PIE资料
PIE工程师必备

PIE工程师必备标题:PIE工程师必备技能——物理基础知识(上)作为一名PIE工程师,掌握一定的物理基础知识是非常重要的。
物理是一门研究自然界的科学,其研究对象包括物质、能量、力学、热学、电磁学等等。
对于工程师而言,理解并灵活运用物理原理,能够帮助我们更好地解决问题和设计出更优秀的产品。
一、力学力学是物理学的重要分支,涉及运动、静力学、动力学等方面的研究。
作为PIE工程师,我们要了解基本的力学概念和原理,例如质量、力、加速度、速度、位移等。
此外,还需要掌握牛顿三定律以及基本的运动学和动力学公式。
在实际工作中,我们可能需要利用力学知识进行结构强度计算、运动学分析等。
例如,在设计机械手臂时,我们需要知道各个零件的质量、受力情况,以保证机械手臂的稳定性和运动的精准度。
二、热学热学是研究热现象的物理学科,包括热传导、热膨胀、热辐射等。
在工程设计中,我们常常需要考虑材料的热膨胀系数、热导率等参数,以及热传导的相关问题。
以电子设备为例,电子元件的工作温度对其性能和寿命都有很大影响。
因此,了解热学原理,我们可以在设计过程中合理选择散热材料和散热结构,以提高电子设备的散热效果。
三、电磁学电磁学是研究电荷和电磁场相互作用的学科。
在PIE工程中,我们常常需要应用电磁学原理来设计电路、电磁驱动系统等。
在电路设计中,了解电磁感应、电容、电感等基本原理十分重要。
例如,对于电磁驱动系统设计,我们需要考虑电磁铁的线圈匝数、电流和磁感应强度的关系,以及电磁铁的工作原理。
总结:物理基础知识是PIE工程师必备的技能之一。
掌握力学、热学和电磁学的基本原理能够帮助我们更好地解决各类问题和设计出更优秀的产品。
在未来的工作中,我们应该持续学习和提升自己的物理基础知识,为我们的工程设计提供更加坚实的基础。
标题:PIE工程师必备技能——物理基础知识(下)在上一篇文章中,我们介绍了PIE工程师必备的物理基础知识中的力学、热学和电磁学。
接下来,我们将继续介绍其他重要的物理知识。
PIE工程师培训技能资料

工艺程序图案例
接合器帽No.1109 黄铜杆 车钻铰压 盅套圈No.1108 花及切断 黄铜杆 14 车钻铰及 切断 15 去毛刺 0.0142 16 内部套圈No.1107 黄铜杆
PE人员是一个多机能的角色,融合工业
工程、品质工程、产品工程与管理工程 等多方面的技能。
2018/11/22
4
PE是复合型人才
PE工程师:懂管理的技术人才!
PE工程师——
技术 和 管理 的综合体
2018/11/22
5
PE需要职业化
PE人员肩负着指导、标准化、维持管理、
持续改进的使命!
搬运
检验
停滞 由于预定的次一行动(主要是作业、检验可搬运)即刻 产生的时间空档为非必要,或非控制情况之下。
2018/11/22 16
工艺程序分析
2018/11/22
工艺程序的全面概况 各工序之间的相互关系 机器设备、工作范围 所需时间及顺序
工艺所需的时间
各种材料及零件的投入 工艺顺序
当今,PE工程师已成为制造业不可缺少
的角色!
2018/11/22
6
第二章 PE分析手法
竞争新趋势 PE分析手法 分析技巧 工艺程序分析、案例 人机作业分析、案例 联合作业分析、案例 讨论:PE手法应用
2018/11/22 7
有人说“管理是艺术” 有人说“领导是艺术” 有人说“营销是艺术” 但是从来没有人说“生产是艺术” 从事生产的PE是科学,只有经过学 习和训练才能获得
2018/11/22 14
五大现象
作业 搬运 检验 贮存
等待
2018/11/22
15
分析符号
中芯国际职位介绍

中芯国际职位介绍EE 设备工程师,比较辛苦,但是挣的也相对多,主要是设备维护。
本科就好PE 制程工程师,一般辛苦,挣的也多,需要加班,一般需要硕士学历,微电子或者物理学相关的PIE 制程集成工程师,一般辛苦挣的多,需要加班,前途最好,是公司的核心力量。
一般需要微电子硕士。
QE主要是在Fab里找茬的。
由于Fab是一条非常复杂的流水线,除了PIE之外,必须有一个独立的部门对品质负责。
这个部门就是Q。
Q的主要工作就是杜绝Fab中一切不符合rule和OI的事件,如果还没有法则,那Q就需要和PIE/PE来制定出合理的法则。
由于经常会给PE/PIE制造困扰,所以QE常常会让人感觉很讨厌,但是他们又惹不起Q。
所以,PIE/PE对待QE都是以忽悠为主,此牙咧嘴为辅。
一个好的QE并不好做,在熟练掌握QE本身的技能之外,还需要对process有一定的了解——至少不能被很容易的忽悠,而且还要掌握一定的灵活尺度,不能把别人都害死。
做好QE的一个要诀就是原则性和灵活性并重。
建议QE工程师至少要有一到两个比较铁杆的PIE弟兄,这样别人要忽悠你就不太容易了。
一只秒表走天下的IE工业企划处的IE可以算是Foundry中的一个异类,做好了可以直取管理的精髓,做不好,就被无数的PE/EE甚至MFG看不起。
小时候一定都读过华罗庚老先生的《统筹管理》一文(初中课本有记载),IE做的工作就和这个有关系。
Fab是一个异常复杂的流水线,一片Wafer从下线到产出需要经过数百道流程和近百种机台。
生产步骤之间的整合总体分成两大部分:Process方面和生产能力方面。
前者由我们应明伟大的PIE负责,而后者就是IE 的工作。
比若说,一个产品出来需要经过ABC三个过程,A过程中使用到的机台平均曰生产能力为A1,以此类推。
原则上讲A1=B1=C1才是最佳的组合。
IE的工作之一就是要使Fab中各类机台的产能达到平衡,估算各类机台的需要程度,并提出组成方案。
PIE培训手册—201108

沃尔玛PIE系统供应商培训手册第一章PIE系统介绍……………………………………………………………………………2-3------------ 1、系统介绍------------ 2、系统开发前后主要变化------------ 3、模块功能第二章待办事项 (3)------------ 1、提示未阅读公告------------ 2、提示未阅读的培训资料------------ 3、提示已回复问题第三章发票管理…………………………………………………………………………………4-11------------ 1、信息维护------------ 2、信息查询第四章在线服务…………………………………………………………………………………12-14------------ 1、问题咨询------------ 2、公告信息------------ 3、培训园地第五章系统管理 (15)------------ 1、用户管理第一章 PIE系统介绍一、系统介绍:PIE(Partner Information Exchange)是合作伙伴之间信息交换的平台,通过该平台可在线进行订单、结款发票、扣款发票、协议及发票金额预匹配等财务信息的查询;同时还可在线进行财务问题咨询、培训报名等,方便供应商及时了解和掌握财务数据,确保货款顺利结算。
二、系统开发前后主要变化:注解:X: 未提供信息 E: 通过邮件发送 T: 通过电话联系 O: PIE在线提供三、PIE模块功能:1、待办事项(提示有未查看的信息)1)公告信息2)问题咨询3)培训园地2、发票管理:1)信息维护:●发票匹配●交票清单打印●发票匹配维护●导入发票匹配2)信息查询●数据发票匹配查询●订单查询●未结索赔查询●协议查询●实物发票信息查询●扣款发票查询●供应商付款明细查询●开票信息查询3、在线服务:1)公告管理:●公告查询2)问题咨询●问题咨询●处理状态查询●问题类型说明3)培训园地●培训资料查询4、系统管理:1)用户管理●新建供应商用户●供应商用户信息维护●供应商用户信息查询第二章待办事项首次登录PIE系统时,用户(供应商)将会进入待办事项栏,此时会显示三个选项:1)公告信息——若有数字显示条数,则表示有沃尔玛公布的公告未阅读;2)问题咨询——若有数字显示条数,则表示沃尔玛对所发出提问已回复,用户未阅读;3)培训园地——若有数字显示条数,则表示有沃尔玛公布的培训资料未阅读;第三章发票管理一、发票匹配:在“发票匹配”界面选择购货单位、录入订单、勾选索赔单、录入发票信息第一步:下拉框选择或点击“定位”按店号和购货单位选择与订单一致的购货单位;第二步:录入订单;●点击“收缩”及“展开”按钮,显示或隐藏订单数据,索赔、协议的此项功能相同;●录入正确的“订单号码”及“不含税金额”,点击“新增”;提示:当天录入同一订单的不含税金额必须小于或等于沃尔玛的未结货款金额;第三步:勾选索赔;●点击“查找”,显示沃尔玛所有未扣索赔信息;●输入索赔号,点击“定位”,查询指定索赔号;●点击选定框“□”,选定索赔数据,索赔可重复钩选;提示: 录入的订单、索赔数据都存在实物发票邮寄及发票处理的时间差;第四步:山姆店鲜食索赔录入;●在协议数据处点击“收缩”及“展开”按钮,在“协议号码”处录入山姆店鲜食索赔号码,点击“新增”,显示未扣除的“山姆鲜食索赔金额”;提示: 除山姆店鲜食索赔允许在此处录入外,其他协议录入将不被系统接受录入山姆店鲜食索赔号第五步:发票信息录入;●输入正确的发票号码及发票开具日期●选择发票类型及税率:增值税票:17% ;13% ;3%普通发票:a)计生用品税率选择“0%”;b)农产品税率选择“13%”[税额=票面金额(价税合计)*13%]●准确录入发票信息,点击“新增”,增加发票数据;第六步:保存录入的结款信息:●点击“保存”,保存录入的结款信息;●保存“应开发票金额”与“已开发票金额”差异为正负5元以内的发票;第七步:发票金额差异的处理:1)“应开发票金额”与“已开发票金额”差异大于或等于5元发票的3个选项:●供应商自行处理,不保存●同意WM金额,不重新开票,必须打印“金额差异信息表”并盖有效印章;●不同意WM金额,在线填写情况说明,转入供应商留言系统2)打印“金额差异信息表”:●点击“数据发票匹配查询”,按发票录入日期/发票号/发票组号查询,逐一打印金额差异大于5元的发票;●点击“打印”后加盖有效印章;二、交票清单打印:●按照发票号/打印情况/数据提交日期查询●打印交票清单并按照清单的发票号码排列实物发票顺序;1)点击“打印”图标,直接打印;打印图标2)或选择“Acrobat(PDF)file”,再点击“Export”,打印交票清单。
PIE工程师工作内容
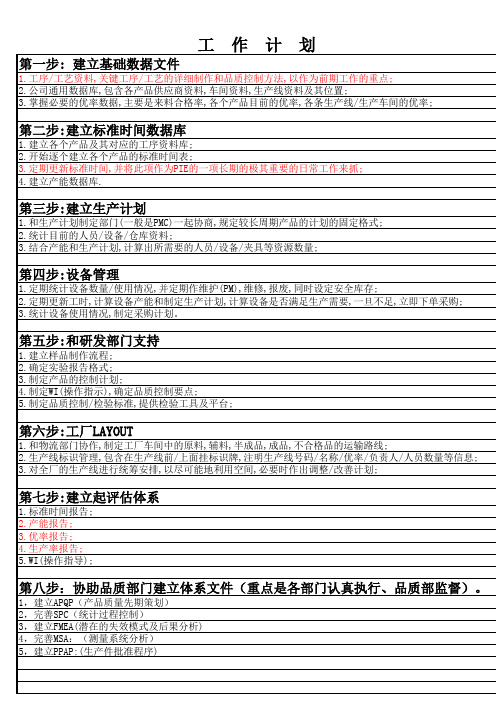
第三步:建立生产计划
1.和生产计划制定部门(一般是PMC)一起协商,规定较长周期产品的计划的固定格式; 2.统计目前的人员/设备/仓库资料; 3.结合产能和生产计划,计算出所需要的人员/设备/夹具等资源数量;
1.标准时间报告; 2.产能报告; 3.优率报告; 4.生产率报告; 5.WI(操作指导);
第八步:协助品质部门建立体系文件(重点是各部门认真执行、品质部监督)。
1,建立APQP(产品质量先期策划) 2,完善SPC(统计过程控制) 3,建立FMEA(潜在的失效模式PAP:(生产件批准程序)
第六步:工厂LAYOUT
1.和物流部门协作,制定工厂车间中的原料,辅料,半成品,成品,不合格品的运输路线; 2.生产线标识管理,包含在生产线前/上面挂标识牌,注明生产线号码/名称/优率/负责人/人员数量等信息; 3.对全厂的生产线进行统筹安排,以尽可能地利用空间,必要时作出调整/改善计划;
第七步:建立起评估体系
第四步:设备管理
1.定期统计设备数量/使用情况,并定期作维护(PM),维修,报废,同时设定安全库存; 2.定期更新工时,计算设备产能和制定生产计划,计算设备是否满足生产需要,一旦不足,立即下单采购; 3.统计设备使用情况,制定采购计划。
第五步:和研发部门支持
1.建立样品制作流程; 2.确定实验报告格式; 3.制定产品的控制计划; 4.制定WI(操作指示),确定品质控制要点; 5.制定品质控制/检验标准,提供检验工具及平台;
工作计划
第一步: 建立基础数据文件
PIE资料

l a ve r ) f VMH 7; :~:x. ?
m et a l
0
IJ'J m 'jitI ft JL hi IJ'J Pol y (:t " it)t ll JLhi IJ'J
r~~ 'j m ,j(, ,,,,·a!JLlx r~
("'fiJi ;flO .
1& H l illllJD2, 5!fr
5.
JHiWIY'1 o. 13 um rf.J Lz: nt)J (techno logy)f \.7dn1lfl -~ .tCx.?
0
1$ , Jl:mIFfl'JTZ':f!E))'l i:li:5flj 0, 1:1 urn fl'J !lDH~tH\ "illDlWrm H \ {Mt flWH U "
11.
ze r o l a yer ?
,t:.:)-l-1tJ :1 ·~ E8 iq: ~ + IfiJ M ,x :\1l: t~ ITfi hx ltJ , Ji. MIX.LriJJt;J. zero l a ye r ~ l/& M 11t
r~),t IJt,
12.
Laser m a r k R:H~ mit? W af e r ID Y. f \. R H ~;0: x. ?
:!t JlJ*~IJ wafer
t f: Laser m ark
13.
lD,
W af er
lD JZt:lm llll li:tJ--HI1 !:H5hiE-H, - 1' lD
PIE岗位职责
PIE岗位职责引言PIE岗位,全称为Process Integration Engineer,是制造业中非常重要的一个职位。
作为PIE,你需要深入理解制造流程,解决生产瓶颈,持续优化和改进制程,提高生产效率。
以下是你作为PIE需要承担的职责和任务。
一、明确工作职责和任务负责制程整合,确保生产流程的顺畅和高效。
识别和解决生产过程中的瓶颈和问题。
对生产线进行优化,提高产能和效率。
与研发、品质、生产等部门紧密合作,确保制程的稳定性和一致性。
定期报告工作进展,提供改善建议和方案。
二、提高工作效率和进度制定工作计划,合理安排时间,确保任务按时完成。
运用项目管理工具和方法,提高工作效率。
定期回顾和总结工作,找出可以改进的地方。
主动寻求和采纳他人的意见和建议。
保持学习和进步的态度,不断提升自己的专业能力。
三、保证工作质量和标准严格遵守公司的工作标准和流程。
对自己的工作成果负责,确保达到预期的质量要求。
及时发现并处理问题,防止质量事故的发生。
积极参与质量改进活动,推动制程质量的持续提升。
与品质部门保持紧密沟通,共同维护产品质量。
四、保持良好的工作态度和心态积极主动,对待工作认真负责。
保持乐观的心态,面对困难和挑战不退缩。
善于沟通,与团队成员保持良好的合作关系。
勇于承担责任,不推卸责任,积极解决问题。
保持良好的职业道德,保守公司机密。
五、具备一定的专业能力和技能熟悉制造业的生产流程和制程技术。
掌握数据分析工具和方法,能够进行制程分析和改善。
PIE

2001 2006 2011 2016 2021 2026 2031
• 持续的人口增长带来旺盛的住房需求。布里斯班年均人口增长率为2.4%,远高于澳大利亚1.2% 的全国平均水平;预计从现在至2031年每年将增加居民1.3万人,相当于每周新增188人,且大 多数新增人口将集中在市区;若以户均规模2.5计算,每周需供应72套住房才能满足新增需求 • 人口年龄结构决定中长期住房需求的特征。布里斯班10-29岁人群(Y一代、Generation Y)与 45-64岁人群(婴儿潮一代、Boomers)分占布里斯班总人口的29.7%与23.2%,未来5-10年间 前者将产生大量首置需求;后者将陆续入住养老社区,形成大量养老住宅需求
PIE模型:人口、基础设施建设、就业三要素,直接决定 城市住宅需求的发展趋势
P I
主要原理 人口 • 持续健康的人口增长带来旺盛的住 房需求
主要研究对象 • 人口增长结构(自然/机械) • 哪里人口增长最快? • 人口结构变化
• 在哪里建设?有多大的规模? • 对当地的经济影响有哪些?
基础设施建设
• 基础设施建设可提升区域内及与外 部的交通联系,提升片区居住价值 • 长期看促进当地就业,加速人口与 经济增长 • 就业密集区域也是住宅需求最大的 区域 • 就业增长受益于经济发展,反过来 又会促进人口与经济增长
资料来源:Urbis
第0页/共51页
PIE模型之Population:人口增速与年龄结构影响住宅市 场的需求
布里斯班人口数量及预测(单位:万人) 布里斯班各年龄段人口数量(单位:万人)
PIE技能培训资料

跟进落实
(有了方法不等于问题已改善,还需要监督改善措施的 落实及改善效果跟进)
记录及文件升级(确认改善后可记录于产品“档案”中并升级相
应的文件及资料,如SOP、机夹具或ECN)
9
如何做好PIE工作
适当的工作方法 对于IE工作及效率可参考
按流程及SOP操作(毫不含糊要求产线按流程及SOP排拉及作业,
一次性排完全流程,包括测试位及工序的先后、人员蔬密度,如果实 操正确而文件错误及时手改到文件上)
节拍时间(调整流水线使每格运转速度/时间与流程节拍时间一致) 定量落拉(单PCS或自订等量落拉,每位一致,完成本工序即落不准
存放,同时落拉周期时间与标准产能一致,首位落拉计数)
10
如何做好PIE工作
4
PIE的主要职责
IE人员的工作职责 生产跟进
生产过程跟进(作业工位设置/预防、发现问题/监督工艺执行) 作业方法指导(现场指导/错误纠正/员工培训) 现场改善(产能/SOP与实操符合性/堆、待机/作业规范) 外部及客诉技术支持(业务报价参考资料/客户工艺问题解答) 产线优化、工艺文件升级(FC/SOP/夹具/自动化/ST)
5
如何做好PIE工作
必要条件 积极的的工作态度 高度责任心 过硬的技术实力 细致、认真、慎密、扎实的精神 勤勉
6
如何做好PIE工作
适当的工作方法
善用暨有的工具、方法和手段 7S(SEIRI 整理、SEITON 整顿、SEISO 清扫、SEIKETSU 清洁、
SHITSUKE素养、SAFETY安全、SAVE节约)
PIE工程师岗位职责标准

PIE工程师岗位职责标准
PIE工程师(Product Improvement Engineer)是一个多功能的角色,负责对产品进行改进和优化。
以下是PIE工程师的主要职责标准:
1. 产品改进:负责分析和评估现有产品的性能、质量和可靠性,提出改进措施,设计和实施相应的解决方案,以提高产品的竞争力和用户满意度。
2. 过程改进:与团队合作,改进产品开发和制造过程,优化生产效率,降低成本,并确保产品符合相关的法律法规和质量标准。
3. 技术支持:为产品的设计、开发和制造提供技术支持,解决与产品相关的技术问题和挑战。
4. 数据分析:收集和分析产品相关的数据,从中获得洞察,并提出改进建议。
采用统计分析方法,如六西格玛和数据驱动的决策方法,以支持决策制定过程。
5. 跨部门合作:与产品开发团队、制造团队、质量团队等其他部门紧密合作,确保改进项目的顺利实施和项目目标的达成。
6. 问题解决:协助分析和解决产品相关的问题和故障,并提供技术指导和培训,以确保问题不再重复出现。
7. 项目管理:负责制定改进项目的计划、预算和时间表,跟踪项目的进展,并及时向团队和管理层报告项目的状态。
8. 持续改进:定期评估和改进PIE工作流程和方法,提高工作效率和质量水平。
9. 知识共享:分享和传授专业知识和经验,培养新人,提高整个团队的技术水平。
综上所述,PIE工程师在产品改进、过程改进、技术支持、数据分析、跨部门合作、问题解决、项目管理、持续改进和知识共享方面拥有广泛的职责。
PIE部门工作指引(含IE、PE、ME)

2
新产品上线
生产指令下达2日内
新产品上线,正式SOP受控发行-→瓶颈工位的跟进-→标准工时制定-→制程合理性评估-→夹治具改善提议
正式作业导书作业流程图
3
工时制定制程改善
生产过程中
对在制产品工时制定-→工时分析,标准时间分析-→增加夹治具提高效率-→改善前数据与改善后数据对比
4
日常工作
设备日常保养记录
ME工作指引
1.0目的
确保ME工程师工作职责、内容清晰,提高工作质量和完成效果
2.0范围
全厂ME工程师
3.0作业内容
序号
输出资料
责任人
备注
1
新产品试产
试产指令2天内
了解产品功能及关键工位-→关键工位夹治的设计,制作-→夹治具的调试及使用
2
工装夹具准备
产品上线前
看每天的生产计划-→根据生产计划提前安排夹治具-→检查夹治具是否正能正常使作-→对于不良的进行维修和申购
3
设备异常处理
1小时内
对生产的设备出现异常-→第一时间分析异常原因-→拿出解决方案解决异常第一时间恢复生产-→跟进异常处理状况-→不能解决的第一时间反馈-→联系后勤协助处理
4
每天工作
每天
每天对生产设备进行日常维护-→检查设备是否正常-→对于不良设备进行维修,维修不了的联系厂家维修-→做好维修记录-→跟进设备维修后的使用情况
试产放行单
3
品质效率跟进
制程中
查看生产QC检查记录,了解测试直通率情况-→对影响直通率的问题进行分析解决并验证-→验证OK知会生产-→跟进是否解决
4
异常处理
1小时内
根据品质异常分析原因-→出具初步方案-→安排生产导入-→反馈至相关部门-→重点跟进是否解决
2024版初级PIE工程师班

技术实现
3
采用Python语言,结合Selenium、Appium等 自动化测试工具,实现测试用例编写、执行和结 果分析等功能。
2024/1/25
23
学员实践项目展示
2024/1/25
项目成果
提高测试效率50%以上,减少人工测试成本。
生产现场改善
掌握生产现场改善的方法和工具, 能够针对现场问题提出改善方案。
2024/1/25
14
04
团队协作与沟通能力培养
2024/1/25
15
跨部门沟通协作技巧
2024/1/25
明确沟通目标
01
在与其他部门沟通前,明确沟通目的和预期结果,确保信息传
递准确。
掌握有效沟通技巧
02
运用倾听、表达清晰、保持开放心态等技巧,促进良好沟通氛
分享一
01 PIE工程师的职业发展与技能提
升
分享内容
02 介绍PIE工程师的职业发展路径、
所需技能和提升方法。
互动环节
03 学员提问,分享嘉宾解答疑问。
分享二
04 移动APP性能优化实践与案例分
析
分享内容
05 介绍移动APP性能优化的方法、
工具和案例分析。
互动环节
06 学员提问,分享嘉宾解答疑问,
共同探讨性能优化实践中的问 题和挑战。
生产辅助设备
了解生产线辅助设备,如 清洗机、烘干机、传送带 等,及其在生产过程中的 作用和使用方法。
9
产品测试与检验方法
功能测试
学习如何对产品进行功能测试,包 括测试方法的选择、测试环境的搭
建、测试用例的设计等。
PIE工程师岗位职责(3篇)

PIE工程师岗位职责如下:1. 负责新产品的机械设计和开发,依据产品需求和规范进行设计工作,并确保设计的完成质量和交付时间。
2. 参与产品的可靠性分析和风险评估,提出设计改进和优化方案,并协助解决设计中的问题和挑战。
3. 负责编写机械设计文件,包括设计说明书、结构图纸、零部件清单等,确保文件的准确性和可靠性。
4. 参与产品的样机制作和测试,协助工程团队进行样机验证和性能评估,提出改进意见并协助实施。
5. 协助生产部门解决生产中的工艺问题,调整设计方案以提高生产效率和质量。
6. 参与产品的试产和量产过程,协助解决生产中的技术问题,并确保产品的交付质量和时间。
7. 与其他部门和团队合作,协调工作进度和资源分配,确保项目的顺利进行。
8. 参与产品的市场调研和竞争分析,了解市场需求和趋势,为产品设计提供参考和建议。
9. 不断学习和跟踪新的技术和工艺,提出创新和改进的建议,促进团队的技术更新和提升。
10. 遵守公司的规章制度和工作流程,保证工作的安全和质量,积极参与工作培训和技能提升。
PIE工程师岗位职责(2)1.整体负责本部门各项工作的开展,工作直接对副总经理负责;2.负责与其他部门的横向沟通,与上层领导的纵向沟通;3.安排及协调本部门各项工作;4.掌控本部门各项工作的开展和落实情况,并能及时地做出工作调整;5.控制本部门的运作成本;6.对本部门发出的各项文件、单据进行审核;7.对本部门人员进行业绩和能力考核;8.对本部门人员进行技能培训,或组织培训,提升部门人员的综合能力;PIE工程师岗位职责(二)1、新产品导入及相关产品设计和文件资料(BOM、规格书等)的审核;2、产品作业指导书的编写和维护及产品生产标准工时评估、测定;3、生产效率提升方案的评估和实施;4、生产线异常问题处理及工艺改进;5、生产设备工具的制作和维护。
PIE工程师岗位职责(三)1、负责生产制造工程、生产制程标准文件建立,以及相关部门运作程序文件的建立;2、负责处理生产异常问题的分析与改善,针对不良品的分析报告制订相应对策;3、负责新产品的导入、试产、量产过程中出现的问题的分析与改善;4、负责产线的工装夹具设计;PIE工程师岗位职责(四)1.负责生产制造工程、生产制程标准文件建立,以及相关部门运作程序文件的建立;2.负责处理生产异常问题的分析与改善,针对不良品的分析报告制订相应对策;3.负责新产品的导入、试产、量产过程中出现的问题的分析与改善;4.生产指导,现场异常问题的及时排除(遇到异常立即有临时对策);5.生产工艺的改善、产品性能及结构方面的改善、包括工艺指导书的编写等;6.产能评估,持续改善生产效率,协助生产线解决问题;7.制订标准工时,人员定额,作为厂区效率改善,成本评估之依据;8.动作研究(MOD法),改善作业方式及线平衡,提升作业效率,减少材料报废。
PIE工作职责
PIE工作职责PIE(Public Information Officer)是公共信息官员的缩写,是指负责管理和传播组织或机构的公共信息的专业人士。
PIE的工作职责包括与媒体沟通、危机管理、公众关系建立等方面。
以下是一份涵盖PIE工作职责的文章,内容介绍了PIE的职业特点、工作内容和技能要求。
PIE工作职责公共信息官员是公共关系领域的重要职位之一,负责组织或机构的公共信息管理和传播工作。
在今天这个信息爆炸的时代,公众对组织和机构的信息获取需求越来越高,因此PIE的工作变得至关重要。
以下将详细介绍PIE的工作职责。
一、与媒体沟通1. 组织新闻发布会:PIE负责组织新闻发布会,向媒体发布重要的公告和信息。
他们需要准备好相关的新闻稿和背景资料,并在新闻发布会上进行专业的讲解和回答媒体提问。
2. 建立和维护媒体关系:PIE需要与各大媒体建立良好的沟通和合作关系。
他们需要及时回应媒体的信息查询和采访请求,协调好与媒体的各种合作项目。
3. 撰写新闻稿件:PIE需要具备良好的文字表达能力,能够撰写各类新闻稿件。
他们需要用简洁明了的语言,将组织或机构的信息传达给媒体和公众。
二、危机管理1. 危机预防与处置:PIE需要对组织或机构可能遇到的危机进行全面的预测和评估,并制定应对策略和应急预案。
一旦危机发生,他们还需要迅速反应,及时并有效地向公众宣传组织的危机处理措施和进展。
2. 危机公关:PIE需要及时向媒体和公众传达组织的危机管理情况,回应各类质疑和疑虑。
他们必须有很强的应变能力,并能以合适的方式与媒体和公众进行有效的沟通和交流。
三、公众关系建立1. 组织公众活动:PIE需要主导组织或机构的公众活动,通过这些活动来建立与公众的良好关系。
他们需要制定公众活动策略、统筹资源、组织活动流程,并引导活动的顺利开展。
2. 社交媒体管理:PIE需要与时俱进,善于利用各类社交媒体工具来建立和维护组织与公众之间的互动与关系。
他们需要制定社交媒体使用规范、发布吸引人的内容,并及时回应公众的留言和提问。
PIE教材(讲师版)

COMPONENTS CO. LTD.
事故材料进行鉴定分析 事故材料指的是在产品制造过程中直接导致发生生产事故的材料 ,这
些材料主要包括以下的类别: ●因末满足纳期而导致生产中断的材料; ●IQC因检验和判定失误而放行的材料; ●因加工和处理材料不当造成产品技术性能下降,进而形成品质事故的材料; ●因过程变异导致材料变性,形成典型性缺陷的材料。
通过生产计划了解生产状况 发现新机种生产并作好准备
是否有新机种的生产排期 生产日期、机型、生产数
调查、确认和掌握新产品的制造信息
新机种投产的当天亲临现场 观摩新机种生产、记录问题点 接收生产问题点的通报 分析生产问题点、研究对策 通报对策措施并跟踪效果
监控计划、技术标准、工艺
获取第一手的资料 备忘、先知先觉 生产、品管等部门的通报 心中有数好对策 实现彻底改善
ME PE TE EE
产 出
工程技术支援和帮助
TD是新产品研发,PE负责成熟产品YIELD的improve
COMPONENTS CO. LTD.
IE任务要求:
利用程序分析、作业分析和动作分析获得最佳程序和方法,
利用时间研究将所有作业制定出标准时间的活动
.
* 工程分析
* 价值分析(V.A)
* 动作研究 * 工作标准
PE的三种定义分析 Production Engineering 生产 工程 Production Engineer 生产 工程师 PE是指一个部门。负责并担 当生产技术方面的事务。 PE是指一类人员。负责并担 当生产技术方面事务的工程 师和技术员。
PE是指一种状态。即产品设计完成后,如何转化为可大 量生产而需要进行的生产技术方面的相关事务过程。
PIE学习资料
或:举例:
举例:
以40产品测工时,测得作业时间7.03+宽放时间0.08=标准时间7.59M 7.59M划分以S 为单位455.4S/40产品=每个产品时间11.385s
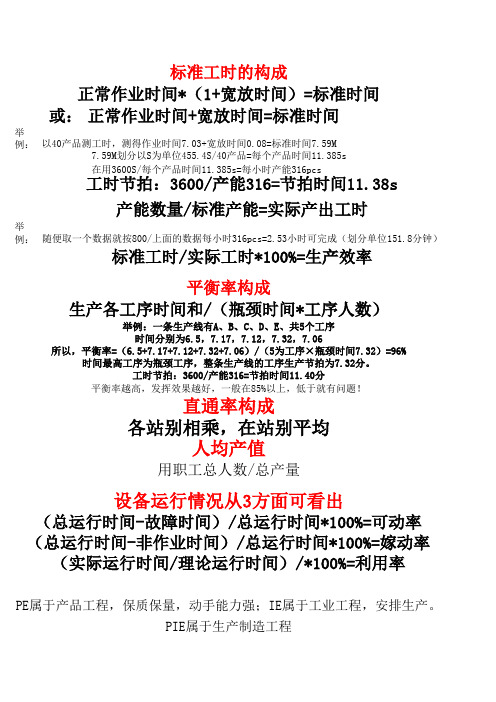
(总运行时间-故障时间)/总运行时间*100%=可动率PIE属于生产制造工程
PE属于产品工程,保质保量,动手能力强;IE属于工业工程,安排生产。
(总运行时间-非作业时间)/总运行时间*100%=嫁动率
(实际运行时间/理论运行时间)/*100%=利用率
工时节拍:3600/产能316=节拍时间11.40分
生产各工序时间和/(瓶颈时间*工序人数)
举例:一条生产线有A、B、C、D、E、共5个工序
时间分别为6.5,7.17,7.12,7.32,7.06
所以,平衡率=(6.5+7.17+7.12+7.32+7.06)/(5为工序×瓶颈时间7.32)=96%
时间最高工序为瓶颈工序,整条生产线的工序生产节拍为7.32分。
标准工时的构成
正常作业时间*(1+宽放时间)=标准时间
工时节拍:3600/产能316=节拍时间11.38s
标准工时/实际工时*100%=生产效率
随便取一个数据就按800/上面的数据每小时316pcs=2.53小时可完成(划分单位151.8分钟)正常作业时间+宽放时间=标准时间
在用3600S/每个产品时间11.385s =每小时产能316pcs
设备运行情况从3方面可看出
用职工总人数/总产量
产能数量/标准产能=实际产出工时
平衡率构成
平衡率越高,发挥效果越好,一般在85%以上,低于就有问题!
直通率构成
各站别相乘,在站别平均
人均产值。
PIE资料
PIE1. 何谓PIE? PIE的主要工作是什幺?答:Process Integration Engineer(工艺整合工程师), 主要工作是整合各部门的资源, 对工艺持续进行改善, 确保产品的良率(yield)稳定良好。
2. 200mm,300mm Wafer 代表何意义?答:8吋硅片(wafer)直径为 200mm , 直径为 300mm硅片即12吋.3. 目前中芯国际现有的三个工厂采用多少mm的硅片(wafer)工艺?未来北京的Fab4(四厂)采用多少mm的wafer工艺?答:当前1~3厂为200mm(8英寸)的wafer, 工艺水平已达0.13um工艺。
未来北京厂工艺wafer将使用300mm(12英寸)。
4. 我们为何需要300mm?答:wafer size 变大,单一wafer 上的芯片数(chip)变多,单位成本降低200→300 面积增加2.25倍,芯片数目约增加2.5倍5. 所谓的0.13 um 的工艺能力(technology)代表的是什幺意义?答:是指工厂的工艺能力可以达到0.13 um的栅极线宽。
当栅极的线宽做的越小时,整个器件就可以变的越小,工作速度也越快。
6. 从0.35um->0.25um->0.18um->0.15um->0.13um 的technology改变又代表的是什幺意义?答:栅极线的宽(该尺寸的大小代表半导体工艺水平的高低)做的越小时,工艺的难度便相对提高。
从0.35um -> 0.25um -> 0.18um -> 0.15um -> 0.13um 代表着每一个阶段工艺能力的提升。
7. 一般的硅片(wafer)基材(substrate)可区分为N,P两种类型(type),何谓 N,P-type wafer?答:N-type wafer 是指掺杂 negative元素(5价电荷元素,例如:P、As)的硅片, P-type 的wafer 是指掺杂 positive 元素(3价电荷元素, 例如:B、In)的硅片。
PIE工作职责

一.PIE工作职责:1. 新产品批量生产的导入;2. 产品生产流程及SOP编制;3. 生产线人力、物力平衡;4. 标准工时的制定;5. 现场改善及工艺流程优化;6. 新产品工艺评审;7. 节约成本;8. 生產線的layout;9. 生產力的提升;二.如何计算标准工时定义:是在同等条件下,同一个人,同一生产机型,同等条件下,四.如何计算生产平衡率生产平衡率是一个百分比各工位时间和与瓶颈工位时间(CT)*工位数的比一般地百分比》85%以上为OK低于此数则需要改善,改善的措施有以下几点:1).对瓶颈工序进行改善;2).对瓶颈工序进行拆分;3).合并工序;4).对作业员作业手法进行再培训;5)增加人员;其中CT=3600除以产量可以得出(Line Balancing)如何指派工作予工作站的决策过程,及使各个工作站负荷一样,便称之为生产线平衡。
生产线平衡是一门很大的学问,生产线平衡直接关系到生产线的正常使用。
生产线平衡指南主要包括生产线平衡的相关定义、生产线平衡的意义、工艺平衡率的计算、生产线平衡的改善原则和方法。
(1)“节拍”、“瓶颈”、“空闲时间”、“工艺平衡”的定义流程的“节拍”(Cycle time)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间。
换句话说,即指完成一个产品所需的平均时间。
节拍通常只是用于定义一个流程中某一具体工序或环节的单位产出时间。
如果产品必须是成批制作的,则节拍指两批产品之间的间隔时间。
在流程设计中,如果预先给定了一个流程每天(或其它单位时间段)必须的产出,首先需要考虑的是流程的节拍。
而通常把一个流程中生产节拍最慢的环节叫做“瓶颈“(Bottleneck)。
流程中存在的瓶颈不仅限制了一个流程的产出速度,而且影响了其它环节生产能力的发挥。
更广义地讲,所谓瓶颈是指整个流程中制约产出的各种因素。
例如,在有些情况下,可能利用的人力不足、原材料不能及时到位、某环节设备发生故障、信息流阻滞等,都有可能成为瓶颈。
PIE培训资料
PIE 培训资料006文件编号:制作部门:副本编号:制〔受控文件发行印章〕PIE-OD-006-A未经承诺,严禁复印/ 修订记录制/修订日期2022-8-25制作黄本银总页数5版本/ 版次A/0审核批准页次1-5修订内容摘要PIE 部华通科技PIE 培训教材PIE-OD-006-AA/12022-12-071/5文件编号修订号发行日期页码文件名称A. 接收电平共分〔0-----63 个等级〕B. 接收等级与对应电平关系 :0 级电平是-110dbm,63 级电平是?-48dbmC. 在相同的电平下:对应的电平等级能够承诺误差土 4dbmD. 接收电平运算:〔等级—110=电平值〕E. 电平强弱:-110dbm 强-------------- ► -47dbm 弱F. I/Q 调制信号〔67.707Khz 〕频率误差: EGSM ± 90Hz/DCS ± 180 Hz.PIE-OD-006-AA/1文件编号修订号华通科技A. EGSM 〔扩展 GSM 〕:0----124 信道计 125 个/975—— 1023 信道计 49 个.TX 频率:880 ------ 915MHZRX 频率:925 ------ 960MHZB. DCS:512----885 信道计 374 个〔4〕 EGSM 与 DCS 信道个数:A. 接收误码率共分 8 级〔0-----7 级〕B. 误码率 BER<2%C. 误帧率 FER<0.12%〔3〕 RX 接收质量〔误码率 BER 〕:〔2〕 接收电平与等级:注:视不同的机型而定!〔〕A. EGSM 频段共分为 15 个功率等级〔5---19 等级〕对应的功率电平〔33dbm —5dbm 〕.B. DCS 频段共分为 16 个功率等级〔0 —15 等级〕对应的功率电平〔30dbm —0dbm 〕.C. 功率等级与电平对应关系:每一个功率等级,对应的电平承诺相差 2dbm 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1& H l illllJD2, 5!fr
5.
JHiWIY'1 o. 13 um rf.J Lz: nt)J (techno logy)f \.7dn1lfl -~ .tCx.?
0
1$ , Jl:mIFfl'JTZ':f!E))'l i:li:5flj 0, 1:1 urn fl'J !lDH~tH\ "illDlWrm H \ {Mt flWH U "
0
1,
~:
ftiflJJ (iiJiIi", 300mm ?
w a fer size ::f!::).: , tj'J.- w a fe r Ll'fJ,t:.:J-\·:U!:(eh i p)::f!::t , 200-300 WIWl'l" D2, 25 !fr, ,~;11
Ifl·{,'u&*r..rd(f
20.
- fU rr:HlF f-it A.h ! iX (I m plant l a ye r ) T~ #5IJmPf )}JJ}jI>JL illW.<m. ?
ca: -fU"0. rt-.t:illf fUil Jt" ~ ,
®m -Ttl /\. ir.J _ tt
19.
- Ilit(nmiX,'2\ TitAilH'iUl! flo of 'it ~J ~IL:::: jJ! ;J;lIl1? Jh ntJJfiif?
- fiQ: ~ {f "F L!U flit! W !W :
CDWe ll Imp lant : Jfh£:\, ®Channe l I mp lant :
( modu I e)
,~{:Kf",\I,
CMP({t"jt ~ll",!!fill)
.tl1 r~~ IJ m" U~
lldln ,f' (J'J*", . N 1i (J'J1'lA' I'iJr1OUlI'
rUJillUjjtfj (J'J'tI'UlI', kU" i'j f lJ llJ tjj ClH,
u iifX
(fronte nd )
ItJ T ~*f!(jjJrx: 5}.f.lJJ I; tl-tm ~{;}?
1$: (!)Sn 11''1 Jf;f& ( j£
x. AA lX.tiX& !J~n rllJ I¥J IIi'?J lkj)
®m rx: m -Tr± A <well i m pl a nt ) fflI;J. i~ _~f-l!U ® mt t1k {po ] y gat eHt'1 Jl%x
@VM /i#i~M ( so urce / dr ain ) ItJJB~ GVITt (t ~( sa liei de) ltJ R; hX
15.
a :STI : Sha l l ow Trench I so l a t i on O:QrtJi1i I%7t-'!j) •STI UJ I;J. ~ 1/& jJ;lj l'ffi f't- ( devi ce)
"'1':lIi itt~ U) i:l 3t(J'J I£H ' , :I I> iilill! t!llJ! til 0 6.
M. O. 3fium - ) 0. 2fium - ) 0. 1Bum - ) 0. 1Sum - ) 0. lSum 1Y1 t ec hno Ioxv l& ~ X f I:. CU IY'1 -£
1J'J !lJ j!?
{C!-t:..t.1I5JlXV,¥"
~llfi iJ)f, R: , ;ll;m 10.tiL~ # rH;.:t 1*IY'1{v. lil,r {r .
1~:fumHM .
jijjl' AA
PZ ~fuJ{i£:!tt;J. 5TI -* 11t! 1!i% ~ fl1 "
o. 15um
ltJiZ $lt-f'Rn11 IP6\1( 1 h!- 1tJ Po l y {{J 6 MItJ m eta l}
ITfi
)\';';(l hiJi'l. ( na sk l a ye r ) iVklt ){
10.
PH OTO ()\'; M)
W afer rfx ltJm -:itt:!t~JlHI;px s tart oxi de kU zero l a ye r ? J t ~ s tar t oxi de
t1 r~ i!IJj"\ ,
9.
- il'l Iit I1 (J'J ~IJ il'i 1im J L
PJL \1 l U't'<l.W& (nask l aycr) eldl'&IitI1'r 1O(J'J ,1(' J
*, JL
- ff):
ul JL p JL IJ bCYt r:i U1&. (mask *m . i-nf
ETCH
U,H1! l ,
Jt'1' DIFF X B Iii HJRNACE(11" ,1') , WEH ilH,1)) , IMP <I"iT
TF i'lili PVO (WWHlJiiEliO
0
it A) ,RTI' (tk iili 1M I:Pj!) ,
0
C V D({t'i''illliiE IlD ,
1';, W tlx 1'-\ Tit A il'!'r:; JH rJ IlJ /.1\ T it A (J'J 1] IM t it )U:i~ hJi.m il;
*1J'J!IHt tlJ T t;tL
r I?1t-[x:;
0
pklhW/lktH!HuHF.J1Mlf-l!:
@Vt I nolunt , il'JrCVt ( l!'l1ltlJIU
r"Hl';~Jl ~,
STI No(l-~ ll1tRP--J? :1-1 (iif mf~ STI?
iIilful'l 1'ffi l'l l i'j ~j~l jj; .
*: Ac t ive Area,
17.
16.
AA i""JIIl I'l1' 'f~j~n:Lj? mJ4i ijl'~ AA
PIE
1.
~:
{iiJ i~
PIE?
PIE (J'Ji", :LI>JI:{I
~?
Pr ocess Integrat ion Engi ncer Cl "~ ~ {;: U-'j' ~i lj ) , '±~ Tft~:f1{;X.b1H Jl'fJ
IH~ ,
I n :Z M'ttjjt fi,~i'i, ,~f:Kf" IiM~ Cl '"
2.
(y i e 1d) l~ii' Cl!lt 0
200mm , 300mm W a fer f l:.-:&:fuJ;t;;'UZ?
3.
ca:
th 8 rttftt ll (wafer) -eJ ?:1J 200mm , 1fJ?:h 300m mfttll-e~ 12 If;t. ~ 1W~ .C:: ffil l»j,JW, trl'fJ 1-: 1. r ;,Kffl t j> m m rf.Jn J-\-(wafer) T ·~ ? **:!t Ji1 rf.J FabH R 4J- n Ufl t j> m m1Y1 w a f er TZ;? ~H] ;j 1~ 3 r -:1J 200mm(H ~ .'J) (t(J w af er, :r Z: 71<..ifi:.!.;it: O. 13umT~o :-k-*-:!t Ji1 J -T ·~ w a fer ¥.HV¥l 300m m(l2 4:t--.t)
*,
®A
~:
rt9 H1 t9 No :1-1 (iif ? CD+ ii\!i1 ti lilhJdf 1J'JJ't"lIkil. Jft lMlI! Si +: llii
j.} fiiJ i1.f~
0
l a se r &IJ \:-tlWl\I , ?l'PJ;m.fu 1&"'·;: I:I1''1 m:J2i''J ~,
~ 11 :~;IlJjll .L! l;._ J: ~ t,;{!.i:?
:{( STT 1Y 1&IJt1!T ~ tl.w If t ,
t't:
CDSTI e t ch ( ;«I JVJ! )
rt9ffJ N :
@ ST I etch ltJi;iiU3t;
@ STl et ch 0r~ CD K "t A 'H~$ljo
~ftP< .r.20""); (J'J jlUl