JIS B 5012SL
JIS B标准查询

JIS B 0001—JIS B0050JIS B0001 ERRATUM 1-2000 机械工程技术制图(勘误1)(缺)JIS B0001-2000 机械工程技术制图JIS B0002-1982 技术制图JIS B0002-1-1998 技术制图.螺钉和螺纹部件.第1部分:通用规范JIS B0002-2-1998 技术制图.螺钉和螺纹部件.第2部分:螺纹嵌镶件JIS B0002-3-1998 技术制图.螺钉和螺纹部件.第3部分:简化表示JIS B0003-1989 齿轮的制图室实施规范JIS B0004-1995 弹簧画法JIS B0005-1-1999 技术绘图.滚动轴承.第1部分:一般简化图解JIS B0005-2-1999 技术绘图.滚动轴承.第2部分:细节简化图解JIS B0006-1993 技术制图.花键和锯齿形花键的画法JIS B0011-1-1998 技术制图.管道的简化表示法.第1部分:通则和正交表示法JIS B0011-2-1998 技术制图.管道的简化表示法.第2部分:等角投影JIS B0011-3-1998 技术制图.管道的简化表示法.第3部分:通风和排水系统终端部JIS B0021-1998 几何产品规范(GPS).几何公差.形状、方向、定位和偏转公差JIS B0022-1984 几何公差的基准及基准系统JIS B0023-1996 技术制图.几何公差.最大和最小的实体公差要求JIS B0024-1988 制图.公差表示方式的基本原则JIS B0025-1998 机械制图.几何公差.位置公差JIS B0026-1998 技术制图.尺寸和公差.非钢性部件JIS B0027-2000 技术制图.剖面的尺寸和公差表示JIS B0028-2000 技术制图.尺寸和公差表示.锥形JIS B0029-2000 技术制图.方向和位置的公差表示.突出公差带JIS B0031-2003 表面特征标注方法JIS B0031-1994 表面特征标注方法JIS B0041-1999 技术绘图.中心孔简化图解JIS B0051-2004 技术绘图.未定义形状的边缘.词汇和指示JIS B0090-1-2001 光学元件和系统图的绘制.第1部分:总则JIS B0090-2-2001 光学元件和系统图的绘制.第2部分:材料缺陷.应力双折射JIS B0090-3-2001 光学元件和系统图的绘制.第3部分:材料缺陷.起泡和杂质JIS B0090-4-2001 光学元件和系统图的绘制.第4部分:材料缺陷.不均匀和擦痕JIS B0090-5-2001 光学元件和系统图的绘制.第5部分:表面形式公差JIS B0090-6-2001 光学元件和系统图的绘制.第6部分:中心校正公差JIS B0090-7-2001 光学元件和系统图的绘制.第7部分:表面缺陷公差JIS B0090-8-2001 光学元件和系统图的绘制.第8部分:表面结构JIS B0090-9-2001 光学元件和系统图的绘制.第9部分:表面处理和涂覆JIS B0090-10-2001 光学元件和系统图的绘制.第10部分:表示透镜元件数据的表JIS B0090-11-2001 光学元件和系统图的绘制.第11部分:不包含公差的数据JIS B0090-12-2001 光学元件和系统图的绘制.第12部分:非球型表面JIS B0100-1984 阀门术语JIS B 0101—JIS B 0130JIS B0101-1994 紧固件术语JIS B0102-1999 齿轮术语.与几何有关的定义JIS B0103-2005 弹簧词汇JIS B0104-1991 滚动轴承.词汇JIS B0105-1993 机床.设计.词汇JIS B0106-1996 机床.部件及操作方法.词汇JIS B0107-1991 单刃刀具术语JIS B0108-1-1999 往复式内燃机,词汇.第1部分:引擎设计和操作术语JIS B0108-2-1999 往复式内燃机.词汇.第2部分:引擎维护术语JIS B0109-1-1999 往复式内燃机.元件和系统词汇.第1部分:结构和外壳JIS B0109-2-1999 词侥谌蓟?元件和系统词汇.第2部分:主要运行齿轮JIS B0109-3-1999 往复式内燃机.元件和系统词汇.第3部分:阀门,凸轮轴驱动和起动机械JIS B0109-4-1999 往复式内燃机.元件和系统词汇.第4部分:增压和空气消耗气体管道系统JIS B0109-5-1999 往复式内燃机.元件和系统词汇.第5部分:冷却系统JIS B0109-6-1999 往复式内燃机.元件和系统词汇.第6部分:润滑系统JIS B0109-7-1999 往复式内燃机.元件和系统词汇.第7部分:控制系统JIS B0109-8-1999 往复式内燃机.元件和系统词汇.第8部分:起动系统JIS B0109-9-1999 往复式内燃机.元件和系统词汇.第9部分:控制和检测系统JIS B0110-1999 往复式内燃机.特殊元件词汇JIS B0111-1997 印刷机械.词汇JIS B0112-1994 锻压.词汇JIS B0113-1989 工业用燃烧装置术语JIS B0114-1997 木材加工机械.词汇JIS B0115-1991 电子式现金收入记录机术语JIS B0116-1978 填料和密封垫术语JIS B0117-1991 办公机械术语JIS B0119-1992 水轮机及双向泵水轮机术语JIS B0121-1999 国际齿轮符号表示法.几何数据符号JIS B0122-1978 加工方法符号JIS B0123-1999 螺纹标识系统JIS B0124-1994 滚动轴承量值符号JIS B0125-1-2001 液压气动系统及元件.图形符号和电路图.第1部分:图形符号JIS B0125-2-2001 液压气动系统及元件.图形符号和电路图.第2部分:电路图JIS B0126-2005 火力发电术语.锅炉和附属装置JIS B0127-2004 火力发电厂术语汇编(汽轮机、地热发电设备和附属装置)JIS B0128-2005 火力发电.燃气轮机和附属装置.词汇JIS B0130-2006 火力发电术语.通用术语JIS B 0131—JIS B 0200JIS B0143-1985 螺钉各部尺寸名称及符号JIS B 0201—JIS B 0250JIS B0201-1973 微型螺纹JIS B0202-1982 圆柱管螺纹JIS B0203-1982 锥管螺纹JIS B0204-1982 电线管螺纹解说JIS B0205-1982 米制粗牙螺纹JIS B0206-1973 统一粗牙螺纹JIS B0207-1982 米制细牙螺纹JIS B0208-1973 统一细牙螺纹JIS B 0251—JIS B 0300JIS B0251-1998 米制粗牙螺纹极限量规JIS B0253-1985 锥形管螺纹量规JIS B0254-1985 圆柱管螺纹量规JIS B0255-1998 统一粗牙螺纹极限量规JIS B0261-2004 圆柱螺纹量规的检查方法JIS B 0301—JIS B 0500JIS B0401-1-1998 公差和配合的ISO系统.第1部分:公差、偏差和配合的基础JIS B0401-2-1998 公差和配合的ISO系统.第2部分:孔和轴的标准公差级和极限偏差表JIS B0403-1995 铸件.尺寸公差和机械加工余量体系JIS B0404-1977 尺寸的一般允许偏差通则JIS B0405-1991 普通公差. 第1部分:无单个公差指示的线性及角度尺寸公差JIS B0408-1991 金属板冲压加工件一般尺寸公差JIS B0410-1991 金属板剪切件一般公差JIS B0411-1978 金属烧结件一般允许偏差JIS B0415-1975 钢模锻件的尺寸公差(锤锻及压锻加工)JIS B0416-1975 钢模锻件的尺寸公差.镦锻加工JIS B0417-1979 气割钢板未标注的可允许尺寸偏差JIS B0418-1999 自由锻造件的加工余量JIS B0419-1991 一般公差.第2部分:未标注公差零件的几何公差JIS B 0600—JIS B 1000JIS B0601-2001 产品几何量技术规范.表面结构:轮廓法.术语、定义和表面结构参数JIS B 1001—JIS B 1100JIS B1001-1985 螺栓和螺纹用通孔与沉孔的直径JIS B1002-1985 螺钉头、螺母的对边宽度尺寸JIS B1003-2003 螺钉头部的形状与尺寸JIS B1004-1975 螺纹底径JIS B1005-2003 外螺纹紧固件头下圆角半径JIS B1006-1985 外螺纹紧固件螺纹尾部长度与退刀槽JIS B1007-2003 自攻螺钉的螺纹形状及尺寸JIS B1008-1988 螺栓、螺钉和螺柱的开口销槽和金属丝孔JIS B1009-1991 螺栓、螺钉和螺柱.一般用途螺栓的公称长度及螺纹长度JIS B1010-2003 紧固件的名称与符号体系JIS B1011-1987 中心孔JIS B1012-1985 螺钉头十字槽JIS B1013-1994 埋头螺钉.头部外形和量规JIS B1014-1994 埋头法兰头螺钉.第2部分:十字凹槽贯穿深度JIS B1015-2001 螺栓和螺钉的六小叶片内推进特性JIS B1021-2003 紧固件公差体系JIS B1022-1999 紧固件公差.第3部分:螺栓,螺钉和螺母的垫圈.A级和C级产品JIS B1041-1993 紧固件.表面缺陷.第1部分:普通要求用螺栓、螺钉和螺柱JIS B1042-1998 紧固件.表面不连续性.第2部分:螺母JIS B1043-1993 紧固件.表面缺陷.第3部分:特殊要求用螺栓、螺钉和螺柱JIS B1044-2001 紧固件.电镀覆层JIS B1045-2001 紧固件.氢蚀致脆探测的预加负荷试验.滑动轴承表面法JIS B1046-2005 紧固件.非电解锌粉覆盖层JIS B1047-2006 耐腐蚀不锈钢紧固件的钝化处理JIS B1051-2000 碳素钢和合金钢紧固件的机械特性.第1部分:螺栓、螺钉和螺柱JIS B1052-1998 钢制螺母的机械性能JIS B1053-1999 用碳钢和合金钢制成的紧固件的机械特性.不超过拉伸强度的紧固螺纹和类似螺纹紧固件JIS B1054-1-2001 耐腐蚀不锈钢紧固件的机械特性.第1部分:螺栓、螺钉和螺柱JIS B1054-2-2001 耐腐蚀不锈钢紧固件的机械特性.第2部分:螺母JIS B1054-3-2001 耐腐蚀不锈钢紧固件的机械特性.第3部分:无拉伸应力的定位螺钉和类似紧固件JIS B1054-4-2006 耐腐蚀不锈钢紧固件的机械特性.第4部分:自攻螺钉JIS B1055-1995 钢及不锈钢耐腐蚀紧固件的机械性能JIS B1056-2000 有效力矩型钢制六角头螺母.机械和操作性能JIS B1057-2001 有色金属紧固件的机械性能JIS B1058-1995 紧固件的机械特性.第7部分:扭力试验和螺栓和直径1mm-10mm螺栓和螺纹的最小转力JIS B1071-1985 紧固件几何尺寸的测定方法JIS B1081-1991 螺纹紧固件拉伸疲劳试验方法.试验方法和结果评定JIS B1082-1987 紧固件的应力面积和支撑面积JIS B1083-1990 螺纹紧固件的紧固通则JIS B1084-1990 螺纹紧固件的紧固试验方法JIS B1085-1995 螺母的圆锥装载试验JIS B1086-1998 螺母的加宽试验JIS B1087-2004 埋头铆钉.机械试验JIS B1091-2003 紧固件验收JIS B1092-2006 紧固件.质量保证体系JIS B1099-2005 紧固件.螺栓、螺钉、螺柱和螺母的一般要求JIS B 1101—JIS B 1150JIS B1101-1996 槽头螺钉JIS B1111-2006 十字头螺钉JIS B1112-1995 十字槽木螺钉JIS B1115-1996 槽头攻丝螺钉JIS B1116-1980 精密仪器用槽头机螺钉JIS B1117-1995 一字槽定位螺钉JIS B1118-1995 方头定位螺钉JIS B1119-1995 眼镜框架用小螺钉和螺母JIS B1122-1996 十字槽自攻丝螺钉JIS B1123-1996 六角头攻丝螺钉JIS B1125-1995 自钻孔自攻丝螺钉JIS B1126-1995 六角自攻螺钉垫圈JIS B1127 ERRATUM 1-2001 六角法兰头自攻螺钉(勘误1) JIS B1127-1995 六角自攻螺钉边缘JIS B1135-1995 有槽木螺钉。
法兰标准对照表
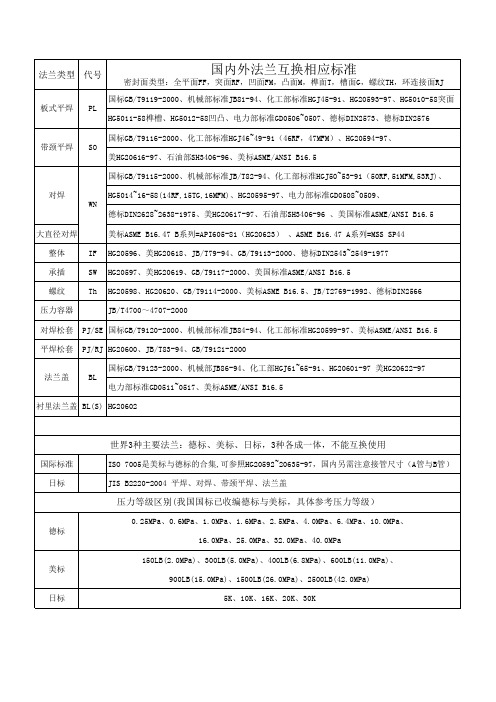
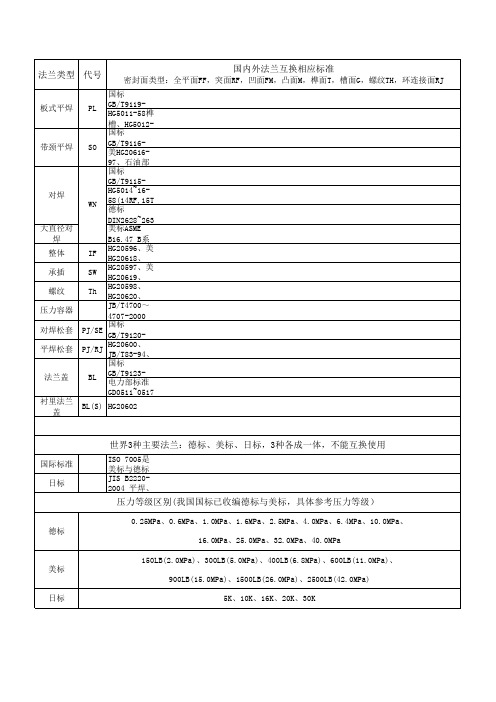
法兰标准对照表法兰类型代号国内外法兰互换相应标准密封面类型:全平面FF,突面RF,凹面FM,凸面M,榫面T,槽面G,螺纹TH,环连接面RJ 板式平焊PL 国标GB/T9119-2000、机械部标准JB81-94、化工部标准HGJ45-91、HG20593-97、HG5010-58突面HG5011-58榫槽、HG5012-58凹凸、电力部标准GD0506~0507、德标DIN2573、德标DIN2576 带颈平焊SO 国标GB/T9116-2000、化工部标准HGJ46~49-91(46RF,47MFM)、HG20594-97、美HG20616-97、石油部SH3406-96、美标ASME/ANSI B16.5 对焊WN 国标GB/T9115-2000、机械部标准JB/T82-94、化工部标准HGJ50~53-91(50RF,51MFM,53RJ)、HG5014~16-58(14RF,15TG,16MFM)、HG20595-97、电力部标准GD0508~0509、德标DIN2628~2638-1975、美HG20617-97、石油部SH3406-96 、美国标准ASME/ANSI B16.5 大直径对焊美标ASME B16.47 B系列=API605-81(HG20623)、ASME B16.47 A系列=MSS SP44 整体IF HG20596、美HG20618、JB/T79-94、GB/T9113-2000、德标DIN2543~2549-1977 承插SWHG20597、美HG20619、GB/T9117-2000、美国标准ASME/ANSI B16.5 螺纹Th HG20598、HG20620、GB/T9114-2000、美标ASME B16.5、JB/T2769-1992、德标DIN2566 压力容器JB/T4700~4707-2000 对焊松套PJ/SE 国标GB/T9120-2000、机械部标准JB84-94、化工部标准HG20599-97、美标ASME/ANSI B16.5 平焊松套PJ/RJ HG20600、JB/T83-94、GB/T9121-2000 法兰盖BL 国标GB/T9123-2000、机械部JB86-94、化工部HGJ61~65-91、HG20601-97 美HG20622-97 电力部标准GD0511~0517、美标ASME/ANSI B16.5 衬里法兰盖BL(S)HG20602 世界3种主要法兰:德标、美标、日标,3种各成一体,不能互换使用国际标准ISO 7005是美标与德标的合集,可参照HG20592~20635-97,国内另需注意接管尺寸(A管与B管)日标JIS B2220-2004 平焊、对焊、带颈平焊、法兰盖压力等级区别(我国国标已收编德标与美标,具体参考压力等级)德标0.25MPa、0.6MPa、1.0MPa、1.6MPa、2.5MPa、4.0MPa、6.4MPa、10.0MPa、16.0MPa、25.0MPa、32.0MPa、40.0MPa 美标150LB(2.0MPa)、300LB(5.0MPa)、400LB(6.8MPa)、600LB(11.0MPa)、900LB(15.0MPa)、1500LB(26.0MPa)、2500LB(42.0MPa) 日标5K、10K、16K、20K、30K。
印制电路板的可焊性测试与评价

印制电路板的可焊性测试与评价董丽玲;贾燕【摘要】可焊性是印制板的重要性能指标检验是十分重要和必要的,文章介绍和比较了国内常用的几种可焊性试验方法标准,同时列举了三个常用的测试案例予以操作指导.【期刊名称】《印制电路信息》【年(卷),期】2010(000)011【总页数】5页(P44-47,50)【关键词】可焊性;润湿;焊盘;镀覆孔【作者】董丽玲;贾燕【作者单位】江南计算技术研究所印制板质量检测中心,江苏,无锡,214083;江南计算技术研究所印制板质量检测中心,江苏,无锡,214083【正文语种】中文【中图分类】TN411 引言微电子工业的飞速发展,芯片封装的不断小型化,不仅促进了印制电路板朝高密度、多层化方向发展,同时还对印制电路板的可焊性等工艺提出了更严格的要求。
与此同时,电子产品的无铅工艺,对可焊性的要求也越来越高。
在当前器件引脚、印制电路板焊盘(孔)及至焊点均越来越小型化的情况下,可焊性对产品可靠性的影响至关重要。
因此,本文对印制电路板的可焊性测试与评价将作重点介绍,并进行了此方面的案例分析。
2 可焊性测试的主要标准与方法我国印制电路板的可焊性测试方法的国家标准是GB/T 4677-2002《印制板测试方法》,其对应的IEC标准是IEC 603262:1990《印制板第2 部分试验方法》和IEC 60068220:1979《环境试验第220部分:试验T:锡焊》,后来又有IEC 611893《互连结构和组装件用电工材料试验方法第3 部分:互连结构(印制板)的试验方法》。
国家军用标准是GJB362B-2009《刚性印制板通用规范》,其对应的标准是MILPRF-55110G:2006《刚性印制板通用规范》。
IPC印制板可焊性测试方法标准最早是1970年的IPC-S-801《印制线路板可焊性边缘浸焊测试方法》,美国EIA(电子工业协会)也制定了电子焊接方面的标准。
后来IPC与EIA 共同制定联合标准(Joint Standard),其中印制板可焊性测试方法标准IPC/EIA J-STD-003于1992年4月发布,2003年2月修订为IPC/EIA J-STD-003A,以上方法全部是有铅的方法。
法兰标准对照表

代号
国内外法兰互换相应标准密封面类型:全平面FF,突面RF,凹面FM,凸面M,榫面T,槽面G,螺纹TH,环连接面RJ
板式平焊
PL
国标GB/T9119-2000、机械部标准JB81-94、化工部标准HGJ45-91、HG20593-97、HG5010-58突面
HG5011-58榫槽、HG5012-58凹凸、电力部标准GD0506~0507、德标DIN2573、德标DIN2576
带颈平焊
SO
国标GB/T9116-2000、化工部标准HGJ46~49-91(46RF,47MFM)、HG20594-97、
美HG20616-97、石油部SH3406-96、美标ASME/ANSI B16.5
对焊
WN
国标GB/T9115-2000、机械部标准JB/T82-94、化工部标准HGJ50~53-91(50RF,51MFM,53RJ)、
压力容器
JB/T4700~4707-2000
对焊松套
PJ/SE
国标GB/T9120-2000、机械部标准JB84-94、化工部标准HG20599-97、美标ASME/ANSI B16.5
平焊松套
PJ/RJ
HG20600、JB/T83-94、GB/T9121-2000
法Байду номын сангаас盖
BL
国标GB/T9123-2000、机械部JB86-94、化工部HGJ61~65-91、HG20601-97美HG20622-97
整体
IF
HG20596、美HG20618、JB/T79-94、GB/T9113-2000、德标DIN2543~2549-1977
承插
SW
HG20597、美HG20619、GB/T9117-2000、美国标准ASME/ANSI B16.5
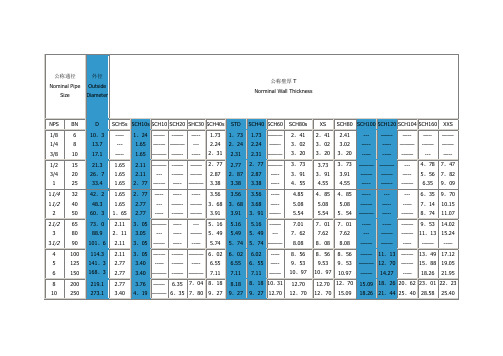
管道壁厚等级对照表
承插焊管件(一)Socket Welding FittingsGB/T 14383、SH 3410、HG/T 21634、ASME B16。
11、JIS B2316承插焊和螺纹活接头Unions of Socket—Welding&ThreadedHG/T 21634、MSS SP—83承插焊管件的接管外径、承插孔径及流通孔径尺寸表List of The Pipe Outside Diameter,Socket Diameter and Bore Diameter fo SW Fittings材料的化学成分和力学性是指标会因为某项条件的规定而有所改变,使用时请查阅原标准。
·The index of material chemical composition and mechanical properties shall change as to some defined condition,and please refer to the priginalmm管件坡口形式压力等级表(HG 5010。
10~16-58,HGJ 514-87,SY 7510-87)mm注:表中HG为HG5010-87标准,HGJ为HGJ514-87,SY为SY7510-87标准.管件尺寸公差mm壁厚分级表ANSI B36。
10 & B36。
19mm壁厚分级表GB 12459-90 GB/T 13401—92mm壁厚表 GB 12459、GB/T 13401公称通径外径公称壁厚 TA系列B系列Sch5sSch10sSch20sLGSch20Sch30STDSch40Sch60XsSch80Sch100Sch120Sch140Sch16015 20 2521.326.933。
71825321。
61。
61.62.12。
12.82。
62。
63.2┅┅┅┅┅┅┅┅┅┅┅┅2。
92.93。
2┅┅┅┅┅┅3.64。
04。
5┅┅┅┅┅┅┅┅┅4.55。
第四部分 法兰基本常识

第四部分法兰、插板、垫环、8字盲板一.法兰常识:法兰是管道中起连接作用的重要部分,种类多,标准繁杂。
由于其主要起连接作用,因此,法兰的主要特性就是连接方式及密封形式,主导影响参数是管道压力(介质不同影响材质选定):一般地讲,低压系统(PN<2.5MPA)采用平焊或板式法兰,普通突面(RF)密封,中压系统(2.5-64MPA)采用对焊法兰,RF或凹凸面(FM/M)密封,高压系统(10.0MPA以上),通常采用对焊法兰,梯型槽(RJ)密封。
在低压不锈钢系统中,有时为节约成本及检修方便,还采用松套法兰或活套环法兰。
二.法兰的类型:管道法兰按与管子的连接方式可分为五种基本类型:平焊法兰(SO)、对焊法兰(WN)、螺纹法兰(TH)、承插焊法兰(SW)、松套法兰(PL)。
如下图所示:平焊法兰:将管子插入法兰内孔进行正面和背面焊接,具有易对中,价格便宜的特点。
分为两种:1、板式平焊法兰,这种法兰刚性较差,焊接时易引起法兰面变形,引起密封面转角而导致泄漏,一般用在压力温度较低,不太重要的管道上;2、带径平焊法兰:这种法兰的短径使法兰的刚度和其承载能力大有提高。
法兰本身的制造工艺比对焊法兰要简单,与管子连接的焊接与板式平焊法兰一般为角焊缝结构施工比较简单省事。
对焊法兰:这种法兰系将法兰焊径端与管子焊接端加工承一定形式的焊接坡口后直接焊接,施工比较方便。
由于法兰与管子焊接处有一段圆滑过渡的高径,法兰径部厚度逐渐过渡到管壁厚度,降低了结构的不连续性,法兰强度较高,承载条件较高,适用于压力温度波动幅度大或高温、高压和低温管道。
石化工业中工艺管道大多采用这种对焊法兰。
螺纹式法兰:一般用在镀锌钢管不宜焊接的场合,温度反复波动或高于260℃和低于-45℃的管道不宜使用。
在任何可能发生裂隙腐蚀的场合应避免使用螺纹法兰。
承插焊法兰与带径平焊法兰相似,只是将管子插入法兰的承插孔中进行焊接,一般只在在法兰背面有一条焊缝。
这种法兰公称压力范围较大,口径较小,一般用在小口径管道。
印制板可焊性测试方法的变化
印制板可焊性测试方法的变化文章来源:PCB制造添加人:PCB采购网添加时间:2007-3-24 22:06:08 摘要:现行IPC印制板可焊性测试方法标准是2003年2月版IPC/EIA JSTD003A,它代替了1992年4月的JSTD003。
最近,为了适应电子组装的无铅化,JSTD003B版正在修订中。
本文主要介绍IPC 印制板可焊性测试方法的变化,同时与IEC、JIS和我国国家标准印制板可焊性测试方法标准作比较。
印制板可焊性是印制板的一项重要性能,测试方法对结果有明显影响,值得注意。
IPC 印制板可焊性测试方法标准最早是1970年的IPCS801《印制线路板可焊性边缘浸焊测试方法》,至1975年,又发布了IPCS803《印制线路板可焊性波峰焊测试方法》。
后来这两个标准于19 82年合并成为IPCS804《印制线路板可焊性测试方法》,1987年修订为IPCS804A。
美国EIA(电子工业协会)当时也制定电子焊接方面的标准。
IPC与EIA联合共同制定联合标准(Joint Standard),其中印制板可焊性测试方法标准为IPC/EIA JSTD003,于1992 年4月发布。
2003年2月修订为IPC/EIA JSTD003A。
以上可焊性试验方法全部是有铅的方法。
为适应无铅化组装的的要求,进行了IPC JSTD0 03B版的修订,增加无铅的可焊性试验方法。
目前为2006年5月的Proposed Standard for B allot(相当于送审稿),本文用JSTD003B(P)来表示。
我国印制板可焊性测试方法的国家标准是GB/T 4677—2002《印制板测试方法》。
对应的IEC标准是IEC 603262:1990《印制板第2 部分试验方法》和IEC 60068220:1979《环境试验第220部分:试验试验T:锡焊》,后来又有IEC 611893《互连结构和组装件用电工材料试验方法第3 部分:互连结构(印制板)的试验方法》。
派克(parker) O形圈密封样本
!"
!O 14.00 mm 1.78 mm N674-70 !"# A70 O-Ring,14 x 1.78, 2-015, N674-70
7
2-xxx O
!
2-1xx
! d 1 (mm)
! d 2 = 2.62 mm
! d2 (mm) ! ! d 1 (mm) d2 (mm) ! ! d1 (mm) d 2 (mm)
2-xxx O O 100 C ! 12 O ! O
210 C)
!"#$%&'()
!"#
!
!"
C557-70
!" !"#$%#&'( !"#$%&'() ! !"#$%&'()*+ !"#$%"&'$( !"# !"#$ !"# !"#$%& !"#$%& !"#$%&' !"#$% !" !"#
P5008 A 93
. !" !"#$%& !"# O
!"
!"#$%&'( !"#$%&'() !"#O !"#$%& !"# ! O !"#$%&'( )*!"+,!"#$% !"# !"#$%&"' !"#$%&'()*+,-
!"#$%&'()* O !"#$%&'( !"#$%&'() 3
PCB工业标准

工业标准--印制线路板通则(一)JIS C 5014-1994 龚永林译1,适用范围本标准规定了主要为电子设备使用的印制线路板(以下称为印制板)通用要求,相关的有外形等各种尺寸以及由专项标准规定的项目。
另外,本标准中的印制板是指用JIS C 6480中规定的覆铜箔层压板制造的单面、双面及多层印制板。
备注本标准引用的标准如下:JIS C 5001电子元件通则JIS C 5012印制线路板试验方法JIS C 5603印制电路术语JIS C 6480印制线路板用覆铜箔层压板通则。
JIS Z 3282 焊锡2,术语的定义本标准所用主要术语的定义是按JIS C 5001和JIS C 5603中规定。
3,等级本标准按印制板的图形精细程度及品质来表示下列等级。
而这里的等级适用于对规定的各个项目可以选择必要的等级。
具体的等级区分在专项标准中确定。
Ⅰ级常规水平要求的Ⅱ高水平要求的Ⅲ特高水平要求的4,设计基准及其允许误差4.1座标网格尺寸4.1.1基本网格印制板的座标网格是以公制系列为标准,英制系列只限于与以往产品的整体必要时才采用。
基本网格尺寸如下:公制网格:2.50mm英制网格:2.54mm4.1.2辅助网格必要时采用比4.1.1的基本网格小的网格尺寸,如下:公制网格:0.5mm单位(当需要更小时可用0.05mm单位)英制网格:0.635mm单位备注:不使用比0.05mm或0.635mm更小单位的网格。
4.2基准线、基准孔和基准标记4.2.1基准线必要时设计基准线,是由不少于2个孔或由图形构成。
而基准线应该在网格上,并且希望是在外形线的内侧。
4.2.2基准孔及准基准孔必要时设计基准孔及准基准孔。
基准孔是圆孔,准基准孔是与基准孔径(al)相同宽度(al)的特有形状构成。
图1 基准孔及准基准孔(1)在采用2个基准孔时孔间距允许误差。
图2所示的基准孔孔间距(b)的允许误差,是在专项标准中规定。
(2)基准孔、准基准孔的孔位置允许误差对应于图1中,基准孔的孔位置(a2 、a3)及准基孔的位置(a4)之允许误差,是在专项标准中规定。
压铸标准

铸造、压铸标准技术标准是国际贸易中的准则,是作为设计、制造、验收产品的依据。
广东省铸造学会、广东省压铸学会收录了部分标准:铸造和压铸的中国国家标准、行业标准,以及美、欧、日、澳、德、俄等国家的相应标准。
压铸标准包括:(一)通用标准;(二)压铸机标准;(三)压铸模标准;(四)合金及工艺标准,包括铝合金、镁合金、锌合金、铜合金、铅锡合金等。
铸造标准包括:(一)基础通用与铸造工艺技术标准;(二)铸钢标准;(三)铸铁标准;(四)铸造有色合金标准;(五)造型材料标准;(六)熔模铸造标准等。
压铸标准目录一、通用标准中国GB/T24001-1996 idt ISO 14001:1996 环境管理体系规范及使用指南GB/T19001-2000 idt ISO/FDIS9001:2000 质量管理体系––要求GB/T5611-1998铸造术语HB7578-1997铸件试制定型规范GB/T8063-94 铸造有色金属及其合金牌号表示方法GB/T13822-92 压铸有色合金试样GB5678-85 铸造合金光谱分析取样方法HB5343-94 铸造工艺质量控制GB/T6414-1999 铸件尺寸公差及机械加工余量GB/T15056-94 铸造表面粗糙度评定方法二、压铸机标准中国JB/T8083-1999 压铸机型式与基本参数JB/T8084.1-1999 冷室压铸机精度JB/T8084.2-1999 冷室压铸机技术条件JB/T6039.2-92 热室压铸机精度JB/T6039.3-92 热室压铸机技术条件三、压铸模标准中国GB8844-88 压铸模技术条件GB8847-88 压力铸造模具术语GB4678.1~15-84 压铸模零件GB4679-84 压铸模零件技术条件美国压铸模四、合金及工艺标准1. 铝合金中国GB/T1173-95 铸造铝合金GB/T8733-2000 铸造铝合金锭YS/T282-2000 铝中间合金锭JB/T7946.1-1999 铸造铝硅合金变质JB/T7946.2-1999 铸造铝硅合金过烧JB/T7946.3-1999 铸造铝合金针孔GB/T15115-94 压铸铝合金GB/T15114-94 铝合金压铸件HB5012-86 铝合金压铸件HB/Z220.2-92 铝合金金属型铸造HB/Z220.3-92 铝合金低压铸造HB/Z220.4-92 铝合金压力铸造HB/Z220.7-92 铝合金铸件浸渗GJB1695-93 铸造铝合金热处理规范国际标准ISO3522-84 铸造铝合金美国ASTMB85-96 铝合金压铸件ASTMB179-96 砂型铸件、永久型铸件及压铸件用铝合金锭ASTMB597-98 铝合金热处理日本JISH2118:2000压铸用铝合金锭JISH5302:2000 铝合金压铸件2. 镁合金中国GB1177-91 铸造镁合金GB/T13820-92 镁合金铸件国际标准ISO/DIS16220-1999 铸造镁合金美国ASTMB93/B93M-98 砂型铸件、永久型铸件及压铸件用镁合金锭ASTMB94-94 镁合金压铸件日本JISH2222-1991 压铸用镁合金锭JISH5303-1991 镁合金压铸件欧洲EN1754-1997 镁和镁合金—铸锭和铸件俄罗斯ΓOCT2856-79 铸造镁合金3. 锌合金中国GB/T1175-1997 铸造锌合金GB/T13818-92 压铸锌合金GB/T13821-92 锌合金压铸件国际标准ISO301-1981 铸造用锌合金锭美国ASTMB86-98 锌合金压铸件ASTMB240-98 压铸件用锌合金锭ASTMB327-98 压铸锌合金用铝中间合金日本JISH5301-90 锌合金压铸件JISH2021:1999 压铸用锌合金锭欧洲EN 1774-1997 铸造锌合金EN 12844:1998 锌和锌合金-铸件-规格俄罗斯ΓOCT19424-74 压铸锌合金澳大利亚AS1881-1986 锌合金4. 铜合金中国GB1176-87 铸造铜合金技术条件GB/T15116-94 压铸铜合金GB/T15117-94 铜合金压铸件美国ASTMB176-95 铜合金压铸件日本JISH2202:2000 铸造用铜合金锭欧洲EN1982:1998 铜和铜合金-铸锭和铸件俄罗斯ΓOCT17711-93 铸造黄铜化学成分5. 铅锡合金中国GB/T8740-1988 铸造铅基轴承合金锭GB/T8740-1988 铸造锡基轴承合金锭美国ASTMB102-93 铅合金和锡合金压铸件日本JISH2231-1962 活字金属锭JISH5601-1990 硬铅铸件JISH5401-1958 轴承合金德国DIN1742-71 锡压铸合金DIN1741-1974 压铸用铅合金英国BS3332-1987 白合金轴承合金锭俄罗斯ΓOCT1320-74 巴比特合金。
中国印制板标准和国外差距
中国印制板标准和国外差距陈培良【摘要】This article compares the printed circuit board standards of IEC, IPC, JIS and JPCA with that of China in aspects of terms, design, base materials, products and test methods.%从术语标准、印制板设计、基材、成品标准和试验方法标准等方面,对IEC、IPC、JIS和JPCA等国外标准与我国同类标准作比较。
【期刊名称】《印制电路信息》【年(卷),期】2015(000)008【总页数】5页(P7-11)【关键词】术语;设计;基材;成品;试验方法【作者】陈培良【作者单位】中国印制电路行业协会标准化工作委员会主审【正文语种】中文【中图分类】TN41当前,印制板标准的国际标准是国际电工委员会(IEC)的标准。
我国印制板标准大都采用IEC标准。
欧盟(EU)各成员的电子电工标准基本上等同采用IEC标准,本文不再介绍。
美国IPC是一家印制电路及其组装方面的行业协会,IPC标准在国际业界有广泛影响。
日本工业标准(JIS)的印制板标准近几年很少再更新,日本电子电路工业会(JPCA)的标准逐步取得主导地位。
我国有关印制板的标准有国家标准(GB)、国家军用标准(GJB),行业标准有电子行业(SJ)、航空行业(HB)、航天行业(QJ)等。
此外,还有中国印制电路行业协会(CPCA)发布的标准。
由于缺少相关资料,本文未涉及我国港台地区的印制板标准。
本文就印制电路术语标准、印制板设计、基材、成品标准、试验方法标准等方面分别比较我国印制板标准和IEC、美国IPC、日本JIS与JPCA标准的覆盖范围、更新情况进行比较。
IEC制定有IEC 60194《印制板设计、制造与组装——术语与定义》。
近20年修订了三次,最新版是2015年的第6版。
国内外法兰互换相应标准
0.25MPa、0.6MPa、1.0MPa、1.6MPa、2.5MPa、4.0MPa、6.4MPa、10.0MPa、 16.0MPa、25.0MPa、32.0MPa、40.0MPa
150LB(2.0MPa)、300LB(5.0MPa)、400LB(6.8MPa)、600LB(11.0MPa)、 900LB(15.0MPa)、1500LB(26.0MPa)、2500LB(42.0MPa) 5K、10K、16K、20K、30K
法兰类型 代号
国内外法兰互换相应标准
密封面类型:全平面FF,突面RF,凹面FM,凸面M,榫面T,槽面G,螺纹TH,环连接面RJ
板式平焊
国标GB/T9119-2000、机械部标准JB81-94、化工部标准HGJ45-91、HG20593-97、HG5010-58突面 PL
HG5011-58榫槽、HG5012-58凹凸、电力部标准GD0506~0507、德标DIN2573、德标DIN2576
电力部标准GD0511~0517、美标ASME/ANSI B16.5
衬里法兰盖 BL(S) HG20602
国际标准 日标
德标 美标 日标
世界3种主要法兰:德标、美标、日标,3种各成一体,不能互换使用
ISO 7005是美标与德标的合集,可参照HG20592~20635-97,国内另需注意接管尺寸(A管与B管) JIS B2220-2004 平焊、对焊、带颈平焊、法兰盖
整体
IF HG20596、美HG20618、JB/T79-94、GB/T9113-2000、德标DIN2543~2549-1977
承插
SW HG20597、美HG20619、GB/T9117-2000、美国标准ASME/ANSI B16.5
国内常用钢法兰标准(国标GB,机标JB,化工HG,石化SH等)

国内常用钢法兰标准(国标GB,机标JB,化工HG,石化SH等) 1、国标法兰GB/T 9112—2000 钢制管法兰类型与参数GB/T 9113.1—2000 平面、突面整体钢制管法兰GB/T 9113.2—2000 凹凸面整体钢制管法兰GB/T 9113.3—2000 榫槽面整体钢制管法兰GB/T 9113.4—2000 环连接面整体钢制管法兰GB/T 9114—2000 突面带颈螺纹钢制管法兰GB/T 9115.1—2000 平面、突面对焊钢制管法兰GB/T 9115.2—2000 凹凸面对焊钢制管法兰GB/T 9115.3—2000 榫槽面对焊钢制管法兰GB/T 9115.4—2000 环连接面对焊钢制管法兰GB/T 91l6.l一2000 平面、突面带颈平焊钢制管法兰GB/T 9116.2—2000 凹凸面带颈平焊钢制管法兰GB/T 9116.3—2000 榫槽面带颈平焊钢制管法兰GB/T 9116.4—2000 环连接面带颈平焊钢制管法兰GB/T 9117.1—2000 突面带颈承插焊钢制管法兰GB/T 9117.2—2000 凹凸面带颈承插焊钢制管法兰GB/T 9117.3—2000 榫槽面带颈承插焊钢制管法兰GB/T 9117.4—2000 环连接面带颈承插焊钢制管法兰GB/T 9118.1—2000 突面对焊环带颈松套钢制管法兰GB/T 9118.2—2000 环连接面对焊环带颈松套钢制管法兰GB/T 9119—2000 平面、突面板式平焊钢制管法兰GB/T 9120.1—2000 突面对焊环板式松套钢制管法兰GB/T 9120.2—2000 凹凸面对焊环板式松套钢制管法兰GB/T 9120.3—2000 榫槽面对焊环板式松套钢制管法兰GB/T 9121.1—2000 突面平焊环板式松套钢制管法兰GB/T 9121.2—2000 凹凸面平焊环板式松套钢制管法兰GB/T 9121.3—2000 榫槽面平焊环板式松套钢制管法兰GB/T 9122—2000 翻边环板式松套钢制管法兰GB/T 9123.1—2000 平面、突面钢制管法兰盖GB/T 9123.2—2000 凹凸面钢制管法兰盖GB/T 9123.3—2000 榫槽面钢制管法兰盖GB/T 9123.4—2000 环连接面钢制管法兰盖GB/T 9124—2000 钢制管法兰 技术条件船用法兰CB/T4194-2011 船用法兰 类型CB/T4196-2011 船用法兰 连接尺寸和密封面GB/T 2501-89/2010 船用法兰连接尺寸和密封面GB/T 2506-2005 船用搭焊钢法兰GB/T11693-89/94/08 船用法兰焊接单面座板GB/T11694-89/94 船用法兰焊接双面座板CB/T3766-96 船舶行业-排气管钢法兰及垫片GB/T4450-95 船用盲板钢法兰GB10745-89 船用法兰类型(四进位)GB10746-89 船用对焊钢法兰(四进位)GB10747-89 船用对焊钢环松套钢法兰(四进位)GB10748-89 船用对焊铜环松套钢法兰(四进位)GB10749-89 船用铜管折边松套钢法兰(四进位)GB10750-89 船用扁圆形铸铁和铸钢法兰(四进位) GB10751-89 船用扁圆形焊接钢法兰(四进位)外贸CBM1012-81 船用搭焊钢法兰 JIS B2221-1976外贸CBM1013-81 船用搭焊钢法兰 JIS B2222-1976外贸CBM1014-81 船用搭焊钢法兰 JIS B2223-1976外贸CBM1015-81 船用搭焊钢法兰 JIS B2224-1976外贸CBM1016-81 船用搭焊钢法兰 JIS B2225-1976外贸CBM1017-81 船用对焊钢法兰 JIS B2233-1976外贸CBM1018-81 船用对焊钢法兰 JIS B2216-1976外贸CBM1019-81 船用对焊钢法兰 JIS B2217-1976 GB568~569-65、GB573~582-65、2、机械部法兰JB/T 74—1994 管路法兰 技术条件JB/T 75—1994 管路法兰 类型JB/T 79.1—1994 凸面整体铸钢管法兰JB/T 79.2—1994 凹凸面整体铸钢管法兰JB/T 79.3—1994 榫槽面整体铸钢管法兰JB/T 79.4—1994 环连接面整体铸钢管法兰JB/T 81—1994 凸面板式平焊钢制管法兰JB/T 82.1—1994 凸面对焊钢制管法兰JB/T 82.2—1994 凹凸面对焊钢制管法兰JB/T 82.3—1994 榫槽面对焊钢制管法兰JB/T 82.4—1994 环连接面对焊钢制管法兰JB/T 83—1994 平焊环板式松套钢制管法兰JB/T 84—1994 凹凸面对焊环板式松套钢制管法兰JB/T 85—1994 翻边板式松套钢制管法兰JB/T 86.1—1994 凸面钢制管法兰盖JB/T 86.2—1994 凹凸面钢制管法兰盖JB/T 81—1959 钢制平焊法兰JB4700-2000 压力容器法兰分类与技术条件JB4701-2000 甲型平焊法兰.JB4702-2000 乙型平焊法兰.JB4703-2000 长颈对焊法兰压力容器法兰3、化工部法兰HG 20592—1997 钢制管法兰型式、参数(欧洲体系) HG 20593—1997 板式平焊钢制管法兰(欧洲体系) HG 20594—1997 带颈平焊钢制管法兰(欧洲体系) HG 20595—1997 带颈对焊钢制管法兰(欧洲体系) HG 20596—1997 整体钢制管法兰(欧洲体系)HG 20597—1997 承插焊钢制管法兰(欧洲体系)HG 20598—1997 螺纹钢制管法兰(欧洲体系)HG 20599—1997 对焊环松套钢制管法兰(欧洲体系) HG 20600—1997 平焊环松套钢制管法兰(欧洲体系)HG 20601—1997 钢制管法兰盖(欧洲体系)HG 20602一1997 不锈钢衬里法兰盖(欧洲体系)HG 20603—1997 钢制管法兰技术条件(欧洲体系)HG 20604—1997 钢制管法兰压力-温度等级(欧洲体系)HG 20605—1997 钢制管法兰焊接接头和坡口尺寸(欧洲体系)HG 20615—1997 钢制管法兰型式、参数(美洲体系)HG 20616—1997 带颈平焊钢制管法兰(美洲体系)HG 20617—1997 带颈对焊钢制管法兰(美洲体系)HG 20618—1997 整体钢制管法兰(美洲体系)HG 20619—1997 承插焊钢制管法兰(美洲体系)HG 20620—1997 螺纹钢制管法兰(美洲体系)HG 20621—1997 对焊环松套钢制管法兰(美洲体系)HG 20622—1997 钢制管法兰盖(美洲体系)HG 20623—1997 大直径钢制管法兰(美洲体系)HG 20624—1997 钢制管法兰技术条件(美洲体系)HG 20625—1997 钢制管法兰压力-温度等级(美洲体系)HG 20626—1997 钢制管法兰焊接接头和坡口尺寸(美洲体系)HG 20592—2009 钢制管法兰(欧洲体系) 代替 HG 20592~20605—1997HG 20615—2009 钢制管法兰(美洲体系) 代替 HG 20615~20622—1997和HG 20624~20626—1997HG 20623—2009 大直径钢制管法兰(美洲体系) 代替 HG 20623—1997HG 5008—1958 钢制螺纹法兰HG 5010—1958 突面平焊法兰HG 5011—1958 榫槽面平焊法兰HG 5012—1958 凹凸面平焊法兰HG 5013—1958 平焊法兰用于英制水煤气管HG 5014—1958 突面对焊法兰HG 5015—1958 榫槽面对焊法兰HG 5016—1958 凹凸面对焊法兰HG 5019—1958 耐酸钢平焊法兰HG 5022—1958 焊环活动法兰HG 5028—1958 平面法兰盖HG 5028—1958 凹凸面法兰盖HG 5028—1958 榫槽面法兰盖HG 20527—1992 不锈钢突面对焊环钢制管法兰HG 20528—1992 衬里钢管用承插环松套钢制管法兰HG 20529—1992 不锈钢衬里法兰盖HG 20530—1992 钢制管法兰用焊唇密封环HGJ 44~76-1991 钢制管法兰HG 21547—1993 管道用钢制插板、垫环、8字盲板4、石化部法兰SH 3406—1996 石油化工钢制管法兰。
日本工业标准JIS
日本工业标准JIS简介JIS(Japanese Industrial Standards)是日本工业标准的代号。
JIS的制定对象是矿业品及工业制品。
但在工业制品中具有特殊标准体系的药品、农药、化肥以及农业物资不作为JIS的制订对象。
JIS标准是由日本工业标准调查会JISC(Japanese Industrial Standards Committe)所制订的标准,该组织是日本官方机构,由通产省大臣和副大臣任JISC的正、副会长。
办事机构是日本通产省工业技术院,成员包括各方面专家、学者、政府部门及消费者代表,主要任务是审批、发布JIS标准。
这样的建制是由1949年7月1日实施《工业标准化法》后实施的。
JIS标准按其标准对象分类。
目前共有“土木建筑”、“汽车”、“钢铁”、“有色金属”等18类部门,各用英文字母表示(标于标准号中的“JIS”和“××××(标准号)”之间)。
与我们相关的钢铁→G;化学→K;其他(包括试验方法、焊接等)→Z。
按JIS标准内容的性质分为:①产品标准②试验方法标准③基础标准。
JIS标准制定过程有着标准化的程序,并保持透明度。
从制订项目的确立、标准草案的制定、标准审议等过程均在官方标准化杂志上发布官方公告,供任何有兴趣有意见者有机会提出自己的意见。
目前,JIS 共计有8000多个标准,其中钢铁标准有320多个,JIS钢铁标准的特点是除机械结构钢外,标准中“钢”与“钢产品”是统一的,并且用途特点比较突出,在使用上比较方便。
除试验方法以标准外,不存在标准引用标准的复杂情况。
同时,标准指标比较粗线条,同一标准可供制造厂在生产产品时具有较大自由度。
日本于1952年参加ISO,1953年参加IEC,为了达到WTO/TBT协定(世贸组织标准守则)的要求,日本积极参加ISO标准的制定工作并任多个技术委员会的秘书国,并于1995年3月制定了“JIS与ISO整合化”的三年计划,目前已在多个JIS标准后附上相应ISO标准内容,并尽量也其靠拢。
法兰标准对照表

德標
0.25MPa、0.6MPa、1.0MPa、1.6MPa、2.5MPa、4.0MPa、6.4MPa、10.0MPa、
16.0MPa、25.0MPa、32.0MPa、40.0MPa
美標
150LB(2.0MPa)、300LB(5.0MPa)、400LB(6.8MPa)、600LB(11.0MPa)、
HG5014~16-58(14RF,15TG,16MFM)、HG20595-97、電力部標準GD0508~0509、
德標DIN2628~2638-1975、美HG20617-97、石油部SH3406-96、美國標準ASME/ANSI B16.5
大直徑對焊
美標ASME B16.47 B系列=API605-81(HG20623)、ASME B16.47 A系列=MSS SP44
帶頸平焊
SO
國標GB/T9116-2000、化工部標準HGJ46~49-91(46RF,47MFM)、HG20594-97、
美HG20616-97、石油部SH3406-96、美標ASME/ANSI B16.5
對焊
WN
國標GB/T9115-2000、機械部標準JB/T82-94、化工部標準HGJ50~53-91(50RF,51MFM,53RJ)、
整體
IF
HG20596、美HG20618、JB/T79-94、GB/T9113-2000、德標DIN2543~2549-1977
承插
SW
HG20597、美HG20619、GB/T9117-2000、美國標準ASME/ANSI B16.5
螺紋
Th
HG20598、HG20620、GB/T9114-2000、美標ASME B16.5、JB/T2769-1992、德標DIN2566
法兰标准对照表
对焊 WN
HG5014~16-58(14RF,15TG,16MFM)、HG20595-97、电力部标准GD0508~0509、 德标DIN2628~2638-1975、美HG20617-97、石油部SH3406-96 、美国标准ASME/ANSI B16.5
0.25MPa、0.6MPa、1.0MPa、1.6MPa、2.5MPa、4.0MPa、6.4MPa、10.0MPa、 德标 16.0MPa、25.0MPa、32.0MPa、40.0MPa 150LB(2.0MPa)、300LB(5.0MPa)、400LB(6.8MPa)、600LB(11.0MPa)、 美标 900LB(15.0MPa)、1500LB(26.0MPa)、2500LB(42.0MPa) 日标 5K、10K、16K、20K、30K
法兰类型 代号
国内外法兰互换相应标准
密封面类型:全平面FF,突面RF,凹面FM,凸面M,榫面T,槽面G,螺纹TH,环连接面RJ 国标GB/T9119-2000、机械部标准JB81-94、化工部标准HGJ45-91、HG20593-97、HG5010-58突面
板式平焊
PL HG5011-58榫槽、HG5012-58凹凸、电力部标准GD0506~0507、德标DIN2573、德标DIN2576 国标GB/T9116-2000、化工部标准HGJ46~49-91(46RF,47MFM)、HG20594-97、
衬里法兰盖 BL(S) HG20602
世界3种主要法兰:德标、美标、日标,3种各成一体,不能互换使用
船用金属温度计标准

船用金属温度计标准国际标准分类中,船用温度计金属涉及到热力学和温度测量、工业自动化系统、地质学、气象学、水文学、绝缘材料、电学、磁学、电和磁的测量、力、重力和压力的测量、医疗设备、航空器和航天器综合、质量。
在中国标准分类中,船用温度计金属涉及到温度与压力仪表、气象仪器、普通诊察器械、一般与显微外科器械、化学、水文与水利仪器、气象学、热学计量、电测模拟指示仪表、石油物探测井设备与仪器、输变电设备综合、医疗器械综合、其他电子元器件、计量综合、矿区、原材料等工业污染物排放标准。
国家质检总局,关于船用温度计金属的标准GB/T 19900-2005 金属铠装温度计元件的尺寸GB/T 19901-2005 温度计检测元件的金属套管实用尺寸美国材料与试验协会,关于船用温度计金属的标准ASTM E1652-21 用于制造贱金属热电偶、金属护套铂电阻温度计和贵金属热电偶的氧化镁和氧化铝粉末及可压碎绝缘子的标准规范ASTM E2821-20 标准规范工业电阻温度计用压实矿物绝缘金属护套电缆ASTM E452-02(2018) 使用辐射温度计校准难熔金属热电偶的标准试验方法ASTM E1652-15 基金属热电耦, 金属外壳的铂电阻温度计和贵金属热电偶制造中使用的氧化镁和氧化铝粉末及压扁绝缘子的标准规格ASTM E1652-14a 基金属热电耦, 金属外壳的铂电阻温度计和贵金属热电偶制造中使用的氧化镁和氧化铝粉末及压扁绝缘子的标准规范ASTM E1652-14 基金属热电耦, 金属外壳的铂电阻温度计和贵金属热电偶制造中使用的氧化镁和氧化铝粉末及压扁绝缘子的标准规范ASTM E2821-13 工业电阻温度计用压实矿物绝缘, 金属护套电缆的标准规范ASTM E1652-10 金属包覆铂阻温度计、贱金属热电偶和贵金属热电偶制造用氧化镁和氧化铝粉末以及可压扁绝缘体标准规范ASTM E1652-03 制造金属护套铂电阻温度计用氧化镁和氧化铝粉末及可压碎绝缘体的标准规范贱金属热电偶和贵金属热电偶ASTM E452-02 用辐射温度计校准耐火金属热电偶的标准试验方法ASTM E452-02(2007) 用辐射温度计校准耐火金属热电偶的标准试验方法ASTM E452-97 用辐射温度计校准耐火金属热电偶的标准试验方法国家计量技术规范,关于船用温度计金属的标准JJF 1908-2021 双金属温度计校准规范国际电工委员会,关于船用温度计金属的标准IEC 61520 CORR 1:2017 温度计传感器用金属热电偶套管. 功能尺寸:更正1IEC 61152-1992 金属护套温度计元件的尺寸IEC 61152:1992 金属护套温度计元件的尺寸行业标准-机械,关于船用温度计金属的标准JB/T 9453-2015 气象用双金属温度计技术条件JB/T 8803-2015 双金属温度计JB/T 9453-1999 气象用双金属温度计技术条件JB/T 8803-1998 双金属温度计,关于船用温度计金属的标准UNI 5012-1962 船舶用机械温度计.金属盒温度计UNI 5019-1962 船舶用机械温度计.金属盒温度计.皿,套管和套箍德国标准化学会,关于船用温度计金属的标准DIN EN 12470-1-2009 医用温度计.第1部分:带限位装置的玻璃式液体金属温度计.德文版本EN 12470-1:2000+A1:2009DIN EN 61152-1994 金属护套温度计元件的尺寸欧洲标准化委员会,关于船用温度计金属的标准EN 12470-1+A1-2009 医用温度计.第1部分:带限位装置的玻璃式液体金属温度计EN 12470-1-2000 临床温度计.第1部分:配备最大器件的金属玻璃中液体体温计.包含修改件A1-2009韩国科技标准局,关于船用温度计金属的标准KS B 5320-2008 工业用双金属温度计KS A 0514-2005 压力式温度计及双金属温度计测定法KS C 1616-1992 金属铠装温度计电阻传感器美国国防后勤局,关于船用温度计金属的标准DLA MIL-T-6508 B VALID NOTICE 3-2005 双金属自指示温度计DLA MS28028 REV C VALID NOTICE 3-2005 双金属自指示温度计DLA MS28028 REV C NOTICE 2-1999 双金属自指示温度计DLA MIL-T-6508 B NOTICE 2-1999 双金属自指示温度计DLA A-A-54520-1991 双金属自动指示温度计DLA MS28028 REV C-1969 双金属自指示温度计DLA MIL-T-6508 B (1)-1963 双金属自指示温度计DLA MIL-T-6508 B-1961 双金属自指示温度计行业标准-气象,关于船用温度计金属的标准QX/T 28-2004 双金属温度计英国标准学会,关于船用温度计金属的标准BS IEC 61520:2001 温度计传感器用金属套管.功能尺寸国家计量检定规程,关于船用温度计金属的标准JJG 226-2001 双金属温度计检定规程JJG 287-1982 气象用双金属温度计检定规程法国标准化协会,关于船用温度计金属的标准NF E15-100-2000 工业压力计和温度计.金属指示压力计和温度计.带控制功能的压力计和温度计NF C46-205-1994 金属铠装的温度计尺寸NF E18-014-1988 工业用温度计.温度记录仪.蒸汽压力、液体膨胀或双金属温度计NF E18-015-1988 工业用温度计.双金属温度计NF E18-013-1988 工业用温度计.金属指示温度计.刻度盘NF E15-100-1988 工业压力计和温度计.金属指示压力计和温度计.带控制功能的压力计和温度计NF E18-010-1986 工业温度计.蒸汽压力式或液体膨胀金属指示温度计.第010部分:特性NF E18-011-1986 蒸汽压力式或液体膨胀金属指示温度计.验收试验NF E18-012-1982 工业用温度计.度盘式金属指示温度计.词汇美国机械工程师协会,关于船用温度计金属的标准ASME B40.3-1997 双金属精密温度计ASME B40.3-1990 双金属精密温度计欧洲电工标准化委员会,关于船用温度计金属的标准EN 61152-1994 金属护套温度计元件的尺寸行业标准-石油,关于船用温度计金属的标准SY/T 5900-1993 双金属井下温度计技术条件SY 5900-1993 双金属井下温度计技术条件美国国防部标准化文件(含MIL标准),关于船用温度计金属的标准DOD A-A-54699-1992 8-1/2英尺刻度盘二金属自动指示温度计DOD A-A-53034-1987 二金属自动指示温度计日本工业标准调查会,关于船用温度计金属的标准JIS Z8707-1992 压力式温度计和双金属温度计温度测量方法JIS B7542-1979 双金属温度计加拿大通用标准委员会,关于船用温度计金属的标准CGSB 14.6M-1989 船用自动指示双金属温度计CGSB 14.5-M88-CAN/CGSB-1988 商业/工业用自动指示双金属温度计代替14-GP-5(美国)军事条例和规范,关于船用温度计金属的标准ARMY MIL-T-55221 (1)-1964 M2型二金属自动指示温度计ARMY MIL-T-55221-1963 M2型二金属自动指示温度计。
铝合金压铸模的模具寿命

铝合金压铸模的模具寿命铝合金压铸模承受巨大交变工作应力,必须从模材,设计,加工,热处理及操作各方面加以注意才能得到长的模具寿命,以下是为使模具能达长寿命的22点要诀:1、高品质模材2、合理设计模壁厚及其它模具尺寸3、尽量采用镶件4、在可能条件下选用尽量大的转角R5、冷却水道与型面及转角的间距必须足够大6、粗加工后应去应力回火7、正确有热处理,淬火冷却须足够快8、彻底打磨去除EDM娈质层9、型面不可高度抛光10、模具型面应经氧化处理11、如选氮化,渗层不能太深12、以正确的方法预热模具至推荐的温度13、开始压铸5~10件应使用慢的锤头速度14、在得到合格产品的前提下尽量降低铝液温度15、不使用过高的铝液注射速度16、确保模具得到适当冷却,冷却水的温度应保持在40~50℃17、临时停机,应尽量合模并减小冷却水量,避免再开机时模具承受热冲击18、当模型面在最高温度时应关冷却液19、不过多的喷脱模剂20、在一定数量后的压铸后去应力回火压铸标准目录一、通用标准中国GB/T24001-1996 idt ISO 14001:1996 环境管理体系规范及使用指南GB/T19001-2000 idt ISO/FDIS9001:2000 质量管理体系––要求GB/T5611-1998铸造术语HB7578-1997铸件试制定型规范GB/T8063-94 铸造有色金属及其合金牌号表示方法GB/T13822-92 压铸有色合金试样GB5678-85 铸造合金光谱分析取样方法HB5343-94 铸造工艺质量控制GB/T6414-1999 铸件尺寸公差及机械加工余量GB/T15056-94 铸造表面粗糙度评定方法二、压铸机标准中国JB/T8083-1999 压铸机型式与基本参数JB/T8084.1-1999 冷室压铸机精度JB/T8084.2-1999 冷室压铸机技术条件JB/T6039.2-92 热室压铸机精度JB/T6039.3-92 热室压铸机技术条件三、压铸模标准中国GB8844-88 压铸模技术条件GB8847-88 压力铸造模具术语GB4678.1~15-84 压铸模零件GB4679-84 压铸模零件技术条件四、合金及工艺标准1. 铝合金中国GB/T1173-95 铸造铝合金GB/T8733-2000 铸造铝合金锭YS/T282-2000 铝中间合金锭JB/T7946.1-1999 铸造铝硅合金变质JB/T7946.2-1999 铸造铝硅合金过烧JB/T7946.3-1999 铸造铝合金针孔GB/T15115-94 压铸铝合金GB/T15114-94 铝合金压铸件HB5012-86 铝合金压铸件HB/Z220.2-92 铝合金金属型铸造HB/Z220.3-92 铝合金低压铸造HB/Z220.4-92 铝合金压力铸造HB/Z220.7-92 铝合金铸件浸渗GJB1695-93 铸造铝合金热处理规范国际标准 ISO3522-84 铸造铝合金ASTMB179-96 砂型铸件、永久型铸件及压铸件用铝合金锭ASTMB597-98 铝合金热处理JISH5302:2000 铝合金压铸件2. 镁合金中国GB1177-91 铸造镁合金GB/T13820-92 镁合金铸件国际标准ISO/DIS16220-1999 铸造镁合金ASTMB94-94 镁合金压铸件JISH5303-1991 镁合金压铸件3. 锌合金中国GB/T1175-1997 铸造锌合金GB/T13818-92 压铸锌合金GB/T13821-92 锌合金压铸件国际标准ISO301-1981 铸造用锌合金锭ASTMB240-98 压铸件用锌合金锭ASTMB327-98 压铸锌合金用铝中间合金JISH2021:1999 压铸用锌合金锭EN 12844:1998 锌和锌合金-铸件-规格五、铜合金中国GB1176-87 铸造铜合金技术条件GB/T15116-94 压铸铜合金GB/T15117-94 铜合金压铸件5. 铅锡合金中国GB/T8740-1988 铸造铅基轴承合金锭GB/T8740-1988 铸造锡基轴承合金锭JISH5601-1990 硬铅铸件JISH5401-1958 轴承合金DIN1741-1974 压铸用铅合金常見鋅合金成分鋅合金種類合金代號商業習用編號No.3 No.5 No.2 No.7ASTM AG40A AC41A -- --UNS Z33251 Z35530 -- Z33522SAE 903 925 921 --機械性質Die Cast Aged Die Cast Aged Die Cast Aged Die Cast Aged抗拉強度(Kg/mm2) 28.8 24.6 33.7 27.42 36.4 33.6 28.7 24.5降伏強度(Kg/mm2) -- -- -- -- -- -- -- --伸長率(%) 10 16 7 13 7 2 13 18剪切強率(Kg/mm2) 21.8 -- 26.7 -- 32.3 -- 21.8 --硬度(勃式) 82 72 91 80 100 98 80 67衝擊強度(J) 30.2 28.8 33.7 28.1 24.6 3.5 30.2 28.8疲勞強度(Kg/mm2,5%103 4.85 -- 5.76 -- 5.98 -- 4.78 --壓強度(Kg/mm2) 42 -- 60.9 42 -- 21.7 -- 65.1成份錠鑄件錠鑄件錠錠鑄件Al 3.9~4.3 3.5~4.3 3.9~4.3 3.5~4.3 3.9~4.3 3.9~4.3 3.5~4.3Mg .025~.50 .02~.05 .03~.06 .03~.08 .025~.50 .01~.02 .005~.020Cu .10max .25max 075~1.25 .75~1.25 2.6~2.9 .10max .25maxFe .075 .10 .075 .10 .075 .075 .075Pb .004 .005 .004 .005 .004 .002 .003Cd .003 .004 .003 .004 .003 .002 .002Sn .002 .003 .002 .003 .002 .001 .001Ni -- -- -- -- -- .005~.002 .005~.002Zn 餘餘餘餘餘餘餘物性密度g/cm3 6.64 6.64 6.64 6.64熔解溫度˚C 382~387 381~386 379~390 381~387導電係數(%ACS) 27 26 25 27熱傳導係數(W/M˚K) 113 109 105 113熱膨脹係數(20~100˚C)(µm/m˚k) 27.36 27.36 27.72 27.36比熱kg˚C 0.419 0.419 0419 0.419收縮率6/1000 6/1000 6/1000 6/1000点击浏览该文件压铸模简介一、常用压铸合金成分和性能压铸合金成份有有色金属和黑色金属,广泛彩的有色金属合金分类如下:铅合金低熔点合金锡合金锌合金有色金属合金铝合金高熔点合金镁合金铜合金二、压铸件结构的工艺性1、壁厚〈1〉压铸件的最小壁厚与正常壁厚通常根据铸件面积而言。