总厂企业标准Q/321181 QDA 003-2008汽车塑料进气歧管总成技术条件2008-03-01发布 2008-04-01实施江苏东方汽车装饰件总厂发布Q/321181 QDA 003-2008前言本厂生产的汽车塑料进气歧管总成因无相应的国家及行业标准,根据《中华人民共和国标准化法》特制定该产品的企业标准,作为组织生产,销售和监督检查的依据。
本标准主要技术指标参照GB18296-2001《》。
本标准编写格式符合GB/T1.1-2000规定。
本标准由江苏东方汽车装饰件总厂提出并负责起草。
本标准主要起草人:姜锁军。
本标准于2008年3月1日首日发布,2008年4月1日复审。
汽车塑料进气歧管总成技术条件1.范围本标准规定了汽车(汽油、柴油)塑料进气歧管的分类与命名、要求、试验方法、检验规则、标志、包装、运输和储存。
本标准适用于汽车(汽油、柴油)等各类塑料进气歧管。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单或修订版本不适用于本标准,然而,鼓励根据本标准达成协议的各方,研究是否可使用这些文件的最新版本。
凡是不注明日期的引用文件,其最新版本适用于本标准.GB/T2828.1-2003 计数抽样检验程序第一部分:按接受质量限(AQL)检索的逐批检验抽样计划JISD1601-1995 汽车零件振动试验方法3.分类与命名4.要求4.1 进气歧管应按照规定程序批准的图样及技术条件,顾客的最终要求进行制造,并符合本标准规定要求.4.2 进气歧管原料采用PA6+30%GF,或按顾客和图纸要求(如PA66)。
4.3 尺寸公差进气歧管未注尺寸公差应符合表1 的规定4.4形位公差进气歧管未注形位公差应符合表2 的规定表24.5壁厚及焊接面要求壁厚依据按照规定程序批准的图样及技术条件,公差为±0.2本体各部件焊接高度一般设计为4±0.5,要求焊接后,翻浆均匀、溶融均厚(≤±0.3)。
汽车塑料进气歧管的制造技术
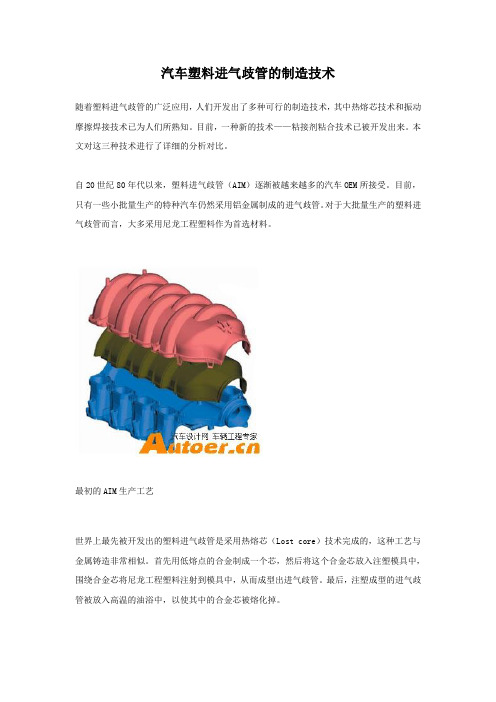
汽车塑料进气歧管的制造技术随着塑料进气歧管的广泛应用,人们开发出了多种可行的制造技术,其中热熔芯技术和振动摩擦焊接技术已为人们所熟知。
目前,一种新的技术——粘接剂粘合技术已被开发出来。
本文对这三种技术进行了详细的分析对比。
自20世纪80年代以来,塑料进气歧管(AIM)逐渐被越来越多的汽车OEM所接受。
目前,只有一些小批量生产的特种汽车仍然采用铝金属制成的进气歧管。
对于大批量生产的塑料进气歧管而言,大多采用尼龙工程塑料作为首选材料。
最初的AIM生产工艺世界上最先被开发出的塑料进气歧管是采用热熔芯(Lost core)技术完成的,这种工艺与金属铸造非常相似。
首先用低熔点的合金制成一个芯,然后将这个合金芯放入注塑模具中,围绕合金芯将尼龙工程塑料注射到模具中,从而成型出进气歧管。
最后,注塑成型的进气歧管被放入高温的油浴中,以使其中的合金芯被熔化掉。
合金芯的熔点一般在200℃左右,而用来熔化合金芯的油浴温度通常为220℃~240℃。
适合该温度的尼龙材料为PA66+30%-35%GF。
通常,热熔芯技术使塑料进气歧管的设计非常灵活,任何可以用金属铸造的进气歧管都可以采用热熔芯工艺来完成,热熔芯技术甚至可以被用来完成用铝金属铸造工艺无法完成的设计。
采用热熔芯技术可以实现无缝单片的塑料进气歧管的设计。
这种无缝式设计可以使塑料进气歧管获得优异的抗爆裂能力,从而避免了因采用其他熔接工艺而带来的抗爆裂测试的失效。
抗爆裂测试是塑料进气歧管的主要测试项目,主要用来模仿发动机的逆火。
热熔芯技术的最大缺点是成本太高。
尽管与铝金属材料的铸造工艺相比,由于热熔芯可以重复利用,因此该技术仍有一定的成本优势。
但由于需要重复制造芯并熔化芯,因此它的成本还是很高。
除了需要正常的注塑机及模具之外,该技术还需要其他附加的设备。
例如,用于制造芯的金属冲压设备或沙浇铸设备,其中还包括所使用的模具,并且模具费用是除注塑成型之外的附加费用。
另外还需要支付用于熔化芯的油浴费用。
基于CAE分析的塑料进气歧管爆破强度优化设计

基于CAE分析的塑料进气歧管爆破强度优化设计秦冠童;李坚【摘要】运用CAE有限元分析软件对某发动机进气歧管进行压力承载分析,得到应力分布云图,通过结合实际产品试验来验证分析方法和边界条件定义的准确性;基于分析结果对产品结构进行优化,为提高产品爆破强度提供有力依据和方向.【期刊名称】《装备制造技术》【年(卷),期】2016(000)008【总页数】4页(P95-98)【关键词】进气歧管;回火;爆破强度;结构优化【作者】秦冠童;李坚【作者单位】上汽通用五菱汽车股份有限公司,广西柳州545007;上汽通用五菱汽车股份有限公司,广西柳州545007【正文语种】中文【中图分类】U464.1发动机进气歧管的作用就是把空气、燃料等混合后的可燃气体均匀的分配给各气缸。
由于进气端温度较低,复合材料开始成为热门的进气歧管材质,能有效减少阻力,增加进气的效率[1]。
进气歧管设计的好坏对发动机启动性、尾气排放特性以及输出功率等有很大的影响[2]。
通常塑料进气歧管与发动机缸盖直接连接,工作时最高温度可达120℃[3].此外,进气歧管还要承受发动机振动负荷、节气门体惯性力负荷、进气压力脉动负荷。
在发动机异常回火情况下,做工冲程中的高压气体倒流入进气歧管,导致进气歧管内腔压力骤升,瞬间将会达到几个甚至十几个大气压的峰值。
为此,塑料进气歧管爆破压力必须大于该峰值压力,以保证异常情况下不至于发生破损,而影响用户的使用安全。
总之,进气歧管工作环境恶劣。
其是发动机关键零部件之一,为保证发动机的正常运行,进气歧管要求耐高温、爆破强度高以及耐老化。
利用CAE软件进行结构应力分析已经成为产品开发主流模式,而目前应用在进气歧管爆破强度分析上的的实例相对较少,缺乏相关经验。
本文的目的是通过结合产品实际开发经验,阐述将应力分析和实际产品验证相结合,在设计初期对产品进行虚拟评估,确定产品结构设计的合理性,通过结构设计优化以提高进气歧管的爆破强度。
前置后驱车型用自然吸气发动机塑料进气歧管开发

10.16638/ki.1671-7988.2018.20.027前置后驱车型用自然吸气发动机塑料进气歧管开发刘锡鑫,马江涛,胡志刚,刘玉明,于荣枫(哈尔滨东安汽车发动机制造有限公司技术中心,黑龙江哈尔滨150066)摘要:文章以某前置后驱车型自然吸气发动机用塑料进气歧管的开发为例,叙述了前置后驱车型用进气歧管的结构特性。
应用发动机一维性能仿真(A VL-BOOST)优化进气歧管参数(气道长度)、应用Hypermesh进行有限元分析的前处理,CFD仿真(A VL-FIRE)模拟进气歧管的流动特性,得到满足兼顾低速扭矩与最大功率的进气歧管结构。
通过试验验证,新开发的进气歧管性能满足开发目标,性能曲线与仿真结果趋势相同。
通过文章的研究,可指导前置后驱车型自然吸气发动机用塑料进气歧管的开发工作。
关键词:前置后驱;塑料进气歧管;BOOST;FIRE中图分类号:U464 文献标识码:B 文章编号:1671-7988(2018)20-77-03Natural Inhalation Engine for Front and Back Drive Type Development ofplastic intake manifoldLiu Xixin, Ma Jiangtao, Hu Zhigang, Liu Yuming, Yu Rongfeng( Harbin Dongan Automobile Engine Manufacturing Co., Ltd.. Technology Center, Harbin Heilongjiang 150066 )Abstract: Taking the development of plastic intake manifold for a front-rear drive natural aspirated engine as an example, the paper describes the structural characteristics of intake manifold for front-rear drive. The application of the engine one-dimensional performance simulation(A VL-BOOST) to optimize the intake manifold parameters(airway length), the use of Hypermesh for finite element analysis, and the CFD simulation(A VL-FIRE) to simulate the flow characteristics of the intake manifold, The intake manifold structure with both low speed torque and maximum power is obtained. The results show that the performance of the newly developed intake manifold meets the development goal, and the performance curve is the same as the simulation result. Through the research of this paper, we can guide the development of plastic intake manifold for the natural aspirated engine of front-rear drive.Keywords: front-drive; Plastic intake manifold; BOOST; FIRECLC NO.: U464 Document Code: B Article ID: 1671-7988(2018)20-77-03引言中国汽车市场正在向中、小城市发展,MPV以其多功能性在中、小城市占有很大的市场份额,而MPV车型中发动机的布置形式大部分为前置后驱。
汽车轻量化:我国应加快塑料进气歧管发展步伐(精)

汽车轻量化:我国应加快塑料进气歧管发展步伐汽车轻量化是汽车工业发展方向之一,也是一个汽车厂和国家技术进步和先进程度的重要标志。
为节能降耗、提高车速、改进外观和舒适性、降低成本,汽车厂越来越多地选用塑料替代金属。
塑料发动机进气歧管(airintakemanifold,AIM)是近年来开发成功的塑料部件范例,也是各国竞相开发的热门塑料汽车部件。
塑料进气歧管不仅质轻,而且由于内壁光滑,可改进气体流动性,提高气体流量,进气效率高,隔热效果好,因而能提高发动机性能和燃料利用率。
塑料进气歧管诞生于1972年,后来开发成功去芯成型法,进气歧管塑料化进程加快。
但该法工序多、有污染、成本高,生产效率低,已逐渐被振动摩擦焊接法所取代。
欧美塑料进气歧管研究和开发应用均领先于日本,欧洲塑料进气歧管占进气歧管的市场份额在2000年就达60%,北美和日本相对较低,但增速快,预计2005年欧洲塑料进气歧管市场占有率将提高到85%,日本和美国将达60%~70%左右。
汽车发动机室部件对材料性能要求较高,需要耐-40~150℃范围温度反复变化的耐热性、耐热老化、耐燃油、耐各种润滑油、耐化学性、耐落锤冲击性、较好的振动和音频衰减性以及对振动和外力有优良的耐久性,因此尼龙成为首选材料。
BASF、宇部兴产等公司开发了进气歧管专用尼龙牌号;德国宝马公司BMW735i和745i新系列轿车进气歧管则选用热固性酚醛树脂为原料;俄罗斯最大的汽车厂则采用了陶氏化学公司的35%玻纤增强间规聚苯乙烯(SPS)和尼龙(PA)共混物,使进气歧管减重50%,成本降低30%。
部件一体化是降低成本和质量的重要因素。
塑料进气歧管的进展不仅有赖于新材料的开发,而且新的加工方式也至关重要,其焊接方法也带动和促进相应材料的开发。
半结晶型聚合物聚邻苯二酰胺(Polyphthala-mide)这是十分引人注目的进气歧管新材料,还是一种性能介于通用工程塑料和特种工程塑料间但性价比较高的树脂。
进气歧管轻微漏气的检测方法

进气歧管轻微漏气的检测方法
进气歧管是发动机中非常重要的一个部件,它的作用是将空气和燃油混合后送入发动机燃烧室中进行燃烧。
如果进气歧管出现轻微漏气,会导致发动机性能下降,燃油消耗增加,甚至会影响到发动机的寿命。
因此,及时检测进气歧管是否存在漏气问题非常重要。
下面介绍几种常见的进气歧管轻微漏气的检测方法:
1. 观察进气歧管表面是否有油迹或气泡:如果进气歧管存在漏气问题,会导致进气歧管表面出现油迹或气泡。
这是因为漏气会导致进气歧管内部的压力下降,从而使油气混合物从漏洞处渗出,形成油迹或气泡。
2. 使用烟雾机检测:烟雾机是一种专门用于检测漏气问题的工具,它可以将烟雾喷入进气歧管中,通过观察烟雾是否从进气歧管表面渗出来,来判断进气歧管是否存在漏气问题。
这种方法比较准确,但需要专业的设备和技术支持。
3. 使用压力表检测:这种方法比较简单,只需要在进气歧管上安装一个压力表,然后启动发动机,观察压力表的读数是否稳定。
如果压力表的读数不稳定,说明进气歧管存在漏气问题。
4. 使用耳朵听声音:这种方法比较简单,只需要在发动机启动后,用耳朵靠近进气歧管,听是否有漏气的声音。
如果听到明显的漏气声音,说明进气歧管存在漏气问题。
进气歧管轻微漏气的检测方法有很多种,不同的方法适用于不同的情况。
如果您不确定如何检测进气歧管是否存在漏气问题,建议您咨询专业的汽车维修技师。
及时发现并解决进气歧管漏气问题,可以保证发动机的正常运行,延长发动机的使用寿命。
巴斯夫庆祝丰田汽车采用塑料进气歧管10周年
巴斯夫庆祝丰田汽车采用塑料进气歧管10周年
佚名
【期刊名称】《上海化工》
【年(卷),期】2008(33)9
【摘要】巴斯夫与丰田汽车迎来了塑料进气歧管(PAIM)在丰田投产10周年纪念日。
这一组件由巴斯夫的Ultramid 制造,Ultramid是一种经玻璃纤维强化的聚酰胺,已成为众多车型的“首选材料”。
1998年首次开发成功用聚酰胺6帝l造的进气歧管,当时是采用“去芯成型法”生产这一结构复杂的部件,并进一步开发“振动焊接”工艺将三个部件连接为一体。
【总页数】1页(P30)
【正文语种】中文
【中图分类】U464.134.4
【相关文献】
1.丰田汽车公司汽车内饰采用生物聚酯生态塑料 [J],
2.丰田汽车公司汽车内饰采用生物聚酯生态塑料 [J], 钱伯章
3.丰田汽车公司汽车内饰采用生物聚酯生态塑料 [J], 钱伯章
4.丰田汽车公司汽车内饰采用生物聚酯生态塑料 [J], 钱伯章
5.巴斯夫与丰田汽车庆祝采用塑料进气歧管10周年 [J], 沈佳虹
因版权原因,仅展示原文概要,查看原文内容请购买。
塑料进气歧管结构
专利名称:塑料进气歧管结构专利类型:实用新型专利
发明人:江新伟,黄光炯,刘凯歌申请号:CN202121679854.9申请日:20210722
公开号:CN215633453U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:一种塑料进气歧管结构,包括进气歧管本体、若干和进气歧管本体相连在一起的进气歧管管嘴。
所述进气歧管本体和进气歧管管嘴通过注塑加工成一体结构。
本实用新型所公开的塑料进气歧管结构,具有结构简单、重量轻、加工制造容易等优点。
申请人:长春神通汽车部件有限公司
地址:130000 吉林省长春市汽车产业开发区高尔夫路657号
国籍:CN
代理机构:杭州杭诚专利事务所有限公司
代理人:陈勇
更多信息请下载全文后查看。
管道死角盲管规则
6D、3D、2D、1.5D管道死角/盲管规则,以及零死角阀门介绍6D、3D、2D、1.5D管道死角/盲管规则以及零死角阀门介绍关于管道死角/盲管的定义和要求,不同法规和指南有不同的要求,这些要求如下:1、1976 CFR 212规范为6D,指主管道中心到支管阀门中心的距离应小于支管直径的6倍。
2、1993 美国高纯水检查指南为6D,指主管道中心到支管阀门密封点的长度应小于支管直径的6倍。
3、2001 ISPE水和蒸汽基准指南为3D,指主管外壁到支管阀门密封点的长度应小于支管直径的3倍。
4、2009 ASME BPE为2D,指主管内壁到阀门密封点的长度应小于支管直径的2倍。
5、WHO 建议为1.5D,应避免大于分支管径1.5倍的盲管。
6、2010版中国GMP指南:为了避免将来造成混乱,本指南建议死角长度从管的外壁来考虑。
我们建议避免对于最大可允许的死角做硬性规定。
最后,在不考虑死角长度的情况下,水质必须满足要求。
工程设计规范要求死角长度最小,有很多好的仪表和阀门的设计是尽量减少死角的。
我们应该认识到如果不经常冲洗或消毒,任何系统都能会存在死角。
各种规定和提法甚至测量的方法不尽相同,但是目前的所有提法都不是“法规”而是工程的建议和标准。
TheTruth about the 3D/6D Rule3D/6D规则的真相The installation of pipework leads to recurrent discussions about how deadlegs can be prevented and about the maximum length outgoing pipes/pipe tees mayhave for the sensor. There is less throughflow in dead legs. Hence, it isharder to clean them and during thermal sanitisation it takes longer until these"branches" have also reached the required temperature. In calls fortender and tests the 3D/6D rule is often used for the specification, but notalways in the completely correct way. In order to further explain this, pleaseread following the history of this rule.管道的安装一再引起关于如何防止死管的讨论,以及探头安装位置连出的支管最大长度问题的讨论。
进气歧管的拆卸方法步骤

进气歧管的拆卸方法步骤
嘿,朋友们!今天咱来聊聊进气歧管的拆卸方法步骤,这可真是个有趣的事儿呢!
你看啊,这进气歧管就像是汽车的一个重要通道,就好比咱家里的水管子,得好好摆弄它才行。
拆卸进气歧管之前,咱得先把一些碍事的东西清理掉。
就像你要去挖宝藏,总得先把周围的杂草啥的拔掉一样。
把那些相关的线束、真空管啥的都拆下来,给进气歧管腾出个干净的空间。
然后呢,就是拆螺丝啦!这螺丝就像是固定城堡的钉子,得一个一个小心地拧下来。
可别小瞧了这些螺丝,它们可都有自己的脾气呢!有的可能拧起来轻松得很,有的可能就会跟你较较劲,让你费点力气。
拆完螺丝,你以为就大功告成啦?嘿嘿,没那么简单!这进气歧管可能还紧紧地贴在发动机上呢,就像小孩子耍赖抱住大人的腿一样。
这时候你就得轻轻地晃动它,温柔点哦,别把它弄疼了。
慢慢把它给弄松了,然后才能取下来。
取下来之后,你可得好好看看这进气歧管,它上面说不定还沾着些灰尘啊、油污啊啥的,就像人脸上的脏东西一样。
咱得给它清理清理,让它干干净净的。
哎呀,你说这进气歧管的拆卸是不是挺有意思的?就跟玩一个小游戏似的,不过可得认真对待哦,不然弄错了可就麻烦啦!
拆卸进气歧管,其实也是对汽车的一种了解和探索。
你想想,通过自己的双手,把这么个重要的部件拆下来,再装回去,多有成就感啊!这就像是你解开了一个谜题,找到了答案一样让人兴奋。
所以啊,朋友们,别害怕去尝试拆卸进气歧管。
只要你按照步骤来,小心谨慎,就一定能成功。
这不仅能让你更加熟悉你的爱车,还能让你体验到动手的乐趣呢!就大胆地去干吧!。
进气歧管的功能

进气歧管的功能
嘿,朋友们!今天咱来聊聊进气歧管这个汽车上的重要部件。
你说这进气歧管啊,就像是汽车的“呼吸器官”。
咱人呼吸靠鼻子和肺,那汽车呼吸就得靠进气歧管啦!它的任务呢,就是把空气均匀地分配到各个气缸里。
这就好比咱吃饭,得把饭菜合理地分到每个碗里一样,要是分不均匀,那可不行呀!
想象一下,要是进气歧管出了问题,那汽车就像人喘不上气一样,没力气干活啦!它得时刻保持良好的状态,才能让汽车跑起来有劲。
进气歧管的设计那也是很有讲究的。
它得根据发动机的特点来,要让空气顺畅地流进去,可不能有什么阻碍。
这就好像是一条通畅的道路,要是路上有石头啊、坑洼啊,那车子开起来能舒服吗?肯定不行啊!
而且啊,进气歧管还得适应不同的工况呢!有时候汽车跑得快,需要大量的空气;有时候又慢悠悠地跑,需要的空气就少一些。
它就得像个聪明的管家一样,随时调整,把空气安排得妥妥当当。
你说这进气歧管是不是很重要?它虽然不显眼,不像汽车的外观那么吸引人眼球,但没有它,汽车可就没法好好工作啦!就像咱人一样,有些器官虽然平时感觉不到,但一旦出问题,那可就麻烦大啦!
现在的汽车技术越来越先进,进气歧管也在不断进化呢!变得更高效、更智能。
它在默默地为汽车的性能提升做贡献,咱可得好好感谢它呀!
总之,进气歧管可真是汽车里的大功臣啊!咱平时开车的时候,也得好好爱护它,让它一直能好好地为我们服务。
别小看了这个小小的部件,它的作用可大着呢!你想想,如果进气歧管罢工了,那汽车还能跑得起来吗?肯定不能呀!所以,一定要重视进气歧管哦!。
塑料进气歧管开发介绍

序号
名称(Analysis) 图片(Graph) 用途(Purpose)
6
噪音分析
分析歧管自身气流波动,不同频率下的表面速度和噪 声辐射类型,噪音功率,声场分布, 可能产生的噪音以及对 外部噪音辐射的响应,为优化产品结构提高参考;
7
密封结构分析
ቤተ መጻሕፍቲ ባይዱ
分析罩盖密封结构设计的合理性,分析密封圈的压缩 强度是否在设定范围,以及密封圈反作用力对罩盖的影响, 法兰蠕变、热应力分析;
热震试验即温度交变试验,即使试件在高低温 下交替循环5次后,自然冷却至室温。
<#>/63
低温冲击试验:
汽车工程研究院
将塑料进气歧管置于-40℃低温箱5h后,使一 个质量500g的钢球从1.2m的高处落到进气歧管稳压 箱顶部中央。检查进气歧管是否有裂纹及变形。
气密性检查:
在一定的压力下,检查水道及气道是否有泄漏。
<#>/63
汽车工程研究院
图1.轨道式摩擦焊机
图2.热板式焊机 动摩擦焊机
图3.线性振
<#>/63
超声波焊接原理:
汽车工程研究院
<#>/63
振动焊接原理:
汽车工程研究院
<#>/63
汽车工程研究院
图1.超声波焊机
图2.轨道式振动摩擦焊机
图3.线性振动摩擦焊机
<#>/63
汽车工程研究院
<#>/63
page1 <#>/63
汽车工程研究院
研发、制造技术难题: 塑料进气歧管开发是一个涉及内燃机、流体力学、 固体力学、高分子材料、模具、塑料焊接及仿真分析等 多学科相关的交叉项目,技术要求高,开发难度较大。 气道管型设计、CAE分析、歧管结构设计、生产工艺匹 配等技术上很大的课题。为了达到减轻质量降低油耗、 提高发动机性能和降低排放等要求,欧洲的汽车商率先 采用尼龙制造进气歧管,随后美国、日本、韩国相继开 发塑料进气歧管;塑料进气歧管在设计和制造上要求非 常高,性能要求非常苛刻,目前只有少数几个国家掌握 该项技术。进气歧管作为发动机当中最关键部件,加上 国外的技术封锁,其设计、制造技术难度很大。
汽车发动机塑料进气歧管注塑工艺研究和应用
应用a s c i e n c e a n d T e e h n o l o g y R e v i e w
汽 车发 动机 塑 料 进 气 歧 管 注 塑 工艺 研 究 和 应 用
孙 思 峰
( 青岛华涛汽车模具有限公司 2 6 6 1 0 7 )
冷却。 ( 二) 歧 管 内熔 接 痕 的 成 因 和 对 策
的开发在产品设计 、 模具设计制作和生产注塑、 振动摩擦焊接及总装过程, 具有
较 高的 技术 和工 艺难 度 。
一
、
进气 歧管 塑料 化 的优势
制作 塑料的进 气歧 管通常 选用 的的材 料是尼 龙+ 玻纤 , 进气 歧管 的塑料化
动机的运转需要充足均匀的混合气, 提供这种混合气的主要部件就是发动进气 歧管。 进气歧管的性能好坏直接影响发动机的综合性能。 除此之外, 发动机电喷
系统 中的主要传感 器和 执行器还 需要利用 发动 机进气歧 管提供 结构支 撑 , 同时 发动机 机舱 空间布 置 的约束 , 导 致 了进 气歧 管结 构的复 杂性 , 因此握料 进 气管
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料进气歧管脱盲篇由于塑料产品特有的优点,塑料进气歧管将成为铝合金进气歧管的替代产品。
一直以来,作为发动机的关键零部件,国内的发动机进气歧管都是采用铝合金产品。
而据了解,国外对塑料进气歧管的应用较为广泛,在宝马、现代、日产等高档汽车上,均使用了塑料进气歧管。
据汽车进气系统制造公司一位技术专家介绍,与传统的铝合金进气歧管比较,塑料进气歧管的重量仅为铝质歧管的1/2,其在低速低负荷时,功率、扭矩提高幅度可达10%以上。
同时,塑料件的气道光滑,提高了发动机性能,与铝合金歧管相比油耗可降低6%~8%,此外,还能改善发动机的动力性与排放功能,降低发动机噪声,且与铝合金进气歧管互换性强。
“国内对汽车塑料进气歧管的研发工作起步较晚,塑料进气歧管生产及研发技术方面尚属空白,在此领域内的技术水平较低,其市场占有率还不到2%。
国内的一些汽车生产厂家不得不从国外高价进口塑料进气歧管。
”一位技术专家介绍说。
长安集团技术开发中心的一位人士认为,随着市场竞争加剧,减少汽车制造成本成为整车企业关注的中心,新材料、新工艺的产品就更受重视,质优价廉的塑料进气歧管取代传统笨重的金属进气歧管成为必然趋势。
同时,塑料进气歧管的需求量,也将伴随汽车年产量的不断增加而同步增大,其市场前景不可小视。
近年来,功能性塑料在汽车发动机上的应用已取得了突破性的进展,越来越多的发动机部件开始采用塑料材料制作,尤其是用塑料进气歧管取代金属进气歧管已成为汽车发动机的必然趋势。
下面是围绕塑料进气歧管的技术话题对天津大学塑料进气歧管研究所刘德新教授进行了专访。
塑料进气歧管的特点同传统的金属进气歧管相比,塑料进气歧管具有哪些优点?教授:进气歧管是发动机最关键的部件之一,其核心功能是为发动机各缸提供充足而均匀的混合气,因此它是影响发动机动力性和油耗的关键因素。
此外,进气歧管还为发动机电喷系统中的主要传感器和执行器提供结构支撑,喷油器、油轨、进气压力传感器、温度传感器、碳罐、节气门体、可变进气阀、怠速控制、刹车助力等均被安装在进气歧管上,从而使进气歧管的结构非常复杂。
金属进气歧管一般采用的是铸铁或铝合金材料。
为了满足发动机进气和电喷系统安装方面的要求,在制造结构复杂的金属进气歧管时常常面临着制造工艺方面的困难,其成品率很难保证。
1990 年,德国宝马公司采用熔芯法成功地生产出塑料进气歧管。
之后,塑料进气歧管以其重量轻、成本低、性能好等特点迅速取代了金属进气歧管,成为新型发动机的首选。
在欧美国家,大约有90% 的进排气异侧的自然吸气发动机都使用了塑料进气歧管。
具体而言,塑料进气歧管主要具有4 个方面的优点:(1) 在重量方面,由于塑料进气歧管一般采用尼龙PA66 材料,其比重约为铝合金材料的50%。
(2)另外,塑料进气歧管的管壁厚度一般为2.5~3mm,而铝合金进气歧管的壁厚一般大于4mm。
因此,塑料进气歧管的重量相对要轻很多,通常仅为铝合金进气歧管的40%左右。
(3) 在动力性方面,由于塑料进气歧管的内壁比较光滑,因此有利于提高进气充量。
与铝合金进气歧管相比,发动机的动力性可提高3%~5%。
(4)在经济性方面,塑料进气歧管能带来良好的气流,从而有助于汽油在发动机缸内的充分燃烧,使发动机的经济性和排放都能得到明显改善。
(5) 在成本方面,虽然进气歧管所使用的塑料材料与铝合金材料的成本基本相同,但由于塑料进气歧管能够一次成型,成型后的合格率高,而铸造而成的铝合金进气歧管毛坯的成品率要低很多,且其机加工费用也相对较高,因此塑料进气歧管的生产成本通常比铝合金进气歧管低20%~35%。
塑料进气歧管的材料塑料进气歧管对材料提出了怎样的要求?生产企业应如何选择材料?教授:塑料进气歧管要求材料必须具有耐高温、强度高以及尺寸稳定性、化学稳定性和热老化稳定性优良等方面的特点。
(1)耐高温。
由于进气歧管与发动机缸盖直接连接,而发动机缸盖常常处于130℃~150℃的工作环境中,因此,要求所使用的塑料材料必须能够承受180℃的高温。
(2)高强度。
进气歧管不仅需要承受发动机的振动负荷、节气门和传感器的惯性力负荷以及进气压力脉动负荷,还要保证在发动机发生异常回火现象时至于被高压脉动压力所爆破,因此要求所使用的塑料材料具有很高的强度。
(3)尺寸稳定性。
为了保证进气歧管与发动机连接处的尺寸公差达到规定的要求,同时保证进气歧管上各传感器、执行器元件能够准确安装,要求所使用的塑料材料必须具有良好的尺寸稳定性。
(4)化学稳定性。
由于进气歧管直接与汽油、防冻液、冷却液等腐蚀性溶剂接触,尤其是冷却液中的乙二醇对塑料的性能影响很大,因此要求塑料材料必须具有良好的化学稳定性,在使用前通常要对材料进行严格的测试。
(5)热老化稳定性。
由于发动机的工作温度常常在-30℃~130℃之间反复变化,其工作条件非常恶劣,因此为了保证进气歧管能够长期可靠地工作,所选用的塑料材料必须具有优良的热老化稳定性。
目前,塑料进气歧管的首选材料是尼龙。
尼龙的优点是耐高温、化学稳定性好,但其缺点是收缩率较大,耐乙二醇的性能也不太好,并且其吸水性太强,吸水后尼龙的强度会下降近40%。
因此,人们普遍使用增加了25%~35% 玻纤的PA6 或PA66 增强尼龙。
尼龙在加入玻纤后,其收缩率得到了明显改善。
对于内部含冷却水道的进气歧管,建议采用专用的抗乙二醇的尼龙配方。
尽管世界上很多塑料材料供应商在不断地开发新的进气歧管塑料材料,以期提高塑料材料的各种性能,但尼龙材料仍是目前的最佳选择。
塑料进气歧管的设计开发要保证塑料进气歧管的开发成功,您认为应重点做好哪些方面的技术准备工作?(1)将提高发动机性能作为塑料进气歧管设计的核心。
进气歧管是发动机的主要部件,其结构和质量是影响发动机整体性能的关键因素。
因此,在设计塑料进气歧管时,首先必须对发动机有深入的了解,要有专业的从事发动机设计或研究方面的人员参与。
在设计中最好使用发动机专业仿真软件,以使设计出的塑料进气歧管能最大程度地改善发动机的动力性和经济性。
(2)以气体动力学分析为重点分析内容。
发动机的进气过程是一种非常复杂的三维非定常气体运动过程,如果用一维分析方法,往往不能正确地反映出进气歧管内部气体的运动情况。
因此,建议使用三维流场分析软件来仿真进气过程中进气歧管内部流场的衍变过程,从而为设计出合理的塑料进气歧管结构提供依据。
(3)强度分析先行。
通常,塑料进气歧管对所用塑料材料的力学性能的利用已接近极限,即使出现局部的设计缺陷也会带来很大的风险。
因此,需要在设计阶段同步进行塑料进气歧管强度的仿真分析。
(4)对塑料注塑过程的仿真分析。
由于塑料进气歧管所用的材料为尼龙加玻纤,在注塑过程中,不同的纤维取向将直接影响制品的收缩变形。
因此,必须对注塑过程进行仿真分析,以有效控制注塑过程中制品的应力分布、分子和纤维取向分布,以及收缩和翘曲变形,从而确保生产出质量合格的制品。
塑料进气歧管的生产工艺目前世界上主要有哪几种塑料进气歧管的生产技术?各有什么优缺点?教授:目前比较成熟的塑料进气歧管的加工技术主要是熔芯注塑技术和振动摩擦焊接技术。
这两种技术各有特点。
(1)熔芯注塑技术是应用最早、最成熟的塑料进气歧管生产工艺。
其原理是:用低熔点的锡合金制成进气歧管的内腔芯核,然后将其装配进模具中,再向模具内注入尼龙材料。
注塑过程完成后,由尼龙注塑而成的进气歧管的外型即将内腔芯核包复在内。
此时,将内部带有金属芯核的进气歧管放入熔化池内,以使金属芯核熔化。
由于金属芯核的熔点比较低(一般110℃),而尼龙的熔点相对较高,因此在内部芯核熔化的过程中塑料进气歧管的外形保持不变。
熔芯法生产塑料进气歧管的优点是:进气歧管的内壁完整光滑,从而提高了气体的流动性,能够最大限度地发挥发动机的性能;由于是一次注塑成型,进气歧管的气密性好,成品率高;熔芯过程可消除塑料进气歧管在注塑过程中产生的残余应力,使得进气歧管具有更好的机械性能。
熔芯法的缺点是:在金属芯核的铸芯和熔芯过程中,要消耗大量的电能,因而使得熔芯法生产塑料进气歧管的成本相对较高。
(2)振动摩擦焊接技术也称为“多片焊接法”。
在设计塑料进气歧管时,可将结构复杂的进气歧管拆分为结构相对简单、能一次注塑成型的两片或多片,然后利用摩擦焊机将各片焊接起来,构成完整的塑料进气歧管。
目前绝大多数塑料进气歧管生产厂家都采用振动摩擦焊接技术。
其主要优点是:生产效率高、成本低。
其缺点是焊缝处的强度低、外观不好、气体流动性相对较差。
塑料进气歧管的品质控制开发塑料进气歧管需要配备哪些检测设备、进行哪些方面的性能测试?教授:进气歧管是发动机上最核心的部件之一,当其发生故障时会导致发动机工作不正常、刹车无力、发动机自燃等严重事故。
因此,进气歧管在使用前必须通过一些试验对其进行严格的质量检测。
对进气歧管的试验和检测通常包括:(1)温度交变试验。
即在专用的试验装置中将进气歧管置于-40℃~120℃的高低温交变的环境中,以考察其热稳定性。
(2)低温冲击试验。
将塑料进气歧管置于-40℃的低温箱中保留5h后,使一个质量为500g的钢球从1.2m的高处落到进气歧管的稳压箱顶部中央,以检查其是否有裂纹和变形。
(3)气密性检测。
即在一定的压力下检查水道及气道是否有泄漏。
(4) 爆破压力检测。
逐渐打压进气歧管的出口密封,以测试进气歧管炸裂时的压力。
(5) 震动试验。
将试件放在震动激励器上,按一定的规律对其进行震动测试,以考察塑料进气歧管此时的疲劳应力状态。
(6) 噪声测试。
在噪声实验室进行发动机台架试验,检验塑料进气歧管的噪声是否超标。
(7) 发动机耐久试验。
将塑料进气歧管安装在发动机上,在试验台架上以全速进行300h 的全负荷运行,以考核塑料进气歧管的耐久性。
(8) 整车耐久试验。
将配有塑料进气歧管的发动机安装在整车上,按试验规程驾驶汽车运行8 万km,以测试其耐久性。
塑料进气歧管的国内生产现状目前塑料进气歧管的国产化进程如何?主要有哪些原因影响了它的国产化进程?教授:发动机进气歧管的塑料化是全球性的趋势,中国也不例外。
随着欧4 排放标准的推出,要求新型的发动机进气歧管必须配备电控可变进气阀等复杂的内部控制机构,而金属进气歧管却难以满足这一要求。
因此,开发性能优异的塑料进气歧管是适应未来发动机技术进步的必然要求。
塑料进气歧管的国产化进程大致可分为以下三个阶段:第一阶段为全部引进阶段。
20世纪90 年代初,随着一些合资汽车企业的成立,国外较先进的发动机产品生产线随着一些引进车型被引入国内。
在这一阶段,塑料进气歧管作为发动机的重要部件,其核心技术由外资方控制,进口成本很高。
第二阶段主要表现为一些外资企业直接在国内生产。
在此阶段,外资企业将其在国外的塑料进气歧管生产线及全套模具转入到国内,利用国内廉价的劳动力,为其在国内的合资厂提供配套的塑料进气歧管,而塑料进气歧管的设计研发工作仍在国外。