车铣复合论文:车铣复合加工仿真数控代码编译同步技术原型系统
基于MasterCAM的车铣复合加工技术

(OT a s o m b o l ln — o a e a o to i n 1 ) r n f r y T o pa e— t t b u rgi R
L t e车 削加 工)n ie线 切 割)个 功能模 块。 集设 ah ( ,wr( 4 分析 ,并绘制几何 图形及建模 ,以合理 的加 工步骤得 到刀具路径 ,通过程序 的后处理生成数控加 工指令代
72 CAD C / AM 与 制造 业信 息 化 ・ www a o c i dc m n c
维普资讯
的C DC H A /A 一体化。 M se C M at rA 软件功 能强大 ,由C D O A 两大部分 A¥ CM
组 成 , 并 分 成 D sg ( 何 造 型 ) M 1( 削 加 工 ) e i n几 、 11铣 、
码 ,输入 到数控机床 即可完成加 工 ,如 图4 示。 所
计 与 制 造 于 一 体 ,通 过 对 所 设 计 的 零 件 进 行 加 工 工 艺 轴钻肖 力 工) 口 :
复杂零件 加工 中的工序集 中,越 来越多的复杂零件采
图3 车削加工 中心
用复合 加工 ,而复合加 工的数控 编程技术仍未得 到普 及 。所谓复合加工是 为了实现复杂形状 工件 的加工 ,
一
、
M seC M中车铣复合加工策略 a tr A
M seC M at rA 软件 是美 国C CS fw r公 司开发 的基 N ot ae
目前 国 内应 用 较 为 广
泛 的 CAM软 件 . 因 此 本 文所 介 绍 的 基 于 Ma t se CAM的 车 铣 r 复 合 加 工 技 术 是 很 有 实 用 价 值 的
车铣复合机床
毕业设计(论文) 文献综述二○一二 年题目 车铣复合机床12工位刀架及部分控制电路设计 专业 机械设计制造及其自动化 班级 机084 学号 3080211115 学生 雷旭阳 指导教师 刘鸿雁前言部分前言目前,世界上越来越多的复杂零件采用复合机床进行综合加工。
经过搜索了大量的网络信息和查看大量有关机床资料,发现复合加工机床已成为机床发展的一个重要方向。
复合加工技术是20世纪末兴起的一门先进制造技术。
随着工业技术的蓬勃发展,复合机床应运而生。
近年来,越来越多的复杂零件采用复合机床进行综合加工,它的种类也日渐繁多起来。
复合加工机床最突出的优点是大大缩短零件的生产周期、提高零件的加工精度[1]。
为什么复合加工机床能使工件在一次装卡中完成大部分或全部加工工序呢?其归功于自动转位刀架,因此车铣复合车床刀架及部分控制电路设计也成为工业发展的一个重要方面。
为了提高生产率,压缩非切削时间,随着自动化技术的发展,机床的刀架也产生了许多变化,各种刀具的自动更换装置得到进一步的完善和提高,现代机床逐步发展成为在一台机床上只需要一次装夹即可完成多工序或全部工序的加工。
特别是车铣复合机床上安装的刀架,采用电驱动,通过机械机构来完成刀架的松开,抬起,转位,定位和夹紧等动作,这类刀具自动更换装置通常有较大的刀具容量,能够快捷可靠地完成自动换刀,充分体现了它的加工的自动化和高效化。
刀架自动化的发展对社会制造业有着至关重要的作用。
相关概念1.1车铣复合加工的含义车铣是利用铣刀旋转和工件旋转的合成运动来实现对工件的切削加工, 使工件在形状精度、位置精度、已加工表面完整性等多方面达到使用要求的一种先进切削加工方法。
车铣复合加工不是单纯的将车削和铣削两种加工手段合并到一台机床上, 而是利用车铣合成运动来完成各类表面的加工, 是在当今数控技术得到较大发展的条件下产生的一种新的切削理论和切削技术1.2复合加工机床的定义国际上对复合化机床尚无明确定义,目前正处于创新发展之中[2,3]。
车铣复合数控代码编译器的设计

车铣复合数控代码编译器的设计陶桂宝;梁涛;安祥波;杨琳【摘要】以Visual C++作为开发平台、GRETA正则表达式类为匹配和分析工具,设计了一个具有快速性、可扩展性与通用性等优点的编译器,实现了NC代码的编译,为车铣复合数控加工仿真系统提供了准确的驱动数据.%In this paper, a compiler is designed based on development platform with Visual C++, matching and analyzing tools with GRETA regular. The compiler exhibits excellent properties of compiling velocity, scalability and versatility, and compile NC code successfully, thus provides accurate driving data for simulation system of turning-milling CNC machining.【期刊名称】《制造技术与机床》【年(卷),期】2011(000)008【总页数】6页(P54-59)【关键词】车铣复合数控加工N;C代码;编译;正则表达式【作者】陶桂宝;梁涛;安祥波;杨琳【作者单位】重庆大学机械工程学院,重庆400044;重庆大学机械传动国家重点实验室,重庆400044;重庆大学机械工程学院,重庆400044;重庆大学机械工程学院,重庆400044;重庆大学机械工程学院,重庆400044【正文语种】中文【中图分类】TH122车铣复合加工是指在一台设备上完成车、铣、钻、镗、攻丝、铰孔、扩孔等功能的一项技术[1]。
具有效率高、精度高、速度高等优点。
车铣复合数控机床结构复杂,使得工件与刀具、刀具与夹具以及刀具与工作台间发生干涉碰撞的概率增大。
车铣复合加工中心进给系统机械机构设计毕业设计论文

毕业设计(论文)车铣复合加工中心进给系统机械机构设计THE MACHENICAL DESIGN OF FEED SYSTEM FOR TURN-MILLING MACHININGCENTERS毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
数控车铣复合机床编程探讨

数控车铣复合机床编程探讨发布时间:2022-05-05T13:02:58.943Z 来源:《科学与技术》2022年2期作者:徐卫东尚耀龙[导读] 车铣复合加工技术以其通用性广徐卫东尚耀龙中航西安飞机工业集团股份有限公司陕西省西安市 ?710089 【摘要】:车铣复合加工技术以其通用性广、精密度高、加工效率高等优点,在航空制造领域中应用广泛,但其涉及工种知识多,上手难度高,对操作者技术水平要求高。
本文对车铣编程过程中需要考虑的因素进行梳理,从数控加工技术内容、程序优化、影响加工精度的因素三个方面进行描述,并对极坐标与宏程序的编程方式进行了举例说明,为广大数控车铣复合操作者提供了可借鉴的经验。
【关键词】:车铣复合技术;极坐标;宏程序引言数控技术集传统的机械制造技术、计算机技术、成组技术与现代控制技术、网络通讯技术、传感检测技术、信息处理技术于一体,是现代先进制造技术的基础和核心。
复合加工作为一种先进的制造技术,是目前国际上机械加工领域最流行的加工工艺之一,能够有效缩短工艺链,减少装夹及准备时间,提高零件的生产效率与质量。
在复合加工中,难度最大、应用最广的就是车铣复合加工。
车铣复合加工并不是简单的数控车与数控铣的结合,而是需要多角度地去考虑车与铣的协调加工,反复推敲加工的先后次序和装夹方案,才能保证加工精度。
1数控加工技术内容车铣复合零件编程时需先分析零件结构特点,制定零件加工流程,设计零件装夹方式,再进行详细数控编程。
(1)理解和把握待加工零件的技术要求。
加工前需要关注零件的尺寸精度、加工材料、硬度、加工数量等,为后续工艺规划做铺垫。
(2)对待加工零部件图纸上提出的技术要求进行工艺分析,其中包括加工材料的性能特点、部件结构的特点、设计精度的合理性等。
(3)加工过程规划。
依据零件的技术信息,设计加工过程,包含加工参数、加工路径、刀具的移动轨迹、切削量等。
(4)数控编程。
根据设计图纸及制定的加工过程,使用数字控制系统规定的命令代码、程序形式开展数字控制编程。
车铣复合数控代码编译器的设计
关键 词 : 铣复合 数控 加工 车
N C代 码
编译
正则 表达式
中图分类号 :H12 T 2
文 献标识 码 : A
De in o u nn — _ n sg ft r ig m l g NC o e c mpl r l i c d o i e
TAO i a ∞ Gu b o
序 开发方法 主要 有两 种 : 种 是直 接 用 高级 语 言 开 一
停 止 瞬间弹 性变形 。 () 3 在提 高丝杠 副 的刚度 和 承 载 能力 的 同时 提 高 了滚 珠丝杠 副在高 速 运行 中 的平 稳性 , 以获 得更 高 可
1 N 代 码 编 译 器 总体 设 计 C
Absr c :I hi p r o t a t n t spa e ,ac mpi ri e in d b s d o e eo me tp afr wi s a l sd sg e a e n d v l p n lto m t Viu lC++。m ac ig a d a e h t hn n n—
t n s se o u n n —mil g CNC ma h n n . i y tm ft r i g o ln i c i i g
Ke wo ds:T r i g y r u n n —Mi i g CNC c n n ln l Ma hii g;NC Co e;Co ie;Re u a p e so d mp l g lr Ex r s in
代 码编译模 块 作为 仿真 软 件 的核 心 部 分 之 一 , 为 国 成 内外 专家研 究 的热点 。 目前 , 内外对 于 三轴 数 控 加 工机 床 的 编译 器 技 国
术研 究 已经相 当成熟 , 对 于 三轴 以上 复 杂 的数 控 加 而
车铣复合数控加工仿真系统的开发研究
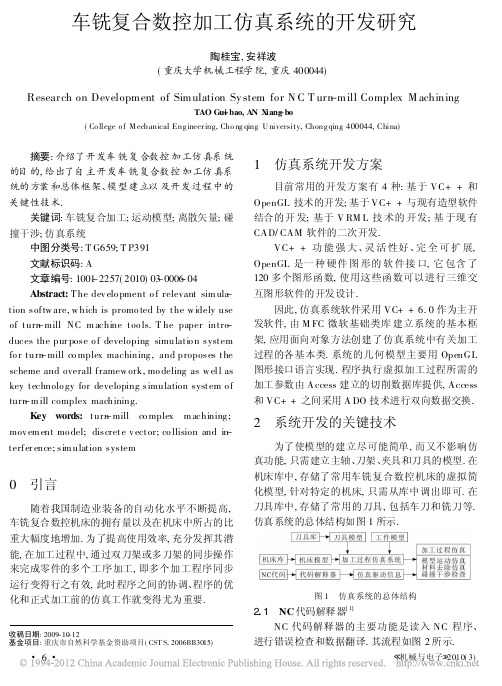
过程 的各基 本类 。系统 的几何 模 型 主要 用 Opn e GL
图形 接 口语言实 现 。程序 执行 虚拟加 工过程所 需的
加工参 数 由 Aces cs 建立 的切 削数 据库 提供 , cs Aces 和 VC ++之 间采用 AD 技术进 行双 向数据交换 。 O
摘要 : 绍 了开发 车 铣 复合数 控加 工仿 真 系统 介 的 目的 , 出了 自主 开发 车铣 复合 数控 加 工仿 真 系 给
1 仿 真 系统 开发 方 案
目前 常用 的 开发 方 案 有 4种 : 于 VC++ 和 基 Op n e GL技术 的开发 ; 于 VC 基 ++ 与现有造型 软件 结合 的 开 发 ; 于 VRML 技 术 的 开 发 ; 于 现 有 基 基 C / AM 软件 的二次开 发 。 AD C VC+ + 功 能 强 大 、 活 性 好 、 全 可 扩 展 , 灵 完 Op n e GL是 一 种 硬 件 图 形 的 软 件 接 口, 包 含 了 它 1 0多个图形 函数 , 2 使用 这 些 函数 可 以进 行 三 维 交 互 图形软 件的开 发设计 。 因此 , 真系统 软件采 用 VC 仿 ++6 0 为 主开 .作
wet s e e hn o y or e e o i g i u a i n l a k y t c ol g f d v l p n sm l to s t m ft r ys e o u n—milc mpl x ma h n ng l o e c ii .
发 软件 , MF 由 C微 软 基 础 类 库 建 立 系 统 的基 本 框
t r e e e; i 开 发 的 关键 技 术
基于PartMaker的车铣复合机床多刀塔同步加工设置

可 以完成 全 部工 序加 工 。我 国复合 机床 应用 才 刚开始 起步 , 而 且发 展很 慢 , 加之 复合 加工 数控 程序 编制 难度 非 常大 的原 因 , 人 们 对 这类 机 床 还 像 对 待 以前 机 床 一 样使用 , 不能 充分 发挥 机床 全部 效 能 , 造 成 了极大 的浪
图 1 零 件 模 型
2 主、 副 轴 选 择
首先 , 建立 工件 加工 工序 。点击 主 菜单 “ 查看 ” 子 菜单 “ 设 置” , 在 弹出“ 设 置” 窗 口中 , 点选 “ 主轴 ” 和
ZHANG We i y o n g。W U He l i n g
( S h a o x i n g V o c a t i o n a l &T e c h n i c a l C o l l e g e , S h a o x i n g 3 1 2 0 0 0, C HN)
1 导入 C A D 模 型
P a a Ma k e r 中导 入零 件 模 型 如 图 1所 示 。这 个 零 件需要 车 削端 面 、 外 圆、 外 圆槽 、 螺纹 , 铣 削 6个平 面 , 钻端 面 6个 孑 L 。在 车铣 复 合 加 工 机床 上 , 通 过 主 轴转 移至 副轴 , 可实 现一 次性 装夹 的全部 工序 加工 。
s i o n a l CNC s o f t wa r e f r o m DELCAM c o mp a n y i n UK. By u s i n g o f t hi s me t h o d,4 0% t i me s i s s h o r t e n e d
法, 加 工 过程表 明 运用这 一 方法 可 以缩 短 近 4 0 % 的工 时 , 进 一步 提 升 了产 品 加 工效 率 , 降 低 了 生产
基于PartMaker的车铣复合加工编程的应用研究
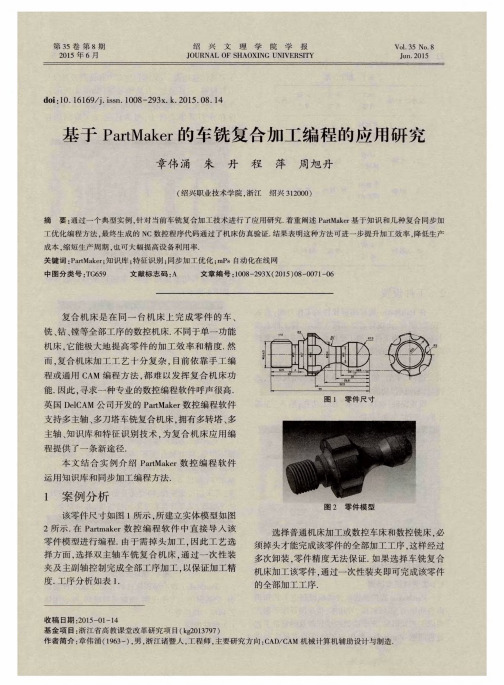
图 1 3 仿 真 加 ห้องสมุดไป่ตู้
N3 1 G2) ( 2 2. 3 01 Z-2 9. 9 4 4R1 2. 4 46
N3 2 G1 Z-3 2. 9 75 X3 2. 0
P a r t Ma k e r 数 控 编 程 软 件 提 供 全机 床仿 真 , 以 观察 机床 的实际运 动 , 包括 刀 具夹 持 、 机床 部件 等 , 便 于了解 程序 程 式在 实 际机 床 中的运 动状 态 , 以检 查 仿 真过 程 中构 成 机 床 和 所 有 毛 坯元 素 之 间 的所 有 干 涉都 会被 检测 , 真实 展现 机 床全部 工 作状 况 . P a r t Ma k e r 数控 编程 软 件提 供 了 实体 模 型对 比
至此 , 整 个零 件 的编程 加 工工作 完 成 .
9 结 束 语
通 过 以上 在 P a r t M a k e r 数 控 编 程 软 件 中 对 复
率和机 床加 工 效 率 [ E B / O L ] . [ 2 0 1 4 一 l 2 — 2 ] :
国 际机 床 网 : My C I MT . c o m,
N 2 ( 右端外 圆车削 双工 位加 工 )
G9 7 S 3 3 4M 1 3
G3 0 UOW OT 0
T 1 4 0 1 ( O D T U R N一 5 5 : 2 : 1 )
G9 9G0X3 2. 0 Z0.
程, 只能 在加 工 完成 后 才 能 知道 结 果 , 不 但 浪 费 加
工 时间 , 还 浪费材 料 成本 .
M1 0 ( H I G H T P R E S S U R E C O O L N T O N)
车铣复合机床助力打造高精汽车原型机和模具

助力打造高精汽车原型机和模具
露斯PMG 6000龙门式机床,机床纵向行程6000 mm,横向行程4500 mm,垂直行程1500 mm,装有一个全自动铣头(分度为0.001°×0.001°,转数7000 r/min,功率37 kW,转矩1220 N•m)以及一个固定水平铣头(功率60 kW,转数4000 r/min,转矩1750 N•m),此外。
设备还可以兼容客户的电主轴,并具有自动换头和选头功能,实现三头之间的自由切换。
索拉露斯是重切高精度机床采用线性导轨的先行者,通过使用线性导轨及索拉露斯独有的DAS®(专利)系统等主动系统, 使机床可以轻松重切并且保证高精度的硬性条件,从而保证机床在加工过程中具有高动态性和稳定性。
针对不同轴选定匹配的驱动系统可确保耐用性和可靠性。
横向轴和纵向轴通过在每个齿条上以主从模式配置的两个电机由双齿条和齿轮系统驱动,从而确保在加工过程中的高动态性,并配有抗磨损的无备隙变速器,最大速度可达35 m/min。
驱动主轴头的替代方案包括各种电机选项,集成在Z轴上并采用水冷的方法。
最强大的方案也包含机械削减选项。
Weiß Metallbau 公司采用的机床搭载有功率60 kW和转矩900 N•m的直流电机。
Weiß Metallbau GmbH刀具工程师LeonWeiß先生表示:“索拉露斯全新车铣复合系列机床超高的精度令我折服,即便在无线电级表面抛光上,也仅需3天即可完成抛光。
”
更多精彩请扫描二维码
Weiß Metallbau GmbH决定借力索拉露斯(SORALUCE),引入索拉露斯PMG 6000车铣复合系列机床。
浅谈车铣复合配合件的加工工艺及编程

作者: 陈悦雷 吴奇峰
作者机构: 不详
出版物刊名: 科技创新与应用
页码: 62-62页
年卷期: 2012年 第17期
主题词: 零件 工艺 刀具 编程 车削
摘要:零件有多个工序组成,加工时需要分次加工,加工工序中需要车螺纹,加工程序比较简单,被加工部分的各尺寸、还有些加工的零件工艺比较复杂,因此对机床的性能和处理,刀具的选择尤为重要,刀具选择最重要的是要根据材料的选择而选择。
当然还有机床的选择。
对于数控加工来说最重要的就是加工工艺了,合理安排加工工序和加工工艺,对各个部分的加工都要进行精确的分析,并加以结合,尽量以最简便、快捷的方式来加工,在做到简便、快捷的同时也要保证加工的精度。
本次设计主要是针对零件的工艺加工要求,以及一些加工时所须注意的事项,并且一贯追求以快速、简便为主,提高现有的数控加工的效率。
基于MasterCAM的车铣复合加工技术 (2)

欢迎共阅
基于MasterCAM 的车铣复合加工技术
关键词:MasterCAM ,车削中心
山西晋城职业技术学院
一 引言
Mastercam 是美国CNC Software 公司开发的基于PC 平台的CAD/CAM 软件,硬件配置要求低,操作便捷,功能强大,具有从零件的造型,到刀路生成和后处理功能。
是学?端面曲线轮廓(Face contour):即轴类零件端面的任意曲线轮廓(如下图所示) 柱面曲线轮廓(Cross contour ):即轴类零件圆柱面上的任意曲线轮廓(如下图所示)
以下就以一个C 轴车铣复合加工的实例,向大家介绍软件Mastercam 的Lathe 模块的车铣复合加工,图中轴的端面要加工“晋城职业技术学院”字体曲线,圆柱面要加工“大力发展职业教育,晋城职业技术学院” 字体曲线。
2 先介绍如何加工端面的“晋城职业技术学院”字体曲线。
首先构图平面(Cplane)和刀具平面(Tplane)要选择Side,进入Side构图平面,画出环状“晋城职业技术学院”字体曲线,注意0度线的位置,加工的零件尺寸有角度位置要求的时,要特别注意C0的位置。
车铣复合加工在《数控编程》教学中的研究

车铣复合加工在《数控编程》教学中的研究陈玉文;杨伟雪【摘要】In order to research the method of teaching turning-milling machining in NC program courses , this paper aims at high efficiency mechanical parts and high quality CNC programming , The experience adopts turning , milling and drilling machining type of UG CAM , utilizes optimized machining technics to program with NC machining on parts , and applies user-defined post processing files and makes CNC code of corresponding CNC system . The results indicate that machining quality of the parts accords with the anticipative machining requirements . It is significant for teaching and research of the course .%为探讨车铣复合加工在《数控编程》课程中教学方法,以机械零件高效率、高质量数控编程为目标,采用UG CAM 模块车铣钻加工类型,采用优化的数控加工工艺对零件进行数控加工编程,并采用自定义的后处理文件生成了相应数控系统的数控代码。
实验结果表明该零件的加工质量达到了预期的加工要求,对该课程的教学与研究具有重要的指导意义。
【期刊名称】《现代制造技术与装备》【年(卷),期】2014(000)002【总页数】3页(P67-68,76)【关键词】车铣复合加工;课程;教学;研究【作者】陈玉文;杨伟雪【作者单位】常州机电职业技术学院基础部,常州 213164;常州机电职业技术学院基础部,常州 213164【正文语种】中文《数控编程》课程为数控技术、机械制造与自动化专业的专业核心课程,车铣复合加工为该课程的重要内容(项目),也是该门课的难点和重点。
论文组合零件加工工艺程序编制及仿真

论文组合零件加工工艺程序编制及仿真毕业设计(论文)课题:组合零件加工工艺、程序编制及仿真系科:机械工程系专业:机械制造及自动化(数控)班级:机制054D姓名:指导教师:完成日期:摘要数控机床的组成部分包括测量系统、控制系统、伺服系统及开环或闭环系统,在对数控零件进行实际程序设计之前,了解各组成部分是重要的。
数控中,测量系统这一术语指的是机床将一个零件从基准点移动到目标点的方法。
目标点可以是钻一个孔、铣一个槽或其它加工操作的一个确定的位置。
用于数控机床的两种测量系统是绝对测量系统和增量测量系统。
绝对测量系统(亦称坐标测量系统)采用固定基准点(原点),所有位置信息正是以这一点基准。
换句话说,必须给出一个零件运动的所有位置相对于原始固定基准点的尺寸关系。
X和Y两维绝对测量系统,每维都以原点为基准。
增量测量系统有一个移动的坐标系统。
运用增量系统时,零件每移动一次,机床就建立一个新的原点(基准点)。
使用增量测量系统时的X和Y值。
注意,使用这个系统时,每个新的位置在X和Y轴上的值都是建立在前一个位置之上的。
这种系统的缺陷是,如果产生的任何错误没有被发现与校正,则错误会在整个过程中反复存在。
用于数控设备的控制系统通常有两类,即点位控制系统和连续控制系统。
点位控制数控系统机床(有时称为位置控制系统数控机床)只有沿直线运动的能力。
当沿两轴线以等值(X2.000,Y2.000)同时编程时,会形成45度斜线。
点位控制系统常用于需确定孔位的钻床和需进行直线铣削加工的铣床上,以一系列小步运动形成弧形和斜线。
然而,用这种方法时,实际加工轨迹与规定的切削轨迹略有不同。
(2)确定零件的加工方案,制定数控加工工艺路线。
如划分工序、安排加工顺序、处理与非数控加工工序的衔接等。
(3)加工工序的设计。
如选取零件的定位基准、装夹方案的确定、工步划分、刀具选择和确定切削用量等。
(4)数控加工程序的调整。
如选取对刀点和换刀点、确定坐标系和加工路线等。
车铣复合数控加工仿真系统的开发研究
车铣复合数控加工仿真系统的开发研究陶桂宝,安祥波(重庆大学机械工程学院,重庆400044)Research on Development of Simulation Sy stem for N C T urn -mill Complex M achiningTAO Gu-i bao,A N X iang -bo(Co llege o f M echanical Eng ineer ing,Cho ng qing U niversity,Chong qing 400044,China)摘要:介绍了开发车铣复合数控加工仿真系统的目的,给出了自主开发车铣复合数控加工仿真系统的方案和总体框架、模型建立以及开发过程中的关键性技术.关键词:车铣复合加工;运动模型;离散矢量;碰撞干涉;仿真系统中图分类号:T G659;T P391文献标识码:A文章编号:1001-2257(2010)03-0006-04收稿日期:2009-10-12基金项目:重庆市自然科学基金资助项目(CST S,2006BB3015)Abstract:The dev elo pment o f relevant sim ula -tion softw are,w hich is promo ted by the w idely use of turn -mill NC m achine too ls.T he paper intro -duces the pur pose o f developing simulatio n system fo r turn -mill co mplex machining ,and proposes the scheme and overall framew ork,mo deling as w ell as key technolo gy for developing simulation system o f turn -m ill complex machining.Key words:turn -mill co mplex m achining ;mov em ent mo del;discrete v ector;co llision and in -terfer ence;sim ulation system0 引言随着我国制造业装备的自动化水平不断提高,车铣复合数控机床的拥有量以及在机床中所占的比重大幅度地增加.为了提高使用效率,充分发挥其潜能,在加工过程中,通过双刀架或多刀架的同步操作来完成零件的多个工序加工,即多个加工程序同步运行变得行之有效,此时程序之间的协调、程序的优化和正式加工前的仿真工作就变得尤为重要.1 仿真系统开发方案目前常用的开发方案有4种:基于VC++和OpenGL 技术的开发;基于VC++与现有造型软件结合的开发;基于V RM L 技术的开发;基于现有CAD/CAM 软件的二次开发.VC++功能强大、灵活性好、完全可扩展,OpenGL 是一种硬件图形的软件接口,它包含了120多个图形函数,使用这些函数可以进行三维交互图形软件的开发设计.因此,仿真系统软件采用VC++6.0作为主开发软件,由M FC 微软基础类库建立系统的基本框架,应用面向对象方法创建了仿真系统中有关加工过程的各基本类.系统的几何模型主要用OpenGL 图形接口语言实现.程序执行虚拟加工过程所需的加工参数由Access 建立的切削数据库提供,Access 和VC++之间采用A DO 技术进行双向数据交换.2 系统开发的关键技术为了使模型的建立尽可能简单,而又不影响仿真功能,只需建立主轴、刀架、夹具和刀具的模型.在机床库中,存储了常用车铣复合数控机床的虚拟简化模型,针对特定的机床,只需从库中调出即可.在刀具库中,存储了常用的刀具,包括车刀和铣刀等.仿真系统的总体结构如图1所示.图1 仿真系统的总体结构2.1 NC 代码解释器[1]NC 代码解释器的主要功能是读入NC 程序、进行错误检查和数据翻译.其流程如图2所示.图2N C代码解释流程2.1.1NC程序的读入为了减少计算机的内存,同时进行实时动画仿真,NC程序的读入采用取出一条处理一条,直到最后一条加工程序段(M02或M30)为止.2.1.2错误检查错误检查是为了检验N C程序的正确性,解释器每检查到一条错误信息就将其存入缓存,当所有的程序行均被检验完后再显示全部错误信息,过程包括词法分析、语法分析和语义分析,对应的有词法错误、语法错误和逻辑错误.在N C程序中词法错误主要是指使用了机床不能识别的非法字符指令;语法错误主要有指令搭配错误、指令顺序错误、书写格式错误和极限错误.而语义错误是指NC程序段中存在不合逻辑的错误,包括加工顺序错误和加工参数错误.2.1.3数据翻译数据翻译是通过对N C代码的理解,获取刀具加工位置和运动趋势信息,生成刀具运动轨迹数据.在数控仿真中需要的信息有刀具的进给率、刀具的运动信息、使用的刀具号和刀具的补偿信息.而刀具的运动信息主要包括G00,G01,G02,G03等.2.2数控加工几何仿真技术2.2.1几何建模中常用的形体表示方法虚拟机床是虚拟加工过程的载体和核心,是由几何模型和运动模型构成.从几何的观点来看,数控机床是一个装配体,装配体中包含有很多零部件,这些零部件之间存在着某些约束关系、配合关系、位置关系和联接关系.通过有效简化的方法,可以认为零件由几何建模产生,而部件则是由零件装配形成.三维几何建模方法可划分为线框建模、表面建模和实体建模,三维实体几何模型的构建常见的有边界表示法、构造实体几何法、混合表示法、空间单元表示法、扫描法和参数化特征造型等.而本文采用的是B-Rep和CSG混合的建模方法.边界表示法(B-Rep)的基本思想是一个形体可以通过包容它的面来表示,面又通过构成此面的边来表示,边又通过它的两端点来表示,点通过3个坐标值来定义.此方法不仅描述物体的几何信息而且还包括拓扑信息,如图3所示.构造实体几何法(CSG)把任何一个复杂的形体看成由一些简单、规则的形体经过布尔运算得到.这个复杂的形体好比一棵树(CSG树),它的终端结点为基本体素(如立方体、球、圆柱和圆锥等),而中间结点为正则集合运算结点,如图4所示.图3边界表示法图4构造实体几何法混合模式是将B-Rep法与CSG法结合起来共同表示实体,它以CSG法为系统外部模型,以B-Rep法为系统内部模型,完整地表达物体的几何与拓扑信息.2.2.2机床运动模型数控机床的运动模型描述了在切削加工过程中,机床各运动部件的相对运动关系,特别是刀具与工件的相对运动关系.它涉及3个坐标系:世界坐标系、动坐标系和静坐标系,其中世界坐标系决定了整个机床的空间位置;动坐标系定义了被研究的机床零部件在运动时的参考坐标系.由于有了动坐标系,被研究的机床零部件的运动,可分解成动坐标系的直线运动和其相对于动坐标系的旋转运动;静坐标系固联在与被研究的机床零部件相连的零部件上,它反映动坐标系的运动.根据机构运动学理论,可以认为机床是由2条大的运动链构成,即÷刀具-机架"运动链(T F链)和÷工件-机架"运动链(P F链),其中每条运动链都由许多移动副或转动副串联而成.若用T表刀具,F 表机架,P表工件,M表移动副,R表转动副,那么TF链表示为T*M*R*F的形式,PF链表示为P*M*R*F的形式,整个机床表示为T*M*R *P形式.因此,任意机床的运动学模型都可以用刀具坐标系(A T)和工件坐标系(A P)之间的齐次坐标变换矩阵(A TP)来表示.同时A TP又可以分解为T F 链上的刀具坐标系与机床坐标系之间的坐标变换矩阵A TF,P F链上工件坐标系与机床坐标系之间的坐标变换矩阵A PF,即A T=A TP A P=A TF A PF A P由上式可知,要确定A T与A P的关系,只要确定A TF和A PF即可,而A TF,A PF分别是由TF链、PF 链上任意两相邻构件之间的坐标变换矩阵依次相乘而得.因此只要在T F链和PF链的各构件上依次固连构件坐标系,然后用A TFij和A PFij分别表示T F 链、PF链上任意两相邻构件i和j上固连坐标系之间的变换矩阵,即可求得坐标变换矩阵A TF和A PF 为:A TF=A TF12A TF23*A TF(n-1)nA PF=A PF12A PF23*A PF(n-1)n由于任意两相邻构件之间的关系或者是移动或者是转动,因此A TFij和A PFij只是表示简单的移动副或转动副,则任意结构数控机床的运动学模型表达式为[2]:A T=A TP A P=A TF A PF A P=A TF12A TF23*A TF(n-1)n A PF12A PF23*A PF(n-1)n A P对于多刀架、多主轴的复合机床,由于采用的是分别驱动各个刀具和主轴,因此各条T F,P F链相互独立,互不影响.多主轴、多刀架的机床运动模型如图5所示.图5机床运动模型2.2.3几何仿真技术数控加工几何仿真技术有直接实体造型法,基于图像空间的方法、离散矢量求交法和基于曲面技术的方法.本系统采用的是优化离散矢量求交法.基于离散矢量求交法是将零件表面按照一定的方式以一定的精度进行离散,用这些离散点来代替原曲面,计算每一个离散点在原曲面处的法矢,从该点沿法矢方向的直线与所定义的毛坯边界或与零件别的表面相交,交点与原离散点之间距离的最小值为该离散点法矢的初始长度.仿真计算时,从该离散点出发并沿该点法矢方向的直线与刀具运动形成的刀具包络体相交,如果交点到离散点的距离小于原来的法矢长度,则用交点距离代替原来的法矢长度,否则保留原来的法矢长度值.同时,采用三角片将这些毛坯法矢的终点依次连接,重构出加工表面,进行加工仿真显示,显示毛坯和加工的结果.离散矢量建模方法的仿真加工过程,实际上就是离散点沿其曲面法向矢量方向与刀具扫描体进行求交运算,及毛坯体的数据更新过程.此方法又分为均匀离散矢量法和优化离散矢量法.均匀离散矢量模型是最简单也是最常用的离散数学求交模型,它是将曲面沿某一坐标平面(如X O Y平面)投影,然后把投影面的包围盒均匀划分为M@N的网格,再沿着离散网格点的法矢方向(Z 方向)与原曲面求交,得到离散网格点在原曲面上的高度值,这些记录着原曲面高度值的离散点就称为Z-M A P点.仿真加工过程中,利用Z-M AP点的Z 向矢量与刀具扫描体求交,实现刀具对毛坯切削过程的仿真,如图6所示.优化离散矢量模型是建立在均匀离散矢量模型的基础上,利用局部加大网格划分密度的方法来提高仿真显示的质量.具体就是在均匀划分的网格图6 均匀离散矢量模型上,依照曲面的曲率变化程度,在曲率变化较大区域的网格边上增加一定数量的网格点,以加大网格划分的密度[3].如图7所示.图7 优化离散矢量模型2.3 干涉碰撞检测碰撞与干涉检测的基本方法包括包围盒检测法、分层检测法和法矢检测法.本系统则采用改进的包围盒检测法.包围盒检测法是对待检测的物体分别作包容盒,然后对包容盒进行求交运算,若不相交,则继续检测其它形体;若相交,则近一步对相交部位的形体进行棱边和面的求交计算.若交点在面内,则判定为形体相交,否则,检测其它形体.包容盒检测法的缺点是在用多面体逼近实际形体时,会产生较大的误差,特别在描述孔和曲面时误差更大,而增加多面体的面数,又会使求交计算效率大大降低.针对以上缺点,采用改进的包围盒检测法,即采用分步检测方法:粗检-细检-精检.其中粗检是为了快速排除明显不相交的物体对,细检是对粗检未排除的物体对进行进一步检测,检测出相交的区域,最后精检则是精确检测出物体多边形面片或基本体素之间相交的元素.现分述如下[4]:粗检阶段采用AABB 包围盒方法.首先构建所有物体的AABB 包围盒;然后再将它们分别沿X ,Y,Z 坐标轴投影.当2个物体的AABB 包围盒在3个坐标轴上的投影均有重叠部分时,则表示这2个物体的AABB 包围盒相交,否则排除.细检阶段采用FDH 包围盒方法.首先对粗检确定相交的物体构造FDH 包围盒,采用至顶向下的方法构造包围盒层次二叉树,直到每个包围盒只包含一个基本几何元素为止;其次在进行干涉检测时,从根节点遍历包围盒层次树,如果进行干涉检测的2个物体的根节点包围盒(包括物体所有三角面片集合的结点)不相交,那么这2个物体不相交,否则继续进行下一级的包围盒的干涉检测.如果在某个节点上2个包围盒不相交,那么以该节点为根节点的子树就不用再检测.当检测到叶节点(仅包含1个三角面片的结点)时,如果叶节点包围盒相交就要进行基本几何元素的相交检测,否则这2个基本几何元素不相交,这样通过由粗到细的检测,可以提前剔出不可能相交的物体块.精检阶段是通过对包围盒内的基本几何元素,即三角形面片进行相交测试,来精确检测是否发生碰撞干涉.3 结束语开发了针对现有的主要车铣复合数控机床的仿真系统,通过仿真加工,及时地发现加工程序出现的问题,如过切、欠切,干涉和碰撞等,便于对NC 程序进行修改,对多个程序进行协调,使加工过程达到最优化,从而大大提高实际加工的效率,缩短了生产周期.参考文献:[1] 陈乐尧,等.数控加工过程仿真中N C 程序的检错与翻译技术[J].机床与液压,2006,(11):227-229.[2] 何志伟,等.数控加工过程建模和仿真的研究与应用[J].组合机床与自动化加工技术,2004,(3):5-7.[3] 黄明吉.虚拟数控技术及应用[M ].北京:化学工业出版社,2005.[4] 李 静,等.数控加工仿真中的碰撞干涉检测算法研究[J].黑龙江科技信息,2008,(14):50-51.作者简介:陶桂宝 (1959-),男,浙江义乌人,博士,副教授,硕士研究生导师,研究方向为机电一体化技术、车间集成控制管理、网络化制造、机床设计和数控加工等.。
车铣复合数控机床

车铣复合数控机床摘要:车铣复合数控机床是一种集车床和铣床功能于一体的机床,广泛应用于制造业领域。
本文详细介绍了车铣复合数控机床的原理、结构和工作方式,并探讨了其在制造业中的应用前景。
1. 引言车铣复合数控机床是一种具有车床和铣床功能的多功能机床。
随着制造业的发展和对产品精度和效率要求的提高,车铣复合数控机床被越来越广泛地应用于各个领域。
本文将详细介绍车铣复合数控机床的原理、结构和工作方式,以及其在制造业中的应用前景。
2. 原理车铣复合数控机床的原理是通过数控系统控制机床进行切削加工。
该机床由车床主轴和铣床主轴组成,通过数控系统控制两个主轴的运动,实现对工件的车削和铣削。
数控系统根据工件形状和尺寸的要求,生成相应的加工程序,控制主轴的运动轨迹和切削参数,从而实现精密加工。
3. 结构车铣复合数控机床的结构由机床主体、刀塔、工作台、进给系统、液压系统等部分组成。
机床主体是整个机床的支撑结构,刀塔用于安装切削工具,工作台用于夹持工件。
进给系统通过数控系统控制工作台和刀塔的移动,实现切削加工。
液压系统用于提供机床的动力。
4. 工作方式车铣复合数控机床的工作方式可以分为手动模式和自动模式。
在手动模式下,操作员可以通过操作面板手动控制机床进行切削加工。
在自动模式下,操作员只需输入工件的加工程序和相关参数,数控系统将自动控制机床进行加工,实现高效、精密的切削加工。
5. 应用前景车铣复合数控机床具有多种优点,如节省空间、提高生产效率、降低人工成本等。
因此,在制造业中得到了广泛应用。
特别是在汽车制造、航空航天、模具制造等领域,车铣复合数控机床可以实现复杂形状的加工,提高生产效率和产品质量。
6. 总结车铣复合数控机床是一种功能强大的机床,通过数控系统的控制,可以实现车床和铣床的多种切削加工。
其在制造业中有着广泛的应用前景,可以提高生产效率、降低成本、提高产品质量。
随着制造业的发展,车铣复合数控机床的应用前景将更加广阔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车铣复合论文:车铣复合加工仿真数控代码编译同步技术原型系统【中文摘要】车铣复合加工中心是新一代的高端数加工控设备,它在复杂零件制造上具有效率高、精度高的优势。
虽然车铣复合加工技术发展了20年,车铣复合加工数控设备利用率却不高,很多的车铣复合加工中心仅仅作为数控车床在使用,数控编程技术、加工工艺规划、后置处理技术、仿真技术研究和应用不足是主要原因。
而开发一个车铣复合加工仿真系统可以解决检验数控程序是否正确的问题。
本文研究车铣复合加工仿真系统中的关键技术,并开发车铣复合加工仿真原型系统,实现对车铣复合加工仿真软件的开发。
主要研究内容与成果如下:首先,根据车铣复合加工数控代码的特点,设计了一个车铣复合加工数控代码编译器。
以Visual C++为编译器的软件开发工具,通过加载GRETA正则表达式类为匹配和分析工具来加快编译速度与效率。
数控代码编译器可以实现对数控程序的读取、检验和译码的功能,为仿真加工系统提供了准确的刀具位置信息。
其次,基于五轴车铣加工中刀具的运动特点,推导出刀位点与刀轴矢量的位置公式,通过刀位点与离散工件求交,实现了车削的材料去除点的判断。
而铣削材料去除算法是通过建立刀具模型,根据刀具扫掠包络的原理,采用刀具扫掠面的显示表达求出刀具扫掠面方程,从而利用刀具扫掠体与离散工件的求交,实现材料去除点的判断。
根据钻削加工轨迹,求出了钻削加工的材料去除范围,实现钻削的材料去除算法。
同时,研究对了运动仿真原理、插补离散的方法,实现了运动仿真。
再次,通过对车铣复合加工中同步加工技术和同步加工原理的研究,提出了同步车外圆、同步车端面、同步车外圆和钻(镗)孔、同步铣削和同步径向钻孔等5种加工策略。
同时,研究了同步加工策略对加工工艺参数和加工精度的影响,提出了整体和局部的同步加工工艺规划的方法。
最后,根据以上对关键技术的研究成果,利用Visual C++开发软件和OpenGL图形处理工具,开发了车铣复合加工仿真原型系统。
该原型系统实现对数控代码的操作(读取、校验、译码、修改),毛坯和刀具模型的参数化选择及变换操作(移动、旋转、缩放),加工仿真,同步加工等操作。
【英文摘要】Turn-milling center is a new generation of high-end CNC equipment that has high efficiency and high precision advantage in complex parts manufacturing. Although the technology of turn-milling complex machine has developed 20 years, turn-milling CNC equipment utilization is not high and a lot of turn-milling centers are only used as a lathe CNC. To this end, a turn-milling complex machining simulation system can test the NC program. In this paper, the key technologies of turn-milling complex machine simulation system are studied and the prototype system is developed that realize the developing of turn-milling complex machining simulation software. The main contents and results are as follows:Firstly, according to features of NC code for turn-milling complexmachine, a compiler for turn-milling complex CNC system is designed. The compiler is developed by Visual C + + software and loading GRETA regular expression classes which accelerate the compilation speed and efficiency as match and analysis tools. The compiler can read, test and decoding the NC program and provides accurate tool location information data for the processing simulation.Secondly, the formula for tool point and axis vector are derived based on the tool movement features in five-axis turn-milling machine. The material removal point for turning is determined by tool point and the discrete intersection. The milling material removal method is: the tool model is established ; according to the principle of tool swept envelope, the tool swept surface equation is obtained by using display expression of tool swept surface; using the intersection of tool swept volume and discrete parts to achieve the point determine of material removal. To achieve drilling material removal algorithm, the range of drilling material removal is fond according to drilling trajectory. Meanwhile, the principles of motion simulation, discrete methods on interpolation are also been studied to achieve the motion simulation.Thirdly, through the research on technology and theory of synchronous processing in turn-milling machine, fivesynchronized strategies which are synchronous cylindrical turning, synchronous face turning, synchronous cylindrical turning and drilling/boring, synchronous milling and synchronous radial drilling have put forward. Meanwhile, the impact of synchronous processing strategies on process parameters and machining accuracy are researched. Also, the overall and the local process planning are designed for synchronous processing for the synchronizationprocess.Finally, based on the results of these studies, a prototype system of turn-milling complex process simulation system is developed by using Visual C + + software and OpenGL graphics tools. The prototype system can realize the operation of NC code (read, verify, decode, modify), the selection on parameters of rough model, the transformation of workpiece model (move, rotate, zoom), process simulation, synchronous processing and other operations.【关键词】车铣复合加工仿真数控代码编译同步技术原型系统【英文关键词】Turn-milling complex Process simulation NC code compiler Synchronous technology Prototype system【目录】车铣复合加工仿真系统关键技术研究及原型系统开发摘要3-4ABSTRACT4-5 1 绪论9-19 1.1 车铣复合加工现状9-14 1.2 数控加工仿真技术研究现状14-16 1.2.1 数控加工仿真技术14 1.2.2 国内外研究现状14-16 1.3 论文研究内容及意义16-17 1.3.1 研究内容16 1.3.2 研究意义16-17 1.4 小结17-19 2 仿真系统的总体设计19-23 2.1 关键技术分析19-20 2.2 总体分析与模块设计20 2.3 工作流程与界面设计20-22 2.4 小结22-23 3 NC 代码编译器的设计23-35 3.1 数控代码编译原理23-24 3.2 车铣复合数控代码程序特点24-25 3.3 数控代码编译实现25-34 3.3.1 词法分析26-27 3.3.2 语法分析27-28 3.3.3 语义分析28 3.3.4 数控代码译码28 3.3.5 编译器实现28-34 3.4 小结34-35 4 五轴车铣复合加工仿真算法的研究35-61 4.1 五轴数控加工仿真概述35 4.2 工件离散35-38 4.2.1 工件离散模型的建立35-36 4.2.2 简化的工件模型36-37 4.2.3 工件离散模型的实现37-38 4.3 车削材料去除算法38-42 4.3.1 刀位点和刀轴矢量的确定38-40 4.3.2 材料去除范围判断40-42 4.4 铣削材料去除算法42-52 4.4.1 刀具扫掠体的确定43-47 4.4.2 材料去除判断方法47-48 4.4.3 各种铣削方式的材料去除范围48-52 4.5 钻削材料去除算法52-54 4.6 动态仿真实现54-58 4.6.1 运动仿真实现54-55 4.6.2 插补离散算法55-57 4.6.3 仿真算法的实现57-58 4.7 小结58-61 5 同步加工技术的研究61-71 5.1 同步加工概述61 5.2 同步加工策略61-65 5.2.1 同步车外圆61-63 5.2.2 同步车端面63-64 5.2.3 同步车外圆和钻(镗)孔64 5.2.4 同步铣削和同步径向钻孔64-65 5.3 同步协调优化65-70 5.3.1 同步策略对加工参数的影响65-66 5.3.2 同步加工工艺规划66-68 5.3.3同步加工工艺规划应用68-70 5.4 小结70-71 6 原型系统的开发与实现71-81 6.1 软件开发平台71 6.2 软件功能与模块71-74 6.3 典型零件同步仿真实例74-79 6.3.1 仿真对象分析74-75 6.3.2 预处理75-78 6.3.3 仿真过程与分析78-79 6.4 小结79-817 全文总结与展望81-837.1 全文总结817.2 今后工作展望81-83致谢83-85参考文献85-89附录89 A. 作者在攻读学位期间发表的论文目录89【采买全文】1.3.9.9.38.8.4.8 1.3.8.1.13.7.2.1 同时提供论文写作一对一辅导和论文发表服务.保过包发.【说明】本文仅为中国学术文献总库合作提供,无涉版权。