EDM操作与保养
EDM技工手册
加工图符合要求,数据清楚,纸面洁净,新模的加工图要有主管的签名,加工图的各栏已填写。
有品质部的合格标识。
工件件号与加工图和散件图上的件号相同。
已经与制作组长或技工做过技术咨询。
对能加工到的部位,已经有开粗。
加工单上EDM以上工序均已填满。
制定
审核
批准
深圳市华益盛模具有限公司
按照《日工作编排表》工作
工作场所的整理
按照5s要求执行。
铜公按照待加工、已加工、正加工分类摆放。
工件、铜公、量具、图纸等摆放整齐。
机床的清洁。
工作场所地面的清洁。
已加工工件、铜公、闲置工具、量具的回仓。
下班工作交接
同上班交接事宜。
火花机加工的流程
制定
审核
批准
深圳市华益盛模具有限公司
Shenzhen huayisheng mould co.,Ltd
较电极前,先将机头上角度刻度调至零。
分中取数时的注意事项:
分中取数前,首先要确保工件碰数处、铜公等无飞边毛刺和油污存在,如有,彻底清除。
先检查分中掣,保证已打开,并用导电体测试。
只要够行程,都要直接在工件边上分中。
在Z轴同一高度下进行,即Z轴数值相同。
当行程不够,采用如下方法:
-分X轴,Y轴方向要前后移动;分Y轴,X轴方向要前、后移动,以蜂鸣声不停为准。
在你火花技工这一岗位上,曾发生手、脚砸伤,手部灼伤等工伤,所以提醒你在工作中一定要小心谨慎,消除侥幸心理,增强安全意识。
下面,是本岗位安全注意事项,请务必熟记并在工作中严格履行。
搬运作业安全注意事项:
徒手搬运工件时,总重量不能超过20公斤。
重量超过20公斤之工件的搬运一定用借助模车、吊车等工具。
电火花穿孔机电极安全操作及保养规程
电火花穿孔机电极安全操作及保养规程电火花穿孔机(EDM)是一种通过放电形成放电通道的机械加工技术,广泛应用于各种复杂形状工件的加工。
EDM机起源于20世纪初期,随着电子技术、控制技术的不断发展和数控加工的普及,EDM机已经成为现代高级制造业中不可或缺的一种加工工具。
不过,对于EDM机操作者来说,了解机器的安全操作及保养规程也同样重要。
1. 机器安全操作1.1 空载运行在开机前,首先需要检查所有的联接线路和接头,确认没有松动和接触问题。
确保机器处于稳定的工作状态下。
然后通过空载运行,检查机器是否正常,有无异常声音和振动,同时也可以预热机器让其达到正常工作温度,提高工作效率。
1.2 放电加工时需要注意的事项在EDM机加工过程中,放电电极及工件要保持一定稳定位置,以防止放电斜喷和绿色伤痕的产生。
此外,还应注意如下几点:1.电极不宜过长,以免弯曲或折断;2.放电结束后,应立即停止电极下降,提高上电极;3.正确选择放电电极、油和油隆系统,并按不同的工件作要求进行设置;4.坚决遵守电极的切换规程;5.防止过料,确保机器处于正常工作状态下。
1.3 机器的正确关机操作关机时应将工件和电极清洗干净,将样板和润滑剂放回原处,并将电解质、润滑剂和截流器收回到专用容器中。
此外,还要记得关机后再次检查电解质是否有漏出,如果有的话,要及时清理。
2. 机器的保养规程2.1 控制机器的正常工作状态在机器使用过程中,要定期清洁机器的所有部分,尤其是放电通道和油路系统。
每天开机前都要检查油状态,及时调整油的浓度和水的含量。
2.2 对机器的日常维护1.电极应适时更换,并注意保护好电极的锥度;2.机器应该定期更换油,同时检查油的稠度,以确保油能够保持流线状态,并且不会在机器内部形成过多沉积;3.机器的空气滤清器应每300小时更换一次;4.润滑剂应在机器正常工作状态下注入;5.在机器长时间停止使用情况下,电极和工作台的表面不要用手触摸,并用纸巾擦拭表面,以免留下腐蚀痕迹。
EDM操作规程

操作规范1、上机前准备:1.1 由上道工序负责人将工件放在EDM工件待加工处(工件必须整洁)。
整套的电极及电火花加工单交至EDM负责人处(EDM负责人根据生产计划员的交货期安排来决定上机先后以及EDM的工期长短)。
1.2 EDM操作人员首先应目视工件有无明显的碰伤或塌角现象,如有并知会EDM负责人,然后由EDM负责人通知上道工序负责人或工艺,寻求解决方案。
待确定后再检查工件外形大小尺寸是否与图纸相符合。
1.3 EDM操作人员首先应目视电极外形是否粗糙,是否有碰伤等外形意外损伤现象然后看电极检测图上品质人员有无标示需特别注意的事项:如电极尺寸有偏差而模具部又特采的。
1.4 EDM操作人员必须检查《电火花加工单》是否规范化,有无尺寸未标示清楚,须检查《电火花加工单》是否有编程人员加盖的出图专用章;电极编号有无与图纸标示不相符等情况。
注:以上操作均无异常方可执行以下动作!!2、放电操作准备:2.1 先用油石(砂纸)将工作台面清理平整,然后用手感觉有无毛刺。
2.2 先用油石(砂纸)将工作毛刺去除,放到磁盘上。
2.3 将电极固定于机器主轴上。
2.4 用杠杆表检查工件是否角尺,并将工件调至水平。
2.5 用杠杆表将电极调直、调平,然后根据电火花加工单上的标示要求选择其寻边方式,按火花单上的坐标移至工件位置准备放电。
3、放电操作:3.1 再次确认火花单上的坐标和实际加工的位置无错误时,执行放电。
放电初始阶段,EDM操作人员不应离开EDM机,一分钟之内应停止放电,检查所加工的位置处是否正确。
确认位置正确时,执行放电。
怀疑有问题时,应停止放电,并知会EDM负责人,由EDM负责人知会CAM负责人处理。
3.2 放电人员应根据火花单上所提供的数据,调正放电参数,根据实际经验使放电加工达到理想状态,以提高工作效率。
3.3 放电完毕后,各当班操作人员必须认真准确的填写《EDM加工日报表》,并将加工完后的电极放于指定的标示箱内,所有相关图纸放入指定文件袋内。
(完整版)夏米尔EDM的操作方法1

确认
作成
2013/05/01
新规作成
金型部
朱芳
作业指示书
文件编号
夏米尔EDM操作指示书
制订日期
2013-05-01
页次
2/2
版次
10.将电极粗、幼公深度先对好记录下来,切记粗公加工时千万不可到幼公位置。
11.将记录下来的深度火花位旋转方向输入到程式里面,保存下来,然后再较表定在电极某一位置,但不可伤到电极,将此程式先用“リード”数据模拟一次确认,数据无问题方可加工如发现有问题要马上提出向上级报告且不可加工,电极或“リード”数据OK较表是不动,如果电极或“リード”数据NG而较表会不停跳动。
三、注意事项:
1.机台周围及地面的“6S”。
2.机台定期保养,将机台的油渍擦干净和加润滑油。
3.经常检查压缩空气是否带有水份。
4.电极在机台上面严禁用力按钮,否则会损坏C轴。
12.图面上有“高精度部品”标记和不标记的图面,有“高精度部品”标记的工件全部不可两件重叠加工要一件一件加工非高精度部品工件方可两件重叠加工而且是按实际情况而定的厚度太厚的绝不可以,考虑吸油问题及精度。
13.在每次准备加工时要仔细确认工件图纸和铜公图纸的数据,如有铜公检查表,图纸的要认真确认清楚。没有检查表要从图面袋找出或到技术课打印出来再同工件图纸对照清楚,确认无误后再可开机加工避免错误发生。
7.注意冲油方法,尽可能利用中间冲油方法,油不能对冲,因为冲油的好坏会导致工件的积碳,寸法超差表面光洁度。
8.在机台加工的过程中,应该利用时间准备下一个电极,将电极检查修理毛刺确认加工位置及深度。
9.斜齿加工前电极用千分表调较正同心度(即上、下两个较表)保证在0.002mm以内。
记号
电火花机操作保养指导书

电火花机操作保养指导书电火花机操作保养指导书一:介绍电火花机(以下简称火花机)是一种常用于金属加工行业的工具。
本指导书旨在提供火花机的操作和保养指引,以确保使用者的安全,并延长火花机的使用寿命。
二:操作指导1. 火花机的启动:a. 确保工作环境干燥且通风良好。
b. 检查火花机的电源线是否连接稳定,工具是否处于关闭状态。
c. 启动电源,按下火花机的启动按钮,检查是否有异常声音或震动。
2. 选择适当的电流和参数:a. 根据工作需求,确保选择正确的电流和参数。
b. 遵循火花机制造商提供的指导,以确保正确操作。
3. 使用适当的电极:a. 使用适当的电极材料和直径,以确保最佳的工作效果。
b. 定期检查电极磨损程度,如有需要及时更换电极。
4. 危险防范措施:a. 使用火花机时,佩戴防护眼镜和耳塞,确保人身安全。
b. 火花机应放置在平稳的表面上,并避免与其他金属物品接触。
c. 避免火花直接照射到易燃物品上,以防火灾。
d. 使用过程中出现异常或故障时,应立即断开电源并联系维修人员。
三:保养指导1. 定期清洁:a. 使用火花机后,及时清理工作区域的金属屑和废渣。
b. 使用清洁布擦拭火花机的外观,确保无尘污。
2. 转子冷却和润滑:a. 确保转子冷却系统正常运行,及时添加冷却液。
b. 检查和更换润滑油,确保转子的顺畅运转。
3. 定期检查和维护:a. 定期检查火花机的电气连接,确保无松动或损坏。
b. 定期检查火花机的电极和夹具,确保正常工作。
c. 若发现异常或故障,应立即停止使用并联系维修人员。
4. 存储注意事项:a. 火花机应存放在干燥通风的地方,避免潮湿和高温环境。
b. 在存放之前,应将火花机清洁并涂上适当的防锈剂。
附件:本文档附带以下附件:1. 火花机操作示意图。
2. 火花机保养记录表。
法律名词及注释:1. 电气安全法:指保障电气设备正确使用,防止电气事故的法律法规。
2. 金属加工行业标准:指由相关行业协会或制定的关于金属加工安全和操作规范的标准文件。
电火花机安全操作及保养规程
电火花机安全操作及保养规程电火花机是一种常用于加工金属的机械设备,由于其操作涉及到高电压和高温等安全隐患,因此在使用前必须慎重考虑并掌握相关的操作和保养规程。
安全操作规程1. 操作前准备在操作前应仔细检查设备,确保电气线路无损坏、工作环境干燥、无易燃和易爆物品,且地面平稳牢固。
同时工作人员应穿戴合适的工装,并戴上安全帽、护目镜、防护手套等个人防护装备。
2. 启动操作在启动前应检查设备开关、刀具和工件夹紧情况,确保一切准备就绪。
启动时应按照设备说明书指导操作,检查设备运转是否平稳,并时刻关注设备的运行状态。
3. 操作注意事项在使用电火花机时,要严格遵守以下操作规程:•不得使用损坏、老化、裂纹、锈蚀等情况的电极或夹具;•严禁在机器上或下方操作或通过传动装置的遮挡物直接接近转动部件;•不得将手臂或其他部位伸入电极或夹具的工作距离内,以免发生危险;•严禁使用过小的铜丝,避免电火花机设置电极后高温出现称为“烧芯”现象,一旦“烧芯”,就不要继续使用,应该及时更换;•在加工过程中,不得将手放在工件表面上,以免引起危险,而且要时刻关注机器加工状态,当机器加工过程中出现异常,应立即停止加工。
4. 停止操作在停止使用电火花机时,要遵循以下规程:•使设备完全停止旋转后,才可以进行卸料和退刀;•停止操作后应关闭电源开关,以免发生误启动和电击等安全隐患。
保养规程1. 日常保养•每日应对设备进行巡检,检查各种紧固件是否松动、设备是否有异常噪音、轴承是否润滑正常等;•加工结束后,应对电火花机进行简单清理和维护,清理剩余的切削液和碎屑等;•经常保持电火花机清洁、干燥,避免在潮湿和腐蚀气体环境下操作,以免机器零部件受到腐蚀和损坏;•定期更换油和油滤器,保证油的清洁度与润滑效果。
2. 定期保养•定期清洗、检查、更换滤器,保证设备正常的过滤作用;•每年对设备进行全面的检修、维护和保养,重新调整设备的精度和性能;•定期检查电极、夹具的磨损情况,及时更换,以保证设备加工质量;•定期更换电火花机的割丝线材料,根据加工工件材料选用不同种类和粗细程度的割丝线。
edm放电加工小技巧

edm放电加工小技巧EDM(电火花加工)放电加工是一种用于制造金属零件的数控加工方法。
为了提高加工效率和质量,以下是一些建议的小技巧:1. 选择合适的电极和工件材料:根据加工零件的形状、尺寸和材料要求,选择合适的电极材料和尺寸。
同时,确保工件材料与电极材料之间的放电系数相近,以减少加工过程中的损耗。
2. 设定合适的加工参数:包括放电功率、放电时间、脉冲宽度、间隙电压等。
这些参数会影响到加工速度、电极损耗和加工精度。
通过优化这些参数,可以提高加工效率和质量。
3. 保持火花油清洁:火花油的质量会影响放电加工的效果。
确保火花油清洁,避免油中杂质影响放电加工过程。
同时,定期更换火花油,以保持其性能。
4. 监控电极损耗:在加工过程中,密切关注电极的损耗情况。
如果发现电极损耗过快,可以尝试调整加工参数,如降低放电功率或增加脉冲宽度,以减少电极损耗。
5. 控制工件表面粗糙度:通过调整加工参数和电极形状,可以控制工件表面的粗糙度。
在加工过程中,适当降低放电功率和增加脉冲宽度,可以获得更好的表面质量。
6. 预防电极卡住:在加工过程中,避免电极与工件接触过紧,以免导致电极卡住。
如果发现电极移动困难,可以尝试增加间隙电压或减小放电功率,以减轻电极卡住现象。
7. 善用数控系统:充分利用数控系统的功能,如预设加工路径、自动调整间隙电压等。
这有助于提高加工效率和精度。
8. 定期检查和维护设备:放电加工设备需要定期检查和维护,以确保设备处于良好的工作状态。
及时更换磨损部件,如电极、导电块等,以保证加工质量。
9. 培训操作人员:操作人员需要具备一定的放电加工理论知识和技术水平。
通过培训,提高操作人员的技能,可以提高加工质量和效率。
10. 及时调整加工策略:根据加工过程中的实际情况,及时调整加工策略。
如发现加工质量不佳,可以尝试调整加工参数或重新规划加工路径。
通过以上小技巧,可以帮助您在EDM放电加工过程中提高加工效率和质量。
不过,需要注意的是,每个加工过程都有其独特性,因此,在实际操作中,还需要根据具体情况灵活调整和优化加工参数。
edm安全作业指导书

edm安全作业指导书EDM安全作业指导书1. 引言EDM(电火花加工)是一种常见的金属加工方法,可以用于制造精密零件和模具。
然而,由于EDM操作涉及到高温、高压和高电流等因素,操作人员必须严格遵守安全规程,以确保工作场所的安全。
本指导书旨在提供EDM安全操作的准则,帮助操作人员了解并遵守相关的安全要求。
2. 个人防护装备2.1 穿戴适当的防护服和安全鞋,以保护身体免受意外溅射的火花和金属碎片的伤害。
2.2 戴上防护眼镜和面具,以防止光线和火花对眼睛的伤害。
2.3 使用耳塞或耳罩,以降低噪音对听力的影响。
3. 设备安全操作3.1 在操作EDM之前,确保设备的电源已关闭,并断开电源插头以防止意外启动。
3.2 检查电极和工件之间的间隙,确保没有金属碎片或杂质,以免引起电火花的偏移或短路。
3.3 清洁和维护设备,定期检查电极和导电液的磨损情况,并及时更换。
3.4 操作时,确保手部干燥,避免手部汗水或油脂接触到电极和工件上,以免影响电火花的传导和质量。
4. 安全操作步骤4.1 在操作EDM之前,必须接受相关的培训和指导,并熟悉设备的操作手册。
4.2 在操作EDM时,严禁将手指或其他物体靠近电极和工件,以免触电或受伤。
4.3 操作人员应保持专注和集中注意力,避免分心或疲劳操作,以防止意外发生。
4.4 在操作过程中,及时观察电火花的质量和稳定性,如发现异常情况,应立即停止操作并报告相关人员。
4.5 操作完成后,及时关闭设备电源,并清理工作区域,确保没有残留的金属碎片或导电液,以防止意外发生。
5. 紧急处理措施5.1 在发生意外情况或紧急情况时,操作人员应立即停止操作,并按照相关的紧急处理程序进行处理。
5.2 如发生火灾,立即使用灭火器进行灭火,并向相关人员报告。
5.3 如发生人身伤害,应立即提供急救,并通知相关人员和医疗人员。
6. 结论通过遵守本指导书中的安全操作准则,操作人员可以最大程度地降低EDM操作中的安全风险,并确保工作场所的安全。
电动驱动机(EDM)操作与安全说明书
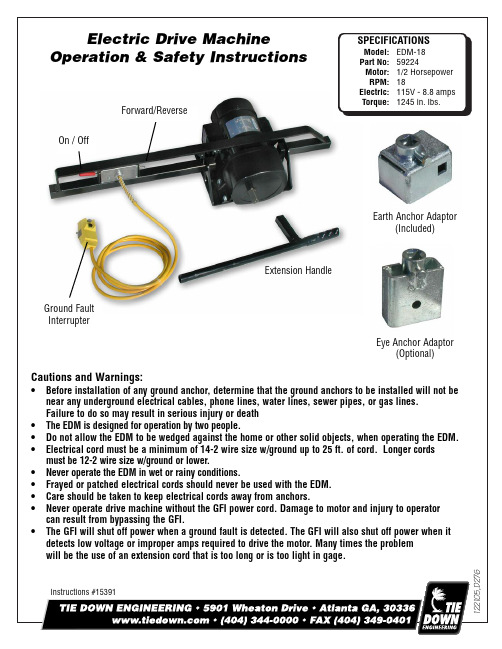
Electric Drive MachineOperation &Safety InstructionsCautions and Warnings:•Before installation of any ground anchor, determine that the ground anchors to be installed will not be near any underground electrical cables, phone lines, water lines, sewer pipes, or gas lines.Failure to do so may result in serious injury or death •The EDM is designed for operation by two people.•Do not allow the EDM to be wedged against the home or other solid objects, when operating the EDM.•Electrical cord must be a minimum of 14-2 wire size w/ground up to 25 ft. of cord. Longer cords must be 12-2 wire size w/ground or lower.•Never operate the EDM in wet or rainy conditions.•Frayed or patched electrical cords should never be used with the EDM.•Care should be taken to keep electrical cords away from anchors.•Never operate drive machine without the GFI power cord. Damage to motor and injury to operator can result from bypassing the GFI.•The GFI will shut off power when a ground fault is detected. The GFI will also shut off power when it detects low voltage or improper amps required to drive the motor. Many times the problem will be the use of an extension cord that is too long or is too light in gage.On / OffForward/ReverseEarth Anchor Adaptor(Included)Extension HandleD 276Ground Fault InterrupterEye Anchor Adaptor(Optional)SPECIFICATIONSModel: EDM-18 P art N o:59224Mo t o r :1/2Horsepower R P M:18E le c tr ic :115V -8.8am psT o r qu e:1245 in .lb s .Warranty InformationExtensive testing by TIE DOWN Employees and an outside engineering lab has found that the gear case on the Electric Drive Machine will not crack or break under normal use conditions.Normal use conditions are two people holding the drive machine.Testing has shown that when extremely hard ground is encountered, two average size adults cannot hold the drive machine in place when the anchor ceases to turn. The installers are turned in a circle when the anchor cannot be turned in the ground.Cracking and breaking of the gear case is usually accomplished by wedging one or both ends of the drive machine against a home or other stationary object. The gear case can also be cracked or broken when the machine is dropped or thrown to the ground.When the installer encounters difficult ground,follow anchor installation instructions found in our Anchor Installation Manual. This involves pre-digging part of the hole where the anchor will be installed.Since we now have tests results from an outside testing facility,warranty claims on cracked or broken gear cases will not be honored unless there is an obvious indicator that there was a manufacturing defect in the product. If you do not agree with this policy, please return the drive machine to the place of purchase for a refund before it is used .Every Model EDM-18 Anchor Drive Machine man-ufactured by Tie Down Engineering is warrantied against all defects in material or workmanship for 90days from date of purchase. To validate your war-rranty, complete the card enclosed with the drive machine and return to Tie Down within 10 days of purchase. Should the machine need service within the 90 day period, Please call Tie Down and request a RMA, ship the EDM to Tie Down freight pre-paid,Return freight will be at no charge to you.Two man operation makes easy work of anchor installationEDM comes complete with adapter head.Adapter fits anchors and Soil Test ProbeOperating Instructions:1.Attach adapter head to shaft of the EDM motor,tighten set screw.2.Place extension handle in the end of the EDMif needed.3.Place anchor head into adapter, line up anchorshaft with EDM shaft, for easier installation.4.Flip forward/reverse switch to forward.5.Place anchor tip in location where anchor is tobe buried. Hold on/off switch to install.Replacement Parts List1716151411121312346789105Item #Part # Description Quanity 112529 Stationary Swith 1212528E n dbell -TEFC 1312526E x t e rna l F an 1412546R e tainin g R in g 1512527F an Gu ar d 161253810-32T-B o l t 4712536C on d u it B o x C o v e r 1812551 C on d u it B o x C o v e r G a sk e t 1912537C on d u it B o x 11012539C on d u it B o x G a sk e t 111 12554C a p a c itor C a s e G a sk e t 112 12533C a p a c itor 113 12534C a p a c itor C a s e 114 12553G a sk e t 115 12548I n p u t S e a l 11612558G e ar b o x A ss e m bl y 11712549O u t p u t S e a l 118 12530F u ll M otor A ss e m bl y (1-17)1SP E CI F IC AT I ON SM odel :E DM -18Part N o :59224M otor :1/2H or s e p ow e r RP M:18E lectric :115V -8.8a m p s T or q ue :1245in .lb s .Re f #Description Part # Qty .A D ri v e M a c hin e F ra m e 592381B D ri v e M a c hin e H an dle 489111C E arth A n c hor A d a p tor 592051E y e A n c hor A d a p tor 59206O p tiona l D F orwar d &R e v e r s e Swit c h 1DM F R 1E O n /O ff Swit c h I DM O F 1F G F I P ow e r C or d 125401G B u s B o x I D B W F 1HC a ble P rot e c tor I DM CC 1DEFBCGAHD 840Motor WiringConduit Box Wiring DiagramSwitch Box Wiring DiagramP o we r C or d WiringRed W h it e Black P o we r C or dG r ee n /Black/W h it eMotor Wiring Ha rn essRed/Black/W h it e/B ro w nF or wa r d/Reve r seP o we rP o we r C or d:BlackMotor :Red/Jumpe rMotor :Red/Jumpe rMotor :B ro w n B ro w nYell o w #4Yell o w #2Yell o w #3Yell o w #1Yell o w #5Yell o w #8Motor :Black Motor /jP o we r :W h it e#4&2(Red) • #3 & #1 (White) • #5 (Black) • #8 (Brown)。
EDM维护保养指导书[模板]
![EDM维护保养指导书[模板]](https://img.taocdn.com/s3/m/1e9816c17375a417876f8f9e.png)
对应的流程/规范
1.目的
为规范火花机的维护保养,确保火花机的正常使用。
2. 概述
2.1. 范围:
2.1.1. 使用中的火花机。
2.2.职责:
2.2.1. 操作员:负责日常维护保养并做相关记录。
2.2.2. 保修组:负责维护保养与修理,并做好相关记录.
2.2.
3. 采购部门:负责对相关设施进行采购,并负责联络供货商在维修保养期限内对设施进行
维修保养。
3. 术语
4. 作业说明
4.1. 每日设备点检保养。
4.1.1. 机台自身及周边环境的清洁。
4.1.2. 检查螺丝及线路接口有无松动。
4.1.3. 检查防水侦测器,液面开关是否正常。
4.1.4. 开机操作前用注油器注油一次,润滑机台的主轴,螺杆,滑轨。
4.1.
5. 每次加工完毕,擦拭工作台,保持工作台清洁。
4.1.6. 设施保养
4.1.6.1. 日常保养:各设备操作、使用人员,对使用设备执行每日保养工作,并登录于
「设备保养点检记录表」。
4.1.6.2. 定期保养:由使用单位生技人员,作偶发故障排除,并每周/每月一次保养,
并登录于「设备保养点检记录表」。
4.2.注意事项
4.2.1. 机器运行中注意电流,电压及是否正常。
4.2.2. 维修组人员遇到自己不能判断或解决的问题时,应立即向上级汇报。
4.2.3. 设备的维修.保养要认真填写设备故障检修保养记录。
5. 相关文件
6.记录的保存
7. 文件的拟制。
超音波加工中心机安全操作及保养规程
超音波加工中心机安全操作及保养规程超音波加工中心机是一种高精度加工设备,在工业领域中得到了广泛的应用。
但由于其高速旋转的工作原理和特殊的工作环境,安全问题至关重要。
本文将详细介绍超音波加工中心机的安全操作规程和保养规程,以确保使用过程中的安全性和稳定性。
安全操作规程一、安全设备检查在使用超音波加工中心机之前,必须检查安全设备是否齐全。
1.紧急停止按钮和其他安全装置是否处于正常状态。
2.手套、护目镜、口罩等个人防护用品是否充足并达标。
3.机器表面是否有损坏或异物影响使用。
二、操作前准备在操作超音波加工中心机之前,需要做好以下准备工作。
1.熟悉机器的工作原理、结构和注意事项。
2.检查工件和加工夹具是否符合要求,并处于稳定状态。
3.调整加工参数,如转速、进刀量和加工液体的供应量。
三、正常操作在正常操作超音波加工中心机时需要注意以下几点。
1.不得超过机器规定的转速范围,以免造成危险。
2.加工刀具及加工物料不能过度,注意观察加工情况。
3.禁止在加工过程中触碰刀具或加工物料。
4.加工过程中不得打电话、聊天、吃东西、抽烟等行为,以免分心造成危险。
5.定期检查机器润滑系统和耗材,确保其正常维护。
四、应急处理在发现超音波加工中心机出现情况时,应及时采取应急措施。
1.紧急停止按钮操作2.立即断电,避免意外伤害扩大3.联系维修人员进行故障的排查和处理保养规程一、清洁保养超音波加工中心机在经过一段时间的使用后,需要对其进行清洁保养。
1.定期清洗过滤器和润滑系统。
2.机器表面、加工刀具以及加工物料必须保持清洁和干燥。
3.加工液储存必须定期更换,以防止产生细菌和腐蚀加工件。
二、润滑保养超音波加工中心机的润滑保养非常重要,它能提高设备的稳定性和寿命。
1.定期加润滑油和维护机器润滑系统,并每年更换一次润滑油。
2.定期检查轴承状态和紧固度。
3.定期检查润滑管路和电线接头。
三、维护保养超音波加工中心机的维护保养与清洁保养相辅相成,可以延长设备使用寿命。
超大型放电加工机安全操作及保养规程

超大型放电加工机安全操作及保养规程前言超大型放电加工机是一种利用电火花进行加工的机器,用于加工高精度零件。
由于其特殊的工作原理,操作时需要注意安全。
本文档为超大型放电加工机的安全操作及保养规程,以保证操作人员的安全和设备的正常使用。
安全操作规程1.在正常工作之前,必须进行设备检查,包括电源、轨道、夹具是否固定牢固、加工液位是否达到工作要求等。
确认设备正常后方可开机操作。
2.在开机前,请务必戴上防静电手套和护目镜,并确认操作人员已经完成了相关的安全教育培训。
根据操作手册中的要求进行操作。
3.在加工过程中,严禁用手触摸加工区域,避免发生意外。
若需要更换工具,请在机器停止运转后进行。
4.在加工区域周围设置安全警示标识,并在加工过程中设立隔离区域,禁止无关人员进入。
5.在停止机器后,请先关闭电源,等待所有运动部分停止运转后方可离开。
注意安全距离,以免被运转部分撞击。
6.如果发生设备异常或故障,应立即通知维修人员进行维修。
除非维修人员协助,严禁进行私人维护。
保养规程1.定期清理加工液池。
由于加工过程中会产生大量的金属填料和电极碎粒,会影响加工效率和加工精度。
建议每10台工作日进行清理,并更换加工液。
2.定期对设备进行检查:检查轨道、夹具等是否有松动和磨损,对机器进行润滑和维护等。
3.定期更换消耗性配件,例如电极、切割丝等。
4.确保环境整洁:加工过程中产生的金属填料和电极碎粒会污染加工液,因此定期清理工作区域,清洗加工液管路和过滤器十分必要。
结语通过严格的安全操作及保养规程,可以提升超大型放电加工机的工作效率和加工精度,并保证操作人员的安全。
请全体操作人员认真执行上述操作规程,以确保设备的正常使用和个人安全。
系列电火花机床安全操作及保养规程
系列电火花机床安全操作及保养规程电火花机床是一种高精度的金属加工设备,常被用于制造模具、齿轮、导向模块和其他工具的加工。
在使用电火花机床时,安全是非常重要的,因为该设备涉及到的电流和火花可能会对操作者和设备造成严重危害。
本文将介绍一些电火花机床的安全操作和保养规程,以确保无事故发生的高效生产。
安全操作规程1.在操作电火花机床之前,必须穿戴安全防护装备,包括安全眼镜、防护手套、防护服和安全鞋。
防护手套不可佩戴金属饰物。
2.在操作前和操作过程中,必须仔细检查设备是否良好,如发现设备有任何故障或损坏,应该及时向维修人员报告。
3.遵守操作流程,包括设置适宜的工作条件、安全距离、工装的稳固和调整,以及工作时间的合理设置等。
必须保证电火花机床处于稳定状态,以确保加工精度和工具寿命。
4.操作电火花机床应该在室内进行。
在操作过程中必须仔细注意周围的情况,及时避免可能的危险。
5.待加工工件放置并固定好后,必须仔细校准和测量。
加工过程中,必须保持操作人员一定的距离,避免火花和电流对人体构成伤害。
6.在加工过程中,必须关闭与电火花机床无关的任何设备和工具,并确保在加工完成前彻底清理残留的工件和残留物。
7.操作结束后,必须关闭电火花机床和附属设备,并将所有松动的部件重新固定。
须将所有加工工具存放整齐、刀具保护并加以标记,以便下次使用。
保养规程1.定期检查电火花机床,如清洁、加油、维修等。
应定期检查机床及其附件的结构和机制是否有故障,特别是检查安全装置是否完好有效。
2.每次使用后,必须清理电火花机床和附件。
应注意清除油脂、泥土、雨雪、灰尘、漆屑、铁屑等物质,以及在设备和周围进行的其他加工过程中产生的废物。
3.对经常使用的部位进行定期抛光,以确保部件的精度和表面光洁度。
除非特别指定,否则不得改变部件的形状和尺寸。
4.电火花机床应储存在安全的场所。
在存放时,必须将其覆盖保护。
机床不得长时间停放在潮湿、酸性或高温的环境下。
5.在使用过程中,必须需要特别注意电源线是否损坏。
EDM操作规程

引言:在现代工业生产中,电火花放电加工(EDM)被广泛应用于钢材切割和形状加工等领域。
为了确保EDM操作的高效、安全和稳定,制定EDM操作规程至关重要。
本文将针对EDM操作规程(二)展开详细的阐述和解释,包括机器设备维护、加工操作、电极选择、工艺参数调整以及安全注意事项五个大点。
正文:一、机器设备维护1.定期检查机器设备的电源,保证其无损坏、接地良好,并且符合电压要求。
2.清洁和润滑机床的滑动表面和传动机构,确保其运行平稳。
3.检查液压系统、电极系统、气压系统等部件的工作状态,及时修理或更换损坏的零件。
4.每次操作结束后,对机床进行全面清理,包括去除余渣和污渍,确保下次使用前的清洁状态。
5.定期对机床进行维护保养,检查机械精度和电气系统的运行情况,并进行必要的调整和维修。
二、加工操作1.根据工件的材质和要求,选择合适的加工工艺和电极,确保加工效果达到预期。
2.在加工前,对工件进行充分的固定,确保其稳定性,以防止工件移动或变形。
3.在加工过程中,保持良好的加工液循环,定期更换加工液,并确保加工液的浓度和温度适宜。
4.监控并控制加工的电流和电压,避免过高或过低的电流和电压对工件造成不必要的损伤。
5.在加工过程中,及时清理和更换电极,以保证加工效率和加工质量。
三、电极选择1.根据工件的材质、形状和要求,选择合适的电极材料和电极形状。
2.确保电极与工件的接触面积尽可能大,并保证电极与工件之间的间隙均匀。
3.选择合适的电极尺寸和电极形状,以确保加工过程中的稳定性和精度。
4.在选择电极时考虑其寿命和成本,选择具有较长寿命和经济性能的电极材料。
5.定期检查和维护电极,以确保其良好的工作状态和加工效果。
四、工艺参数调整1.在加工前,根据工件的材质和形状,合理选择放电脉冲频率,以达到最佳加工效果。
2.根据工件的硬度和要求,调整电极与工件之间的放电间隙,以保证良好的放电效果。
3.对工件进行预处理,如去除表面氧化层、油脂污渍等,以减少放电过程中的能量损失。
EDM操作规程
EDM操作规程概述:本文旨在规范电火花加工机(EDM)的操作流程和安全事项,确保操作人员能够正确、安全地进行EDM加工。
请操作人员在操作EDM机之前,务必详细阅读并理解本操作规程,并按照规程进行操作。
一、安全措施1.1 操作人员应穿戴符合安全标准的个人防护装备,包括防护眼镜、防护手套和防护服等。
1.2 在操作过程中,应确保工作区域干燥,并避免与液体接触。
1.3 在操作EDM机之前,应检查机器的电源线和接地线是否正常,避免电气故障导致的安全事故。
1.4 操作人员应熟悉紧急停机按钮的位置,并在遇到紧急情况时立即按下停机按钮。
二、操作流程2.1 准备工作:a) 检查机器电源和冷却系统的工作状态,并确保正常。
b) 准备工件,并进行必要的清洁工作。
c) 根据工件要求选择适当的电极和电极材料。
2.2 设定参数:a) 打开EDM机的控制面板,进入参数设定菜单。
b) 设定放电电流、放电时间和放电次数等加工参数。
c) 根据工件的尺寸和形状,设定电极的位置和运动轨迹。
2.3 进行加工:a) 将工件和电极固定在工作台和主轴上,并紧固好。
b) 关闭机床的电源切换开关,确保安全。
c) 启动EDM机,按照设定的参数进行加工操作。
d) 注意观察加工过程中的放电状态,确保加工质量的稳定。
2.4 检查和调整:a) 完成加工后,停止EDM机并关闭电源开关。
b) 检查加工后的工件表面,确保达到设计要求。
c) 如有需要,可进行精修加工或再次放电加工,直至满足要求。
三、机器维护3.1 定期检查:a) 每周检查一次机器的液位和冷却系统的工作状态,确保正常。
b) 检查机器的电源和接地线是否正常,并进行必要的维护和更换。
3.2 清洁保养:a) 每次使用完EDM机后,应将工作台和主轴进行清洁,并清除工作间的金属粉尘。
b) 定期清洁过滤器、润滑油和导轨,保持机器的正常工作状态。
3.3 部件更换:a) 如发现任何损坏的零部件,应及时更换,确保机器的正常运行。
EDM操作规程

EDM操作规程EDM是电火花加工技术的缩写,是一种通过高频电脉冲放电,在金属工件表面生成极限温度达到熔化或甚至汽化的小孔,从而实现对工件的加工和切割的技术。
EDM技术广泛应用于模具、航空航天、汽车制造等领域。
为了保证EDM操作的安全和高效,制定了EDM操作规程,以下是一些关于EDM 操作规程的介绍。
一、设备检查在进行EDM加工时,首先要进行设备检查,确保所有的设备都处于正常状态,包括电极与工件的安全装置是否完好、电极是否有裂纹或缺口等,以确保电极的安全性和加工品质。
同时还需要检查加工液质量是否合格,以保证加工液能够达到良好的冷却效果和清洗效果。
二、机器调试在进行机器调试时,要确保机器各个部分调整到正确的位置以及加工参数的设定。
调试过程中要注意运动的平稳,控制好电极与工件的距离,避免过度磨损和击穿。
三、安全操作在进行EDM加工时,需要正确使用设备并保证操作人员的安全。
操作人员不得将手伸入加工区域,远离脱壳液和加工液,避免溅出物体伤害。
同时还需要检查电极和工件之间的间距,以确保电极没有击穿或烧焦,并确保机器处于稳定的工作模式。
四、针对不同工件的加工规程不同的工件加工需要不同的规程。
要根据不同的工件类型和材料、特殊加工要求等来选择最佳工艺参数,如放电电压、放电电流、脉冲宽度、放电间隙等,以达到最佳加工效果。
五、加工后的设备维护EDM加工后还要进行设备维护,包括清洗设备和周围区域、更换加工液等。
在清洗过程中,一定要注重安全,使用防护手套和护目镜。
总之,在进行EDM加工时,需要严格遵守操作规程,确保操作的安全和加工质量的高效性。
同时,也需要持之以恒的进行设备维护和保养,以确保设备的正常运行。
加强EDM操作规程的培训和实施,可以有效降低操作风险和提高生产效率。
电脉冲(EDM)机床使用作业指导书
电脉冲(EDM)操作规程CHW/FJS02-02一、准备工作:1、检查工件有无基准面(角尺面)或定位工艺孔。
2、阅读图纸,测量基准面、工艺孔是否跟图纸一致。
对主要零部件还需检查其有无可测量(检验)位置,X、Y轴至少各1个。
如没有,请钳工安排设定加工辅助测量孔。
3、核对要求加工的尺寸与图纸上是否相符。
[参见工序(工艺)交接单]4、对照图纸与钳工确认工艺要求,明确公(偏)差范围与方向(粗加工或初次加工是否要比图纸尺寸偏大或缩小)。
视工件情况不同,深度方面即Z轴,适度落深或冲浅,必需有书面工艺记录(写进自检记录),便于再加工时核对。
5、电极如果是组合系列的,提前与钳工协调安排好,尽量做好前期准备,确保电极的连续性,避免多次装夹、重复定位精度差的问题(特别是有相关尺寸的电极)。
6、根据加工情况不同,是否要考虑分粗加工、精加工或电极冲后拆下精修电极再加工等问题,与钳工早作安排。
1.1、电极的表面粗糙度是否达到要求。
1.2、电极的外形尺寸和R角是否和电极图纸一致。
1.3、电极是否已考虑放电间隙。
核查部分型腔图纸与对应电极之尺寸,确认放电间隙是否正确。
1.4、看有无冲、排油特殊要求及冲油不畅的死(盲)区。
1.5、根据型腔的深浅复杂程度,考虑是否要在工件或电极上加钻工艺冲油孔。
1.6、确定电极的基准面,考虑装夹方式是否合理可靠。
二、装夹工件1、机床台面清洗干净。
2、工件底面擦拭干净,去掉周围毛刺。
3、按照图纸基准面校直线度。
(注意上平面也要校正)三、装夹电极1、电极按基准面(空间三维基准X、Y、Z)校正直线度。
2、装夹电极的接柄能短则短。
四、校对定位1、位移尺寸按图纸要求算好,从基准面或工艺孔方向位移过来对好。
(本人计算结果,如有疑虑可请人帮助复检,确认一致后再加工。
)当班人员相互检验,相互帮助,技术上相互关心。
以机床号配对互检:1号、2号检验3号、4号8号、9号检验7号、10号3号、4号检验5号、6号7号、10号检验8号、9号5号、6号检验1号、2号对于修接或留余量准备做二次加工的高难度工件(无良好基准定位),待加工完后(即冲好后),可选择适当位置(反考),给电极建立相对辅助基准,并详细记录下有关数据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EDM(火花机)机床保养守则
火花机是模具加工中较为精密的设备,且价格昂贵为此在设备方面,EDM员工必须遵守以下守则:
一、设备保养责任到人,实行一天一小清,一周一大清,每天下班
前十分钟为清洁机床时间,每周六下班前三十分钟为大清洁时间具体如下:
A、确保机床表面干净整洁无油污。
B、工作油缸内没有黑色碳渣及碎布杂物。
C、电子控制箱表面要用拧干水的湿布轻轻擦拭。
D、工作时电子控制箱会散发大量的热量,因此要确保通风
设备的畅通将电子箱上排气扇清洗干净并且经常查
看排气扇是否损坏。
二、平时设备的清洁维护由领班所安排者整洁和维护,如有乱摆乱
放,将采取处罚措施。
三、保证油缸内火花油干净,经常检查,过滤装置,每半年更换一
次过滤器,一年换一次火花油(更换时间机床工作量而定)。
四、注意安全,做好防火措施,火花机加工时产生火花,容易导致火警,为此进行电火花加工时,要检查好防火置,将防火枪对准电极放电处,如遇到大工件加工时,火花强烈,必须将工作油缸注满油,并保持不停流动,才可进行加工,要做到机开人在、人走机关。