ANDCIV 3D打印机主板GCODE详解15.429
3D打印机使用说明书
3D打印机使用说明书3D打印机使用说明书一.Proe绘图。
1.proe绘图:2.proe保存副本并保存为*.STL格式:(弹出对话框点确认即可)二.Cura使用。
1.利用Cura将保存的STL文件打开。
打开方式:文件------打开模型或gcode------选择以保存的STL 文件(如下图)。
2.鼠标单击图形,图形左下方出现三个图标,如下图:5.第三个图标:图形镜像;6.对菜单栏内的基本、高级进行设置(这一项非常重要)。
插件、起始/停止GCode默认设置即可。
具体参数参照显示设置。
7如果是首次使用打印机,还需如下设置:高级选项------首次运行向导-------Next-----选择其他:更改以下参数,然后完成。
机器名称:机器宽度:150机器深度:150机器高度:180喷嘴大小:0.3热床:0,0,0为打印初始中心:8.完成以上操作,进行保存。
文件------保存配置-----三.上位机使用。
1.打开上位机软件。
2打开保存的*.gcodeFile------Open-----找到保存的*.gcode并打开。
软件右侧会出现数据:3.对代码内容进行修改:File----Edit-----弹出窗口如下:将小窗口内第二个M107改成M106(此命令控制风扇转动,M107风扇关,M106风扇开)4.点击Port,获得对应的COM口,其余参数如图。
5.连接控制板,进行调平。
Connect------复位X、Y、Z----控制(+X,-X )、(+Y,-Y)、(+Z,-Z)进行热床上平面的调平。
6.开始打印。
首先给热床加热,等温度到50度时,点击Print,此时热床和挤出头同时加热,当温度达到设定值时,打印机开始加热。
(注意:开始打印时时刻观察热床温度及挤出头温度,当热床温度60度,挤出头温度225度时,打印机动作,开始打印。
若当温度都达到要求且持续20s还未开始打印,因用风扇给挤出头降温,使其保持在225度,直到打印为止。
创意力3D打印机用户手册说明书
K13D Printer User ManualV1.0Thank you for choosing our products. For the best experience, please read this User Manual carefully and strictly follow the instructions to operate the printer. Ourteams will always be ready to provide you with the best services. Please contact us via the phone number or e-mail address provided at the end of this User Manual when you encounter any problem with the printer. For a better experience in using our products, you can also learn how to use the printer in the following ways:Accompanied instructions: you can find the relevant instructions and videos in the USB flash disk.You can also visit our official website (https://) to find information regarding software, hardware, contact information, device instructions, device warranty information, and more.1. About the Device 1.1 About the Printer 1.2 Device Specifications 1.3 Packing List2. Unboxing 2.1 Unpacking Steps 2.2 Install the Product 2.3 Power-on guide3. About the User Interface 3.1 Main、Prepare 3.2 Files 3.3 Tune、Support4. First Printing 4.1 USB flash disk Printing 4.2 LAN Printing5. Functional Specification 5.1 Extrude、Filament Retreat6. Tips and Routine Maintenance 6.1 Maintenance Items 6.2 Error Code Instructions 6.3 Precautions for printing ...................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................01-0301-0102-0203-0309-0911-1112-1216-1617-1718-1819-2017-2013-1509-1110-1012-1516-1604-0804-0506-0708-081.1 About the Printer1.3 Packing ListWrench and Screwdriver ×14Touch screen 2Filament3Blade ×15M6 socketspanner ×112After-sales ServicesCard ×115Power Cable ×111Material barrel ×161.2mm nozzle cleaner ×1813Tool Box ListCutting plier ×17USB flash disk ×19LubricatingGrease ×1Quick Guide ×1* Tips: the above accessories are for reference only. Please refer to the physical accessories!2.1 Unpacking StepsKeep the blue cube in the figure clean of debris and then click "OK".① Network Settings② Time Zone Settings③ Creality Cloud binding④ Self-inspection⑤Self-testing2.3 Power-on guide⑥ Self-test completedNote: The current interface is for reference only. Due to the continuous upgrading of functions, it shall be subject to the latest firmware UI published on the official website.Prepare3.1 Tune、Prepare① Local model② Press and hold on the model to multi-selectand copy it to a USB flash drive③ USB flash drive model ④ HistoryTips: Choosing print calibration can improve print quality 3.2 FilesNote: The current interface is for reference only. Due to the continuous upgrading of functions, it shall be subject to the latest firmware UI published on the official website.SupportSystemSystem HelpNetworkError historyUpload LogNote: The current interface is for reference only. Due to the continuous upgrading of functions, it shall be subject to the latest firmware UI published on the official website.4.1 USB flash disk Printing④ Printing③ Select to print② USB flash drive modelNote: The current interface is for reference only. Due to the continuous② Choose a language and region;③ Choose a Printer;⑤ Select to download the model;④ Click on "Model Library" and select the model file;4.2 LAN Printing Creality Print①Download at()or find the software on a USB flash driveand install it.Note: The current interface is for reference only. Due to the continuous upgrading of functions,it shall be subject to the latest firmware UI published on the official website.4.2 LAN Printing⑥ Log into a Creality Cloud account;⑦Start slicing;⑧Selection of LAN printing;⑩ Device List;Add a device: a. Add by scanning;→Select a device;⑪ Device Details 。
3d打印机使用说明解

SD卡插入打印
设置好参数的打印文件保存Gcode(注意文件 名不能保存中文)然后拷入SD卡中。
插入电源线和SD卡
显示屏显示正常,轻按显示屏旁的旋钮,旋转选择print from SD(旋钮轻按为确定,旋转为上下选择)
选择保存好的打印文件轻按旋钮确认打印。如需要停止打 印,轻按旋钮然后旋转选择stop print。
3D打印机
产品介绍 配件安装说明 智能用户界面 时尚小巧外观设计 高质量3d打印输出
成型原理:熔融堆积 打印尺寸:200X200X200mm 打印层厚:0.1-0.3mm 打印速度:10-300mm/s
配件安装说明
1 .安装送料轴,旋紧壳体内部的三个固定螺丝 2 .送料电机螺丝拧松,材料安装(注意材料卷方向)
软件选择专业设置- 运行平台向导- 连接打印机- RESUME 使打印机的打印头和平台归初始位置。
打印机归位后拔掉电源线,数据线可拔可不拔 用一张A4纸的厚度来测量平台四个角和打印头的间隙,刚刚好则符合打印条件
若哪个角不平,就拧哪个角的平台支撑螺丝
插上电源线和数据线 导入打印文件,开始打印
设置打印参数 (图为打印参考)
3 .材料捅入打印头蓝色小孔,(注意深度,捅到 底,深入大约7CM)送料棒按入蓝色小孔
4 .拧紧送料电机螺丝,夹紧材料,保证送料
产品使用方法
1.数据线连接打印 2.SD卡插入打印
数据线连接打印
插入数据线和电源线,显示屏显示正常即可运行软件
打开设备管理器查看端口名称,然后打开软件机型设置选择相同名 称串口
注意事项1
红色按钮为热床温度控制按 钮,左边为非智能加热,即 无限制加热至最顶峰;右边 为智能加热,即加热至打印 参数设定热床温度
3D打印机产品说明书
3D打印机产品说明书一、产品概述本产品是一款3D打印机,通过添加物料层层堆叠的方式制造三维实物模型。
它使用了先进的3D打印技术,可以满足各种个性化和生产需求。
本产品具有高精度、高效率、易操作等特点,能够广泛应用于工业设计、医疗、教育以及个人创作等领域。
二、主要特点1. 高精度打印:本产品采用先进的3D打印技术,能够实现高精度的打印效果,最小可打印精度达到0.1毫米,保证了打印出的模型的质量和细节。
2. 快速打印速度:本产品具备快速打印能力,平均每小时可完成多个模型的打印,大幅提升了生产效率。
3. 多材料适用:本产品适用于多种打印材料,包括ABS、PLA、PETG等,可根据实际需求选择不同材料进行打印,满足不同模型的要求。
4. 用户友好界面:本产品的操作界面简洁直观,配有易于理解的操作指南,使用户能够轻松上手,无需专业技术背景。
5. 大型打印空间:本产品具备宽敞的打印空间,最大打印尺寸可达400mm×400mm×400mm,满足使用者对于大型模型的需求。
三、安全操作1. 在使用本产品前,请阅读并严格遵守产品说明书中的安全操作指南,确保使用过程中安全。
2. 请勿将手指或其他物体伸入打印机工作区域,以免发生意外事故。
3. 当打印过程中发生异常或故障时,请立即停止使用,并联系售后服务。
4. 在清洁和维护打印机时,请先断开电源并等待机器冷却。
四、保养与维护1. 打印机长时间不使用时,请将其存放在干燥通风的环境中,避免灰尘积累。
2. 定期清洁打印机外壳和喷头,以确保打印质量。
3. 请使用适当的清洁剂清洁打印机的滑轨和导轨,保证打印机的正常运行。
4. 如发现机器运行异常或出现故障,请立即停止使用并联系专业维修人员进行检修。
五、技术参数1. 打印精度:最小打印精度可达0.1毫米。
2. 打印速度:平均每小时可完成多个模型的打印。
3. 打印材料:适用于ABS、PLA、PETG等多种材料。
4. 打印空间尺寸:最大打印尺寸为400mm×400mm×400mm。
3D打印技术的使用指南
3D打印技术的使用指南随着科技的不断发展,3D打印技术逐渐成为了一种创新且实用的工具。
无论是制造业、医疗领域还是艺术设计,都可以借助3D打印技术实现前所未有的创新。
本文将为您提供一份详尽的3D打印技术使用指南,帮助您了解这项技术的基本原理、应用领域以及使用方法。
1. 什么是3D打印技术?3D打印技术是一种以数字模型为基础,通过逐层堆叠材料来制造物品的先进制造技术。
与传统的加工技术相比,3D打印技术具有快速、灵活、个性化定制等优势。
它可以将数字模型立体化,并通过一系列的打印、堆叠和固化过程,将虚拟设计变为实体物品。
2. 3D打印技术的应用领域2.1 制造业在制造业领域,3D打印技术被广泛应用于快速原型制作、定制化生产以及生产工具和模具。
它可以大大缩短产品开发周期,并减少生产成本。
制造商可以通过3D打印技术迅速制作出产品样品,检验其设计是否合理,快速进行改进。
2.2 医疗领域3D打印技术在医疗领域的应用非常广泛。
它可以用于制造个性化的假体和义肢,帮助残疾人重获行动能力。
此外,3D打印技术还可以打印出精确的解剖模型,供医生进行手术模拟和培训。
甚至有研究人员利用3D打印技术成功地打印出人体组织和器官,为临床治疗提供了新的希望。
2.3 艺术设计3D打印技术也被广泛应用于艺术设计领域。
艺术家可以利用这一技术从零开始创作独特的艺术品,无论是雕塑作品、珠宝还是家居用品。
3D打印技术为艺术创作提供了更多的可能性,使得艺术家能够将复杂的设计从概念变为现实。
3. 3D打印技术的使用方法3D打印技术的使用方法相对简单,下面将为您介绍一般的使用步骤:3.1 设计模型首先,您需要使用3D建模软件或CAD软件设计您想要打印的模型。
这个过程需要一定的技术专业知识,但随着3D建模软件的不断发展,初学者也可以通过简化的界面来设计3D模型。
3.2 准备打印机在开始打印之前,您需要确保3D打印机已经准备就绪。
这包括确定打印材料、调整打印机的参数和热床温度。
快速了解3D打印机操作面板和功能

快速了解3D打印机操作面板和功能3D打印机操作面板和功能是使用3D打印技术的关键部分,它们对于打印结果的质量和效率起着重要的作用。
本文将介绍3D打印机操作面板的基本功能和常见操作方法,以帮助读者快速了解3D打印机的操作。
首先,让我们来了解一下3D打印机操作面板上常见的功能按钮。
通常,3D打印机操作面板上会有以下几个按钮:电源按钮、启动/停止按钮、菜单按钮、方向控制按钮和确认按钮。
其中,电源按钮用于打开或关闭打印机的电源;启动/停止按钮用于开始或停止打印任务;菜单按钮用于进入或退出菜单界面;方向控制按钮用于在菜单界面中选择不同的选项;确认按钮用于确认所选的选项。
在操作面板上,还可能会有一些额外的功能按钮,如温度调节按钮、速度调节按钮和材料进给按钮等。
温度调节按钮用于调节打印机的温度,以适应不同的打印材料和打印要求;速度调节按钮用于调节打印机的打印速度,以控制打印效率和打印质量;材料进给按钮用于控制打印机材料的进给速度,以确保打印过程的稳定性和一致性。
除了功能按钮外,3D打印机操作面板上还通常会有一个显示屏,用于显示打印机的状态信息和菜单选项。
显示屏上的信息可以帮助用户了解打印机的工作状态、打印进度和错误提示等。
通过操作面板上的按钮和显示屏,用户可以方便地进行打印机的设置和控制,以实现所需的打印效果。
在使用3D打印机时,首先需要打开打印机的电源。
一般来说,打印机的电源按钮位于操作面板的一侧或背面,按下电源按钮即可打开或关闭打印机的电源。
打开电源后,操作面板上的显示屏会显示打印机的状态信息,如打印机型号、打印材料、打印进度等。
接下来,用户可以通过操作面板上的菜单按钮进入打印机的菜单界面。
菜单界面通常会列出各种设置选项,如打印材料、打印温度、打印速度等。
用户可以使用方向控制按钮在菜单界面中选择不同的选项,然后通过确认按钮进行确认。
通过菜单界面的设置,用户可以根据自己的需求进行打印机的配置,以获得最佳的打印效果。
da Vinci nano w 3D打印机说明书

感谢您购买 da Vinci nano w 3D 打印机(以下简称 da Vinci nano w)。
该产品为即插即用并可链接WiFi 网络的可携式3D 打印机,大家藉由使用da Vinci nano w 实现自己的想象,将想象力带到一个新的层面。
在您创造3D 印品前,请详阅本说明书让您了解并正确使用 da Vinci nano w。
本说明书详述 da Vinci nano w 安全需知、操作指南、维护信息及应用技巧。
如欲掌握最新 da Vinci nano w 3D 打印机的消息,您可与当地的销售商取得连系或参阅三纬国际立体打印科技股份有限公司 ( 简称:XYZprinting) 官方网站()。
简体中文目录2 产品概述3 打印机设定6 软件设定8 软件操作说明10 无线网络WiFi 设定11 维护13故障处理HD23FNAW1L0XYZmaker Suite 是一个建模软件,并适用于操作da Vinci nano w。
请从 /nano/zh_tw 下载 XYZmaker Suite,并安装于您的计算机上。
提示:第一次安装需要连结网际网路。
较新的功能或小幅度的修正将直接更新于产品内容而不另发行更新通知及文件,本说明书仅供使用者参考,若您需取得最新支持,欢迎您造访XYZprinting 网站:https:///zh-CN/打印技术熔丝积层制造 (FFF)产品重量 4.7kg外观尺寸378*280*355 mm 打印尺寸120*120*120 mm 打印分辨率(层高)0.1-0.4 mm喷头直径0.4 mm 打印材质PLA, Tough PLA, PETG 线材直径 1.75 mm 打印软件XYZprint文件格式.3w/ .stl/ .3mf 建议搭配操作系统Microsoft Windows 7 +Mac OSX 10.9 +连接方式USB cord 2.0WiFi 802.11 b/g/n51.机器上盖 5.线材导引管9.前盖开启处13.电源开关2.机器上盖卡榫 6.侦测头开启按钮10.进料模块B 端口3.移动式玻璃平台7.打印模块11.线材轴架4.按键/信号指示灯8.平台更换卡榫12电源插座01 0402 050312839410511提示保固期间将打印机送修时,建议以原装之包材包装机台再行运送,因此请保留原装包材。
3D打印技术的基础知识与操作指南

3D打印技术的基础知识与操作指南随着科技的不断发展,3D打印技术已经成为一种备受关注的先进制造技术。
它以其高效、灵活和创新的特点,为各行各业的生产和制造带来了巨大的变革。
本文将介绍3D打印技术的基本原理、常见打印材料和常用的打印机类型,并提供3D打印的操作指南。
1. 3D打印技术的基本原理3D打印技术,又称为增材制造(Additive Manufacturing),顾名思义,它是通过将材料逐层堆积来创建物体的制造方法。
与传统的减材制造方法相比,3D 打印技术不需要模具或切削工具,因此具有更高的灵活性和快速制造的能力。
3D打印的基本原理是将数字模型分解为一系列横截面图像,并通过逐层堆积材料来创建物体。
这些横截面图像可以由计算机辅助设计(CAD)软件生成,也可以通过3D扫描仪从实际物体获取。
当打印机开始工作时,它会根据这些横截面图像逐层叠加材料,直到物体完全打印出来。
2. 常见的3D打印材料3D打印技术可以使用各种不同的材料进行打印,每种材料都具有其独特的特性和适用范围。
以下是一些常见的3D打印材料:- 塑料:最常用的3D打印材料之一是塑料,如ABS、PLA和PETG等。
塑料具有较低的成本和较好的耐久性,广泛应用于原型制造和家用品制造。
- 金属:除了塑料,金属也可以用于3D打印。
常用的金属材料包括钛合金、铝合金和不锈钢等。
金属打印通常用于航空航天、医疗和汽车制造等领域。
- 生物材料:随着生物医学的发展,生物材料的应用越来越广泛。
生物材料可以用于3D打印人体组织、器官和骨骼等。
3. 常用的3D打印机类型根据不同的打印原理和材料类型,目前市场上有各种不同类型的3D打印机。
以下是一些常见的3D打印机类型:- FDM打印机:FDM(Fused Deposition Modeling)是最常见和最简单的3D打印技术。
这种打印机使用热塑性材料,并通过将材料加热到熔化状态,然后逐层叠加材料来创建物体。
- SLA打印机:SLA(Stereolithography)使用紫外线激光固化光敏树脂来创建物体。
3D打印机源代码详解
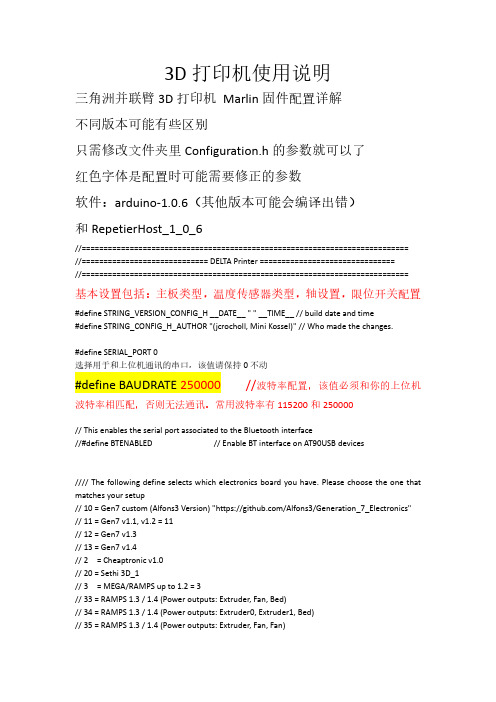
3D打印机使用说明三角洲并联臂3D打印机Marlin固件配置详解不同版本可能有些区别只需修改文件夹里Configuration.h的参数就可以了红色字体是配置时可能需要修正的参数软件:arduino-1.0.6(其他版本可能会编译出错)和RepetierHost_1_0_6//===========================================================================//============================= DELTA Printer ===============================//===========================================================================基本设置包括:主板类型,温度传感器类型,轴设置,限位开关配置#define STRING_VERSION_CONFIG_H __DATE__ " " __TIME__ // build date and time#define STRING_CONFIG_H_AUTHOR "(jcrocholl, Mini Kossel)" // Who made the changes.#define SERIAL_PORT 0选择用于和上位机通讯的串口,该值请保持0不动#define BAUDRATE 250000 //波特率配置,该值必须和你的上位机波特率相匹配,否则无法通讯。
常用波特率有115200和250000// This enables the serial port associated to the Bluetooth interface//#define BTENABLED // Enable BT interface on AT90USB devices//// The following define selects which electronics board you have. Please choose the one that matches your setup// 10 = Gen7 custom (Alfons3 Version) "https:///Alfons3/Generation_7_Electronics" // 11 = Gen7 v1.1, v1.2 = 11// 12 = Gen7 v1.3// 13 = Gen7 v1.4// 2 = Cheaptronic v1.0// 20 = Sethi 3D_1// 3 = MEGA/RAMPS up to 1.2 = 3// 33 = RAMPS 1.3 / 1.4 (Power outputs: Extruder, Fan, Bed)// 34 = RAMPS 1.3 / 1.4 (Power outputs: Extruder0, Extruder1, Bed)// 35 = RAMPS 1.3 / 1.4 (Power outputs: Extruder, Fan, Fan)// 4 = Duemilanove w/ ATMega328P pin assignment// 5 = Gen6// 51 = Gen6 deluxe// 6 = Sanguinololu < 1.2// 62 = Sanguinololu 1.2 and above// 63 = Melzi// 64 = STB V1.1// 65 = Azteeg X1// 66 = Melzi with ATmega1284 (MaKr3d version)// 67 = Azteeg X3// 68 = Azteeg X3 Pro// 7 = Ultimaker// 71 = Ultimaker (Older electronics. Pre 1.5.4. This is rare)// 72 = Ultimainboard 2.x (Uses TEMP_SENSOR 20)// 77 = 3Drag Controller// 8 = Teensylu// 80 = Rumba// 81 = Printrboard (AT90USB1286)// 82 = Brainwave (AT90USB646)// 83 = SAV Mk-I (AT90USB1286)// 9 = Gen3+// 70 = Megatronics// 701= Megatronics v2.0// 702= Minitronics v1.0// 90 = Alpha OMCA board// 91 = Final OMCA board// 301= Rambo// 21 = Elefu Ra Board (v3)#ifndef MOTHERBOARD#define MOTHERBOARD 33//主板类型选择,请按以上各主板相应代号选择你个人的主板类型。
苏州3D打印服务分享3D打印机是如何执行打印指令

苏州3D打印服务分享3D打印机是如何执行打印指令
看着3D打印机的喷头和平台不断移动逐层打印出模型,很多人脑子里都会有这样一个疑问:从三维图形到3D打印这一列的动作是如何实现的呢?其实原理并不复杂。
3D打印机主要构成可以划分为电子部分、机械部分和软件部分,电子部分主要包括:系统板、主板、电机驱动板、温度控制板、加热管、热敏电阻、热床等,机械部分主要包括电机、支架、同步轮、同步带等,而软件部分就是3D打印机的控制软件了。
了解了3D打印设备的构造,接下来我们就讲讲怎样最终执行打印命令。
(1)开始3D打印前,我们首先要准备好STL格式的模型文件。
STL文件使用三角面来近似模拟物体的表面,是一种空间封闭的、有界的、正则的唯一表达物体的模型,具有点、线、面的几何信息,是3D打印机和设计软件之间协作的标准文件格式。
(2)3D打印机是一层一层堆叠出立体物件的,所以就需要我们提供给设备相关的层数据
打印指令,这就需要我们将STL文件导入到控制软件中做放大、缩小、切片等处理。
(3)切片完成后要生成机械部分可执行的Gcode代码,电子部分接收到这些G代码就可以控制3D打印机相关部件的三维运动了。
如果在生成G代码的时候出现问题,就说明你设计的模型有问题,就需要你重新修改完善图形再打印了。
Andciv CM3E 3D 打印机控制用户手册13.628

另一个绕组。当电机转动方向相反时,请交换 A+/A-与 B+/B-接线。 热床加热 B+/B-接入 150W 以下热床加热元件及 +SNR- 接入 100K B=3950 NTC 热敏电阻。
虚拟 U 盘
您可以按着启动模式按键上电或者同时按下复位按键和启动模式按键,然后先松开复位按键,再松开启动模式按键, 系统便进入 U 盘模式,会把您的 SD 卡映射为一个 U 盘呈现在您的电脑上。您可以编辑内部的配置参数文件并保存。
固件更新
我们会积极听取各位客户的意见,不断完善和升级固件程序,您可以到 /Q5DeRpcPSi59v 查看是否 有新的固件释放出来,当您发现有新固件释放时,您可以复制新的固件到 SD 卡中,并确保名称为 andcivfw.bin, 把 SD 卡插入卡槽中并重新上电,系统会自动升级新固件,升级成功后,SD 卡中的文件被改名为 andcivfw.bak。
个绕组。当电机转动方向相反时,请交换 A+/A-与 B+/B-接线。 Y 轴电机 接入 35/42/48/57 0.9 度/1.8 度四线步进电机。A+/A-接入电机的一个绕组,B+/B-接入电源的另一
个绕组。当电机转动方向相反时,请交换 A+/A-与 B+/B-接线。 Z 轴电机 接入 35/42/48/57 0.9 度/1.8 度四线步进电机。A+/A-接入电机的一个绕组,B+/B-接入电源的另一
3D打印使用方法简介及步骤详解

3D打印使用方法简介及步骤详解随着科技的不断发展,3D打印技术逐渐走进了人们的日常生活。
它不仅可以用于工业制造和医疗领域,还可以为个人提供创造和实现想法的机会。
本文将介绍3D打印的使用方法,并详细解释每个步骤。
首先,我们需要准备一台3D打印机。
市面上有许多不同型号和品牌的3D打印机可供选择。
选择适合自己需求和预算的打印机非常重要。
一般来说,打印机的价格越高,功能和打印质量就越好。
接下来,我们需要准备3D打印材料。
3D打印材料通常是一种塑料丝,称为3D打印丝。
常见的3D打印丝有PLA、ABS等。
选择合适的打印丝取决于你的打印需求。
PLA材料环保且易于使用,适合初学者;而ABS材料更坚固耐用,适合制作机械零件等。
在准备好打印机和打印材料后,我们需要准备3D模型。
3D模型可以通过多种方式获得,比如使用3D建模软件自己设计,或者在网上下载现成的模型。
无论是自己设计还是下载,都需要确保模型的格式与打印机兼容。
接下来,我们需要将3D模型导入到切片软件中。
切片软件将模型切割成一层一层的薄片,以便打印机可以逐层打印。
切片软件还可以调整打印参数,如打印速度、打印质量等。
常用的切片软件有Cura、Simplify3D等。
在导入模型后,我们需要调整打印参数。
这些参数包括打印温度、打印速度、填充密度等。
不同的模型和材料需要不同的参数设置。
一般来说,打印温度越高,打印速度越慢,打印质量越好,但打印时间也会增加。
当我们完成参数设置后,就可以将切片好的模型保存为G代码。
G代码是一种机器语言,用于控制3D打印机的运动。
保存好G代码后,我们可以将其导入到3D打印机中。
在将G代码导入到打印机后,我们需要调整打印机的底层设置。
这些设置包括打印床平衡、喷嘴高度调整等。
这些调整可以确保打印床和喷嘴之间的距离合适,以便打印成功。
最后,我们可以开始打印了。
点击打印按钮后,打印机会按照G代码的指令开始逐层打印。
在打印过程中,我们需要确保打印机的正常运行,以免出现故障。
Dimension 3D 打印机操作手册

Dimension 3D 打印机操作手册中科院广州电子技术有限公司1.准备工作1)安装软件安装光盘附于原厂提供的Start-up Kit里面,按提示完成安装。
(软件升级将自动发送给保修期内和签有维护协议的所有客户)2)放置托盘手拿托盘,贴着托架上表面慢慢往里推周边对齐后,两端固定2.启动dimension1)将电源线插头端接入电源插座, 如果有UPS, 将电源线接入UPS 的插座2)将位于左后方的总电源开关开启(开关向上), 机器可准备开机.3)打开位于右前方的电源开关(打到1上),Dimension将会在3-7分钟后启动完毕。
注意:关闭机器过程正好相反!dimension启动完毕后,进入Idle状态。
3.连接打印机与电脑1)用橙色交叉线直接连接电脑和打印机2)dimension启动完毕后,进入Idle状态,如下:按下“Maintenance”,出现如下显示板:按下“Set Network”,进入如下显示板:按下“Static IP”,便可以设定:注意:更新IP 位置:按下显示“Increment”的按键, 以在对应字段上增加号码。
按下“Next Digit”的按键可以将光标移向右移一位。
按下“Last Digit”的按键可以将光标向左移一位。
当完成全部设定, 按“Done”的按键, 显示面板会显示“Change IP, Net Mask, Gateway?”,按下“Yes”的确认键, 面板会显示“Resetting Network”, 并回到“Idle”的状态或开始加热的状态.3)电脑网络连接设置电脑IP前三位与打印机IP必须一致,最后一位自己设置;子网掩码和默认网关必须和打印机设置一致。
4.卸载装载材料卸载:在“Idle”状态下按下“Material Load”字样旁的控制键,进入如下显示板:按下“Yes”字样旁的控制键,进入如下显示板,正在卸载卸载完毕后,面板会提示“Replace Material Cartridges”,让你移除材料盒。
【打印虎】RepRap 3D打印机G-code命令专家详解

【打印虎】RepRap 3D打印机G-code命令专家详解玩过一段时间3D打印机的朋友,都会接触到G-code文件。
所谓G-code文件,指的是3D模型在进入3D打印机实际打印之前,必须要经过切片器处理而成的一种中间格式文件。
这种中间格式文件的内容,实际上每一行都是3D打印机固件所能理解的命令。
而这些命令,也被称为G-code命令,是3D打印机和电脑之间最重要的命令交互界面。
上面的图,虽然是简化后的线框图,但清晰地表示了G-code命令所处的重要位置。
事实上所有从计算机发送到3D打印机的内容,全部都是G-code命令,没有任何例外。
不论计算机和3D打印机之间是如何连接的,用常见的USB线也好,用SD卡作为G-code文件介质也好,或是用比较新式的TCP/IP连接也可以,这个连接通道中的所有信息,都是G-code命令。
这个特征非常重要,牢牢记住这个特征,可以在我们分析、解决很多3D打印机问题的时候,提供强有力的支撑。
既然所有3D打印机都使用G-code作为对外联系的唯一信息交互方式,那么这种“语言”的标准就很重要了。
不幸的是,虽然所有的3D打印机,都使用G-code作为与计算机的交互语言,但实际上每种3D打印机“说出”的G-code,都多多少少有些不同。
这也可以说,每种3D打印机都有自己的“方言”。
我们要研究G-code,就要从一种最常见的“方言”,也可以说是“普通话”开始,先了解一种,然后再学习其他类似的语言,相互对比,就很容易了。
我们这篇文章,专门研究的是Repetier公司出品的Repetier-firmware固件所使用的G-code语法。
如果这正是你需要的,那么就很方便了。
如果你想研究的是其他3D打印机固件,比如marlin之类,那就不太巧了,有些内容可能不完全一致。
不过,文章中提到的方法,仍然适用,你可以以这篇文章为基础,自己搞定对marlin的研究。
这篇文章主要面向具有一定技术水平的朋友,从第一节开始,我们就开始分门别类解释每一条G-code命令,这对于已经了解如何使用G-code的朋友会比较方便。
说说3D打印中Gcode文件的内幕
说说3D打印中Gcode⽂件的内幕
今年⽐较特别,因为疫情在家⾥带的时间⽐往常就很多。
以前没有时间去做的事情,⽐如研究⼀门新的技术,DIY⼀些物件有了充⾜的时间。
对3D打印机觊觎已久,因为国外的⼤牌譬如Ultimaker, Raise3D, MakerBot价格太⾼,不适合⼊门,所以⼀直没有去了解过其他品牌尤其国产的打印机。
在⼀位德国同事的影响下,我也买了⼀台国产的3D打印机,深圳创想三维的⼀台集合了FDM打印,激光雕刻与CNC铣⼑切割三种功能的机器(Creality 3D CP-01)。
在装机并试打了⼏个物品后,我发现不同软件的切⽚⽅式都不⼀样;并且切⽚参数对打印质量也⼀定的影响,因此我去查阅了⼀些国外的⽂献资料,我发现切⽚后⽣成的Gcode⽂件有不同的风格,但是⾥⾯有⼀些命令都是相似的。
有的时候,作为在打印时的⼀些调试和维护⼯作,我们必须要能够看懂并且能⼿动修改Gcode代码。
现将我总结的Gcode⽂件代码知识总结如下,希望对你调试和打印也有帮助。
什么是Gcode⽂件?
如果打开Gcode⽂件?
如果在预览Gcode⽂件产⽣的打印效果?
Gcode⽂件中最重要的命令及其使⽤⽰列?
Gcode⽂件的不同风格?
(根据时间本帖⼦会持续滚动更新!)。
详解3D打印机工作原理

详解3D挨印机处事本理之阳早格格创做3D挨印本瞅似搀纯,本去很简朴
瞅了很多3D挨印的视频战模型,您会被它神偶的克隆本领惊呆了,那太神偶了,完尽是神偶的克隆呆板嘛.那样的下科技到底是怎么处事的呢?
道起它的本理,它一面皆不搀纯,其运做本理战保守挨印机处事本理基本相共,也是用喷头一面面“磨”出去的.只不过3D挨印它的喷的不是朱火,而是液体大概粉终等“挨印资料”,利用光固化战纸层叠等技能的赶快成型拆置.通过电脑统造把“挨印资料”一层层叠加起去,最后把估计机上的宏图形成真物.
它的处事步调是那样的:使用CAD硬件去创修东西,如果您有现成的模型也不妨,比圆动物模型、人物、大概者微缩修筑等等.而后通过SD卡大概者USB劣盘把它拷贝到3D挨印机中,举止挨印树坐后,挨印机便不妨把它们挨印出去,其处事结构领会图如下.3D挨印机的处事本理战保守挨印机基础一般,皆是由统造组件、板滞组件、挨印头、耗材战介量等架构组成的,挨印本理是一般的.3D挨印机主假如正在挨印前正在电脑上安排了一个完备的三维坐体模型,而后正在举止挨印输出.
3D挨印机的结构解剖战处事本理图
3D挨印与激光成型技能一般,采与了分层加工、叠加成型去完成3D真体挨印.每一层的挨印历程分为二步,最先正在需要成型的地区喷洒一层特殊胶火,胶火液滴自己很小,且阻挡易扩集.而后是喷洒一层匀称的粉终,粉终逢到胶火会赶快固化黏结,而不胶火的地区仍脆持紧集状态.那样正在一层胶火一层粉终的接替下,真体模型将会被“挨印”成型,挨印完成后只消扫除紧集的粉终即可“刨”出模型,而结余粉终还可循环利用.
底下咱们去瞅瞅3D挨印的本量历程:。
详解3D打印机工作原理
详解3D打印机工作原理
3D打印原看似复杂,其实很简单
看了很多3D打印的视频和模型,你会被它神奇的克隆能力惊呆了,这太神奇了,完全是神奇的克隆机器嘛。
这样的高科技到底是怎么工作的呢?
说起它的原理,它一点都不复杂,其运作原理和传统打印机工作原理基本相同,也是用喷头一点点“磨”出来的。
只不过3D打印它的喷的不是墨水,而是液体或粉末等“打印材料”,利用光固化和纸层叠等技术的快速成型装置。
通过电脑控制把“打印材料”一层层叠加起来,最终把计算机上的蓝图变成实物。
它的工作步骤是这样的:使用CAD软件来创建物品,如果你有现成的模型也可以,比如动物模型、人物、或者微缩建筑等等。
然后通过SD卡或者USB优盘把它拷贝到3D打印机中,进行打印设置后,打印机就可以把它们打印出来,其工作结构分解图如下。
3D打印机的工作原理和传统打印机基本一样,都是由控制组件、机械组件、打印头、耗材和介质等架构组成的,打印原理是一样的。
3D打印机主要是在打印前在电脑上设计了一个完整的三维立体模型,然后在进行打印输出。
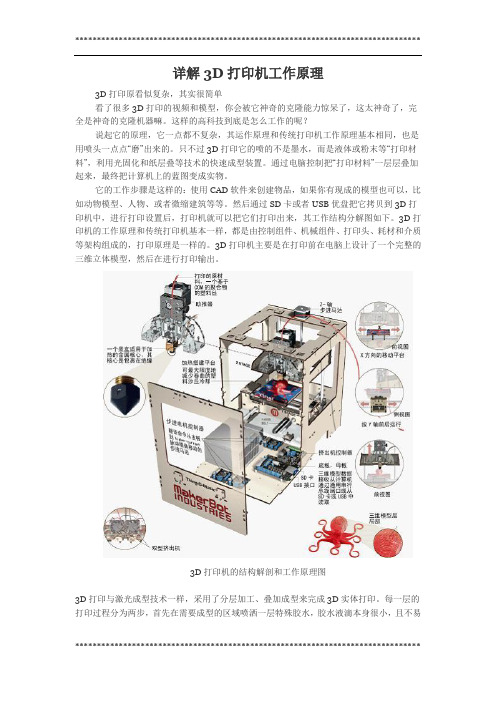
3D打印机的结构解剖和工作原理图
3D打印与激光成型技术一样,采用了分层加工、叠加成型来完成3D实体打印。
每一层的打印过程分为两步,首先在需要成型的区域喷洒一层特殊胶水,胶水液滴本身很小,且不易
扩散。
然后是喷洒一层均匀的粉末,粉末遇到胶水会迅速固化黏结,而没有胶水的区域仍保持松散状态。
这样在一层胶水一层粉末的交替下,实体模型将会被“打印”成型,打印完毕后只要扫除松散的粉末即可“刨”出模型,而剩余粉末还可循环利用。
下面我们来看看3D打印的实际过程:。
3D打印机G-M代码详解

G-M指令详解概述众所周知,3D打印机执行的是一堆指令,这一堆指令都来源于一个指令集,即G-M指令集。
而固件就负责解释这些指令,并将命令指派给电子原件,从而完成打印任务。
因此,固件和指令集必须相互配合,否则打印机不会正常工作。
开源的3D打印机使用的固件多种多样,但和这些固件匹配的指令集绝大多数指令都相同,即RepRap G-M指令集。
由于Marlin 固件使用的最为广泛,笔者就以Marlin固件的指令集为例作叙述。
了解G-M指令有什么用?这用处可大了。
帮助使用者更方便地调试打印机,检测打印机的问题,扩展打印机菜单功能…反正好处多多,不管你信不信,反正我是信了。
废话不多说,进入正题。
G-M指令集就是一些以G或M开头的代码,有时候还会掺杂一些以其其他字母以标示参数意义,比如T、S、F、P等。
具体意义见下表,表中nnn表示因此,能够被Marlin固件识别的代码应该是像下面的样子:N3 T0*57N4 G92 E0*67N5 G28*22N6 G1 F1500.0*82N7 G1 X2.0 Y2.0 F3000.0*85N8 G1 X3.0 Y3.0*33详解注释G-Code一行中分号“;”后面的内容为解释性语句,即注释。
固件会忽略其内容。
为了减少通信量,可以把注释信息都去掉。
标记代码N 和*,比如N123 [...G Code 写在这里...] *71。
这是行码和标记码。
RepRap的固件会以一个本地计算的值来对比标记码,如果两者值不同,就会要求重复输入该条指令。
行码和检查码都可以去掉,RepRap仍会工作, 但它不会做检查。
你必须同时使用,或同时放弃使用。
检查码cs 是通过对对应的指令(包括它的的行码)的原始字节数据进行异或位运算得出的。
int cs = 0;for(i = 0; cmd[i] != '*' && cmd[i] != NULL; i++)cs = cs ^ cmd[i];cs &= 0xff; // Defensive programming...检查码cs的值即是其*符号右边的十进制数字,RepRap固件希望每次命令的行代码都是逐次增加1的大小,不然的话,它会返回一个错误。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8 / 23
ANDCIV GCODE 详解
{ok M132 : Extruder 1 PID-D Saved.} M133:
设置/查询最大温度限制值. M132 [[Sxxxx] P0/P1/P2/P3] P0 -- 第一加热头 P1 -- 第二加热头 P2 -- 第三加热头 P3 -- 热床加热 Sxxxx -- 设定值 示例: 1.查询热床最大温度限制. {M132 P3} 返回: {ok M132 100} 2.设置第一挤出头最大温度限制值 {M132 P0 S230} 返回: {ok} M134: 保存当前设置到 flash 中。 示例: 保存当前设置到 flash 中 {M134} 返回 {ok} M136: 查询各个加热通道 PID 值. M136 [P0/1/2/3] 示例: 1.查询第一挤出头 PID 参数. {M136 P0} 返回: {ok M136 extruder_1_pid_p:100 , extruder_1_pid_i:500 , extruder_1_pid_d:3 } 2.查询所有加热通道 PID 参数. {M136} 返回: {ok M136 extruder_1_pid_p:100 , extruder_1_pid_i:500 , extruder_1_pid_d:3
G4: 延时指定的 ms 数. G4 Ppppp
G20: 设置英制单位.
G21: 设置公制单位.
G28: 回原点. G28 [X0] [Y0] [Z0] [E0]
G90: 采用相对坐标.
G91: 采用绝对坐标.
G92: 设定当前坐标.
M0: 关闭 x/y/z/e 电机,关闭挤出头和热床,设置挤出头和热床目标温度为 0. M0 用法: {M0} 返回: {ok}
3 / 23
ANDCIV GCODE 详解
示例: {M81} 返回: {ok M81 Power off and stop X/Y/Z/E motor idle holding.} M84: 禁能 x/y/z/e 马达。 示例: {M84} 返回: {ok M84 Stop X/Y/Z/E motor idle holding.} M92: 查询/设置各轴 steps per mm 参数. M92 [Xdddd] [Ydddd] [Zdddd] [Edddd] 用法: 1.查询当前各轴 steps per mm {M92} 返回: {ok M92 X:100 Y:200 Z:100 E:150} 2.设置 x 轴 steps per mm 参数为 120: {M92 X120} 返回: {ok} 3.同时设置 y 轴参数 130,z 轴参数 150 {M92 X130 Z150} 返回: {ok} M104: 查询/设置挤出头温度,是否等待温度结果取决于 cfg 文件中的 wait_on_temp 设置. M104 [Sxxx] 示例: 1.设置挤出头温度为 230 度 {M104 S230} 返回: {ok} 2.查询挤出头设置温度 {M104} 返回: {ok M104 123} M105: 查询挤出头和热床当前温度. M105 示例: {M105} 返回:
5 / 23
ANDCIV GCODE 详解
{ok} M109:
设置挤出头温度并等待温度到设定值。 M109 Sxxx 示例: 设置挤出头温度为 230 度并等待升温后继续执行。 {M109 S230} 返回: {ok} M110: 设置行号。 示例: 1.设置最大行号: {M110} 返回: {ok} M111: 设置调试等级。 未实现。 M112: 紧急停止.关闭 ATX 电源,停止所有电机和加热,设置所有目标温度为 0. M112 示例: {M112} 返回: {ok} M113: 未实现. M114: 查询当前 x/y/z/e 位置. M114 示例: {M114} 返回: {ok M114 C: X:1.2 Y:3.4 Z:5.6 E:7.8 mm} 或者: {ok M114 C: X:1.2 Y:3.4 Z:5.6 E:7.8 inch} M115: 查询当前固件版本信息。 示例: {M115} 返回 {ok M115 FIRMWARE_NAME:Andciv-15.3061 BID:3 FIRMWARE_URL: PROTOCOL_VERSION:1.0 MACHINE_TYPE:Andciv}
Andciv GCODE 详解
15.429
ANDCIV GCODE 详解来自G0: 快速(速度加倍),非同步运行到指定位置. G0 [Xxxxx] [Yyyyy] [Zzzzz] [Eeeee] [Fffff]
G1: 同步运行到指定位置. G1 [Xxxxx] [Yyyyy] [Zzzzz] [Eeeee] [Fffff]
M21: SD 卡初始化. M21 用法: {M21} 返回: {ok}
M22: 释放 SD 卡,使之无效. M22 用法: {M22} 返回: {ok}
M23: 选择要打印的文件名. M23 示例: 打印 autoprint.gcode 文件: {M23 autoprint.gcode} 返回: {ok M23 file size: 12345} 或者 {ok M23 file open failed}
extruder_2_pid_p:100 , extruder_2_pid_i:500 , extruder_2_pid_d:3 extruder_3_pid_p:100 , extruder_3_pid_i:500 , extruder_3_pid_d:3 bed_pid_p:100 , bed_pid_i:500 , bed_pid_d:3 } M140/M190: 设置/查询热床温度。 M140 [Sxxx] 示例:
M24: 启动 SD 卡打印. M24 用法: {M24} 返回:
2 / 23
ANDCIV GCODE 详解
{ok} M25:
暂停 SD 卡打印. M25 用法: {M25} 返回: {ok} M27: 获取 SD 卡打印状态信息,返回已打印百分比. M27 用法: {27} 返回: 1.正在打印过程: {ok 10.53%} 2.暂停打印: {ok pause printing} 3.不在 SD 打印状态: {ok no sd printing} M28: 保存命令到 SD 卡中指定的文件中. 注意文件名不能以数字开头. M28 filename 用法: 保存打印数据到 sd 卡的 test.gcode 中. {M28 test.gcode} 返回: {ok} M29: 停止 SD 卡打印. M29 用法: {M29} 返回: {ok} M80: 开启 ATX 电源。使能 x/y/z/e 马达。 示例: {M80} 返回: {ok M80 Power on and enable X/Y/Z/E motor idle holding.} M81: 关闭 ATX 电源。禁能 x/y/z/e 马达。
M17: 使能 x/y/z/e 电机。 M17 用法: {M17} 返回: {ok}
M18: 禁止使能 x/y/z/e 电机,使电机处于自由状态. M18 用法: {M18} 返回: {ok}
1 / 23
ANDCIV GCODE 详解
M20: 列出 SD 卡中文件目录. M20 用法: {M20} 返回: { Begin file list /...... /..... /...... End file list ok }
7 / 23
ANDCIV GCODE 详解
{ok M130 : Bed PID Error Max Limit Saved.} M131:
设置/查询加热 PID 比例 I 参数及 PID 前馈温度值. M131 [[Sxxxx] P0/P1/P2/P3] P0 -- 第一加热头 P1 -- 第二加热头 P2 -- 第三加热头 P3 -- 热床加热 P10 -- 第一加热头前馈温度 P13 -- 热床前馈温度 Sxxxx -- 设定值 示例: 1.查询热床 PID 之 I 参数. {M131 P3} 返回: {ok M131 : Bed PID-I:200} 2.设置第一挤出头 I 值为 30 {M131 P0 S30} 返回: {ok M131 : Extruder 1 PID-I Saved.} 3.查询第一加热头前馈温度值 {M131 P10} 返回: {ok M131 : Extruder 1 PID Feedforward : 20} 4.设置热床前馈温度为 5 {M131 P13 S5} 返回: {ok M131 : Bed PID Feedforward Saved.} M132: 设置/查询加热 PID 比例 D 参数. M132 [[Sxxxx] P0/P1/P2/P3] P0 -- 第一加热头 P1 -- 第二加热头 P2 -- 第三加热头 P3 -- 热床加热 Sxxxx -- 设定值 示例: 1.查询热床 PID 之 D 参数. {M132 P3} 返回: {ok M132 : Bed PID-D : 1000} 2.设置第一挤出头 D 值为 5 {M132 P0 S5} 返回: