光纤端面检验资料
光纤端面检查培训资料

端检培训资料
作成:龚彬彬
培训内容
1端子Leabharlann 良识别认识2端子压部位及名词
3 4
5
良品状态解析
压着要求事项
压着端子自检要求
一、压着端子不良认识
⑪芯线筒后部无喇叭口
⑫前端见不到芯线
⑬前端芯线过长
⑭芯线断⑭
⑮芯线散出
⑯皮覆筒压着不良
⑰见不到皮覆
⑰皮覆压退
⑱见不到芯线(深压)
⑲锁定片低
⑲切断板长
⑳反冲过大
⑴毛刺过大
三、良品压着状态解析
• 端子压着状态
皮覆筒 喇叭口 芯线筒
切断板
被覆高度
压着高度
锁定片
• 一、良品压着检查基准 • 1、处在芯线与皮覆均可 见。 • 2、压着后的喇叭口端正 明显。 • 3、出芯线露出长度适中。 • 4、注:端子无变形,芯 线无断线、无散出芯线无 偏芯(芯线偏向芯线筒一侧) 等
光纤端面的检测方法及步骤
光纤端面的检测方法及步骤发布时间:2010-3-21 21:55:34 阅读:0 次【字体: 大中小】使用光纤放大镜来检查光纤连接器的插针端面?一(引言我们可以使用光纤放大镜来检查光纤连接器的插针端面,从而迅速判断出该连接器的插入损耗是高还是低,是否需要重新研磨。
采用这种方法,只需要几秒钟的时间,就可以初步断定该连接器的质量是否符合要求。
比使用光纤仪器仪表测出该光纤连接器的具体的插入损耗值,然后再判断其质量是否符合要求,大大缩短了时间,提高了效率。
二(测试用器材采用光纤放大镜检查光纤连接器插针端面,我们至少需要下列器材:(1) 200 倍或400 倍的光纤放大镜( 根据要检查的连接器类型选配适当的适配器);(2) 纯酒精和无尘擦拭纸(或IPA清洁湿布);(3) 光源(我们这里采用白炽灯泡代替);三(测试步骤检查的主要步骤如下:(1) 去掉要检查的连接器一端的防尘帽;(2) 把连接器插入放大镜的适配器中;(3) 如果在放大镜视野内不能看到插针端面,则调整放大镜的位置调整旋钮,直到插针端面的图形全部进入视野内;(4) 调整放大镜的焦距到合适位置,使得插针的端面图形达到最清晰;(5) 检查插针端面,对于研磨效果很好的连接器。
其端面应该是圆形的,很光洁,光纤芯与插针的端面齐平,并呈现同心圆环形状; 如果端面有灰尘(或瑕疵),则用IPA 清洁湿布或无尘擦拭纸沾纯酒精擦拭,直到表面没有灰尘(或可以看到清晰的瑕疵);(6) 去掉连接器另一端的防尘帽,并使该端的插针对准白炽灯泡,在我们刚刚检查过的连接器端可以看到光亮,否则,该连接器的光缆有折断的地方;(7) 重复上述步骤,再检查一次,将会看到纤芯非常亮的插针端面图,有可能发现较小的瑕疵;(8) 调换连接器的两端,重复上述步骤,检查另外一个端面;(9) 用标签标出存在问题的连接器端,采用适当的方法,或研磨或重新装配连接头,然后重复上述步骤进行检查。
光缆分项工程质量检验记录
光缆分项工程质量检验记录一、引言光缆分项工程质量检验记录是对光缆分项工程进行质量检验过程中所采集的数据和记录的总结和总结。
本文档旨在对光缆分项工程质量进行检验,并记录检验过程中的重要信息和发现问题。
通过对光缆分项工程质量的检验,旨在保证工程的质量可控,达到设计要求,提升工程的可靠性和稳定性。
二、检验基本信息1. 项目信息- 项目名称:- 工程编号:- 项目负责人:- 检验人员:- 检验日期:三、检验内容本次光缆分项工程质量检验包括但不限于以下内容:1. 光缆材料检验- 光缆型号、规格、长度是否符合设计要求- 光缆外观是否完好无损,包括光缆表面是否有裂纹、变形等 - 光缆绝缘材料是否符合要求- 光缆金属护套材料是否符合要求2. 光纤连接检验- 光纤连接是否牢固可靠,是否存在松动、不良接触等问题 - 光纤连接端面质量检验,确定是否存在划痕、污染等3. 光缆敷设质量检验- 光缆敷设线路是否符合设计要求- 光缆敷设过程中是否存在损坏、扭曲等问题- 光缆敷设过程中是否注意保护措施,防止外力破坏4. 光缆测试检验- 光缆传输性能测试,包括光衰减、带宽等指标的检测- 光缆非传输性能测试,包括温度适应性、弯曲性能等指标的检测五、检验结果根据光缆分项工程质量检验的结果,记录如下:1. 光缆材料检验结果:- 光缆型号、规格、长度符合设计要求- 光缆外观完好无损- 光缆绝缘材料符合要求- 光缆金属护套材料符合要求2. 光纤连接检验结果:- 光纤连接牢固可靠- 光纤连接端面质量良好,无划痕和污染3. 光缆敷设质量检验结果:- 光缆敷设线路符合设计要求- 光缆敷设过程中未发现损坏和扭曲现象- 光缆敷设过程中注意了保护措施,未受到外力破坏4. 光缆测试检验结果:- 光缆传输性能测试指标符合要求- 光缆非传输性能测试指标符合要求六、问题和建议在光缆分项工程质量检验过程中发现的问题和改进建议如下:1. 光缆材料检验过程中,应更加仔细地审查外观,以防止遗漏损伤。
光纤端面处理与熔接试验

日本藤仓FSM-50S光纤 熔接机
古河S199M带状光纤 熔接机
古河S122A手持式 熔接机
住友TYPE-65小型高 速多芯光纤熔接机
住友TYPE-25小型 熔接机
3.1 构造
熔接机是光、机、电 一体化产品
3.1.1 画面和术语
两光纤的空间位置偏差用相互垂直两方向取得的两 副画面来表示
LR 键用来切换画面
指出当前可移动的光纤
SM0
表明熔接机水平方向(平灯)灯亮
显示两光纤的上下方向的偏差
右光纤可以用按键移动
SM0 表明熔接机垂直方向(顶灯)灯亮
显示两光纤的前后方向的偏差
左光纤可以用按键移动
SM0
为所选择的熔接参数组
对芯
间隙
熔接 自动
加热 复位 清洁
3.2 调整使用方法
1) 连接好熔接机的电源。
2) 打开防尘罩,检查光纤装夹部位有无灰尘 或其它异物(例如棉花丝、碎光纤)。
实验器材
AV33012光纤切割器 CFS-2光纤涂覆层剥离钳 AV6491E光纤熔接机 光纤
基本原理
1. 光纤的结构 2. 光纤切割器 3. 光纤熔接机
1. 光纤的结构
光纤结构可分成三部分: 纤芯(SiO2掺杂GeO2,折射率n1) 包层 (SiO2掺杂B2O3或F,折射率n2) 涂覆层(环氧树脂或硅橡胶)
3) 用棉签蘸无水酒精单向擦拭裸光纤定位槽。 4) 先打开变压器开关,再打开熔接机的电源
开关,按下图装好左右光纤,在轻轻盖好防 尘罩。
要求:
裸光纤要在裸纤压板和V形槽的定位下落实, 不应有 晃动
被覆纤压板将被覆纤锁紧压牢且自然平直
光纤最好在显示屏上可见,但不重叠
mpo 端面iec检验标准

MPO(Multi-fiber Push-on)端面是一种用于光纤连接的插芯式端面。
IEC(International Electrotechnical Commission,国际电工委员会)针对MPO 端面的检验标准主要为IEC 61754-27:2017《Optical fibres - Fibre optic connectors - Part 27: Test methods for MPO connectors》。
IEC 61754-27:2017 标准中,对MPO 端面的检验方法和要求进行了详细规定。
主要包括以下几个方面:
1. 外观检查:检查连接器端面的外观,确保无明显的损伤、划痕或污渍。
2. 插入损耗:测量光纤连接器在插入和拔出过程中的损耗,评估连接器的性能。
3. 回损:测量连接器在一定条件下,从插拔循环过程中的损耗。
4. 反射系数:测量连接器端面对光的反射系数,以评估连接器的反射性能。
5. 接触电阻:测量连接器端面与光纤的接触电阻,以评估连接器的导通性能。
6. 温度稳定性:测试连接器在不同温度下的性能变化,评估其温度稳定性。
7. 插拔次数:测试连接器的插拔寿命,评估其耐用性。
8. 光学性能:测量连接器在一定条件下的光学性能,包括损耗、色散等。
9. 机械性能:测试连接器的机械强度、振动性能等。
10. 环境性能:评估连接器在不同环境条件下的性能,如湿度、盐雾等。
光纤端面质量的光检测方法
光纤端面质量的光检测方法光纤连接处出现问题是网络故障的主要原因,因此光纤端面的检测至关重要。
本文讨论了3种主要的端面检测方法。
光纤端面加工质量对光纤通信系统的整体性能影响较大,据估计,网络中半数以上的损耗是由光纤连接不理想造成的。
光纤端面检测技术可以查出两类主要的加工问题:几何问题和清洁问题。
几何问题通常是在抛光或处理的过程中造成的,光纤工作时其影响不会发生变化。
该问题可以通过光干涉显微镜和执行端面检测程序的专门软件探测出来,实现干涉检测过程的硬件和软件现在已经比较完善,遵循一系列业内广泛接受的标准。
“清洁”一词则被广泛用于描述光纤端面永久性损伤(例如划伤、裂痕或凹点)和临时性污染(污垢、油渍、水或清洗剂的残留)。
保持连接头的清洁是光纤生产整个过程中都需要注意的问题,在装配过程中的任意环节都有可能对接头造成损害和污染。
由于缺乏相应的标准,加上主观认知差异、测试的准确性低,以及没有可重复的测试方法,想要确定可以接受的端面污染程度十分困难。
然而额外的损伤可能导致数据丢失,破环网络连接性,端面检测对于通信和数据应用非常关键。
如果是高功率应用,这些损伤可能带来灾难性的后果,严重的会造成连接头完全失效。
本文将介绍目前生产、研发和终端用户实现清洁检测的不同方法,讨论3种2D光检测技术能够多大程度地评估端面加工质量,比较了每种方法的优势和不足之处。
这3种方法包括操作者通过显微镜的人工检测,操作者借助“辅助”软件操作显微镜的半人工检测,以及全自动的检测系统。
检测的内容、时间和地点端面检测(EFI)需要应用在整个供应链系统的各个环节。
光缆生产过程通常有如下几个检测点:抛光过程结束后,中间测试的过程中,以及最终测试。
QA部门需要在污点检测、新流程或产品研发、认证或常规维护过程中应用EFI。
最终用户则在QA、常规维护和可靠性测试环节应用EFI。
光纤接头的端面缺陷包括划伤、凹点、裂痕、松脱或固定的污染,典型地可分为划伤和颗粒污染两大类。
光纤端面检测培训资料-创亿欣2018.7.27

• 注意事项:检查气压 、模具是否密合、工作人员安全、
压接有没有到位、外观成多边菱形、芳纶要露出1-2mm
研磨注意事项
• 设备:研磨机-四角定位平衡原理 • 工具:研磨夹具、研磨胶垫(橡胶)、喷水壶 • 辅料:研磨片、无尘纸、酒精、蒸馏水 • 工序:30u -9u -1u -抛光=共四道(颜色区分) • 胶垫硬度:70度 75度 80度 85度 90度、根据接头型
止散件在往下流脱落)开剥外皮-剪芳纶-剪铠管。
• 注意问题:散件穿反、穿错、多穿、少穿、剪铠管时检查有没
有伤到光纤。
固化
• 设备:固化炉(测温-记录)、点胶机(点检)、热风
枪
• 工具:剥纤钳、剪刀、斜口钳、酒精杯、无尘纸
• 材料:插芯、散件(LC)ND353固化AB胶
• 工序:调胶A10:B1插芯打胶-剥纤(自检动作)-用无尘
• 光纤跳线:是由光缆+光纤连接器=光纤跳线。
(SC FC LC)
光纤
光缆
光缆结构
光纤跳线
光纤跳线接头型号
光纤跳线岗位明细
1、裁线 2、穿散件 3、开剥光缆结构 4、固化(剥纤、注胶、穿纤固化、割纤) 5、组装 6、研磨 7、端检*2次 8、光学测试 9、包装
裁线
• 生产设备:裁线机 、空压机 • 生产检验测试
光学性能检测
• 开机-测试线清零-设备点检-做好设备点检记录 • 找到相对应的测试线与适配器-在次清零-开始对
产品进行光学测试
• ◆PC技术指标:
• Insertion Loss/插入损耗 ≤0.40dB Return Loss/反射损耗 ≥45dB
• ◆APC技术指标:
纸沾酒精把开剥的光纤擦拭干净-穿纤-固化-补胶—检查-割 纤。
光纤端面检测

光纤端面检验资料用光纤放大镜检查光纤连接器端面 1﹑目的1.1 介绍采用光纤放大镜检查光纤连接器的方法﹐并对各种检查结果作出分析,提出相应的改进措施。
1.2 使用光纤放大镜来检查光纤连接器的插针端面是否符合产品等级要求。
2﹑检测用器材及物料2.1 200倍或400倍的光纤放大器(根据检验规范确定)。
2.2 根据要检查的连接器类型选配适当的适配器。
2.3 纯酒精(酒精含量不低于98﹪)。
2.4 无尘纸(无毛软纸)。
2.5 光源3﹑操作重点3.1 如果在放大镜视野内不能看到插针端面,则调整放大镜的位置调整旋钮,直到插针端面的图形全部进入视野内并使得插针的端面图形达到最清晰。
3.1.1 插针端面调整到最清晰状态后应最少观察端面1秒钟以上,以便有足够的时间对于所看到的图像进行分析,防止出现漏看现象。
当端面上有异常现象时一定要进行确认,不可盲目的流向下工序。
纤芯(ø62.5μ) 包层(ø125μ) 纤芯(ø9μ) 包层(ø125μ)3.2 检查插针端面,对于研磨效果很好的连接器。
其端面应该是圆形的,很光洁,光纤芯与插针的端面齐平,并呈现同心圆环形状;3.2.1 在连接头放入到检测设备之前应先在干的无尘纸上擦拭端面,如果端面有污物(或斑点),则用无尘纸沾纯酒精擦拭,直到表面没有污物(或可以看到清晰的斑点)。
不允许一开始就采用沾有酒精的无尘纸擦拭端面。
3.2.1 擦拭端面时应注意选用无尘纸上没有擦拭过的干净区域﹐擦拭的时候应该以插芯端面垂直于无尘纸朝一个方向划过去约10mm左右﹐力度不可太大﹐绝对不允许在同一地点来回擦拭,或是作曲线、折线运动。
3.2.2 当有难以去除的污渍时可在无尘纸的小块区域内沾上少许酒精再擦拭插芯端面﹐在用酒精擦拭过后一定要在干的无尘纸上擦拭后再看端面。
3.2.3 切记不可用力压住连接头进行擦拭。
3.2.4 连接头插入适配器时要用手拿住连接头的尾部,不可只拿住光缆将连接头送入到适配器中,以免当连接头在适配器内受力时尾部产生光纤的折损。
光纤端面的检验
400X
不可擦除 污物、麻 点、斑点
400X
宽度≤10μ m的允 亮斑直径 许 ≤10μ m或胶 直径≤10μ m的允 圈宽度≤5μ m 许
400X
1µ m 2µ m 5µ m 8µ m 10µ m
1µ m 2µ m 5µ m 8µ m 10µ m
光纤包层Cladding (125μm dia.)
陶瓷柱面Ferrule (400μm dia.)
为什么端面的清洁很重要?
1、连接器的正常连接
正常连接
为什么端面的清洁很重要?
2、插针柱面带有污渍对连接器的耦合有很大的影响,它会 影响到陶瓷套筒的清洁,可能造成连接过程中出现错位
柱面脏污情况下的连接
连接器端面的检验
光迅公司质保部 2010-02-25
连接器端面的检验
为什么端面的清洁很重要? 端面的清洁方法
端面检验的标准
为什么端面的清洁很重要?
光纤在连接器的陶瓷插针中,连接器插入法兰的陶瓷套筒, 使两端的光纤准确对接,保证光在光纤中传输。
纤芯 Core (10μm dia.)
1/4包层 1/4Cladding (30μm dia.)
1µ m 2µ m 5µ m 8µ m 10µ m
说明:圆圈代表相应尺寸的残留物、麻点、 斑点大小;黑色线条宽度代表划痕的宽度
端面的检验标准
端面检查时的典型例样:
THE END!
1、插针柱面的清洁方法 左手捏住连接头,右手拿蘸有酒精的擦拭纸附着在陶瓷插针 柱面上,然后右手的食指和拇指通过擦拭纸捏住陶瓷插针柱 面向外旋转。将插针柱面上的污迹带到擦拭纸和插针的顶端
端面的清洁方法
如何检查和清洁光纤端面
e tnl i a ye 布gcp b全 cd i 略a 线 攻 n o E
如何检查和清洁光纤端面
文 f 国 福 禄 克 公 司 尹 美 岗 【 摘 要 】 个 直 径 1 办 公 室 灰 尘就 能 将 9u 的 单 模 光 纤 挡 住 ,严 重 影 响 光 信 号 的传 输 效 率 甚 至 一 0u m m 中 断 数 据 信 号 的 传 输 。 光 纤 端 面 检 查 和 清 洁 是 光 纤 接 入 前 的 一 个 必 要 步 骤 。 另一 方 面 , 由于 短 距 离 低
成 玻 璃 晶 体 破 碎 或 者 存 在 裂 纹 ,有 时 候 这 种 缺 陷是在 磨 制 镜 面 前截 断 光 纤 时就 已经 造成 了 玻 璃 晶 体 的 损 伤 。 通 常 ,这 类 制 造 缺 陷 可 以用光纤 端面显 微镜 直接观 察到 。 光纤 插 头 的实 际结构 很像 一 种套 筒 结构 , 套 筒 的 中 间就 是 光 纤 ,外 周 多 为用 于 固定 光 纤 的 耐 磨 精 密 陶 瓷 或 塑 料 。 光 纤 和 耐 磨 精 密
心 被 认 为 是 对齐 的。 由于 绝 对 的偏 心 误 差是
不 可 避 免 的 ,工 程 安 装 允 许 存 在 一 定 误 差 , 只要 不 超标 ,造 成 的影 响就 可 以忽 略。轴 心
对 齐 偏 差 会 增 加 损耗 ,在 低 速 光 纤 链 路 中 ,
个 别 连 接 器 虽 然 质 量 很 差 ,但 只 要 链 路 中 多
速光纤链 路对光 纤端面破 损和脏 污等现象并不 是很敏 感 ,这类潜 在 问题 多数是在 更换高速 光模块或设
备 时 才 凸 显 出来 , 因 为 高 速 光 纤 链 路 对 连 接 器 的 端 面 连 接 质 量 更 敏 感 一 些 ( 耗 / 波 / 损 回 色散 ) 随着 。
VIAVI Solutions 光纤连接器端面质量检查最佳实践指南说明书

Executive SummaryIt is widely known in the fiber optic industry that scratches, defects, and dirt on fiber optic connector end faces negatively impact network performance. As bandwidth requirements continue to grow and fiber penetrates further into the network, dirty and damaged optical connectors increasingly impact the network. If dirty and damaged end faces are not dealt with systematically, these defects can degrade network performance and eventually take down an entire link.In the effort to guarantee a common level of performance from the connector, the International Electrotechnical Commission (IEC) created Standard 61300-3-35, which specifies pass/fail requirementsfor end face quality inspection before connection. Designed to be a common reference of product quality, use of the IEC Standard supports product quality throughout the entire fiber optic life cycle, but only when compliance to the standard occurs at each stage. In response, current best practices recommend systematic proactive inspection of every fiber optic connector end face before connection. While current research shows that this practice is eliminating the installation of contaminated fibers and improving network performance, the uncontrollable variables of technician eyesight and expertise, ambient lighting, and display conditions keep manual inspectionand analysis from being a 100-percent reliable and repeatable method of assuring IEC compliance. In addition, because manual inspection does not create a record of the inspection process, certification of quality at the point of installation is not practical.Because compliance to the IEC Standard is the onlyway to achieve the promise of today’s fiber-rich, high-connectivity networks, this white paper proposesthe automation of the inspection process throughthe addition of analysis software programmed to the Standard’s pass/fail criteria to the practice of systematic proactive inspection.Automation of the systematic proactive inspection process using software programmed to the IEC Standard eliminates the variables associated with manual inspection, provides a documentable record of the quality of the connector end face at the point of installation, and provides a 100-percent repeatable and reliable process.White PaperAchieving IEC Standard Compliance for Fiber Optic Connector Quality through Automation of the Systematic Proactive End Face Inspection ProcessCombined, these benefits make automated end face inspection the most effective method available to assure and certify compliance to the IEC Standard throughout the fiber optic product life cycle, and achieve the promise of next-generation networks.IEC Standard 61300-3-35IEC Standard 61300-3-35 is a global common set of requirements for fiber optic connector end face quality designed to guarantee insertion loss and return loss performance. The Standard contains pass/fail requirements for inspection and analysis of the end face of an optical connector, specifying separate criteria for different types of connections (for example, SM-PC, SM-UPC, SM-APC, MM, and multi-fiber connectors). For more detail onthe Standard, copies of the copyrighted document are available for purchase at by searching for “61300-3-35”.These criteria are designed to guarantee a common level of performance in an increasingly difficult environment where fiber is penetrating deeper into the network and being handled by more technicians, many of whom may be unfamiliar with the criticality of fiber optical connector end face quality or possess the experience and technical knowledge required to properly assess it.Figure 1. Fiber Optic Product Life CycleThe standard is designed to be used as a common quality reference between supplier and customer, and between work groups in several ways:y As a requirement from the customer to the supplier (for example, integrator to component supplier or operator to contractor)y As a guarantee of product quality and performance from the supplier to the customer (for example, manufacturer to customer, contractor to network owner, or between work groups within an organization)y As a guarantee of network quality and performance within an organizationAs more stages in the fiber optic product life cycle, shown in Figure 1, are outsourced to disparate vendors, the standard takes on renewed importance in ensuring the optimized performance of today’s fiber-dense networks.The Development of the IEC StandardThe quality values used in the IEC standard are the result of years of extensive testing of scratched, damaged,or dirty optical connectors conducted by a coalition of industry experts including component suppliers, contract manufacturers, network equipment vendors, test equipment vendors, and service providers. This work has been published previously in a number of papers as noted in the References section of this paper.Understanding the variables and limitations of manual visual inspection, fiber optic test and measurement manufacturer VIAVI contributed its automated objective inspection and analysis software FiberChek2™, as illustrated in Figure 2, to the IEC for use in the development of the 61300-3-35 visual inspection standard. Automating the pass/fail process using research-based parameters extracted from testing conducted by the aforementioned industry coalition provided the IEC with a repeatable standard of quality that would guarantee a common level of performance, creating a positive impact on both product and network performance.More than 8 years of testing on a constantly expanding database of fibers and fiber devices (for example, SM, MM, Ribbon, E2000, SFP/XFP, Bend-insensitive fibers, Lenses, and other interfaces), combined with widespread use in the industry by component manufacturers, integrators/CMs, OEMs, third-party installers, and service providers, makes the VIAVI software program the only proven automated objective inspection software program that assures compliance to the IEC standard at every step of the fiber optic life cycle.Testament to this is the fact that this software program is currently used by three of the top five U.S. cable assembly manufacturers, along with six of the largest optical component manufacturers, five of the largest network equipment vendors, and five of the top Network Service Providers (NSPs) in the world, making VIAVI FiberChek2 software the current worldwide industry standard for automated objective fiber optic connector end face inspection.Figure 2. Example of the Proven Inspection and Analysis Software Program FiberChek2 from VIAVIThe criteria in the IEC Standard requires the user to know the exact location and size of surface defects (for example, scratches, pits, and debris) on the fiber optic connector end face. As a result, it is only through the use of automated inspection and analysis software that compliance to the IEC Standard (or customer specification) can be tested and certified.The combination of common requirements (the IEC Standard) and automated inspection and analysis (FiberChek2) have measurably impacted product quality through the supply chain. This is providing improved repeatability and stability of inspection analysis throughout the fiber optic product life cycle, ensuring consistent product performance regardless of the number and expertise of vendors and technicians involved in the manufacture, installation, and network administration processes.Proactive Inspection Model: Step One Toward Achieving IEC ComplianceDespite its role in the development of the IEC Standard and usage by industry leaders, automated inspection and analysis software is not yet in widespread use across the fiber optic industry. In an effort to enable compliance to the Standard even when using manual visual inspection equipment alone, IEC and industry leaders are supporting the promotion of fiber handling best practices. An example of one such educational effort is the proactive inspection model developed and promoted by fiber optic test equipment manufacturer VIAVI, “Inspect Before You Connect” (IBYC), as illustrated in Figure 3.The simple four-step IBYC model, which supports and is mandated by the IEC Standard, effectively guides technicians of varying levels of expertise in the proper implementation of systematic proactive inspection. y Step 1 Inspect: Use the microscope to inspect the fiber. If the fiber is dirty , go to Step 2. If the fiber is clean, go to Step 4.y Step 2 Clean: If the fiber is dirty , use a cleaning tool to clean the fiber end face.y Step 3 Inspect: Use the microscope to re-inspect and confirm the fiber is clean. If the fiber is still dirty , go back to Step 2. If the fiber is clean, go to Step 4.y Step 4 Connect: If both the male and female connectors are clean, they are ready to connect.Consistent use of the IBYC model ensures that proactive inspection is performed correctly every time and that fiber optic end faces are clean prior to mating connectors, eliminating the installation of dirty or damaged fibers into the network and optimizing network performance. As a result, IBYC has been incorporated intomanufacturing procedures for the majority of the world’s leading organizations using fiber, increasing knowledge of this process and helping it become routine practice around the world.Automated Inspection and Analysis: Achieving and Certifying IEC ComplianceEven with the aid of the IBYC model, manual inspection using only a video microscope can be difficult depending on the technician’s expertise and can result in variable connector quality and network performance. Reliant on technician eyesight and expertise along with variable display settings and ambient lighting, manual inspection and analysis is not 100 percent reliable, repeatable, or certifiable. Because it produces no visual record of the end face condition in the manual inspection process, certifying compliance at the point of installation through images or reporting is both unreliable and impractical, as Figure 4a shows.To ensure IEC compliance is achieved, automated inspection of fiber optic connector end faces using inspection and analysis software built on the IEC Standard’s pass/fail criteria is the most effective method available. With it technicians of all skill levels can effectively accomplish both compliance and certification through images andreports, as Figure 4b shows.PASSFigure 4b. Automated Inspection gives technicians a pass or fail result.Figure 4a. Manual Inspection requires technicians to judge whether the connector complies with the IEC Standard.Using the software, automated inspection and analysis can produce a visual record of the end face condition as shown in Figure 5, which can be used in reports and archived for future reference.)As a result, automated inspection and analysis presents several clear advantages over subjective inspection:y Eliminates variation in resultsy Certifies and records product quality at time of inspectionFigure 5. Automated inspection enables the technician to certify compliance to the standard byproducing a date stamped test report.y Enables technicians of all skill levels to certify quality reliably and systematicallyy Makes advanced pass/fail criteria simple to usey Improves product and network performance and yieldsUsing a fiber optic inspection and analysis software program that is preloaded with the IEC Standard specifications, such as VIAVI FiberChek2 software, any technician can effectively:y Inspect and certify compliance with IEC 61300-3-35 or other customer-specified standards at every stage of the fiber optic product life cycle at the push of a buttony Implement simple pass/fail acceptance testing; no skill in quality judgment is necessaryy Generate detailed analysis reports that can be archivedConclusion: Business Impact of Automated End Face AnalysisThe combination of common requirements (the IEC Standard) and automated fiber optic inspection and analysis software (FiberChek2) has positively impacted product quality across the supply chain. The business impacts of reliable, repeatable automated fiber optic connector inspection and certification include:y Insured and repeatable product quality through the quantification of connector end face condition at installationy Assurance of customer satisfaction and supplier protection through the reliable documentation of connector end face qualityy Competitive advantage for component and system vendors, and for installation contractors who can cost-effectively document end face qualityy A common, repeatable system provides correlation through the supply chainy Easy deployment of custom requirements analysisCombined, these benefits make automated end face inspection the most effective method available to assure and certify compliance to the IEC Standard throughout the fiber optic product life cycle, and achieve the promise of next-generation networks.© 2021 VIAVI Solutions Inc. Product specifications and descriptions in this document are subject to change without notice.Patented as described at /patents iecinspect-wp-fit-tm-ae 30168245 900 1010C ontact Us +1 844 GO VIAVI (+1 844 468 4284)To reach the VIAVI office nearest you, visit /contact VIAVI Solutions References1. “Qualification of Scattering from Fiber Surface Irregularities,” Journal of Lightwave T echnology , V .20, N 3, April 2002,pp. 634−637.2. “Optical Connector Contamination/Scratches and its Influence on Optical Signal Performance,” Journal of SMTA, V .16, Issue 3, 2003, pp. 40−49.3. “At the Core: How Scratches, Dust, and Fingerprints Affect Optical Signal Performance,” Connector Specifier, January2004, pp. 10−11.4. “Degradation of Optical Performance of Fiber Optics Connectors in a Manufacturing Environment,” Proceedings ofAPEX2004, Anaheim, California, February 19−Feb 26, 2004, pp. PS-08-1-PS-08-4.5. “Cleaning Standard for Fiber Optics Connectors Promises to Save Time and Money”, Photonics Spectra, June 2004,pp. 66−68.6. “Analysis on the effects of fiber end face scratches on return loss performance of optical fiber connectors”, Journalof Lightwave T echnology , V .22, N 12, December 2004, pp. 2749−2754.7. “Development of Cleanliness Specification for Single-Mode Connectors,” Proceedings of APEX2005, Anaheim,California, February 21−26, 2005, pp. S04-3-1, 16.8. “Keeping it clean: A cleanliness specification for single-mode connectors,” Connector Specifier, August 2005, pp.8−10.9. “Contamination Influence on Receptacle T ype Optical Data Links,” Photonics North, 2005, T oronto, Canada,September 2005.10. “Development of Cleanliness Specifications for 2.5 mm and 1.25 mm ferrules Single-Mode Connectors,” Proceedingsof OFC/NFOEC, Anaheim, California, March 5−10, 2006.11. “Standardizing cleanliness for fiber optic connectors cuts costs, improves quality ,” Global SMT & Packaging, June/July 2006, pp. 10−12.12. “Accumulation of Particles Near the Core during Repetitive Fiber Connector Matings and De-matings,” Proceedingsof OFC/NFOEC2007, Anaheim, CA, March 25−29, 2007, NThA6, pp.1−11.13. “Development of Cleanliness Specifications for Single-Mode, Angled Physical Contact MT Connectors,” Proceedingof OFC/NFOEC2008, San Diego, February 24−28, 2008, NThC1, pp. 1−10.14. “Correlation Study between Contamination and Signal Degradation in Single-Mode APC Connectors,” Proc. SPIE, Vol.7386, 73861W (2009); doi:10.1117/12.837545.。
光纤端面检查与清洁
深圳亿天龙科技发展有限公司
光网络维护新使命——光纤端面检查与清洁
光纤传输网络承载业务的IP化、宽带化和多样化等特征,必将对光传输网络的承载能力和质量提出更高更新的要求。
光纤连接器作为光网络中最基本也是用量最大的光无源器件,在网络系统中起着举足轻重的作用,由于连接器端面是系统中唯一裸露在外的地方,因此它的质量优劣变化,将直接影响着承载光信号传输的网络性能和质量,是网络产生数据误码、延时抖动、色散漂移等软性故障现象的关键所在,是效率低下的网络长期处于亚健康的主要原因。
由于光纤连接器(指跳线和不带功能模块的尾纤)价值低廉、光纤端面难于观察以及链路上不能轻易拔下等原因,很多维护人员往往忽略了对它的检查和有效的清理,使得端面上的缺陷越来越严重,造成网络从运行开始一直不停地出现各种软性故障,各种指标长期严重超标。
所以借助专用工人来彻底检查和清理这些低劣的光纤端面,以清除和减少故障现象,是光网络高品质完成高速度、大容量承载信息传输的首要任务,是势在必行的新使命。
FVO-600A系列光纤端面显微镜和EDV-136光纤端面电动清洁器及端面修复专用工具,正是这一新趋势、新形势下的必然产物,它是未来光网络维护保养的必备工具,甚至是不可缺少、唯一能解决问题的专用维护工具。
检查和保养光纤端面,将事后维护转变成事前维护,未知维护转变为预知维护,临时抢修转变成计划性维护,是提高网络传输质量、保证高速网络运行效益和运行安全革命性的维护新措施和最佳解决方案。
光纤连接器端面的检测与清洁方法

光纤连接器端面的检测与清洁方法作为最便捷的光纤接续方式,光纤活动连接器已广泛应用于光通信布线网络,光通信设备及测试设备中。
通常情况下,光纤连接器都是以光纤跳线、预端接光缆等型式应用到实际的工程项目中,这些跳线连接器在网络的安装、调试及维护过程中,往往会经历多次的插拔过程。
而在这一过程中,经常会由于操作人员不注意对连接器端面的防护,导致光纤端面受到污染,从而影响到光链路传输性能的下降,增加连接器的插入损耗(Insertion loss)和降低连接器的回波损耗(Return loss),严重时甚至会造成整个链路的瘫痪。
因此,要正确认识光纤连接器端面检测与清洁的重要性,在日常的操作及维护中,应该严格执行操作规范,确保光纤跳线端面的清洁度。
如果光纤端面被污染了,就要按规范的程序进行清理。
常见的光纤连接器端面污垢检测的方法有目测检查和仪器检查两种:●目测检查一般情况下最普通的检查端面污垢做法是:断开设备后拿起光纤连接器端面正对光线,首先查看是否的明显的尘埃及污垢,然后通过观察端面对光线的折射是否明亮来检测端面是否洁净和平滑,如果端面对光线的反射为平滑明亮则认为是比较洁净的,如果端面对光线的反射不太明亮和不够平滑,很有可能是有污垢存在或者端面上有灰尘,这样的端面将严重影响光传输的质量。
当然借助专业仪器对端面进行检查能更加全面地了解端面上的细节问题。
●仪器检查目前针对光纤端面的检查工具仪器比较多,其中光纤显微镜是使用最广泛的专业检查仪器。
一般情况下用于多模的光纤显微镜显示倍率为200倍,而用于单模的光纤显微镜显示倍率为400倍。
更为先进的光纤显微镜不但可以在两种倍率间自由切换,更可以通过LCD屏幕显示光纤端面情况,从而不需要断开设备检测光纤端面,还避免了眼睛受到激光损伤的风险。
以下是通过仪器观察到的几种典型端面污染情况。
见图1、图2、图3、图4:一般对于数量多、重复性高的端面检测。
如光纤跳线,光模块的生产厂家以及相关的检测试验室,采用固定式的光纤端面显微镜。
光纤光缆终端盒检验报告
合格,不合格
外观与装配要求
满足YD/T 925-2009 标准条款
合格,不合格
绝缘电阻
DC压500V±50V,
≥2×104MΩ)
Min:
Max:
合格,不合格
耐电压
DC3KV/1min,无击穿飞弧合格,不Βιβλιοθήκη 格配置符合订单要求
合格,不合格
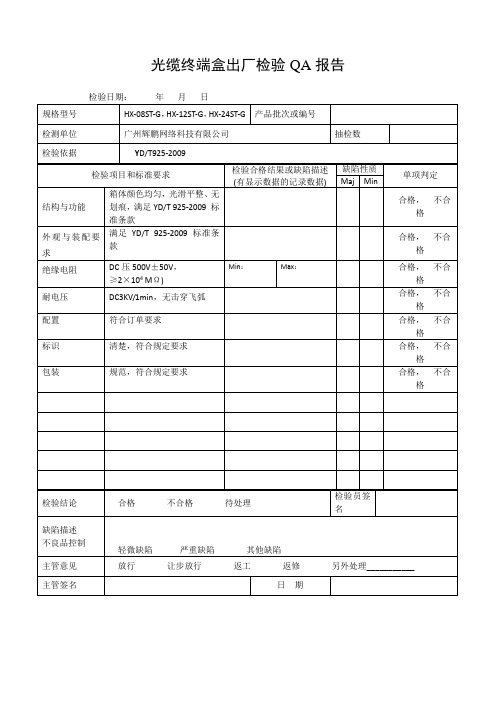
光缆终端盒出厂检验QA报告
检验日期: 年 月 日
规格型号
HX-08ST-G,HX-12ST-G,HX-24ST-G
产品批次或编号
检测单位
广州辉鹏网络科技有限公司
抽检数
检验依据
YD/T925-2009
检验项目和标准要求
检验合格结果或缺陷描述
(有显示数据的记录数据)
缺陷性质
单项判定
Maj
Min
结构与功能
标识
清楚,符合规定要求
合格,不合格
包装
规范,符合规定要求
合格,不合格
检验结论
合格不合格待处理
检验员签名
缺陷描述
不良品控制
轻微缺陷严重缺陷其他缺陷
主管意见
放行让步放行返工返修另外处理___________
主管签名
日 期
光纤连接器端面

图像卡 光源
控制卡 PZT
控制回路
CCD
图 3. 光纤连接器端面检测干涉仪系统概要
结像镜
半透镜
物镜
连接器
图 4 干涉条纹图像
图 5 3D 表面形状
图 6 等高线图
(2)载物台的倾斜调整 载物台的倾斜调整是一项关键技术。如果载物台的倾斜调整精度不高,将极大地影响球面顶点偏心,
APC 角度及定位键角度的测量精度。图 7 为倾斜调整和球面顶点偏心测量精度的关系概要。如图 7(a)所 示,当载物台倾斜调整完整时,干涉仪光学系统的光轴将与被测定光纤连接器的插芯的中心轴平行。此时, 旋转被测定光纤连接器时,光纤连接器端面的球面顶点(环形干涉条纹的中心如 A 点或 B 点)将绕光纤的 中心 O 点旋转,构成一个以 O 点为中心的圆。測定的頂点偏芯值 OA 或 OB 将与実際的頂点偏芯相同。也就 是说,无论旋转光纤连接器到什么角度,測定的頂点偏芯值的变化将不会太大。相反,如图 7(b)所示, 当载物台倾斜调整不完整时,干涉仪光学系统的光轴将会与被测定光纤连接器的插芯的中心轴交叉成一个 角度。此时,旋转被测定光纤连接器时,光纤连接器端面的球面顶点(环形干涉条纹的中心如 A 点,B 点, C 点或 D 点)会绕一个与光纤的中心 O 不相同的中心 O*旋转,构成一个以 O*为中心的圆。显然,在不同位 置測量的頂点偏芯值 OA,OB 或 OC 将与実際的頂点偏芯 OD 不相同。也就是说,旋转光纤连接器后,測定 的頂点偏芯值将会有很大的变化。从这个现象也可以得到一个检验载物台倾斜调整是否完整的方法。即, 旋转光纤连接器,依次測定頂点偏芯值,如果測定的頂点偏芯值变化不大,则载物台倾斜调整是完整的。 反之,则载物台倾斜调整是不完整的。为了提高载物台倾斜的调整精度,我们开发了一种高精度,操作简 单的载物台倾斜调整技术(已申请多国专利)7,8,可以达到大大高于一般调整方法的调整精度。
裸光纤抛光和镀膜端面目检标准
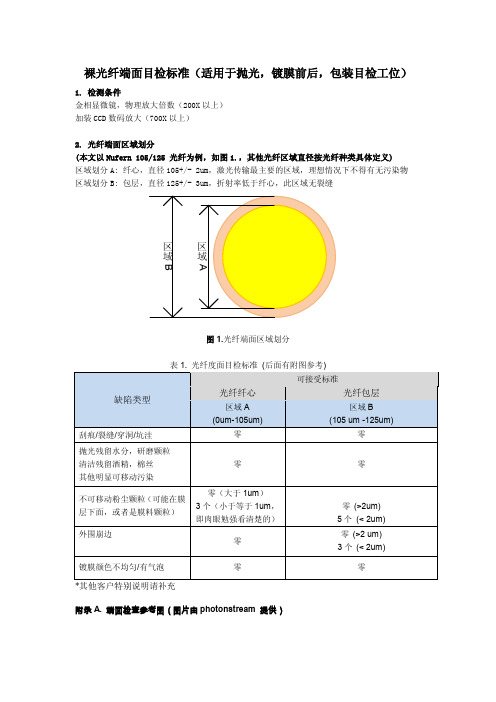
裸光纤端面目检标准(适用于抛光,镀膜前后,包装目检工位)
1. 检测条件
金相显微镜,物理放大倍数(200X以上)
加装CCD数码放大(700X以上)
2. 光纤端面区域划分
(本文以Nufern 105/125 光纤为例,如图1.,其他光纤区域直径按光纤种类具体定义)
区域划分A: 纤心,直径105+/- 2um,激光传输最主要的区域,理想情况下不得有无污染物区域划分B: 包层,直径125+/- 3um,折射率低于纤心,此区域无裂缝
图1.光纤端面区域划分
表1. 光纤度面目检标准(后面有附图参考)
附录A. 端面检查参考图(图片由photonstream 提供)
图 A.1(高反膜)好图 A.2 (增透膜) 好
图 A.3 可接受图 A.4 可接受
图 A.5 拒绝图 A.6 拒绝
刮痕,粉尘颗粒暗坑,穿洞/坑洼/焦点/污染物
图A.7拒绝图A.8 拒绝
很多颗粒污染纤芯大脏污
图 A.9 拒绝图 A.10 拒绝
液体残留+崩边镀膜层扭曲
3. 光纤镀膜端侧面检查
此区域为已经剥除环氧涂覆层的裸光纤(图 2.的fiber tip), 镀膜后,膜层有一定的厚度(50~1200nm 不等), 前端侧面会有一些镀膜材料的污染,显示斑斓色。
图2. 镀膜端光纤侧面
表2. 光纤头侧面检验标准(图3)
A.好
B.有液体污染
C.有压痕,斜面过大
图3. 光纤侧面判断标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用光纤放大镜检查光纤连接器端面
1﹑目的
1.1介绍采用光纤放大镜检查光纤连接器的方法﹐并对各种检查结果作出分
析,提出相应的改进措施。
1.2使用光纤放大镜来检查光纤连接器的插针端面是否符合产品等级要求。
2﹑检测用器材及物料
2.1 200倍或400倍的光纤放大器(根据检验规范确定)。
2.2根据要检查的连接器类型选配适当的适配器。
2.3纯酒精(酒精含量不低于98﹪)。
2.4无尘纸(无毛软纸)。
2.5光源
3﹑操作重点
3.1如果在放大镜视野内不能看到插针端面,则调整放大镜的位置调整旋钮,直到插针
端面的图形全部进入视野内并使得插针的端面图形达到最清晰。
3.1.1 插针端面调整到最清晰状态后应最少观察端面1秒钟以上,以便有足够的时间
对于所看到的图像进行分析,防止出现漏看现象。
当端面上有异常现象时一定
要进行确认,不可盲目的流向下工序。
纤芯(ø62.5μ)包层(ø125μ) 纤芯(ø9μ)包层(ø125μ)
3.2检查插针端面,对于研磨效果很好的连接器。
其端面应该是圆形的,很光洁,光纤
芯与插针的端面齐平,并呈现同心圆环形状;
3.2.1 在连接头放入到检测设备之前应先在干的无尘纸上擦拭端面,如果端面有污物
(或斑点),则用无尘纸沾纯酒精擦拭,直到表面没有污物(或可以看到清晰
的斑点)。
不允许一开始就采用沾有酒精的无尘纸擦拭端面。
3.2.1擦拭端面时应注意选用无尘纸上没有擦拭过的干净区域﹐擦拭的时候应该以插
芯端面垂直于无尘纸朝一个方向划过去约10mm左右﹐力度不可太大﹐绝对不
允许在同一地点来回擦拭,或是作曲线、折线运动。
3.2.2 当有难以去除的污渍时可在无尘纸的小块区域内沾上少许酒精再擦拭插芯端面
﹐在用酒精擦拭过后一定要在干的无尘纸上擦拭后再看端面。
3.2.3 切记不可用力压住连接头进行擦拭。
3.2.4 连接头插入适配器时要用手拿住连接头的尾部,不可只拿住光缆将连接头送入
到适配器中,以免当连接头在适配器内受力时尾部产生光纤的折损。
3.3若端面纤芯不是很清晰则从另一端射入一束光再观察端面有无纤芯亮点﹐以及纤芯
是否完整有无损伤,若纤芯无亮点或是只有细微的亮点则表明已断纤或是光纤已受到严重损伤。
3.4做好返修产品的记录﹕A﹑表示划痕﹔B﹑表示斑点﹔C﹑表示缺口﹔D﹑月芽。
然
后根据端面缺陷的程度集中归类决定返磨程序。
3.5用标签标出存在问题的连接器端,有端面瑕疵的需重新研磨。
不通光的需重新装配
连接头。
3.6检查合格的产品戴上防尘帽转入到下一工序。
4﹑端面缺陷定义
4.1划痕﹕划痕一般出现在光纤和插芯端面上呈白色或黑色直线主要是因为某道研磨工
序不彻底或是研磨过程中研磨片上有脏物造成。
一般由研磨过程脏物造成的划痕比较单一比较粗﹐这一类划痕都较深消除比较困难。
4.2裂纹﹕裂纹的形状不规则﹑呈黑色﹐当该图像变得不清晰时黑色裂纹依然可见。
这
种现象实际上是光纤整个端面从某处开裂已将光纤沿裂纹划分为两个区域。
4.3缺口﹕切去光纤包层上的大块石英玻璃(直径宽度大于8um)﹐一般发生在包层边缘
附近主要的产生原因也是在割纤时因为光纤刀的力度和角度没有调整好或是插芯端
面的余纤根本就是因为其它意外情况碰断的而造成的光纤崩裂﹐当其深度较大时正常的研磨工序根本无法消除﹐当这种深度达到了一定量的时候就会造成插芯的磨短从而使产品报废。
缺口端面图缺口解析图
4.4纤芯月芽﹕指多模连接头端在端面观察时纤芯上有淡淡一轮弯月形状的黑影﹐这种
现象大多是因为固化时温度太高或固化时间过长造成的纤芯膨胀受压太大而以致局部受损。
4.5凹陷/污损﹕消除纤芯端面上的小块玻璃(宽度小于2um),是因为端面上有的凹陷位置
没有完全消除或是因为在研磨过程中有脱落的砂粒陷入到光纤端面。
4.6游离污物﹕可清除的任何游离或漂浮的污物﹐如尘埃﹑切削残留物等。
4.7固定微粒﹕清洁后仍不能消除的污物﹐这一类污物一般都吸附在光纤端面的凹陷区
并与之产生了强大的吸附力﹐以空气中的带静电荷微粒为主。
4.8胶环﹕当插芯的孔径偏大或是包层的孔径偏小时在光纤与插芯的结合部就会有明显
的胶环出现﹐如果胶环的分布比较均匀则对整个端面的同心度崩缺
影响不大﹐如果胶环较大又明显的偏向一边则对光
学测试数据的影响会比较大。
4.9 插芯端面崩缺:是指插芯的端面部分有崩缺的现
象,有的是来料问题集中在孔径的边缘。
有的是人
为因素造成分布在端面除孔径周围外的其它任何地
方。
胶环
5﹑端面检测规范
5.1按检查项目的可接受性能指针划分为A﹑B﹑C﹑D﹑E五个等级。
5.2光学端面检验区域划分标准。
5.2.1纤芯﹕9μ﹑50μ﹑62.5μ。
5.2.2光纤包层A区﹕纤芯------80μ。
5.2.3光纤包层B区﹕80μ-------125μ。
5.2.4插芯区域C区﹕125μ-------250μ。
5.3端面等级检收标准
区域级别
纤芯
( 9μ﹑50μ﹑62.5μ)
光纤包层A区
(纤芯-----80μ)
光纤包层B区
(80μ-----125μ)
插芯区域C区
(125μ-----250μ)。