钣金螺纹翻孔尺寸
钣金件设计规范
钣金件设计规范拟制: 日期:审核: 日期:审核: 日期:批准: 日期:修订记录目录1 钣金材料厚度公差 (4)1.1普通铁板 DC01 (4)1.2耐指纹板(敷锌板) SECC (4)1.3不锈铁板 SUS430 (4)1.4不锈钢板 SUS301、SUS304 (4)2 数控机床加工能力 (5)2.1数控折弯机床折弯能力 (5)2.1.1一次折弯最小尺寸 (5)2.1.2二次折弯最小尺寸 (5)2.1.3孔边缘距折弯最小尺寸 (5)2.1.4默认折弯内圆角不为0的折弯模具 (6)2.1.5折弯注意事项 (6)2.2 数控冲床加工能力 (7)2.2.1凸台加工 (7)2.2.2翻孔攻丝 (8)2.2.3外圆角的加工 (8)2.2.4凸出或凹入部分宽度 (9)2.2.5孔与孔、孔与边缘之间的距离 (9)2.2.6槽内折弯时冲裁槽的宽度 (9)3 钣金开模加工能力 (10)3.1 钣金开模成型能力 (10)3.2 钣金开模加工能力 (10)3.2.1钣金开模凸台工艺要求 (10)3.2.2加强筋设计 (11)3.2.3凸出或凹入部分宽度 (11)3.2.4孔与孔、孔与边缘之间的距离 (12)4 激光切割机床加工能力 (12)5 保护面和毛刺面 (13)6 毛刺处理要求 (14)7 其他设计要求 (14)附录 (16)附录1:数控折弯机床模具参数 (16)附录2:圆形翻孔设计 (16)附录3:翻孔攻丝上模尺寸 (18)附录4:数控冲裁钣金件精度 (18)附录5:数控冲床可冲裁的最小圆角半径 (19)附录6:数控折弯机的折弯精度 (19)附录7:模具冲裁钣金件精度 (19)附录8:钣金模具可冲裁的最小圆角半径 (20)附录9:钣金模具折弯精度 (21)附件10:冲裁断面状态说明 (21)附件11:激光切割机床加工精度 (22)1 钣金材料厚度公差目前公司常用的钣金材料有普通铁板(DC01)、耐指纹板(敷锌板、SECC)、不锈铁板(SUS430)、不锈钢板(SUS304)、不锈钢带(SUS301、SUS304)。
钣金设计规范(1)

钣金设计规范一.范围本设计规范规定了钣金件设计的一般要求和UPS需注意的要求本设计规范适用于UPS产品中使用的钣金零件,其它产品可参考使用二.常用板金材料及加工工艺1. 常用的钣金材料对照表2.常用钣金材料,厚度,规格,表面保护处理。
(1)电镀锌钢板(SECC):耐指纹,具有很优越的耐蚀性,及有较佳的烤漆性,而且保持了冷轧板的加工性。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0用途:UPS机壳、门板、面板及内部结构件。
(2)冷轧板(SPCC): 无防锈能力,表面需电镀或烤漆。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、3.0用途: 山特仅使用3mm SPCC,表面电镀或烤漆。
(3)覆铝锌钢板(SGLD): 是一种包含富铝及富锌的多相合金材料,外观美观,耐划伤性能,耐蚀性,其能力比SGCC高出很多。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、3.0用途:常用于热插拔模块,但价格较贵。
(4)铝板(AL):强度较低,成形性能优良,焊接性和耐腐蚀性好,散热能力强。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、2.5、3.0、4.0、5.0用途:使用时表面需做拉丝氧化处理,常用于要求重量轻机器上。
(5)热浸锌钢板(SGCC):外观美观,有两种锌花,小锌花,很难看出锌花;大锌花很明显的可以看到那种六边形的花块。
具有耐蚀性、上漆性、成形性、点焊性。
常用板厚:0.8、1.0、1.2、1.5、2.0、3.0用途:用在对外观要求较好的地方,因价格较贵,基本用SECC代替。
3.NCT钣金加工(1)冲孔要求钣金上的开孔尺寸一般大于板厚,否则易损伤模具。
NCT冲压的最小孔径见附表(2)孔距边缘的距离小于料厚时,冲方孔会导致边缘被翻起,方孔越大翻边越明显。
NCT冲(3)攻芽孔:由于直接攻芽会形成毛刺,因此在攻芽孔正反面加冲一小沙拉孔,可避免此现象的发生。
(4)NCT冲沙孔的成形深度一般不大于85%(T<2.5mm)(5)由于铝材比较软上下模间隙稍微偏大,则很容易产生毛刺,特别是在冲网孔时,可明显看出.(解决方法:减小上下模的间隙).(6)NCT冲半剪凸点的高度不超过0.6T,如大于0.6T则极易脱落。
翻孔攻丝与螺母-尺寸参数与比较
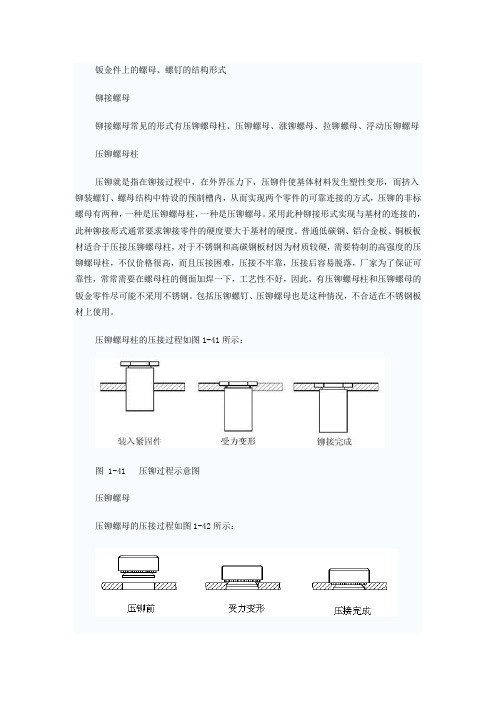
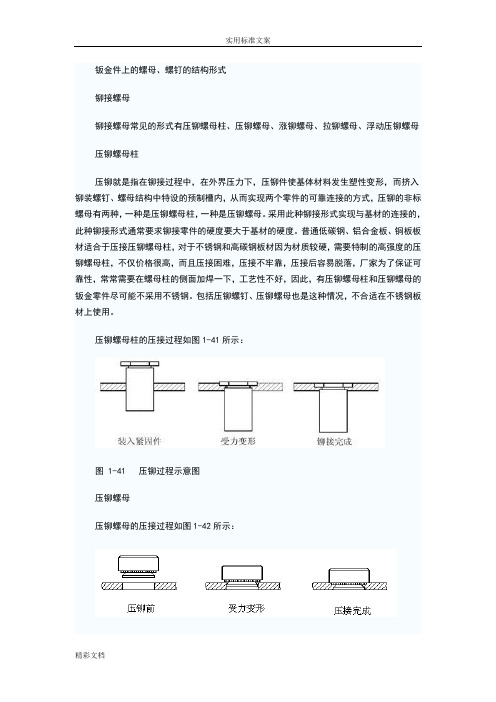
钣金件上的螺母、螺钉的结构形式铆接螺母铆接螺母常见的形式有压铆螺母柱、压铆螺母、涨铆螺母、拉铆螺母、浮动压铆螺母压铆螺母柱压铆就是指在铆接过程中,在外界压力下,压铆件使基体材料发生塑性变形,而挤入铆装螺钉、螺母结构中特设的预制槽内,从而实现两个零件的可靠连接的方式,压铆的非标螺母有两种,一种是压铆螺母柱,一种是压铆螺母。
采用此种铆接形式实现与基材的连接的,此种铆接形式通常要求铆接零件的硬度要大于基材的硬度。
普通低碳钢、铝合金板、铜板板材适合于压接压铆螺母柱,对于不锈钢和高碳钢板材因为材质较硬,需要特制的高强度的压铆螺母柱,不仅价格很高,而且压接困难,压接不牢靠,压接后容易脱落,厂家为了保证可靠性,常常需要在螺母柱的侧面加焊一下,工艺性不好,因此,有压铆螺母柱和压铆螺母的钣金零件尽可能不采用不锈钢。
包括压铆螺钉、压铆螺母也是这种情况,不合适在不锈钢板材上使用。
压铆螺母柱的压接过程如图1-41所示:图 1-41 压铆过程示意图压铆螺母压铆螺母的压接过程如图1-42所示:图 1-42 压铆过程示意图涨铆螺母涨铆就是指在铆接过程中,铆装螺钉或螺母的部分材料在外力作用下发生塑性变形,与基体材料形成紧配合,从而实现两个零件的可靠连接的方式。
常用的ZRS等等就是采用此种铆接型式实现与基材的连接的。
涨铆工艺比较简单,连接强度较低,通常用在对紧固件高度有限制,且承受扭距不大的情况。
如图1-43所示:图1-43涨铆过程示意图拉铆螺母拉铆是指在铆接过程中,铆接件在外界拉力的作用下,发生塑性变形,其变形的位置通常在专门设计的部位,靠变形部位夹紧基材来实现可靠的连接。
常用的拉铆螺母就是采用此种铆接型式实现与基材的连接的。
拉铆使用专用的铆枪进行铆接,多用在安装空间较小,无法使用通用铆接工装的情况,例如封闭的管材。
如图1-44所示:图 1-44拉铆过程示意图浮动压铆螺母有些钣金结构上的铆装螺母,因为整体机箱结构复杂,结构的积累误差太大,以致这些铆装螺母的相对位置误差很大,造成其它零件装配困难,在相应的压铆螺母位置上采用压铆式浮动螺母后,很好的改善了这一情况。
常用螺纹底孔尺寸表-螺纹孔尺寸标准

常用螺纹底孔尺寸表-螺纹孔尺寸标准螺纹孔尺寸标准是指机械零件上用来安装螺纹连接件的孔的尺寸标准。
螺纹连接是机械制造中常用的一种连接方式,它通过螺纹孔和螺纹柱的配合来实现零件的连接。
螺纹孔尺寸标准的制定对于保证螺纹连接的质量和可靠性具有重要意义。
下面我们将介绍一些常用的螺纹底孔尺寸表和螺纹孔尺寸标准。
1. 螺纹底孔尺寸表。
螺纹底孔是指螺纹孔的底部部分,它的尺寸标准包括底孔直径和底孔深度两个方面。
螺纹底孔的尺寸标准一般由国家标准或行业标准规定。
下面是一些常用的螺纹底孔尺寸表:1)M 系列螺纹底孔尺寸表。
M 系列螺纹是国际上常用的一种螺纹标准,它包括M1-M68 共75 种螺纹规格。
M 系列螺纹的底孔尺寸表一般按照国际标准 ISO 261 和 ISO 724 规定,其中规定了每种螺纹规格的底孔直径和底孔深度。
2)UNC/UNF 系列螺纹底孔尺寸表。
UNC/UNF 系列螺纹是美国常用的一种螺纹标准,它包括UNC(Unified National Coarse Thread)和UNF(Unified National Fine Thread)两种螺纹规格。
UNC/UNF 系列螺纹的底孔尺寸表一般按照美国国家标准 ANSI/ASME B1.1 规定,其中规定了每种螺纹规格的底孔直径和底孔深度。
3)GB/T 5286-85 螺纹底孔尺寸表。
GB/T 5286-85 是中国国家标准中关于螺纹底孔尺寸的标准,它规定了M 系列螺纹的底孔尺寸,包括底孔直径和底孔深度。
2. 螺纹孔尺寸标准。
螺纹孔的尺寸标准包括孔径、螺距、螺纹高度和螺纹角度等方面。
螺纹孔的尺寸标准一般由国家标准或行业标准规定。
下面是一些常用的螺纹孔尺寸标准:1)ISO 螺纹孔尺寸标准。
ISO(International Organization for Standardization)是国际标准化组织,它制定了一系列关于螺纹孔尺寸的国际标准,包括ISO 68、ISO 261、ISO 965 等。
钣金设计规范
钣金设计规范一.范围本设计规范规定了钣金件设计的一般要求和UPS需注意的要求本设计规范适用于UPS产品中使用的钣金零件,其它产品可参考使用二.常用板金材料及加工工艺2.常用钣金材料,厚度,规格,表面保护处理。
(1)电镀锌钢板(SECC):耐指纹,具有很优越的耐蚀性,及有较佳的烤漆性,而且保持了冷轧板的加工性。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0用途:UPS机壳、门板、面板及内部结构件。
(2)冷轧板(SPCC): 无防锈能力,表面需电镀或烤漆。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、3.0用途: 山特仅使用3mm SPCC,表面电镀或烤漆。
(3)覆铝锌钢板(SGLD): 是一种包含富铝及富锌的多相合金材料,外观美观,耐划伤性能,耐蚀性,其能力比SGCC高出很多。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、3.0用途:常用于热插拔模块,但价格较贵。
(4)铝板(AL):强度较低,成形性能优良,焊接性和耐腐蚀性好,散热能力强。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、2.5、3.0、4.0、5.0用途:使用时表面需做拉丝氧化处理,常用于要求重量轻机器上。
(5)热浸锌钢板(SGCC):外观美观,有两种锌花,小锌花,很难看出锌花;大锌花很明显的可以看到那种六边形的花块。
具有耐蚀性、上漆性、成形性、点焊性。
常用板厚:0.8、1.0、1.2、1.5、2.0、3.0用途:用在对外观要求较好的地方,因价格较贵,基本用SECC代替。
3.NCT钣金加工(1)冲孔要求钣金上的开孔尺寸一般大于板厚,否则易损伤模具。
NCT冲压的最小孔径见附表(2)孔距边缘的距离小于料厚时,冲方孔会导致边缘被翻起,方孔越大翻边越明显。
(3)攻芽孔:由于直接攻芽会形成毛刺,因此在攻芽孔正反面加冲一小沙拉孔,可避免此现象的发生。
(4)NCT冲沙孔的成形深度一般不大于85%(T<2.5mm)(5)由于铝材比较软上下模间隙稍微偏大,则很容易产生毛刺,特别是在冲网孔时,可明显看出.(解决方法:减小上下模的间隙).(6)NCT冲半剪凸点的高度不超过0.6T,如大于0.6T则极易脱落。
02钣金件设计规范(建议收藏)
钣金Metal Plate一种加工工艺,钣金至今为止尚未有一个比较完整的定义。
根据国外某专业期刊上的一则定义,可以将其定义为:钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、铆接、拼接、成型(如汽车车身)等。
其显著的特征就是同一零件厚度一致。
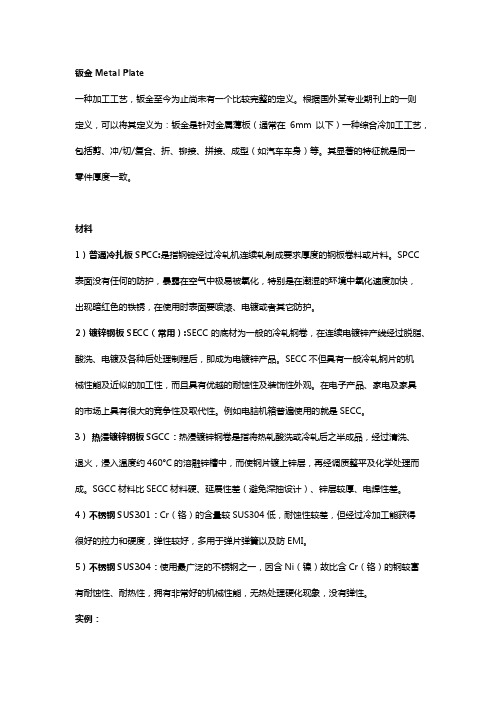
材料1)普通冷扎板 SPCC:是指钢锭经过冷轧机连续轧制成要求厚度的钢板卷料或片料。
SPCC 表面没有任何的防护,暴露在空气中极易被氧化,特别是在潮湿的环境中氧化速度加快,出现暗红色的铁锈,在使用时表面要喷漆、电镀或者其它防护。
2)镀锌钢板SECC(常用):SECC的底材为一般的冷轧钢卷,在连续电镀锌产线经过脱脂、酸洗、电镀及各种后处理制程后,即成为电镀锌产品。
SECC不但具有一般冷轧钢片的机械性能及近似的加工性,而且具有优越的耐蚀性及装饰性外观。
在电子产品、家电及家具的市场上具有很大的竞争性及取代性。
例如电脑机箱普遍使用的就是SECC。
3)热浸镀锌钢板SGCC:热浸镀锌钢卷是指将热轧酸洗或冷轧后之半成品,经过清洗、退火,浸入温度约460°C的溶融锌槽中,而使钢片镀上锌层,再经调质整平及化学处理而成。
SGCC材料比SECC材料硬、延展性差(避免深抽设计)、锌层较厚、电焊性差。
4)不锈钢SUS301:Cr(铬)的含量较SUS304低,耐蚀性较差,但经过冷加工能获得很好的拉力和硬度,弹性较好,多用于弹片弹簧以及防EMI。
5)不锈钢SUS304:使用最广泛的不锈钢之一,因含Ni(镍)故比含Cr(铬)的钢较富有耐蚀性、耐热性,拥有非常好的机械性能,无热处理硬化现象,没有弹性。
实例:DC51D+Z80 (D:表示冷成形用扁平钢材;C:代表基板冷轧基板;51:用以代表钢级序列号;D:代表热镀;DC51+Z表示用冷成形的扁平钢材,经冷轧工艺加工而成的51#钢板,表面镀锌处理,Z80g表示板的镀锌量,即每平方米板镀锌量为80g。
37.钣金攻丝需注意的事项

钣金攻丝需注意的事项
1.一般情况下不受力或者钣金自重小于5KG的连接螺纹孔直接在钣金件上攻丝,有较大受力要求时焊接螺母
攻丝和焊接螺母的底孔大小
2.板厚板厚2mm的钢板适于翻边攻丝,相应的厚板不适于翻孔攻丝
3.攻丝对于材质硬度、板厚及底孔大小均有严格要求。
4.为保证螺纹质量一般不提倡在铝板上直接攻丝,如必须在铝材上攻丝则需要保证足够的螺纹深度(一般要求在3mm以上)。
5.注意:在板材上直接攻丝的零件避免用激光切割,以免由于切割处加热而提高材质硬度,导致攻丝困难。
翻孔攻丝与螺母尺寸参数与比较(精)

钣金件上的螺母、螺钉的结构形式铆接螺母铆接螺母常见的形式有压铆螺母柱、压铆螺母、涨铆螺母、拉铆螺母、浮动压铆螺母压铆螺母柱压铆就是指在铆接过程中,在外界压力下,压铆件使基体材料发生塑性变形,而挤入铆装螺钉、螺母结构中特设的预制槽内,从而实现两个零件的可靠连接的方式,压铆的非标螺母有两种,一种是压铆螺母柱,一种是压铆螺母。
采用此种铆接形式实现与基材的连接的,此种铆接形式通常要求铆接零件的硬度要大于基材的硬度。
普通低碳钢、铝合金板、铜板板材适合于压接压铆螺母柱,对于不锈钢和高碳钢板材因为材质较硬,需要特制的高强度的压铆螺母柱,不仅价格很高,而且压接困难,压接不牢靠,压接后容易脱落,厂家为了保证可靠性,常常需要在螺母柱的侧面加焊一下,工艺性不好,因此,有压铆螺母柱和压铆螺母的钣金零件尽可能不采用不锈钢。
包括压铆螺钉、压铆螺母也是这种情况,不合适在不锈钢板材上使用。
压铆螺母柱的压接过程如图1-41所示:图 1-41 压铆过程示意图压铆螺母压铆螺母的压接过程如图1-42所示:图 1-42 压铆过程示意图涨铆螺母涨铆就是指在铆接过程中,铆装螺钉或螺母的部分材料在外力作用下发生塑性变形,与基体材料形成紧配合,从而实现两个零件的可靠连接的方式。
常用的ZRS 等等就是采用此种铆接型式实现与基材的连接的。
涨铆工艺比较简单,连接强度较低,通常用在对紧固件高度有限制,且承受扭距不大的情况。
如图1-43所示:图1-43涨铆过程示意图拉铆螺母拉铆是指在铆接过程中,铆接件在外界拉力的作用下,发生塑性变形,其变形的位置通常在专门设计的部位,靠变形部位夹紧基材来实现可靠的连接。
常用的拉铆螺母就是采用此种铆接型式实现与基材的连接的。
拉铆使用专用的铆枪进行铆接,多用在安装空间较小,无法使用通用铆接工装的情况,例如封闭的管材。
如图1-44所示:图 1-44拉铆过程示意图浮动压铆螺母有些钣金结构上的铆装螺母,因为整体机箱结构复杂,结构的积累误差太大,以致这些铆装螺母的相对位置误差很大,造成其它零件装配困难,在相应的压铆螺母位置上采用压铆式浮动螺母后,很好的改善了这一情况。
翻孔攻丝与螺母尺寸全参数与比较
钣金件上的螺母、螺钉的结构形式铆接螺母铆接螺母常见的形式有压铆螺母柱、压铆螺母、涨铆螺母、拉铆螺母、浮动压铆螺母压铆螺母柱压铆就是指在铆接过程中,在外界压力下,压铆件使基体材料发生塑性变形,而挤入铆装螺钉、螺母结构中特设的预制槽内,从而实现两个零件的可靠连接的方式,压铆的非标螺母有两种,一种是压铆螺母柱,一种是压铆螺母。
采用此种铆接形式实现与基材的连接的,此种铆接形式通常要求铆接零件的硬度要大于基材的硬度。
普通低碳钢、铝合金板、铜板板材适合于压接压铆螺母柱,对于不锈钢和高碳钢板材因为材质较硬,需要特制的高强度的压铆螺母柱,不仅价格很高,而且压接困难,压接不牢靠,压接后容易脱落,厂家为了保证可靠性,常常需要在螺母柱的侧面加焊一下,工艺性不好,因此,有压铆螺母柱和压铆螺母的钣金零件尽可能不采用不锈钢。
包括压铆螺钉、压铆螺母也是这种情况,不合适在不锈钢板材上使用。
压铆螺母柱的压接过程如图1-41所示:图 1-41 压铆过程示意图压铆螺母压铆螺母的压接过程如图1-42所示:图 1-42 压铆过程示意图涨铆螺母涨铆就是指在铆接过程中,铆装螺钉或螺母的部分材料在外力作用下发生塑性变形,与基体材料形成紧配合,从而实现两个零件的可靠连接的方式。
常用的ZRS等等就是采用此种铆接型式实现与基材的连接的。
涨铆工艺比较简单,连接强度较低,通常用在对紧固件高度有限制,且承受扭距不大的情况。
如图1-43所示:图1-43涨铆过程示意图拉铆螺母拉铆是指在铆接过程中,铆接件在外界拉力的作用下,发生塑性变形,其变形的位置通常在专门设计的部位,靠变形部位夹紧基材来实现可靠的连接。
常用的拉铆螺母就是采用此种铆接型式实现与基材的连接的。
拉铆使用专用的铆枪进行铆接,多用在安装空间较小,无法使用通用铆接工装的情况,例如封闭的管材。
如图1-44所示:图 1-44拉铆过程示意图浮动压铆螺母有些钣金结构上的铆装螺母,因为整体机箱结构复杂,结构的积累误差太大,以致这些铆装螺母的相对位置误差很大,造成其它零件装配困难,在相应的压铆螺母位置上采用压铆式浮动螺母后,很好的改善了这一情况。