HastelloyC一4焊接接头耐晶间腐蚀性能研究
各种腐蚀对应用钢选择
在常减压三顶及其冷凝冷却系统,低于150℃部位存在H2S-HCl-H2O环境。
由于HCl与H2S相互促进构成循环腐蚀。
碳钢发生严重均匀腐蚀,Cr13钢发生点蚀,18-8钢则发生应力腐蚀玻裂。
国外采用Monel、HastelloyC-4与钛作复合材料与内件,目前国内对塔顶壳体主要采用碳钢+0Cr13Al,内件0Cr13Al也采用3RE60与2205双相钢。
0Cr13Al含碳量小于0.08%,在钢中加铝后组织中含大量铁素体,焊后或热处理后可得少量马氏体,具有较强的抗硫腐蚀能力,由于它比18-8钢价廉,且抗应力腐蚀能力强,而弥补了它抗点蚀差的不足,0Cr13Al 不仅对氯脆,而且对连多硫酸SCC(应力腐蚀裂纹)也不敏感,但该钢复合钢板与钢管多要进口。
国内厂家也有使用2205的,效果不错。
2、低温HCN-H2S-H2O环境催化吸收解吸系统存在HCN-H2S-H2O腐蚀环境。
碳钢发生均匀腐蚀、氢鼓泡与SCC,18-8钢发生SCC。
国内多用0Cr13Al,如分馏塔、吸收塔、解吸塔与稳定塔均采用碳钢+0Cr13Al,塔盘用0Cr13或1Cr13,也可采用12Cr2AlMoV、08Cr2AlMo,但不能用奥化体不锈钢焊条焊接铬钼钢或0Cr13钢,因为易发生SCC。
3、低温RNH2(乙醇胺)-H2S-CO2-H2O环境在干气及液化石油气脱硫的再生塔、气体吸收塔重沸器等部位会形成RNH2-H2S-CO2-H2O环境。
碳钢产生均匀腐蚀与SCC,但一般仍多采用碳钢作设备,必须进行焊后消除应力处理,但对腐蚀环境恶劣的重沸器等设备宁可选用18-8不锈钢,如321。
4、低温H2S+H2O环境湿硫化氢环境在含硫原油加工中普遍存在。
对[H2S]>50×10-6环境,为抗SCC与SOHIC(定向应力氢诱导开裂)应选用优质的20R16MnR([Ni]<1%,碳当量≤0.43,控制S、P含量)设备应焊后热处理,硬度不应大于HB200,组织为铁素体+珠光体。
304不锈钢焊接接头在不同应变强化下的应力腐蚀性能研究中期报告

304不锈钢焊接接头在不同应变强化下的应力腐蚀性
能研究中期报告
本研究旨在探究304不锈钢焊接接头在不同应变强化下的应力腐蚀
性能。
本期报告主要介绍了研究背景、研究方法及初步实验结果。
一、研究背景
304不锈钢焊接接头普遍用于化工、核电等领域。
由于其在使用过
程中会遭受到高温高压等长期复杂环境下的应力作用,导致应力腐蚀失效。
为了保障设备的安全性和可靠性,提高焊接接头的抗应力腐蚀能力,需要对其应力腐蚀性能进行研究。
二、研究方法
本研究选择了304不锈钢板材进行试验,采用氩弧焊法进行焊接接
头制备。
为了考察应变强化对焊接接头应力腐蚀性能的影响,使用不同
应变率的方法进行冷加工,制备出强度分别为400MPa,600MPa,
800MPa的试样。
将试样放置于3.5%NaCl溶液中,采用电化学方法测试样品的腐蚀电位和腐蚀电流密度,评价其腐蚀程度,并进行扫描电镜分析。
三、初步实验结果
初步实验结果表明,应变强化可以提高304不锈钢焊接接头的抗应
力腐蚀性能。
随着应变强化程度的增加,焊接接头的电化学腐蚀电位明
显升高,腐蚀电流密度逐渐降低。
扫描电镜观察结果表明,应变强化后
焊接接头的晶粒尺寸显著减小,结构更加致密,形成的晶界也更加均匀,从而提高了其抗应力腐蚀性能。
四、结论
本期报告介绍了本研究的研究背景、研究方法及初步实验结果,初
步发现应变强化可以提高304不锈钢焊接接头的抗应力腐蚀性能。
下一
步工作将进一步深入探究应变强化对焊接接头的微观组织结构和性能的影响,并寻找更加有效的方法来提高其抗应力腐蚀性能。
镍基耐蚀材料结晶裂纹的研究综述
—
量穗 巍
|§ 霪
毳 尊 鏊
il l|嚣 | 誊|
毪鼍
变 量 ,I C N L 2对 6 0合 金 的 焊接 结 晶裂 纹 总 N O E8 9
(【l 卜J l
6 0 4 O
【J l' J
2 O
晕
O
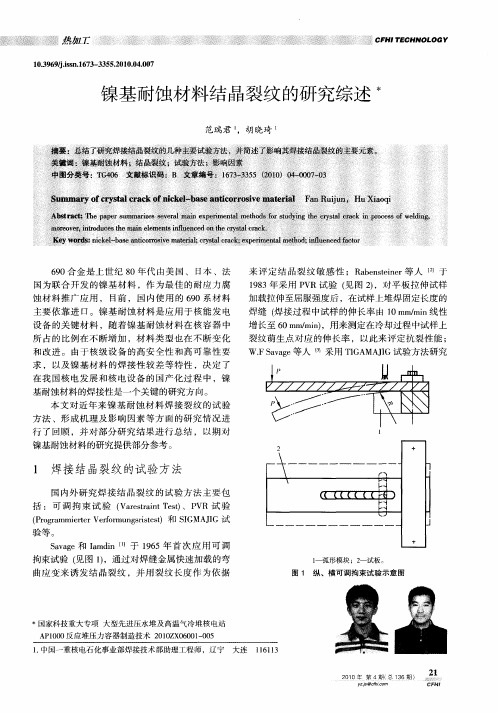
材 料 ,采用 临界 应 变 速率 C T结 合 开 裂 临 界应 变 S 量 e i 为评 定 判据 ,可 以较 为全 面 和准 确地 评 mn作
定 该类 材料 的焊接结 晶裂纹 敏感性 。
【1 、 试 样 IP ’ 1 R
图 2 P R 试验 示 意 图 V
在 国内 ,路 文 江等 人 l 采用 横 向可调 拘束 试 5 l 验 方法 对 I C N L系列 的镍 基材 料 进行 了焊接 性 NO E 试 验 ,用 最大 裂纹长度 来评 定热 裂纹敏感 性 ,进 而 确 定脆性 温度 区间 ,同时对 合金元 素 的偏 析情 况进
/ 。 /
长度 更大 ,随应 变 的变 化更快 ,结 晶裂纹 敏感性 更 大。
/ /
/
4 4 8 8 I2 3 {6 7 2 0 2
可调拘 束方 法评定 焊接结 晶裂纹 的判据 主要 分
以下几类 :① 裂纹长度 ;② 脆性温度 区问 B R T;
距 离 s m) ( m
是基 于对 可调拘 束方法 的改进 。常规 可调拘 束方法 的试 样尺 寸较大 ,用量较 多 ,试 样加 工繁琐 、所需
时 间 较 长 ,成 本 较 高 。 相 对 于 常 规 方 法 , TG MA I 法 采用 了小 尺 寸试 样 ,试 样 的批 量 IA JG方 加工更 为 简便 ,为进行抗 热裂纹 性能 的大量试 验提 供 了便 利条件 ( 图 3 。 见 )
超级双相不锈钢焊接接头的耐蚀性能_龚利华
第31卷第7期2010年7月焊 接 学 报TRANSACTI ONS OF T HE C H I N A W ELDI NG I N STI TUTI ONV o.l 31 N o .7Ju ly2010收稿日期:2009-02-04基金项目:先进焊接技术江苏省重点试验室开放基金(J SA W T-07-08)超级双相不锈钢焊接接头的耐蚀性能龚利华, 张 波, 王赛虎(江苏科技大学先进焊接技术省级重点实验室,镇江 212003)摘 要:通过SE M 和EDS 研究了采用不同焊接工艺后超级双相不锈钢UN S S32750焊接接头的两相比例及成分变化,并采用临界点蚀温度和浓硝酸法测试比较了不同焊接工艺接头的耐点蚀和晶间腐蚀性能.结果表明,焊接中较高的热输入、加填焊丝和背面采用氮气保护焊的方法可以稳定焊接接头中的奥氏体相的比例,并且较高的热输入,使得焊接接头冷却速度相对较慢,有助于铬的扩散而消除晶界贫铬现象,减小晶间腐蚀倾向;而与此相反的是较高的热输入,会导致两相中元素分配不均衡使铁素体相优先发生腐蚀,从而恶化材料的整体耐点蚀性能.关键词:超级双相不锈钢;焊接接头;相比例;点蚀;晶间腐蚀中图分类号:TG 142.71文献标识码:A文章编号:0253-360X (2010)07-0059-04龚利华0 序 言超级双相不锈钢由于含有相同比例的奥氏体和铁素体相而兼具奥氏体不锈钢和铁素体不锈钢的优良特性,如良好的力学性能和耐蚀性能.尤其是具有奥氏体不锈钢优良的抗点蚀性和铁素体不锈钢优良的抗应力腐蚀破裂性,因此广泛应用在苛刻的环境中,如石油、天然气、海洋和化工等领域[1,2].虽然材料本身具有优良的耐蚀性能,但由于焊接等加工方法对接头组织所产生的严重影响会恶化材料的整体耐蚀性.因为焊接过程的快速冷却会导致铁素体相含量过高,破坏原有的两相比例.虽然可以通过焊条中含N ,i N 等元素的添加一定程度上稳定奥氏体相的存在,但仍然会对其耐蚀性带来影响.文中针对超级双相不锈钢SAF2507,研究了焊接工艺对接头处耐点蚀性和晶间腐蚀性的影响.1 试验方法试验用母材为瑞典Avesta 公司生产的SAF2507超级双相不锈钢,板厚2mm,固溶态,焊丝材料为瑞典Sandv ik 生产的25.10.4.L.母材及焊丝材料的化学成分见表1.焊接接头的耐腐蚀性能是影响该钢种使用寿命表1 母材与焊丝的成分(质量分数,%)Tab le 1 Che m ica l compos ition of base me ta l and w e l d ing w ire材料C C r N i M o N M n S P S i Cu 母材0.01524.920 6.9103.8300.2740.8500.0010.0210.2200.180焊丝0.01125.3609.5003.9060.2300.4100.00070.0170.3600.110的关键因素.对于超级双相不锈钢来说,主要是使焊缝金属和焊接HAZ 均保持有适量的铁素体和奥氏体组织,这就对焊接工艺提出了较高要求,如焊接方法、热输入、冷却速度、气体保护、填充材料的成分等.对于双相不锈钢薄板或管的焊接通常采用钨极氩弧焊的方法[3].文中即采用TI G 焊,氩气保护,气体流量12~15L /m i n .焊接工艺参数见表2.1.1 焊接接头形貌观察对4个不同焊接工艺试片的焊接接头部位进行切割,尺寸为40mm @20mm @2mm,随后对截面进行打磨、抛光.采用Behara 浸蚀剂(0.3g K 2S 2O 5,20m L H C l 和80mL H 2O )[4]进行浸蚀,浸蚀时间约为5s .采用日本JS M )6480扫描电子显微镜对焊焊 接 学 报第31卷表2 焊接工艺参数Tab le 2 W e lding pa rame t e rs试样电流I /A 电压U /V 背面气体连接方法焊接速度v /(c m #m i n -1)1号2号3号4号12512512515012121215氩气氩气氮气氩气填充焊丝自熔自熔填充焊丝8~108~108~108~10接接头形貌进行观察,并用英国牛津I N CA 能谱仪对奥氏体和铁素体相的部位进行成分测试,为减小结果误差,对每相选取三个不同区域测试,取其平均值.1.2 相的体积分数测定采用美国ASTM E562标准[5]测定不同焊接工艺条件下焊缝区域的奥氏体相体积分数,即采用网格交点计数法,测定方法如下.(1)在放大的金相试样图像上划出网格线.(2)从该试样的网格线中分别选取三个不同的6@6网格区域.(3)当以奥氏体为记数基准时,在每个区域中如果网格一个交点落在奥氏体相上,则记奥氏体含量为1.如果一个网格交点落在奥氏体、铁素体两相组织交界上则记为0.5,落在铁素体相中则记为0.(4)用落在奥氏体相上的点数比上该区域总的网格点数,即为该区域奥氏体相所占的体积分数.(5)取三个区域奥氏体相体积分数的平均值作为该试样最终的奧氏体相体积分数.1.3 耐点蚀性在腐蚀介质为6%FeC l 3+1%HC l 的溶液中,测试临界点蚀温度.即将打磨、抛光后的焊接接头试样浸入腐蚀溶液中,从40e 开始试验,每24h 升温5e 为一周期,直至平行于轧制方向上的试验面上,出现离散的肉眼可见的点蚀[6],这时的试验温度即为临界点蚀温度(CPT),边缘部分出现的点蚀不计.1.4 晶间腐蚀性采用65%浓硝酸法按照国家标准GB /T 4334.3)2000的要求进行.2 结果与讨论2.1 形貌及成分分析母材与四个不同焊接工艺的焊接接头处的形貌见图1.图1 母材与焊缝区形貌F ig 11 SEM m orp ho logy o f we lded j o in ts and ba se me t a l由图1可见,母材的奥氏体和铁素体相之间分界清晰,两相组织均匀,约各占50%.由于所产生的热影响区非常狭窄、不明显,故只对焊缝区域进行观察,发现焊缝部位两相的形貌发生了较大变化,其中C 相以羽毛状存在,分布均匀性变差,同时两相的比例也发生了变化,1号~4号试样的奥氏体相比例分别为43%,39%,44%和48%.双相不锈钢在焊接过程中从液相凝固后,一直60第7期龚利华,等:超级双相不锈钢焊接接头的耐蚀性能保持铁素体组织,直至铁素体溶解度曲线温度,随后部分铁素体转变成奥氏体.两相的含量一方面取决于焊缝金属的成分,另一方面还取决于焊接冷却速度.一般认为双相不锈钢中奥氏体相含量最少应该达到30%,焊接接头才具有较好的耐蚀性[7].试验结果显示所有试样的焊接接头处奥氏体相含量均高于30%.其中奥氏体相最多的是4号试样,最少的是2号.这是因为4号试样的焊接工艺为加填焊丝同时采用较高的热输入,由于焊丝中含有较高含量的奥氏体稳定元素N ,i N,促使了凝固过程中奥氏体相的转变,而较高热输入使冷却速度较慢也促使了铁素体向奥氏体相的转变;同样加填焊丝的1号以及背面氮气保护的3号也具有较高的奥氏体含量也是分别由于焊丝和氮气的作用所致.从以上分析可以看出,为了减少焊接过程对双相不锈钢中相的比例的影响,保证奥氏体相的稳定存在,较高的热输入以及采用含有稳定奥氏体相的元素的焊丝具有重要作用.为了了解焊接工艺对接头处铁素体相和奥氏体相中主要合金元素含量的影响,分别对各试样的两相进行了成分分析,结果如表3所示.表3 两相中主要元素(质量分数,%)Tab l e 3Co m position o f m a in e lemen t s in t w o p hase s (%)试样编号相C r N i M o 1号A 26.217.633.951号C 26.127.903.972号A 25.316.284.352号C 25.047.223.323号A 25.347.004.013号C 25.466.753.764号A 25.886.974.134号C 26.058.273.73母材A 26.115.644.34母材C23.888.563.32由表3可见,焊接工艺对主要合金元素在两相中的分配比例产生了一定影响,尤其是对镍和钼的影响较大.双相不锈钢中含有两类元素,一类是稳定铁素体相的元素,如C r ,M o 等,一类是稳定奥氏体相的元素,如N ,i N 等.比较1号和4号试样可以发现,4号试样奥氏体相中镍含量明显高于铁素体相,而铁素体相中钼含量高于奥氏体相,而1号试样两者差别不大,说明较高的热输入由于冷却速度较慢使N ,i M o 元素有充分的时间进行扩散而分别富集在对应的奥氏体相和铁素体相中;比较1号和2号试样可以发现,虽然两者具有相同的热输入,但2号试样元素的分配差别较大,镍和钼同样在奥氏体和铁素体相中分配不均匀,说明自熔焊接工艺容易产生凝固偏析,使合金元素偏析在对应的相中;但同样采用自熔焊的3号试样由于氮气的参与对合金元素的分配产生了影响,使合金元素的分配趋于相近,即促使镍向铁素体相转移,钼向奥氏体相转移,说明氮具有一定的调整元素分配的作用.2.2 耐点蚀性母材以及1号~4号试样的临界点蚀温度测试结果分别为75,70,60,65,60e .母材具有较高的临界点蚀温度是因为超级双相不锈钢中较高的铬、镍、钼和氮所致[3,8].经过焊接后,焊接接头处的临界点蚀温度均有所下降,其中1号变化最小,3号次之,2号和4号最差.结合试样的焊接工艺可以发现,1号试样与2号,3号相比,在焊接中加填了焊丝,而且与4号相比具有较低的热输入.由表1焊丝成分可以看出,焊丝中除了含有与母材相近的25%Cr 之外,还含有9.5%N i 和3196%M o ,均较母材6.91%N i 和3.83%M o 含量高,所以从成分的平均含量上可以初步判断加焊丝的焊接接头具有较好的耐点蚀性能.但由于双相不锈钢中含有铁素体和奥氏体两相,而元素在两相中的分配会有所差异.结合表3的成分含量分析结果,1号试样的元素在两相中的分配差别不大,即铁素体和奥氏体相中各元素的含量相近,所以两相均呈现了较好的耐点蚀性.而4号虽然也填加了焊丝,但由于较高的热输入使得各元素在两相中的分配不均匀,奥氏体形成元素容易富集在奥氏体相中,特别是氮在奥氏体相中具有较高的溶解度,导致铁素体相中由于缺乏对耐点蚀具有突出贡献的氮而优先发生腐蚀.由图2的焊缝处点蚀形貌可以充分证明点蚀是发生在铁素体相上,而奥氏体相几乎完好存在,并阻止点蚀区域的扩展.图2 焊接接头在6%FeC l 3溶液中浸泡腐蚀后的表面形貌Fig 12Sur f ace mo rpho l o gy o f we l d ed j o in ts a ft e r m i -me rged in 6%FeC l 3so lu ti o n 61焊接学报第31卷2.3耐晶间腐蚀性当双相不锈钢敏化加热时,富铬的碳化物(Cr23 C6)会优先在D/C相的D相一侧析出,由于铬在D 相中扩散速度快,析出C r23C6所造成的贫铬区很快得到铬的补充而容易消除,所以双相不锈钢由于C r23C6析出导致贫铬造成的晶间腐蚀倾向较小[3].但不锈钢,特别是高铬高钼钢可能会由于金属间化合物R相的析出导致晶间腐蚀.因为R相是一种铁铬化合物,因为其富含铬,同时又由于容易在晶界析出而导致其周围同样出现贫铬区或由于其本身的溶液而产生晶间腐蚀现象,R相的析出温度一般在500~800e,所以在焊接接头处容易产生晶间腐蚀的敏感性.测试晶间腐蚀的65%浓硝酸法,又称为H uey 法,其腐蚀电位是基于以下氧化)还原反应建立的,即3H++NO3+2e=HNO2+H2O该电位相当于R相出现选择性腐蚀溶解的电位,因此,对R相在晶界析出而引起的晶间腐蚀倾向极其敏感,同时也可以检验贫铬导致的晶间腐蚀敏感性.48h的晶间腐蚀试验结果显示母材以及1号~ 4号试样的腐蚀速率分别为0.01,0.04,0.06,0.02和0.01g/(m2#h).由此可见4号耐晶间腐蚀性较好,与母材相近,3号次之,1号和2号较差,尤其是2号腐蚀速度已达到母材的6倍.结合焊接工艺分析其原因,2号试样由于采用不加焊丝的对接自熔焊方式,焊接接头部位含有较高的铁素体相,由于铁素体中富集较多M o元素(表3),促进了金属间相的析出,故表现出较差的耐晶间腐蚀性;3号虽然也采用自熔焊,但氮气的参与一方面使奥氏体相含量增多,另一方面通过调节钼在两相之间的分配能够延缓R相的析出;此外,1号焊接工艺采用较4号低的热输入,冷却速度相对较快,不利于铬的扩散而增大了由于晶界贫铬而产生的晶间腐蚀敏感性.所以加填焊丝同时采用较高热输入或背面氮气保护的焊接工艺有助于减小焊接接头的晶间腐蚀倾向,甚至可以达到与母材相同的耐晶间腐蚀性能.3结论(1)较高的热输入、同时采用含有稳定奥氏体相元素的焊丝的焊接工艺以及背面氮气保护可以稳定双相不锈钢中两相的比例.(2)耐点蚀性试验结果证明,采用加填焊丝或背面采用氮气保护的焊接工艺可以提高焊接接头的耐点蚀性能.但较高的热输入,会导致元素分配不均衡使铁素体相优先发生腐蚀,从而恶化材料的整体耐点蚀性能.(3)与耐点蚀研究结果相反的是较高的热输入,使得焊接接头冷却速度相对较慢,有助于铬的扩散而消除晶界贫铬现象,减小晶间腐蚀倾向.反面氮气保护能够减少R相的析出,也有助于减小焊接接头的晶间腐蚀倾向.(4)由于焊接工艺中热输入的高低对于点蚀和晶间腐蚀的敏感性影响结论相反,而点蚀或晶间腐蚀的发生与材料所使用的介质密切相关,所以对超级双相不锈钢焊接工艺的选择要结合使用的介质而定,从而有针对性地避免相应局部腐蚀的发生.参考文献:[1]M uthupand iV,Bal a S ri n i vasan P,Ses had ri S K.Corros i on be-havior of dup lex stai n less steelw eld m etal s w ith n itrogen add iti ons[J].Corros i on Eng i neeri ng,Science and T echnology,2003,38(4):303-308.[2]高娃,罗建民,杨建君.双相不锈钢的研究进展及其应用[J].兵器材料科学与工程,2005,28(3):61-63.GaoW a,Luo Janm i n,Yang Jian j un.Res earch p rogress and app l-icati on of doub le phase stai n less steel[J].Ordnan ce M ateral Sc-ience and Eng i neeri ng,2005,28(3):61-63.[3]吴玖.双相不锈钢[M].北京:冶金工业出版社,1999.[4]Tavares S S M,Pardal JM,L i m a L D.C haracterizati on ofm i cro-stru cture,che m ical compositi on,corrosi on resistance and tough-ness of a m u l ti pass w el d joi n t of super duplex stai n l ess steel UNSS32750[J].M at eri als Characteri zation,2007,58:610-616. [5]Standard testm et hod f or deter m i n i ng volu m e fracti on by s yste m aticm anual poi n t count[S].AST M E562.In t ernationa,l2005. [6]郎宇平,康喜范.超级高氮奥氏体不锈钢的耐腐蚀性能及氮的影响[J].钢铁研究学报,2001,13(1):30-34.Lang Yup i ng,K ang X if an.C orrosion resistance of h i gh n itrogensuperausten itic stai n less steel and i n fl u ence of n itrogen[J].J our-nal of Iron and S teelR esearch,2001,13(1):30-34.[7]杨松祥.超级双相不锈钢UNS S32760的焊接试验研究[J].南京工业大学学报,2002,24(3):65-68.Yang Songx i ang.Investi gati on ofw el d i ng test of t he s up er dup l exstai n less steelUNS S32760[J].J ou rna.l of Nan ji ng Un i versity of Technol ogy,2002,24(3):65-68.[8]黄建中,左禹.材料的耐蚀性和腐蚀数据[M].北京:化学工业出版社,2003.作者简介:龚利华,女,1967年出生,硕士,副教授.主要从事金属材料腐蚀与防护方面的科研和教学工作.发表论文30余篇.Em ai:l glh606@s ohu.co m62MA I N TOPI CS,ABSTRACTS&KEY WORDS2010,Vo.l31,N o.7the m ax i m u m out put current of20k A.In the powe r supply,I G-BT m odu l es a re used to compose the f u l-l bri dge converter and the b i po lar li m ited so ft-s w itchi ng PWM dr i ve mode is adopted.It re-a li zes the zero-vo ltage zero-cu rrent s w itchi ng(ZV ZCS)and re-duces t he loss o f pow er s w itch pi pe.Control circu it takes d i g ita l si gnal processor as core,and conta i ns the true RM S process i ng circu it and the i ncre m enta l P I D con tro lm ethod.A ll t hese fi nall y lead to prec ise contro l of t he power pulse w i d t h m odulation c ir-cu i t.Experi m ent results de m onstrate design of t he m a i n c ircu it is va li d,t he con tro l syste m is stable and re liab l e.K ey words:h i gh-pow er;i nter m ediate frequency;i nver-t e r;di g ita l si gna l processor;resi stance spot w e l dingCorrosi on resistance of superdup lex stai n less steel w elded jo i n t GONG L ihua,Z HANG Bo,W ANG Sa i hu(Ji ang su U-n i versity o f Sc i ence and T echno logy,P rov i nc i a l K ey L ab of Ad-vanced W e l ding T echnology,Zhen jiang212003,Ji ang su,Ch-i na).p59-62Abstrac t:T he changes of t w o phases propo rti on and e l e-m ent compositi on o f superduplex w e l ded jo i nts sta i n l ess steels UN S S32750we lded jo i nts by d iffe rent technics w ere stud i ed by SE M and EDS,mean w hile the p itti ng co rrosion and i nterg ranu lar co rrosion res i stance o fw e l ded jo i nts w ere tested by cr iti ca l pitti ng te m pera t ure(CPT)and65%n itr i c acid so l ution experi m ent. T he results show ed t hat h i gher heat input,filli ng w e l d i ng w ire and nitrogen gas protecti on cou l d m ake austenitic phase ex ist steadil y,and h i gher heat i nput could make chrom iu m t o diff use so as to reduce interg ranu l a r co rrosion sensiti v ity wh ich on the contrary m ake pitti ng co rrosion wo rse.The reason is t hat t he fe r-rite phase disso lves firstly because o f the ele m ent partiti on dis-proporti on.K ey word s:superduplex sta i nless stee l s;we l ded j o i nts; phase proportion;p itti ng corrosi on;i n terg ranu l ar corrosi onCollaborat i ve con trol strategy for stai n less steel resistan ce spot w eld i ng p rocess L I Gu iz hong1,W ANG Zhaowe i2,L I M o3(1.Schoo l o fM ater i a ls Sc ience and Eng i neer i ng,Jili n U n-i versity,Changchun130025,Chi na;2.Br illiance A utomobil e Eng i neering R esea rch Institute,Shenyang110141,Ch i na;3. Changchun U n i versity of Science and T echno l ogy,Changchun 130022,Ch i na).p63-66Abstrac t:T he particu l a rity,necessity and suitability on the co llaborative control m ethod that was used to stainless stee l res i stance spo t w eldi ng procers a re d iscussed i n t h is paper. Based on the experi m ent resu lts,the we l d i ng process o f every nugget w as di v ided i n t o t w o per i ods.T hat is,no-nugge t per i od and nugget-grow i ng per i od.In no-nugget pe ri od,t he constant current contro lm ethod w as used.In nugget-g row i ng per i od,the m ode li ng controlm e t hod was used based on the re ference charac-ter i sti cs of t he dyna m i c current lag ang l e.Th i s contro l m echa-n i s m is t he co llaborati ve contro l strategy.The exper i m ent resu lts show that it can m ake t he starti ng po i nt o f nugge t stab l e,thus prov ide a t h reshold contro lm ethod w ith high re li ability and good nugget qua lity.K ey word s:sta i n l ess stee;l resistance spot we l d i ng;con-stant current contro;l modeli ng contro l m ethod;co llaborati v e contro l stra tegyI mage processi ng of struc ture light vision d etec ti on of we l d-ing robot WU X in1,Q I Bo ji n2(1.Schoo l o fM echan ica l E-lectronic and Control Eng i neer i ng,B eiji ng Ji ao t ong U n i versity, Be iji ng100044,China;2.School o f M echanica l Sc i ence and Eng i neer i ng,Be iji ng U n i versity of A eronau tics and A stronautics, Be iji ng100083,Ch i na).p67-70Abstract:I m age processi ng a l gor it hm s of w eldi ng robot structure li ght detecti on w ere stud i ed.Co m pared w it h the trad-i ti onal i m ag e processing algor it h m,so m e i m proved me t hods w ere proposed and tested,In filter of i m age preprocessi ng,a m ethod comb i ng reg i on seg m entati on w it h m ult-i sca l e detecti on was a-dopted,and cou l d overco m e the disadvantage o f contour easy break i ng w ith si ng le di m ensi on LOG filter and m i n ish the reg i on to be processed,and easy to i m prove the processi ng speed.In contour p i ck-up o f po st-processi ng,G ene ti c A l gor it hm as a g lob-a l opti m iza tion a l go rith m,was adopted to realize te m plate m atc-h i ng.By grey coding m e t hod,fit ness functi on,se l ection opera-tors,crossover operato rs,mutation opera t o rs and so on,fi na lly re-a li ze te m plate m atch i ng and coordi nati on p i ck-up t he expe ri m enta l resu lts sho w t hat these i m proved m et hods can i m prove the prec-i si on and adaptability o fw eldi ng robot struc t ure li ght detecti on.K ey word s:i m age pro cessi ng;structure ligh t detection; reg i on segm enta tion;m ult-i sca le detec tion;genetic a l gor it hmE ffec t of GMA W-P para m e ters on notch ed i m pact strength of w el d ing joi n t i n TCS345stai n less steel ZHANG Jian-jun1,3,L I W ushen1,2,D I X i n jie1,2,L I U Q i n1(1.Schoo l ofM a-ter i a l Sc i ence and Eng ineer i ng,T ianji n U nivers it y,T ian jin 300072,Ch i na;2.T ian ji n K ey L aboratory of A dvanced Jo i n i ng T echno l ogy,T ian ji n300072,Ch i na;3.L anzhou Constructi on Q uperv i s i on o f CN PC,L anzhou730060,Ch i na).p71-74 Abstract:T he effect o f pu lse gas me tal arc w e l d i ng (GMAW-P)parame ters on i m pact tonghness of w eldi ng j o i nt no m i na l fusi on li ne i n TCS345stai n less stee l were i nvestigated through orthogonal experi m ents.T he i nfl uenci ng facto rs such as pulse current,ti m e,frequency and w e l d i ng speed we re consid-e red.T he resu lt sho w s that t he m icro structure i n heat a ffected zone(HA Z)of TCS345sta i n l ess steel co m posed of fe rr ite and m artens ite.O pti m i zati on of GM AW-P process para m ete rs w as ca rried out by the soft w are o f MATLAB,that i s,pu l se current 450A,pu l se ti m e2.3m s,pulse frequency250H z,and w eld-ing speed500mm/m i n.K ey word s:pu lse gas m eta l arc w eldi ng para m ete rs;TCS sta i n less stee;l nom ina l fusi on li ne;notched i m pact streng thOp enCV based ca m era ca li b ration m e thods for sea m track-ing syste m s LA I X iaobo,Z HU Sh i q i ang,C HAO X i nx i ng (S tate K ey L aboratory of F l u i d P o w er T rans m i ssi on and Contro,l Zhejiang U n i ve rsity,H ang z hou310027,Ch i na).p75-78 Abstract:A i m i ng at the cam era cali brati on o f sea m track-Ô。
HastelloyC哈氏合金
HastelloyC哈氏合金HastelloyC概述:hastelloyC是耐高温、耐腐蚀合金。
合金含有大量的Cr、Mo等元素,并具有单相奥氏体组织。
具有优异的抗应力腐蚀开裂能力和好的耐局部服饰能力,在很多化工工艺介质中有满意的耐蚀特性,包括浸蚀很强的无机酸溶液、氯气和含氯化物的各种介质、干燥氯气、甲酸和醋酸、海水和盐水等。
相近牌号:NS3303 NA45化学成分:碳C: ≤0.08锰Mn: ≤1.00硅Si: ≤1.00磷P: ≤0.040硫S: ≤0.030铬Cr: 14.5~16.5镍Ni:50.0~58.0钼Mo:15.0~17.0铁Fe:4.0~7.0物理性能:密度:8.94 g/cm3溶点:1350 ℃比热容:0.385 103J/kg?K热导率:29.3 W(m?K)(25℃)弹性模量:210 103MPa(28℃)机械性能:抗拉强度690Rm N/mm2屈服强度310RP0.2N/mm2延伸率40A5 %金相结构:HastelloyC为面心立方晶格结构。
通过控制铁和铬含量在最小值,降低了加工脆性,阻止了在700-870℃间Ni4Mo 相的析出。
耐腐蚀性:镍钼合金HastelloyC的碳、硅含量极低,降低了焊接热影响区碳和其它杂质相的析出,因此其焊缝也具有足够的抗腐蚀性。
合金Hastelloy C-2在还原性介质中具有很好的抗腐蚀性,如各种温度和浓度的盐酸溶液。
在中等浓度的硫酸溶液(或者含有一定量的氯离子)中也具有很好的抗腐蚀性。
同时也能用于醋酸和磷酸环境。
合金材料只有在适宜的金相状态和纯净的晶体结构时才能具有最好的耐腐蚀性。
应用领域:合金HastelloyC在化学、石化、能源制造和污染控制领域中有着广泛的应用,尤其是在硫酸、盐酸、磷酸、醋酸等工业中。
供应规格:棒、带、管、锻件、紧固件、法兰等协商供应加工:热加工1. 热加工温度范围1200℃~950℃,冷却方式为水冷或快速空冷。
2. 为保证最佳的防腐性能,热加工后应进行热处理,工件应直接加入已升温的热处理炉。
不锈钢碳钢复合板的焊接工艺及接头组织性能研究
论文编号 1028706 12-0052
硕士学位论文
不锈钢/碳钢复合板的焊接工艺及 接头组织性能研究
研究生姓名 学科、专业 研究方向 指导教师 陈 忱 材料加工工程 不锈钢复合板的焊接 王少刚 副教授
南京航空航天大学
研究生院 材料科学与技术学院
作者签名: 日 期:
南京航空航天大学硕士学位论文
摘
要
金属复合板以其优良的综合性能被广泛地应用于石油化工、建筑、交通运输及日用品等许 多领域中。但是由于其基层与覆层之间的化学成分及理化性能差异较大,在焊接过程中容易出 现覆层焊缝被稀释、 产生成分偏析或者出现其它焊接程对焊缝金属的稀释作用,将基层与覆层分开焊接在之间 添加过渡层焊缝。 因此, 对接头过渡层焊缝的工艺控制是顺利实现金属复合板焊接的关键所在, 以保证复合板接头的焊接质量,基于此,本文对 304L/SA516Gr70 奥氏体不锈钢复合板、 405/Q245R 铁素体不锈钢复合板这两种不锈钢/碳钢复合板的焊接工艺及焊接性进行研究。 针对不锈钢复合板的焊接特点, 文中分别采用钨极氩弧焊 (GTAW) 和焊条电弧焊 (SMAW) 两种焊接方法,并分别采用 Cr、Ni 元素含量较高的 ER309L 焊丝、ER316 焊丝、A302 焊条作 为填充金属,选用 X 型和 X 型开槽两种坡口型式对不锈钢/碳钢复合板进行对接焊。通过对在 不同工艺条件下所获接头进行力学性能测试、微观组织分析及耐蚀性能评价等,确定试验条件 下的最佳焊接工艺及参数。 力学性能测试结果表明, 两种不锈钢/碳钢复合板接头的抗拉强度与其母材本身的抗拉强度 相当,且均断在远离熔合线的母材处,完全能够满足实际工程结构对接头的强度要求。在 304L/SA516Gr70 接头中,采用 X 型开槽坡口、SMAW 焊获得接头 A2 的抗拉强度最高;而在 405/Q245R 接头中,采用 SMAW 焊获得接头 B2 的抗拉强度比 GTAW 焊获得接头 B1 的高。 利用光学显微镜(OM) 、扫描电镜(SEM) 、透射电镜(TEM)及 X 射线衍射仪(XRD) 对不锈钢/碳钢复合板接头的过渡层焊缝(WM) 、覆层不锈钢与过渡层焊缝熔合区(WM-SS) 及基层碳钢与过渡层焊缝熔合区 (WM-CS) 进行组织观察、 成分分析及相结构分析。 结果表明, 接头过渡层焊缝的微观组织均为铁素体分布在奥氏体基体上。在 WM-CS 界面处,两种不锈钢 复合板接头均存在不同程度的碳迁移现象,其中 304L/SA516Gr70 接头在 WM-CS 界面处还存 在一个宽度为 30~50μm 凝固过渡层。对该界面进行元素线扫描及能谱分析,发现 Cr、Ni 等合 金元素浓度在该区域呈梯度分布,但是并未发现合金元素偏聚现象及有害相析出。 采用化学浸泡法及电化学测试方法评价接头过渡层焊缝的耐点蚀性能,结果表明,对于 304L/SA516Gr70 接头,采用 ER316L 焊丝的钨极氩弧焊接头 A4 的耐腐蚀性能最好;对于 405/Q245R 接头,采用焊条电弧焊获得接头 B2 的耐腐蚀性能要优于钨极氩弧焊接头 B1。 综上所述,在本文中试验条件下,采用所选择的焊接工艺均可在一定程度上实现不锈钢/ 碳钢复合板的高质量焊接。 关键词:不锈钢复合板,焊接工艺,过渡层,力学性能,微观组织,耐蚀性
HastelloyC-4(N06455、C-4)哈氏合金 镍基合金
上海商虎/张工:158 –0185 -9914Hastelloy C-4附近商标附近商标NS335 | UNS NO6455 | W.Nr2.4610 | NiMo16Cr16Ti | Hastelloy C4Hastelloy C-4物理性能密度8.93 g/cm3熔点1335-1380 ℃Hastelloy C-4机械性能状况抗拉强度Rm N/mm2屈从强度RP0.2 N/mm2布氏硬度A 5%延伸率HB热轧≥690≥290≥180≥40 Hastelloy C-4应用范畴Hastelloy C-4在大多数化工范畴和高温环境中得到了广泛的应用。
典型应用范畴:1.烟气脱硫系统2.酸洗和酸再生工厂3.乙酸和农用化学品出产4.二氧化钛出产(氯法)5.电解电镀Hastelloy C-4特性补充Hastelloy C-4是一种奥氏体低碳镍-钼-铬合金。
Nicrofer 6616 hMo和其他早期开发的相似化学成分的合金的主要区别是低碳、硅、铁、钨含量。
这样的化学成分使其在650-1040℃时表现出极好的稳定性,提高了抗晶间腐蚀的才能,在恰当的制造条件下可以防止刃线腐蚀敏感性和焊缝热影响区腐蚀。
较高的钼、铬含量使Hastelloy C-4合金可以反抗各种化学介质的侵蚀,包括还原性介质,如磷酸、盐酸、硫酸、氯气、有机或无机的含氯介质。
因为镍含量较高,Hastelloy C-4能有效的反抗因为氯导致的应力腐蚀开裂,乃至是热的氯化物溶液。
产品:哈氏合金、高温合金、铜镍合金、英科耐尔、蒙乃尔、钛合金、沉淀硬化钢等各种中高端不锈钢,镍基合金等。
高温合金:GH3030、GH4169、GH3128、GH145、GH3039、GH3044、GH4099、GH605、GH5188等软磁合金:1J06、1J12、1J22、1J27、1J30、1J36、1J50、1J79、1J85等弹性合金:3J01、3J09、3J21、3J35等。
Hastelloy C-4化学成分Hastelloy C4执行标准
Hastelloy C-4(N06455)特性及应用领域概述:HastelloyC- 4是一种奥氏体低碳镍-钼-铬合金。
HastelloyC-4 和其它早期开发的相似化学成分的合金的主要区别是低碳、硅、铁、钨含量。
这样的化学成分使其在650-1040℃时表现出极好的稳定性,提高了抗晶间腐蚀的能力,在适当的制造条件下可以避免刃线腐蚀敏感性和焊缝热影响区腐蚀。
Hastelloy C-4(N06455)应用范围、应用领域湿氯、次氯酸、盐酸、氯化物装置。
在大多数化工领域和高温环境中得到了广泛的应用。
典型应用领域:烟气脱硫系统、酸洗和酸再生工厂、乙酸和农用化学品生产、二氧化钛生产(氯法)、电解电镀材料特性对大多数腐蚀介质具有优良的耐腐蚀性,尤其在还原状态下。
在卤化物中有优秀的耐局部腐蚀性。
Hastelloy C-4(N06455)执行标准:薄板、板材、带材:ASTM-B575无缝管:ASTM-B622焊接管:ASTM-B619.B626棒材、圆饼:ASTM-B574锻材:ASTM-B564法兰阀体:ASTM-B564Hastelloy C-4(N06455)相近牌号:NS335(中国)、2.4610、NiMo16Cr16Ti(德国)、hastelloyc-4、UNS N06455(美国)、NiMo16Cr16Ti(ISO)Hastelloy C-4(N06455)化学成分:镍Ni 铬Cr 铁Fe 碳C 锰Mn 硅Si 钼Mo 钴Co 钛Ti 磷P 硫S最小值余量14.5 14.0 0.01最大值17.5 3.0 0.009 1.0 0.05 17.0 2.0 0.7 0.02Hastelloy C-4(N06455)物理性能:Hastelloy C4:密度8.94g/cm、抗拉强度650、屈服强度280、延伸率40Hastelloy C-4(N06455)力学性能:(在20℃检测机械性能的最小值)HastelloyC-4工艺性能与要求:焊接hastelloy C-4能用各种焊接工艺焊接,如钨电极惰性气体保护焊、等离子弧焊、手工亚弧焊、金属极惰性气体保护焊、熔化极惰性气体保护焊。
耐 蚀 阀 门 用 哈 氏 合 金

耐蚀阀门用哈氏合金★摘要:介绍了哈氏合金的特性,重点论述了耐蚀阀门常用的哈氏合金B和哈氏合金C的金相组织结构、性能改进及铸造工艺。
关键词:哈氏合金;耐蚀阀门1.概述:化学工业和石油化工的迅速发展,要求阀门在极端苛刻的腐蚀介质中仍能长周期安全稳定运行,这就需要能抵抗这些介质腐蚀的特殊材料。
而蒙乃尔合金(Monel)、英康乃尔合金(CY-40、Inconel)、铸镍合金(CZ-100)和哈氏合金(Hastelloy)等可以满足苛刻的腐蚀工况使用。
本文主要介绍哈氏合金的特性。
2.分类:哈氏合金(Hastelloy)是镍基合金中的Ni-Mo-Fe系、Ni-Mo-Cr系、Ni-Mo-Cr-Fe系、Ni-Cr-Mo-Cu系及Ni-Si系耐蚀耐热合金的商业名称。
哈氏合金有:Hastelloy A、Hastelloy B、Hastelloy C、Hastelloy D、Hastelloy F、Hastelloy G、Hastelloy N、及Hastelloy W等牌号,因此它是一个合金系列(表1和表2)。
此外,文献〔2〕在镍基耐热合金中还介绍了Hastelloy X,其主要成分(%)是C≤0.15,Cr≤22.0,Mo≤9.0,Fe≤20及Ni余。
Ni-Mo-Fe系哈氏合金在沸腾的任何浓度的盐酸中均有良好的耐腐蚀性能,Ni-Si系哈氏合金主要用于耐硫酸腐蚀的工况中。
哈氏合金(Hastelloy)用于耐蚀阀门上的,主要是哈氏合金B和哈氏合金C这2大类。
在美国ASTM A494-1995标准中,对哈氏合金也只列出了哈氏合金B和哈氏合金C。
在ASTM A494-1995标准中:哈氏合金B其铸造合金牌号为N-12MV(有的资料称之为N-12M-1)及N-7M(有的资料称之为N-12M-2,也称它为Chlorimert 2合金)。
哈氏合金C其铸造牌号为CW-12MW(有的资料称它为CW-12M-1)和CW-7M(有的资料称它为CW-12M-2, 也称它为Chlorimert 3合金)及哈氏合金C-276,其铸造牌号为CW-6MC(注:在ACI标准中无此铸造牌号)和哈氏合金C-4合金,其铸造牌号为CW-2M(见表3和表4)。
Hastelloy C-4
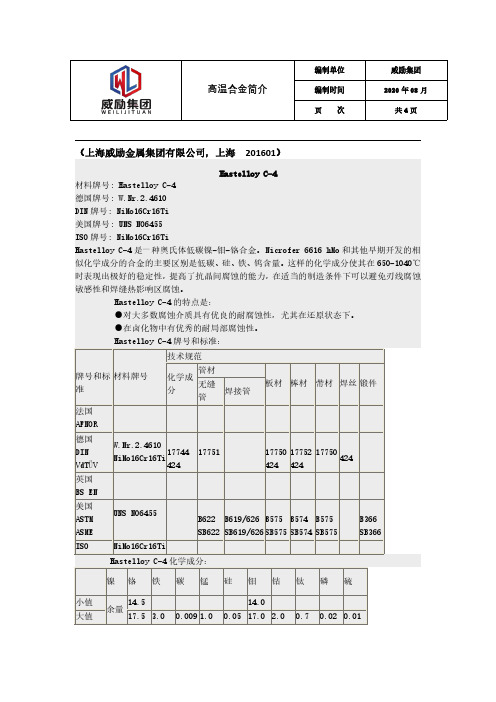
高温合金简介编制单位威励集团编制时间2020年08月页次共4页Hastelloy C-4应用范围:Hastelloy C-4在大多数化工领域和高温环境中得到了广泛的应用。
典型应用领域:●烟气脱硫系统●酸洗和酸再生工厂●乙酸和农用化学品生产●二氧化钛生产(氯法)●电解电镀Hastelloy C-4加工和热处理:Hastelloy C-4合金可以通过传统生产工艺制造和加工。
Hastelloy C-4加热:在热处理之前及热处理过程中应始终保持工件清洁和无污染。
在热处理过程中不能接触硫、磷、铅及其它低熔点金属,否则Nicrofer6616hMo合金会变脆,应注意清除诸如标记漆、温度指示漆、彩色蜡笔、润滑油、燃料等污物。
燃料中的含硫量越低越好,天然气中的硫含量应少于0.1%,重油中硫含量应少于0.5%。
电炉加热是较好的选择,因为电炉可以精确控温,炉气干净。
若燃气炉的炉气足够纯净,也可以选择。
加热炉的炉气以中性至微还原性为宜,应避免炉气在氧化性和还原性之间波动,加热火焰不能直接烧向工件。
Hastelloy C-4热加工:Hastelloy C-4的热加工温度范围1080℃~900℃,冷却方式为水冷或其他快速冷却方式。
为保证佳的防腐性能,热加工后应进行固溶热处理。
Hastelloy C-4冷加工:冷加工时工件应为固溶热处理态,Hastelloy C-4的加工硬化率大于奥氏体不锈钢,因此需要对加工设备进行挑选。
在冷轧过程中应有中间退火。
若冷轧变形量大于15%,则需要对工件进行二次固溶处理。
Hastelloy C-4热处理:Hastelloy C-4的固溶处理温度范围是1050℃~1100℃。
对于厚度小于1.5mm的材料,建议冷却方式为水淬,也可采用快速空冷,以得到大的抗腐蚀性能。
在热处理过程中,必须保持工件清洁。
Hastelloy C-4去氧化皮:Hastelloy C-4的表面氧化物和焊缝周围的焊渣的附着性比不锈钢更强,推荐使用细晶砂带或细晶砂轮进行打磨。
晶间腐蚀的机理

三、晶间腐蚀试验方法 核电设计中常用的奥氏体不锈钢晶间腐蚀试验方法
(a) GB/T 4334 E法不锈钢硫酸-硫酸铜腐蚀试验方法 (b) ASTM A262 E法 Copper–Copper Sulfate–Sulfuric Acid Test for Detecting Susceptibility to Intergranular Attack in Austenitic Stainless Steels (c) RCC-M-2007 MC1300 Accelerated Intergranular Corrosion Test of Austenitic Stainless 18-10 Chromium Nickel Steel
核电设备奥氏体不锈钢焊接接头 晶间腐蚀试验
2014.06
上海核工程研究设计院
目录
一.什么叫晶间腐蚀
二.晶间腐蚀的防止和消除
三.常见晶间腐蚀试验方法
四.问题交流与探讨
一、晶间腐蚀的机理 晶间腐蚀定义
晶间腐蚀是一种由微电池作用而引起的局部腐蚀现象,是 金属材料在特定的腐蚀介质中沿着材料的晶界产生的腐蚀。 这种腐蚀主要是从表面开始,沿着晶界向内部发展,直至 成为溃疡式腐蚀,整个金属强度几乎完全丧失。其腐蚀特 征是,在表面还看不出腐蚀特征时,晶粒之间已丧失了结 合力,失去金属声音,严重时,只要轻轻敲打就可破碎, 甚至形成粉状。因此,它是一种危害性很大的局部腐蚀。
二、晶间腐蚀的防止和消除 控制加热温度和时间
二、晶间腐蚀的防止和消除 控制含碳量
随着不锈钢中含碳量的增加, 在晶界生成的碳化铬随之增多, 结果就使得在晶界形成“贫铬区“的机会增多, 导致产生晶间 腐蚀的倾向增加, 所以碳是晶间腐蚀最有害的元素。 一般认为奥氏体不锈钢中含碳量降低到0.02~0.03%以下,便 可避免晶间腐蚀。
晶间腐蚀要求

二、晶间腐蚀的防止和消除
在钢材和焊接材料中加入Ti、Nb 等与碳的结合能力比铬更强 的元素, 能够与碳结 合成稳定的碳化物, 可以避免在奥氏体晶 界形成贫铬区。所以, 常用奥氏体不锈钢及焊接材料中都含有 Ti 或Nb 元素,如ER347等。
二、晶间腐蚀的防止和消除 进行固溶处理
焊后, 将奥氏体不锈钢的焊接接头重新加热至1050~1100℃, 此 时碳又重新溶入奥氏体中, 然后急速冷却, 便可得到稳定的奥 氏体组织, 消除贫铬区。这种方法叫固溶处理。固溶处理的缺 点是, 如果焊接接头需要在危险的温度区工作, 则仍不可避免 地会形成贫铬区。
四、晶间腐蚀要求 RG1.44对于工艺评定的要求
四、晶间腐蚀要求 RCCM中对晶间腐蚀的要求
如果碳含量≤0.035%和铬含量≥18%则不要求晶间腐蚀试验。
四、问题探讨 •结果判定的可操作性 •是否敏化的问题 •取样位置 •弯曲直径的问题
四、问题探讨 结果判定的可操作性
标准 评定方法 合格标准 敲击声测试:将试样与金属表面敲击,并与 与钢表面敲击,有清脆的金属敲击声 未经晶间腐蚀试验的试样进行比较 弯曲试验,压头直径不超过试件厚度的2倍; RCC-M 对于对接接头,沿焊缝中心线进行弯曲,使 弯曲90°,无裂纹;若开裂,开裂边缘没有 MC 1310 焊缝的表面为凸面;并与未经晶间腐蚀试验晶间腐蚀迹象。 的试样进行比较 微观金相试验 作为上述两试验的补充,在上述两试验存在 争议时,提供判定依据
一、晶间腐蚀的机理 晶间腐蚀机理
贫Cr理论 对奥氏体不锈钢而言其晶间腐蚀的原因是由于晶界区贫铬 所引起的。含碳量高于0.02%的奥氏体不锈钢中,碳与铬能 生成碳化物(Cr23C6)。这些碳化物经过高温淬火,以固溶态 溶于奥氏体中,铬均匀分布,使合金各部分铬含量均在钝 化所需值即12%以上。这种过饱和固溶体在室温下虽然暂 时保持这种状态,但它是不稳定的。如果加热到敏化温度 范围内,碳化物就会沿晶界析出,铬便从晶界边界的固溶 体中分离出来。由于铬的扩散速度很慢,远低于碳的扩散 速度,不能从晶粒内固溶体中扩充到晶界,因而只能消耗 晶界附近的铬,造成晶粒边界贫铬区。
不锈钢焊接接头晶间腐蚀性能浅究

不锈钢焊接接头晶间腐蚀性能浅究不锈钢材料是当前我们生产、生活中经常见到的一种材料,它具有很多优点,但这种不锈钢材料用于冷加工成形与进行焊接作业时,时常会对其实际抗腐蚀性能造成影响,若其抗腐蚀性能不强,很容易被腐蚀,影响到构建的稳定性,因此在成形与焊接不锈钢产品后,在焊后不进行热处理的情况下,要求母材与焊接头的抗腐蚀性能必须足够强,特别是抗晶间腐蚀性能。
为此必须掌握不锈钢焊接接头晶间腐蚀的检验方法,了解造成焊接接头晶间腐蚀的原因,并采取相关策略努力提高不锈钢焊件抗晶间腐蚀能力。
1 不锈钢焊接接头晶间腐蚀检验在氧化与弱氧化环境中晶间腐蚀经常会出现在奥氏体不锈钢中,一旦不锈钢件出现这种腐蚀,腐蚀会从不锈钢表面沿晶界深入内部,对不锈钢材料的实际机械强度会造成严重影响,出现晶间腐蚀的材料,稍受外力断裂现象就有可能沿晶界线发生,只观看材料表面很难判断出晶间腐蚀,晶间腐蚀有高危性的特点。
这就要求在用不锈钢材料制作设备时,母料与焊接接头的实际抗晶间腐蚀性能必须足够强。
为使焊接构件足够牢固,必须检查焊接接头的晶间腐蚀性。
在测定不锈钢对晶间腐蚀的敏感情况时,一般采用的是加速法。
这种方法主要是采用适当腐蚀剂,在一定条件下,加速选择性腐蚀晶间,找一个万能材料试验机,把试样放置于上面,弯曲材料然后再评定,我们用与介质接触的面作为检验面,借助高倍放大镜对弯曲试样处的表面进行观察,看有无晶间腐蚀引发的裂纹。
2 判别晶间腐蚀裂纹位于试样弯曲部位棱角处的裂纹以及无裂纹的滑移线、皱纹等以上情况不一定都是由于晶间腐蚀引发的裂纹,发生晶间腐蚀的试验,在实施冷弯曲操作时,其表面鳞状裂纹随处可见,对试样进行敲击金属声响不会出现,在很难评定的情况下,可借助金相法进行判断,在实施断面金相检查时,若发现局部腐蚀发生于晶界或其毗邻区域,晶粒脱落,沿晶界腐蚀推进,并且推进有一定均匀性。
这种沿晶界形成的腐蚀通常为晶间腐蚀。
3 焊接接头抗晶间腐蚀能力控制奥氏体不锈钢发生晶间腐蚀通常是由于晶界碳化铬发生沉淀析出造成的,不锈钢晶界区缺乏铬是晶间腐蚀的主要原因,因此可从控制不锈钢焊接处碳化铬的沉淀来防止发生晶间腐蚀,具体可从沉淀碳化铬的分量情况、部位以及形成沉淀物的动力方面进行考虑。
HastelloyC-4哈氏合金化学成分及特性 HastelloyC-4机械性能

HastelloyC-4哈氏合金化学成分及特性HastelloyC-4机械性能
材料牌号:Hastelloy C-4哈氏合金
钢种概述及应用:
哈氏合C-4即Hastelloy C-4,与中国牌00Cr16Ni65Mo16T(NS335/NS3305)相当,该合金在哈氏合金C-276基础上,进一步降低C和Fe含量,去掉W,同时加入稳定化元素Ti,从而使Hastelloy C-4合金耐晶间腐蚀性能进一步提高,与此同时,合金的加工成型性也有极大的改善,更适合制造需要焊接的耐蚀设备。
由于该合金具有耐含氯离子的氧化-还原复合腐蚀,且组织热稳定性好,使得该合金在宇航、能源、石油化工、机械和仪器仪表等重要领域有着较广泛的应用。
我公司可生产的产品有棒材、板材、无缝管、丝和锻件,亦可生产客户所需要的产品。
相近牌号:
产品特性:
HASTELLOY C-4在高温状态下具有优良的热稳定性和任性,对于高温状态下的应力腐蚀裂纹和氧化性气氛具有良好的抵抗性。
适合各类热的矿物酸、含氯介质、乙酸、乙酸酐、海水和盐水溶液等腐蚀性物质。
应用范围领域:
湿氯、次氯酸、盐酸、氯化物装置。
镍基合金晶间腐蚀实验

镍基合金晶间腐蚀实验
摘要:
I.引言
- 镍基合金背景介绍
- 晶间腐蚀现象描述
- 实验目的和意义
II.实验方法
- 实验材料和设备
- 实验步骤
III.实验结果
- 腐蚀程度分析
- 腐蚀形态观察
- 腐蚀机理探讨
IV.实验结论
- 镍基合金晶间腐蚀现象明显
- 影响因素和预防措施
- 实验展望
正文:
镍基合金是一种广泛应用于高温、高压、高腐蚀环境下的材料,因其卓越的耐蚀性能而受到关注。
然而,在实际应用中,镍基合金的晶间腐蚀现象日益引起人们的担忧。
为了深入研究这一现象,我们进行了一系列实验。
实验采用了一种镍基合金材料,通过电化学腐蚀方法,在不同腐蚀条件下进行实验。
实验过程中,我们观察到了明显的晶间腐蚀现象,即在晶粒之间存在腐蚀坑,且随着腐蚀程度的加深,腐蚀坑逐渐扩大。
这一现象表明,镍基合金在某些腐蚀环境下容易产生晶间腐蚀。
通过观察腐蚀形态,我们发现晶间腐蚀主要表现为沿晶界生长的腐蚀坑,这是由于晶界处原子排列不规则,容易形成局部腐蚀核。
同时,我们还探讨了晶间腐蚀的机理,认为腐蚀坑的形成与晶界处的元素偏析、晶界能降低等因素有关。
根据实验结果,我们得出结论:镍基合金在某些腐蚀环境下存在明显的晶间腐蚀现象,其腐蚀程度与腐蚀环境、材料成分等因素密切相关。
因此,在实际应用中,我们需要关注这些影响因素,采取相应的预防措施,以降低晶间腐蚀的发生。
展望未来,我们将继续深入研究镍基合金的晶间腐蚀现象,探讨更多影响因素及其作用机制,为实际工程应用提供理论依据。
哈氏合金c4化学成分

哈氏合金c4化学成分
摘要:
1.哈氏合金C-4 的概述
2.哈氏合金C-4 的化学成分
3.哈氏合金C-4 的特性与应用
正文:
哈氏合金C-4 是一种镍基合金,是一种非常有名的耐腐蚀合金。
它的化学成分主要包括镍、铬、钼、钴、铁、钨和少量的锰、硅和碳。
这种合金由于其优异的耐腐蚀性能,被广泛应用于石油、化工、航空、航天等工业领域。
哈氏合金C-4 的特性主要源于其独特的化学成分和微观结构。
首先,镍是哈氏合金C-4 的主要成分,能提供良好的耐腐蚀性和高温强度。
铬和钼则可以提高合金的耐腐蚀性能,使其在酸、碱、盐等介质中都能保持良好的耐蚀性。
钴和钨可以提高合金的热稳定性和机械性能。
铁、锰和硅等元素则是合金的杂质元素,会影响合金的性能,因此需要严格控制其含量。
哈氏合金C-4 的化学成分和微观结构使其具有许多优异的特性,如耐腐蚀、高温强度、抗氧化、耐磨损等,使其在各种工业领域都有广泛的应用。
例如,在石油化工行业中,哈氏合金C-4 可以用于制造热交换器、管道、阀门等设备,以抵抗高温、高压、腐蚀性介质的侵蚀。
在航空航天行业中,哈氏合金C-4 可以用于制造涡轮叶片、发动机零件等高温部件,以承受高温和高应力的环境。
ASTM_G_28探测高镍铬合金锻件晶间腐蚀敏感度的标准实施规程-中文
要求的腐蚀速率单位
密耳/年(mpy) 英寸/年(ipy) 英寸/月(ipm) 毫米/年(㎜/y) 微米/年(μm/y) 皮米/秒(pm/s) 每小时-克/米 2(g/㎡·h) 每天-克/分米 2(mdd) 每秒-微克/米 2(μg/㎡·45×106
3.45×103
-5-
7、试验程序
7.1 把试样放到玻璃支架上,移开冷凝器,将支架沉浸在沸腾的溶 液中,然后迅速的插上冷凝器。每次试验时应使用新配置的溶液。 7.2 用蜡笔对锥形瓶中溶液的水平面作记号,一旦发现溶液水平 面下降(0.5 ㎝或者更多),应立即重新配置新溶液,并使用新试 样或者重新抛光的试样,再进行试验。 7.3 按 3 中所规定的时间持续进行试验。结束后,取出试样,依 次用水和丙酮清洗、干燥。 7.4 称重,并计算出除去试样原重,试样的失重量。 7.5 通常情况下不需要中间称重,除非遇到了 7.7 所述的情况。 试 验 过 程 是 连 续 的 。然 而 ,若 试 验 中 间 需 要 得 到 初 步 的 结 果 ,可 以随时取出试样称量,然后继续试验。 7.6 试验期间不需要添加酸。 7.7 如果采用方法 A 进行试验时,腐蚀速速率极高,溶液颜色明 显 发 生 了 改 变( 绿 色 ),则 需 添 加 额 外 的 硫 酸 铁 。在 中 间 秤 重 时 , 发现试样总失重超过 2g 时,必须加入更多的硫酸铁,每溶解 1g 金属需添加硫酸铁 10g。这一款不适合方法 B。 7.8 采用方法 A 时,同一合金牌号的几个试样可同时进行试验, 大 约 一 个 锥 形 瓶 中 根 据 玻 璃 支 架( 应 与 锥 形 瓶 和 硫 酸 铁 的 含 量 相 配合)的数量一般可以放 3~4 个试样。在方法 B 中一个锥形瓶 中只能放置一个试样。 7.9 试验期间,在锥形瓶的上部会沉积一些氧化铁。试验完成后, 可在锥形瓶中加入沸腾的 10%HCL 溶液进行清洗。
NS335 Hastelloy C-4奥氏体低碳镍钼铬合金哈氏合金 棒板带 化学成分力学性能

哈氏合金 棒板带 化学成分力学性能
NS335特性及应用领域概述
• NS335特性及应用领域概述:
该合金是一种奥氏体低碳镍-钼-铬合金。低碳、硅、 铁、钨含量,这样的化学成分使其在650-1040℃ 时表现出极好的稳定性,提高了抗晶间腐蚀的能 力,在适当的制造条件下可以避免刃线腐蚀敏感 性和焊缝热影响区腐蚀。合金应用于烟气脱硫系 统、酸洗和酸再生工厂、乙酸和农用化学品生产、 二氧化钛生产(氯法)、电解电镀等。
NS335对应牌号
• NS335对应牌号: • Hastelloy C-4 • UNS NO6455(美国) • W.Nr.2.4610 • NiMo16Cr16Ti(德国)
NS335 化学成份
NS335 化学成份:(GB/T14992-2019)
合金 %
牌号
镍铬铁钼铌钴碳锰硅硫磷铝钛 Ni Cr Fe Mo Nb Co C Mn Si S P Al Ti
锻件
板材
丝 管材
材
国家 标准
GB/T15002 GB/T15008 GB/T15008
GB/T15009 GB/T15010 GB/T15012
GB/T15062
NS335 金相组织结构
NS335 金相组织结构: 合金为面心立方晶格结构,其化学成分保 证了金相稳定性和抗敏化性。
NS335工艺性能与要求
最小
14.5
14.0
NS335
余量
最大
17.5 3.0 17.0
2.0 0.009 1.0 0.05 0.01 0.02
0.7
NS335物理性能
密度 g/cm3
熔点 ℃
HastelloyC-4镍基合金

HastelloyC-4镍基合金Hastelloy C-4合金性能此外,该合金还具有卓越的耐热性能,即使在高温环境下也能保持良好的性能和耐久性。
Hastelloy C-4合金由于应力而具有良好的耐腐蚀性。
该合金的其他有用特性是其磁致伸缩性能、高导热性和导电性、低气体含量和低蒸气压。
镍基合金?用于合金涡轮叶片、圆盘、锻件、环形截面和热工作工具。
在航空航天领域中,该合金可以用于制造高温下的引擎部件、涡轮发动机叶盘、发动机喷管、燃烧室等在此厚度以上,受源和热量影响的区域可能会发生微裂。
耐热合金可以根据其操作环境细分为三个不同的级别。
钼比钨便宜,但仍然具有类似的特性。
Hastelloy C-4镍基合金镍和镍基合金的常见应用包括低温设备,如储罐;热截面航空航天设备,如燃烧室组件;以及海洋设备。
锰是一种通常为提高强度而合金化的金属。
Hastelloy C-4镍基合金的制造工艺十分严格。
材料Hastelloy C-4和2.4668是镍-铁-铬混合晶体合金,添加了约2%的硅。
Hastelloy C-4镍基合金化学成分:碳(C)≤0.30,镍(Ni) ≥ 63.0,硅(Si)≤0.5,硫(S)≤0.024,铁(Fe) ≤2.5,锰(Al) ≤2.0,铜(Cu) 28.0 ~34.0物理性能:密度:8.9g/cm3,熔点:1300-1350 ℃,磁性:无一般来说,熔点极高的金属被称为耐火金属。
Hastelloy C-4镍基合金它不适合高温环境。
常见的例子是:Alnico合金,一种含有铝、镍和钴的铁合金。
在高温环境下,它表现出优异的抗氧化、抗腐蚀和抗应力腐蚀开裂的性能,适用于各种复杂的工作场合。
Hastelloy C-4镍基合金锡也可以与铜合金化,以生产锡黄铜和青铜。
它具有增强的强度、耐用性和耐腐蚀、耐磨性和耐高温性。
Hastelloy C-4镍基合金是一种具有高耐热性能的高温合金,是一种铁基合金。
纯铜及其合金形式的常见应用包括电线、端子和其他类型的连接器等电气元件;美国或加拿大便士等货币(尽管只是作为涂层);管道、工具和装饰工作。
镍基合金晶间腐蚀实验
镍基合金晶间腐蚀实验摘要:1.镍基合金晶间腐蚀实验的背景和意义2.镍基合金的特性和应用领域3.晶间腐蚀的概念和影响因素4.镍基合金晶间腐蚀实验的方法和步骤5.实验结果及其分析6.实验结论和展望正文:1.镍基合金晶间腐蚀实验的背景和意义镍基合金是一种以镍为基体的合金,具有高强度、高韧性、抗腐蚀性能好等特点,广泛应用于航空、航天、石油化工等领域。
然而,镍基合金在特定环境下可能出现晶间腐蚀现象,严重影响其使用寿命和性能。
因此,研究镍基合金晶间腐蚀实验对于提高合金性能和保障工程安全具有重要意义。
2.镍基合金的特性和应用领域镍基合金主要具有以下特性:(1)高强度:镍基合金具有较高的强度,可以满足各种工程结构对抗拉强度的要求。
(2)高韧性:镍基合金具有良好的韧性,能够承受较大的应力冲击和变形。
(3)抗腐蚀性能好:镍基合金在氧化性、还原性、中性等环境中具有较好的抗腐蚀性能。
镍基合金广泛应用于以下几个领域:(1)航空航天:镍基合金在航空航天领域中用于制造发动机、涡轮叶片等高温部件。
(2)石油化工:镍基合金在石油化工领域中用于制造管道、阀门、泵等设备。
(3)核工业:镍基合金在核工业中用于制造核反应堆、核燃料棒等部件。
3.晶间腐蚀的概念和影响因素晶间腐蚀是指金属材料在腐蚀过程中,腐蚀沿着晶界蔓延,导致晶间结构破坏的现象。
晶间腐蚀的影响因素主要包括:(1)材料成分:合金中某些元素如铬、钼等可以提高合金的抗腐蚀性能,而一些元素如钴、铁等会降低合金的抗腐蚀性能。
(2)加工工艺:合金的加工工艺如焊接、热处理等会影响其晶间结构,进而影响晶间腐蚀的发生。
(3)环境因素:腐蚀环境如湿度、温度、氧气浓度等都会影响晶间腐蚀的发生和扩展速度。
4.镍基合金晶间腐蚀实验的方法和步骤(1)实验材料:选用具有一定成分和性能的镍基合金板材。
(2)实验方法:采用电化学测试法、重量法等方法检测镍基合金晶间腐蚀的程度。
(3)实验步骤:a.将镍基合金板材加工成一定尺寸的试样;b.将试样放入腐蚀液中,浸泡一段时间;c.取出试样,用重量法检测试样腐蚀前后的重量变化;d.用电化学测试法检测试样在腐蚀过程中的电位变化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
o sely - r l igj i ti x dzn da fHa tl C 4 a cwedn on n o iiig me i. o Ke r s Ha t l y 4;itr r n lrc ro in ywo d : sel C一 n eg a ua o r so ;wedn o n ;s l o u in te t n o li gj it o i s l to r ame t d
( h n h i y L b r t r f M a e i l s r P o e sn n o i c t n, S a g a Ke a o a o y o t ra sLa e r c s i g a d M d f a i i o
S a g a Ja n nv r i h n h i ioTo g U ie st y,S a g a 2 0 4 h n h i 0 2 0,Chn ) ia
促进 焊缝 成 分 均 匀 , 善 接 头 在 氧 化 性 介 质 中耐 晶 间 腐蚀 性 能 。 改
关键 词 : seo C 4 晶 间腐 蚀 ;焊 接 接 头 ;固溶 处 理 Hatl y 一 ; l
中 图 分 类 号 : G4 1 T 0 文献标识码 : A 文 章 编 号 : 0 14 8 (0 0 0 —0 20 1 0 —3 1 2 1 ) 10 8— 3
8 2
材 料 工 程 /2 1 0 0年 1期
Hatl y 一 接 接 头 耐 晶 间腐 蚀 性 能研 究 sel C 4焊 o
Re it n e Pr p r y t n e g a u a r o i n o ss a c o e t o I t r r n l rCo r so f
p e .W ih fle r ncud n i he o ls t ilr wie i l i g h g r Cr c mpo nt ne ,Cr c m p e f wed me a a n bo da y i o on nto l t lgr i un r s hi r t a h to a ea l .And wih a pr pra e e r np ,f lo p s l i f e ss uto ghe h n t a fb s loy t p o i t ne gy i ut o l w a s we d ng o f r ol i n t e t e o f r e l e a . Bot ft m m p o e r ss a e p op r y t n e g a r a m ntt o m r we d m t 1 h o he i r v e it nc r e t o i t r r nulr c r o i n a o r so
Absr c :H a t lo C一 i e i s ta t s e l y 4 p p lne wa we de u t— s r l i l d by m lipa s a c we d ng. Co r s i e e m i a i n o nt a tve d t r n to f r ss a e t nt r a ul rc r oso f Ha t lo C一 nd is i s c ndu t d. M ir s r c ur nd e i t nc o i e gr n a o r i n o s e l y 4 a t o ntwa o ce c o tu t ea
Ha tlo C一 edn on sely 4W lig J i t
倪加 明 , 铸 国 ,黄 李
坚 ,吴毅 雄
( 上海 交通 大学 上 海市 激光 制造 与 材料 改性 重点 实验 室 , 海 2 0 4 ) 上 0 2 0
NI i— ig,L h — u ,H U ANG in,W U — in am n IZ u g o Ja Yixo g
c mp s ino ligjit r n lzdb s gmi o ad es p i l tl g a h ,sa nn o oi o f t wedn on ea aye yu i c h r n s ,o t a meal rp y cn ig we n r c o
t ea e a eo n e g a u a o r so eo iyo on a lsi s le h n t a fb s lo a h v r g fi tr r n lrc ro in v l ct f i ts mpe s malrt a h to a eal y s m— j
摘 要 : 用 多 层 多 道氩 弧 焊 接 Hatl y 一 材 料 , 过 对 比实 验 研 究 焊 接 接 头 和 母 材 的耐 晶 间 腐 蚀 性 能 , 通 过 显 微 硬 采 s l C4 eo 通 并
度 、 相 显 微 镜 、 描 电子 显 微 镜 、 金 扫 能谱 分 析 表 征 接 头 组 织 和 成 分 。 结 果 表 明 : 头 试 样 的 平 均 腐 蚀 速 率 小 于 母 材 试 样 , 接 接 头 耐 晶 间 腐 蚀 性 能 较 好 。采 用 C 含 量 高 配 比填 充 焊 丝 , 时严 格 控 制 层 间 温 度 , 用 焊 接 热 循 环 固溶 处 理 已 有 焊 缝 , r 同 利
ee to ir s o y ( EM ) a d e eg ip r ie s e tu a ay i ( lcr n m c o c p S n n r y ds e sv p cr m n lss EDS) Th e u t h w h t . e r s ls s o t a