3D打印机源代码详解
3D打印机G-M代码详解

G-M指令详解概述众所周知,3D打印机执行的是一堆指令,这一堆指令都来源于一个指令集,即G-M指令集。
而固件就负责解释这些指令,并将命令指派给电子原件,从而完成打印任务。
因此,固件和指令集必须相互配合,否则打印机不会正常工作。
开源的3D打印机使用的固件多种多样,但和这些固件匹配的指令集绝大多数指令都相同,即RepRap G-M指令集。
由于Marlin 固件使用的最为广泛,笔者就以Marlin固件的指令集为例作叙述。
了解G-M指令有什么用?这用处可大了。
帮助使用者更方便地调试打印机,检测打印机的问题,扩展打印机菜单功能…反正好处多多,不管你信不信,反正我是信了。
废话不多说,进入正题。
G-M指令集就是一些以G或M开头的代码,有时候还会掺杂一些以其其他字母以标示参数意义,比如T、S、F、P等。
具体意义见下表,表中nnn表示因此,能够被Marlin固件识别的代码应该是像下面的样子:N3 T0*57N4 G92 E0*67N5 G28*22N6 G1 F1500.0*82N7 G1 X2.0 Y2.0 F3000.0*85N8 G1 X3.0 Y3.0*33详解注释G-Code一行中分号“;”后面的内容为解释性语句,即注释。
固件会忽略其内容。
为了减少通信量,可以把注释信息都去掉。
标记代码N 和*,比如N123 [...G Code 写在这里...] *71。
这是行码和标记码。
RepRap的固件会以一个本地计算的值来对比标记码,如果两者值不同,就会要求重复输入该条指令。
行码和检查码都可以去掉,RepRap仍会工作, 但它不会做检查。
你必须同时使用,或同时放弃使用。
检查码cs 是通过对对应的指令(包括它的的行码)的原始字节数据进行异或位运算得出的。
int cs = 0;for(i = 0; cmd[i] != '*' && cmd[i] != NULL; i++)cs = cs ^ cmd[i];cs &= 0xff; // Defensive programming...检查码cs的值即是其*符号右边的十进制数字,RepRap固件希望每次命令的行代码都是逐次增加1的大小,不然的话,它会返回一个错误。
鸽子的折腾日记②丨Klipper的安装

使用浏览器访问此地址后,显示类似如下内容即表示安装成功:
{"error": {"code": 404, "message": "Not Found", "traceback": "Traceback (most recent call last):\n\n File \"/home/msoushi/moonraker-env/lib/python3.8/site-packages/tornado/w
更换Klipper、Moonraker的源
获取到源代码后,使用 cd kiauh 进入kiauh目录,此时不要急着安装,由于KIAUH脚本使用GitHub来获取代码,在国内可能会导致下载缓慢,所 以需要使用下列命令修改 kiauh.sh 和 scripts/install_moonraker.sh 中的地址,通过代理服务加速源代码的获取:
鸽子的折腾日记②丨Klipper的安装
序言
最近发现3D打印群里的越来越多人想去尝试Klipper固件了,想必它的可扩展性和易于配置吸引了不少人。加上近期百无聊赖,于是就想写出这样 一篇安装教程,供各位参考。
开始
首先,你需要一个装有Debian系操作系统(如Debian、Ubuntu、Raspbian、Armbian等)的设备(电脑、瘦客户机、树莓派、玩客云等 等……)。 在瘦客户机、电脑等安装Debian的方法可以参考本人的这篇教程。
其它系统(Debian、Raspbian等)可参照清华源提供的教程来更换软件源。 更换好软件源后,运行 sudo apt update 和 sudo apt upgrade 来更新系统。
ANDCIV 3D打印机主板GCODE详解15.429

8 / 23
ANDCIV GCODE 详解
{ok M132 : Extruder 1 PID-D Saved.} M133:
设置/查询最大温度限制值. M132 [[Sxxxx] P0/P1/P2/P3] P0 -- 第一加热头 P1 -- 第二加热头 P2 -- 第三加热头 P3 -- 热床加热 Sxxxx -- 设定值 示例: 1.查询热床最大温度限制. {M132 P3} 返回: {ok M132 100} 2.设置第一挤出头最大温度限制值 {M132 P0 S230} 返回: {ok} M134: 保存当前设置到 flash 中。 示例: 保存当前设置到 flash 中 {M134} 返回 {ok} M136: 查询各个加热通道 PID 值. M136 [P0/1/2/3] 示例: 1.查询第一挤出头 PID 参数. {M136 P0} 返回: {ok M136 extruder_1_pid_p:100 , extruder_1_pid_i:500 , extruder_1_pid_d:3 } 2.查询所有加热通道 PID 参数. {M136} 返回: {ok M136 extruder_1_pid_p:100 , extruder_1_pid_i:500 , extruder_1_pid_d:3
【打印虎】用OpenSCAD修改RepRap Prusa i3 3D打印机打印件设计图解

【打印虎】用OpenSCAD修改RepRap Prusa i3 3D打印机打印件设计图解玩3D打印机,特别是桌面级3D打印机的朋友都知道,3D打印机里面,有一些关键的部件,是靠3D打印技术设计、制造的。
可以说,3D打印机是目前真正深入应用了3D打印技术的产品,让3D打印技术有了一定的用武之地。
最近打印虎希望改造一台自己的RepRap Prusa i3 3D打印机(搭建过程详见【打印虎】零基础自制RepRap Prusa i3图解全攻略),这时候问题就来了。
3D打印机中使用的大部分标准零件都比较好办,直接到市场上采购就可以了。
用作框架的亚克力板,也可以使用CAD软件进行改进,再利用激光切割机进行切割。
如果对亚克力板的改造比较感兴趣,可以参考【打印虎】用QCAD修改RepRap Prusa i3 3D打印机框架设计图解这篇文章。
还剩下一类零件,就是采用3D打印技术生产的3D打印件。
我们今天要讨论的主要内容,就是如何改进这些3D打印件。
类似于其他的机械零件设计工作,设计、修改、查看Prusa i3的3D打印零件,也需要CAD软件的辅助。
同时,Prusa i3 3D打印机是一个开源硬件、软件设计,它不仅为全世界的技术爱好者提供了一个很好的3D打印机设计方案,而且需要吸引开源社区的回馈,贡献力量帮助其发展、壮大。
因此,Prusa i3的设计者并没有基于售价昂贵的工业级CAD 工具进行开发,而是采用了一个开源、免费的CAD工具,OpenSCAD。
OpenSCAD的官方网址,在/。
在官网的页面上,可以看到它的简单介绍。
简单来说,OpenSCAD开源、免费,是一个面向机械零件设计的CAD软件。
它与其他CAD软件不同点在于它不是一个交互式的CAD建模工具软件,而是采用一种脚本语言定义模型的形状。
这样的好处,是用户可以完全控制3D模型的所有参数,并且特别有利于使用源代码管理工具,对3D模型的历史修改进行记录。
但也是因为这样的特征,它不适合进行3D艺术类型的创作,如果有这方面的需求,还是应该使用一个交互式的建模工具。
【打印虎】RepRap 3D打印机G-code命令专家详解

【打印虎】RepRap 3D打印机G-code命令专家详解玩过一段时间3D打印机的朋友,都会接触到G-code文件。
所谓G-code文件,指的是3D模型在进入3D打印机实际打印之前,必须要经过切片器处理而成的一种中间格式文件。
这种中间格式文件的内容,实际上每一行都是3D打印机固件所能理解的命令。
而这些命令,也被称为G-code命令,是3D打印机和电脑之间最重要的命令交互界面。
上面的图,虽然是简化后的线框图,但清晰地表示了G-code命令所处的重要位置。
事实上所有从计算机发送到3D打印机的内容,全部都是G-code命令,没有任何例外。
不论计算机和3D打印机之间是如何连接的,用常见的USB线也好,用SD卡作为G-code文件介质也好,或是用比较新式的TCP/IP连接也可以,这个连接通道中的所有信息,都是G-code命令。
这个特征非常重要,牢牢记住这个特征,可以在我们分析、解决很多3D打印机问题的时候,提供强有力的支撑。
既然所有3D打印机都使用G-code作为对外联系的唯一信息交互方式,那么这种“语言”的标准就很重要了。
不幸的是,虽然所有的3D打印机,都使用G-code作为与计算机的交互语言,但实际上每种3D打印机“说出”的G-code,都多多少少有些不同。
这也可以说,每种3D打印机都有自己的“方言”。
我们要研究G-code,就要从一种最常见的“方言”,也可以说是“普通话”开始,先了解一种,然后再学习其他类似的语言,相互对比,就很容易了。
我们这篇文章,专门研究的是Repetier公司出品的Repetier-firmware固件所使用的G-code语法。
如果这正是你需要的,那么就很方便了。
如果你想研究的是其他3D打印机固件,比如marlin之类,那就不太巧了,有些内容可能不完全一致。
不过,文章中提到的方法,仍然适用,你可以以这篇文章为基础,自己搞定对marlin的研究。
这篇文章主要面向具有一定技术水平的朋友,从第一节开始,我们就开始分门别类解释每一条G-code命令,这对于已经了解如何使用G-code的朋友会比较方便。
Cura 软件的使用说明

Cura 软件的使用说明Cura 软件使用说明一、软件简介Cura 是一款广泛应用于3D 打印领域的开源软件,它提供了用户友好的界面和丰富的功能,帮助用户进行3D 打印模型的准备和切片。
二、安装与配置1. Cura 软件,并按照安装向导进行安装。
2.打开 Cura 软件,进入设置界面,根据实际需要进行配置,如打印机类型、打印材料等。
三、导入模型1.将需要打印的 3D 模型导入到 Cura 软件中,支持的文件格式包括 STL、OBJ 等。
2.对导入的模型进行调整和缩放,可通过移动、旋转和缩放工具进行操作。
四、打印设置1.在打印设置中,用户可以选择打印质量、层高、填充密度、支撑结构等参数。
2.根据实际需求,进行打印设置调整,如打印速度、温度、底座粘合性等。
五、切片与预览1.确定打印设置后,切片按钮,Cura 软件将自动根据设置将模型切片成多层的 G-Code。
2.在预览界面中,可以查看切片后的模型层叠信息,检查是否需要进行调整。
六、保存与导出1.在完成切片和预览后,可以选择保存 G-Code 文件,用于打印。
2.可以导出切片后的模型,保存为 STL 或 G-Code 文件。
七、打印操作1.将保存好的 G-Code 文件导入到对应的 3D 打印机软件中。
2.连接 3D 打印机,并按照软件提示进行操作,开始打印。
附件:1.Cura 软件安装包2.示例模型文件法律名词及注释:1.开源软件:指提供源代码的软件,用户可以自由地查看、使用和修改。
2.切片:指将3D 模型切割成多层的过程,以便打印机逐层打印。
3.G-Code:指数字控制机床等设备所使用的一种控制语言,用于描述打印路径和指令。
marlin固件配置

//波特率的配置,默认配置为 250000,这个需要与你的上位机想匹配,否则无法通讯
//下面开始配置板子的类型,如果你使用的是 ramps1.4 版本,这个参数需要配置为 33 (一个挤出头)或 34(两个挤出头) //// The following define selects which electronics board you have. Please choose the one that matches your setup // 10 = Gen7 custom (Alfons3 Version) "https:///Alfons3/Generation_7_Electronics" // 11 = Gen7 v1.1, v1.2 = 11 // 12 = Gen7 v1.3 // 13 = Gen7 v1.4 // 3 = MEGA/RAMPS up to 1.2 = 3 // 33 = RAMPS 1.3 / 1.4 (Power outputs: Extruder, Bed, Fan) // 34 = RAMPS 1.3 / 1.4 (Power outputs: Extruder0, Extruder1, Bed) // 4 = Duemilanove w/ ATMega328P pin assignment // 5 = Gen6 // 51 = Gen6 deluxe // 6 = Sanguinololu < 1.2 // 62 = Sanguinololu 1.2 and above // 63 = Melzi // 64 = STB V1.1 // 7 = Ultimaker // 71 = Ultimaker (Older electronics. Pre 1.5.4. This is rare) // 8 = Teensylu // 80 = Rumba // 81 = Printrboard (AT90USB1286) // 82 = Brainwave (AT90USB646) // 9 = Gen3+ // 70 = Megatronics // 701= Megatronics v2.0 // 702= Minitronics v1.0 // 90 = Alpha OMCA board // 91 = Final OMCA board // 301 = Rambo
3d打印机prusai3diy全过程【分享全部源码电路图】

3D打印机Prusa i3 DIY全过程【分享全部源码,电路图】Prusa i3是开源RepRap 3D打印机Prusa Mendel的第三代机型。
相对于Mendel一代和二代的版本,第三代结构更简介,造型更趋向于产品化。
相对于老款i2挤出机和框架结构都进行了升级,打印尺寸和成型效果都有很大的提高。
打印效果图放在了帖子最后。
照片很多,大家慢慢欣赏。
发帖不容易大家多多支持啊。
版主不要删我帖子哦~~~多谢支持啦论坛里面很多DIYer都要求出套件,这里传上套件链接/forum.php?mod ...mp;extra=#pid460820 大家多多支持啊。
完成后的样子prusa i3打印实拍视频(打印iphone5s外壳套):/v_show/id_XNzE1NDM0MjUy.html所需全部材料:1.亚克力件* 1套2.塑料件* 1套3.电子元器件Arduino 2560 * 1RAMPS1.4 * 1A4988驱动模块* 442步进电机* 5(2长3短)升级版J-head * 1MK3热床* 1轻触开关* 34cm风扇* 1开关电源* 1(12V * 30A)导线若干4.五金件2GT同步轮* 22GT同步带* 25mm-5mm弹性联轴器* 2直线轴承* 10605ZZ轴承* 3U型导轮* 1进料齿轮* 1压力弹簧* 5(4小1大)同步带锁紧弹簧* 2螺杆* 1套滑杆导轨* 1套螺母&垫片&螺钉* 1套准备好所有材料就开始组装啦1、Y轴底盘组装先组装Y轴同步带导轮,需用605zz轴承2个,M5-25mm螺钉,M5螺母和垫片各1个。
再安装前侧脚座安装后一侧脚座连接前后侧脚座安装滑杆导轨2、加热床底板安装安装y-belt-holder到亚克力底板上,使用自锁紧M3螺母用扎线带固定底板到Y轴滑杆导轨3、X轴组装塞入LM8UU到x-end塑料件中x-end中加入M5螺母装入滑杆导轨,拼装X轴同步带导轮轴承,M5螺钉正面垫4个M5垫片安装x-carriage 4、亚克力框架安装安装框架板和侧板5、链接X、Y、Z各轴Y轴底座和亚克力框架链接固定Z轴电机,并安装Z轴滑杆导轨,驱动螺杆安装X、Y轴电机安装X、Y轴同步带6、加热床安装焊接热床导线和指示led灯,并贴上高温胶带再热床正面贴上热敏电阻,并固定热床到Y轴底板7、挤出机安装安装ex-base 安装挤出喷嘴安装散热风扇,风扇接线和挤出机加热线并接一起。
prusa mmu3 原理

prusa mmu3 原理Prusa MMU3是一种创新的多材料升级套件,用于3D打印机。
它的原理是通过自动切换不同的打印材料,使得打印出的物体可以具有不同的颜色或材质。
这为用户提供了更多的创作可能性和灵活性。
Prusa MMU3采用了一种智能的机械设计,通过多个进料和出料通道,实现了多材料的连续打印。
它通过自动切换不同的挤出机和进料机,将不同的打印材料供给到3D打印机的喷头中。
这种切换过程是自动进行的,用户只需要在软件中设置好打印对象的颜色或材质序列,然后Prusa MMU3就会按照设定自动切换材料。
Prusa MMU3的工作原理可以简单地描述为以下几个步骤:1. 准备工作:用户需要预先准备好不同颜色或材质的3D打印材料,并将它们放置在进料机的供料器中。
2. 软件设置:用户需要在3D打印机的控制软件中设置好打印对象的颜色或材质序列。
这个序列将决定Prusa MMU3在打印过程中如何切换不同的材料。
3. 打印过程:当3D打印开始时,Prusa MMU3会根据软件设置的序列,自动切换进料机和挤出机,将不同的打印材料供给到喷头中。
这个切换过程是通过机械装置实现的,不需要用户的干预。
4. 切换逻辑:Prusa MMU3会根据打印对象的颜色或材质序列,按照一定的逻辑切换材料。
例如,如果打印对象需要切换成红色,Prusa MMU3会自动切换到红色的打印材料,并将其供给到喷头中。
通过这种自动切换的方式,Prusa MMU3可以实现多种颜色或材质的连续打印。
用户只需要在软件中设置好序列,然后就可以轻松地打印出具有多种颜色或材质的物体。
Prusa MMU3的原理非常简单,但它给用户带来了极大的便利和创作空间。
无论是制作多彩的艺术品,还是打印具有不同功能的零件,Prusa MMU3都能够满足用户的需求。
它的出现为3D打印技术的发展带来了新的可能性,让人们能够更加自由地创造和实现想象。
开源3D打印机Thing-O-Matic使用指南
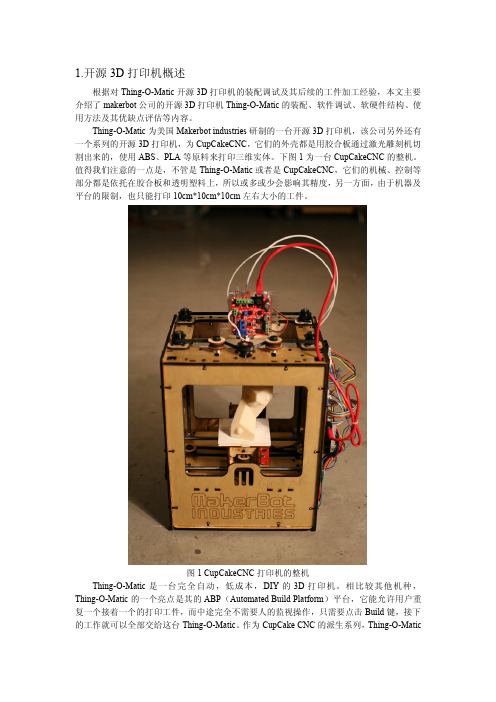
1.开源3D打印机概述根据对Thing-O-Matic开源3D打印机的装配调试及其后续的工件加工经验,本文主要介绍了makerbot公司的开源3D打印机Thing-O-Matic的装配、软件调试、软硬件结构、使用方法及其优缺点评估等内容。
Thing-O-Matic为美国Makerbot industries研制的一台开源3D打印机,该公司另外还有一个系列的开源3D打印机,为CupCakeCNC,它们的外壳都是用胶合板通过激光雕刻机切割出来的,使用ABS、PLA等原料来打印三维实体。
下图1为一台CupCakeCNC的整机。
值得我们注意的一点是,不管是Thing-O-Matic或者是CupCakeCNC,它们的机械、控制等部分都是依托在胶合板和透明塑料上,所以或多或少会影响其精度,另一方面,由于机器及平台的限制,也只能打印10cm*10cm*10cm左右大小的工件。
图1CupCakeCNC打印机的整机Thing-O-Matic是一台完全自动,低成本,DIY的3D打印机。
相比较其他机种,Thing-O-Matic的一个亮点是其的ABP(Automated Build Platform)平台,它能允许用户重复一个接着一个的打印工件,而中途完全不需要人的监视操作,只需要点击Build键,接下的工作就可以全部交给这台Thing-O-Matic。
作为CupCake CNC的派生系列,Thing-O-Matic在以前的基础上改进了许多地方,功能上也更加强大。
图2为一台完整的Thing-O-Matic打印机。
图2Thing-O-Matic打印机的整机2.Thing-O-Matic的装配2.1装配之前的准备工作相信不用我的介绍,大家已经知道这是一台完全手工组装的3D打印机,并且源代码对用户开放,我们可以根据自己的需求对其的代码进行更改优化。
为使组装顺利进行,必要的准备工作时必须的。
在组装之前,几样工具是必须事先准备好的,而且makerbot公司也没有提供这些工具。
g代码编程 3d打印 实例及解释

g代码编程 3d打印实例及解释一、G代码编程G代码编程是一种指示机床工作的编程语言,常用于数控加工中。
它是一种非常重要的编程方式,可以通过编写G代码程序来控制机床进行自动加工,实现复杂的工件加工。
在3D打印领域中,G代码也扮演着重要的角色,因为它可以指导3D打印机进行打印操作。
1. G代码的基本介绍G代码是一种数控加工中常用的一种指令语言,它用来描述机床运动轨迹和加工工艺参数。
G代码是数控加工的基础,它能够帮助机床完成各种复杂的工件加工操作。
在3D打印中,G代码同样也承担着描述打印路径、速度、温度等参数的任务,是3D打印过程中必不可少的一部分。
2. G代码的应用举例以3D打印中G代码的应用为例,当我们设计好一个3D模型并准备好进行打印时,首先需要将模型转换成STL文件格式,接着使用切片软件将STL文件切割成为多层的2D图像,然后通过切片软件生成对应的G代码。
G代码里包含了打印头的运动路径、温度调节、速度控制等指令,它决定着3D打印机的行为。
3. G代码的深度解析G代码中的每一条指令都会影响到最终打印效果,例如速度快慢、温度高低、打印路径等,都是通过G代码来控制的。
这就要求我们对G 代码有着深入的理解和熟练的掌握,只有这样才能更好地调节打印参数,获得高质量的打印效果。
二、3D打印的实例及解释1. 3D打印的应用实例随着3D打印技术的不断发展,它的应用领域也越来越广泛。
在医疗领域,3D打印可以制造人体器官模型,辅助医生进行手术演练;在航空航天领域,3D打印技术可以制造轻质、高强度的航空零部件;在工业制造领域,3D打印可以快速制造出各种复杂结构的零件。
2. 3D打印技术的原理解释3D打印技术是一种以增层制造为基础的制造技术。
通过将材料从底部开始逐层堆叠,逐渐堆叠形成预先设计好的模型。
而在这个过程中,G 代码则承担着控制打印机进行打印的工作,包括打印路径、速度、温度等参数的指定。
3. 3D打印技术的未来展望未来,随着材料、工艺的不断改进以及相关技术的不断拓展,3D打印技术将在更多的领域得到应用。
3D打印控制系统G代码解释器的设计与实现

G代码文件载入后,先进行预处理,删除空格、 注释等非必要的字符.避免在解释 G代码过程中, 由于这些非必要字符而引起误操作,影响 3D打印 工作的准确性和最终产品的精度. 1.2 词法分析
词法分析是对 G代码字符进行扫描识别,逐个 分析并进行初级错误检查,根据代码的词法构成规 则对字符进 行 分 解,识 别 出 各 类 指 令 代 码.其 步 骤 是:从 G代码第一个字符起,从左至右逐个搜索字 符,依据搜索字符辨别不同指令代码,使用正则表达 式进行匹配,匹配不成功即为非法字符,继续往下读 取;若匹配成功,则表明词法正确[5].非法字符主要 表现在:代码以数字或非法字符开头、非坐标指令位 于负号前、非 数 字 位 于 负 号 后、非 数 字 位 于 小 数 点 前、字母后数据缺失等. 1.3 语法分析
Keywords:3DPrinting;Gcodeexplainer;motioncontrolcard;regularexpression
由于 3D打印技术优势明显,发展前景广阔,近 年来得到了各行各业的高度重视,发展飞速.该技术 采用逐层堆积的方式将三维模型制造成实体零件的 一种技术,其工作过程是先将零件的三维模型进行 离散处理,得到一系列含有二维截面轮廓信息的 G 代码文件,按照已定的路径逐层堆叠,最终加工出完 整的产品[1?3].3D打印控制系统多采用 “IPC(工控 机)+运动控制板卡”模式,在此系统中,利用 PCI 总线将 G代码传递给运动控制板卡,经由板卡将指 令传送给驱动器,从而完成整个加工过程,由于板卡
3D打印机源代码详解
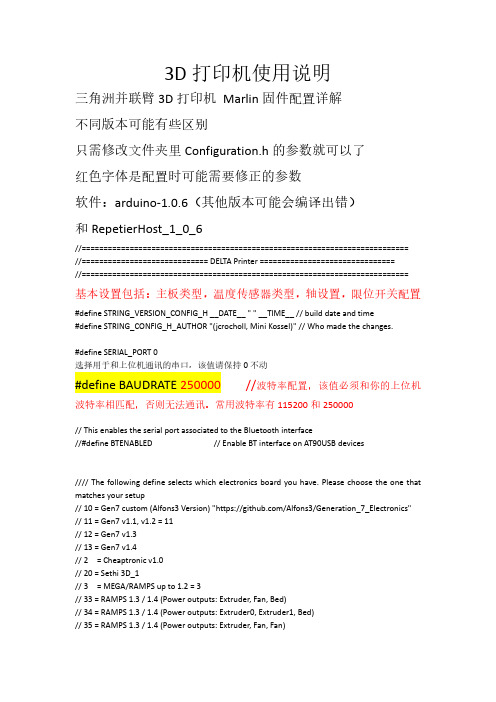
3D打印机使用说明三角洲并联臂3D打印机Marlin固件配置详解不同版本可能有些区别只需修改文件夹里Configuration.h的参数就可以了红色字体是配置时可能需要修正的参数软件:arduino-1.0.6(其他版本可能会编译出错)和RepetierHost_1_0_6//===========================================================================//============================= DELTA Printer ===============================//===========================================================================基本设置包括:主板类型,温度传感器类型,轴设置,限位开关配置#define STRING_VERSION_CONFIG_H __DATE__ " " __TIME__ // build date and time#define STRING_CONFIG_H_AUTHOR "(jcrocholl, Mini Kossel)" // Who made the changes.#define SERIAL_PORT 0选择用于和上位机通讯的串口,该值请保持0不动#define BAUDRATE 250000 //波特率配置,该值必须和你的上位机波特率相匹配,否则无法通讯。
常用波特率有115200和250000// This enables the serial port associated to the Bluetooth interface//#define BTENABLED // Enable BT interface on AT90USB devices//// The following define selects which electronics board you have. Please choose the one that matches your setup// 10 = Gen7 custom (Alfons3 Version) "https:///Alfons3/Generation_7_Electronics" // 11 = Gen7 v1.1, v1.2 = 11// 12 = Gen7 v1.3// 13 = Gen7 v1.4// 2 = Cheaptronic v1.0// 20 = Sethi 3D_1// 3 = MEGA/RAMPS up to 1.2 = 3// 33 = RAMPS 1.3 / 1.4 (Power outputs: Extruder, Fan, Bed)// 34 = RAMPS 1.3 / 1.4 (Power outputs: Extruder0, Extruder1, Bed)// 35 = RAMPS 1.3 / 1.4 (Power outputs: Extruder, Fan, Fan)// 4 = Duemilanove w/ ATMega328P pin assignment// 5 = Gen6// 51 = Gen6 deluxe// 6 = Sanguinololu < 1.2// 62 = Sanguinololu 1.2 and above// 63 = Melzi// 64 = STB V1.1// 65 = Azteeg X1// 66 = Melzi with ATmega1284 (MaKr3d version)// 67 = Azteeg X3// 68 = Azteeg X3 Pro// 7 = Ultimaker// 71 = Ultimaker (Older electronics. Pre 1.5.4. This is rare)// 72 = Ultimainboard 2.x (Uses TEMP_SENSOR 20)// 77 = 3Drag Controller// 8 = Teensylu// 80 = Rumba// 81 = Printrboard (AT90USB1286)// 82 = Brainwave (AT90USB646)// 83 = SAV Mk-I (AT90USB1286)// 9 = Gen3+// 70 = Megatronics// 701= Megatronics v2.0// 702= Minitronics v1.0// 90 = Alpha OMCA board// 91 = Final OMCA board// 301= Rambo// 21 = Elefu Ra Board (v3)#ifndef MOTHERBOARD#define MOTHERBOARD 33//主板类型选择,请按以上各主板相应代号选择你个人的主板类型。
3d打印g代码解释

3d打印g代码解释
3D打印G代码是一种用于控制3D打印机运动和操作的指令集。
G代码是一种通用的数控编程语言,被广泛应用于各种数控机床和
3D打印机中。
G代码由一系列以字母G开头的指令组成,每个指令都有特定
的功能。
以下是一些常见的G代码指令及其解释:
1. G0/G1,直线插补指令,用于控制打印头或平台的直线运动。
G0表示快速定位,G1表示线性插补。
2. G28,回原点指令,用于将打印头或平台移动到机器的原点
位置。
3. G92,坐标系原点指令,用于重新定义坐标系的原点位置。
4. G20/G21,单位选择指令,G20表示以英寸为单位,G21表示
以毫米为单位。
5. G90/G91,坐标系选择指令,G90表示绝对坐标系,G91表示
相对坐标系。
6. G92.1/G92.2/G92.3,坐标系偏移指令,用于在当前位置上添加或减去偏移值。
7. M104,设置挤出头温度的指令。
8. M106/M107,控制风扇开关的指令,M106用于打开风扇,
M107用于关闭风扇。
9. M140,设置加热床温度的指令。
10. M190,等待加热床达到设定温度的指令。
这只是一小部分常用的G代码指令,不同的3D打印机和软件可能会有不同的指令集和扩展功能。
使用G代码可以精确控制3D打印机的运动和操作,从而实现复杂的打印任务。
3D打印机G代码预处理优化算法
型按照用户设定的层高将模型切成一层层的截面
使用一种新的代 码 处 理 方 式,将 部 分 处 理 程 序 在
进而对每 一 层 截 面 进 行 路 径 规 划,最 后 生 成 3D
PC 段先行运算处理完 毕 后,再 输 入 3D 打 印 机 中
执行,以此提升代码处理的速度和效率,减少处理
进行打印 [1G2].3D 打 印 机 的 控 制 系 统 Ma
中的.
1.
2 G 代码预处理文件数据结构
分析 3D 打印 G 代 码 文 件 时 会 发 现,打 印 指
令绝大 部 分 都 是 由 G1 指 令 构 成 的,因 此 G 代 码
预处理的工作重点就是连续的直线路径规划.直
线路径规划的工作是输入各轴目标位置及目前速
度后,计算目前位置移动到下一个位置时,控制步
原本由 3D 打印机控制系统 Ma
r
l
i
n 所需处理的 G
代码程序移 出 至 PC 端 先 行 编 译,然 后 输 入 至 打
印机执行 打 印. 由 于 在 原 来 的 Ma
r
l
i
n中打印时
G 代码文件的处理都是依序读入命令及运算处理
处理的结果存入该文件中.
成的 G 代码指令中代表 数 值 的 部 分 转 换 成 数 值,
e
s
s
e
s,t
hef
o
rwa
rdc
on
t
r
o
landspe
edp
l
ann
i
ngo
fmu
l
t
i
l
e
po
p
s
egmen
t
swe
3D打印系统描述

1买家添加到购物车里的商品不不能在“会员管理”--“购物车”中显示。
错误原因:再加入购物车时,没有插入user_type字段。
数据库中对应字段为空。
2买家支付后的产品在,商品订单没有显示,3买家看不到自己发出去的评论4卖家看不到别人对自己商品的评论。
5卖家“订单查询”看不到订单。
6卖家“我的店铺”初始化时没有信息。
7打印中心--“角色管理”--“查看”和“添加”都会跳到cas页面8打印中心---“设计方案管理”--“方案信息的查看”中方案介绍会出现cas页面9admin--“评价管理”--查看评价时,”商品名称”那一列显示的是评价商品时,用户输入的“用户名”并且记录的评价的数据库中“shop_name ”字段记录的是“用户名”信息。
10 admin--订单管理---定价按钮,点击时会跳到cas页面。
11云端对企业名称相同返回的代码为11010102而机构代码相同返回的代码也是11010102。
这一点和接口说明文档部相同.bug5/25多用户买家,加入购物车-----购物车无显示内容,或者只显示一条内容.这个错误时来自于shop.aspx页面,修改为将图片的链接跳转的shop2.aspx解决问题多用户买家,打印订单----------订单一直无内容.修改了order.aspx页面.在用户提交打印服务时,在pay表写入user_type字段.多用户打印中心------------3D打印服务,添加了打印服务不显示,修改了打印中心page_server的页面,在显示数据的查询条件中增加了user_type的限制. 多用户卖家---------添加设计方案-----方案介绍不可以输入内容(谷歌浏览器下).)BUG 5 /26Admin1商品信息管理---点击修改---点击确定。
报错:潜在的危险请求。
2添加商品信息,当数据填写不完整,点击保存,报错。
当数据填写完全时,不报错。
3打印中心修改密码,总是提示密码不一样。
GRBL源代码分析

GRBL源代码分析GRBL是一种开源的嵌入式数控运动控制软件,广泛应用于DIY桌面CNC机器人和3D打印机中。
以下是对GRBL源代码的详细分析,主要包括代码结构、主要功能模块和算法。
首先,GRBL的代码结构采用了面向对象的编程风格,主要分为核心模块、通信模块、插补模块和硬件驱动模块等。
核心模块是GRBL的主要模块,其中包含了程序的初始化、主循环、处理程序等。
这些代码负责将用户输入的G代码进行解析,并转换为控制机器运动的指令。
核心模块还包含了状态机,用于管理机器的状态和控制流程。
通信模块负责与外部环境进行通信,包括接收和发送数据。
GRBL支持通过串口和USB进行通信,这些代码负责处理接收到的指令,并将执行结果返回给用户。
插补模块是GRBL的一个重要模块,负责计算机器的运动轨迹。
GRBL 使用的是简化的线性插值算法,通过计算每个步进电机的速度和加速度来实现平滑的运动控制。
硬件驱动模块是GRBL的底层驱动代码,用于与硬件进行通信。
GRBL 支持多种不同型号的Arduino开发板和步进电机驱动器,这些代码负责与硬件进行交互,控制机器的运动。
GRBL的主要功能模块包括直线插补、圆弧插补、坐标变换和速度控制等。
直线插补模块负责计算两个点之间的直线轨迹。
GRBL使用简单的直线插值算法,按照每个步进电机的速度和加速度进行计算,实现平滑的直线运动。
圆弧插补模块负责计算两个点之间的圆弧轨迹。
GRBL使用Bresenham 算法来近似计算圆弧的插值点,然后按照直线插值的方法进行计算,实现平滑的圆弧运动。
坐标变换模块负责将用户指定的坐标系转换为机器的坐标系。
GRBL 支持多种坐标系,包括绝对坐标系和相对坐标系,在坐标变换模块中进行转换。
速度控制模块负责计算机器的速度和加速度。
GRBL使用梯形速度曲线来控制机器的加速和减速,通过调整速度和加速度参数,可以实现不同的运动效果。
总结起来,GRBL是一款功能强大的嵌入式数控运动控制软件,具有稳定性高、代码结构清晰、功能丰富等特点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3D打印机使用说明三角洲并联臂3D打印机Marlin固件配置详解不同版本可能有些区别只需修改文件夹里Configuration.h的参数就可以了红色字体是配置时可能需要修正的参数软件:arduino-1.0.6(其他版本可能会编译出错)和RepetierHost_1_0_6//===========================================================================//============================= DELTA Printer ===============================//===========================================================================基本设置包括:主板类型,温度传感器类型,轴设置,限位开关配置#define STRING_VERSION_CONFIG_H __DATE__ " " __TIME__ // build date and time#define STRING_CONFIG_H_AUTHOR "(jcrocholl, Mini Kossel)" // Who made the changes.#define SERIAL_PORT 0选择用于和上位机通讯的串口,该值请保持0不动#define BAUDRATE 250000 //波特率配置,该值必须和你的上位机波特率相匹配,否则无法通讯。
常用波特率有115200和250000// This enables the serial port associated to the Bluetooth interface//#define BTENABLED // Enable BT interface on AT90USB devices//// The following define selects which electronics board you have. Please choose the one that matches your setup// 10 = Gen7 custom (Alfons3 Version) "https:///Alfons3/Generation_7_Electronics" // 11 = Gen7 v1.1, v1.2 = 11// 12 = Gen7 v1.3// 13 = Gen7 v1.4// 2 = Cheaptronic v1.0// 20 = Sethi 3D_1// 3 = MEGA/RAMPS up to 1.2 = 3// 33 = RAMPS 1.3 / 1.4 (Power outputs: Extruder, Fan, Bed)// 34 = RAMPS 1.3 / 1.4 (Power outputs: Extruder0, Extruder1, Bed)// 35 = RAMPS 1.3 / 1.4 (Power outputs: Extruder, Fan, Fan)// 4 = Duemilanove w/ ATMega328P pin assignment// 5 = Gen6// 51 = Gen6 deluxe// 6 = Sanguinololu < 1.2// 62 = Sanguinololu 1.2 and above// 63 = Melzi// 64 = STB V1.1// 65 = Azteeg X1// 66 = Melzi with ATmega1284 (MaKr3d version)// 67 = Azteeg X3// 68 = Azteeg X3 Pro// 7 = Ultimaker// 71 = Ultimaker (Older electronics. Pre 1.5.4. This is rare)// 72 = Ultimainboard 2.x (Uses TEMP_SENSOR 20)// 77 = 3Drag Controller// 8 = Teensylu// 80 = Rumba// 81 = Printrboard (AT90USB1286)// 82 = Brainwave (AT90USB646)// 83 = SAV Mk-I (AT90USB1286)// 9 = Gen3+// 70 = Megatronics// 701= Megatronics v2.0// 702= Minitronics v1.0// 90 = Alpha OMCA board// 91 = Final OMCA board// 301= Rambo// 21 = Elefu Ra Board (v3)#ifndef MOTHERBOARD#define MOTHERBOARD 33//主板类型选择,请按以上各主板相应代号选择你个人的主板类型。
33是ramps1.3/1.4(一个挤出机),34是ramps1.3/1.4(两个挤出机)#endif#define EXTRUDERS 1// 1 = ATX// 2 = X-Box 360 203Watts (the blue wire connected to PS_ON and the red wire to VCC)#define POWER_SUPPLY 1 //选择电源类型// Define this to have the electronics keep the power supply off on startup. If you don't know what this is leave it.// #define PS_DEFAULT_OFF//=========================================================================== //============================== Delta Settings =============================//=========================================================================== // Enable DELTA kinematics#define DELTA#define DELTA_SEGMENTS_PER_SECOND 200//防止过多的消耗芯片支援,以及足够的精度,取一个适中的数值#define DELTA_DIAGONAL_ROD 236.9 // mm//推杆孔中心距#define DELTA_SMOOTH_ROD_OFFSET 172.6 // mm //中心到塔柱距离#define DELTA_EFFECTOR_OFFSET 23 // mm//末端执行器上通用关节的水平偏移#define DELTA_CARRIAGE_OFFSET 23// mm//滑车的水平偏移#define DELTA_RADIUS (DELTA_SMOOTH_ROD_OFFSET-DELTA_EFFECTOR_OFFSET-DELTA_ CARRIAGE_OFFSET)#define DELTA_PRINTABLE_RADIUS 80打印面直径(D/ 2-A)遥不可及的空间(避免与立式塔碰撞)。
#define SIN_60 0.8660254037844386#define COS_60 0.5#define DELTA_TOWER1_X -SIN_60*DELTA_RADIUS // front left tower#define DELTA_TOWER1_Y -COS_60*DELTA_RADIUS#define DELTA_TOWER2_X SIN_60*DELTA_RADIUS // front right tower#define DELTA_TOWER2_Y -COS_60*DELTA_RADIUS#define DELTA_TOWER3_X 0.0 // back middle tower#define DELTA_TOWER3_Y DELTA_RADIUS#define DELTA_DIAGONAL_ROD_2 pow(DELTA_DIAGONAL_ROD,2)//===========================================================================//=============================Thermal Settings ============================//===========================================================================////--NORMAL IS 4.7kohm PULLUP!-- 1kohm pullup can be used on hotend sensor, using correct resistor and table////// Temperature sensor settings:// -2 is thermocouple with MAX6675 (only for sensor 0)// -1 is thermocouple with AD595// 0 is not used// 1 is 100k thermistor - best choice for EPCOS 100k (4.7k pullup)// 2 is 200k thermistor - ATC Semitec 204GT-2 (4.7k pullup)// 3 is Mendel-parts thermistor (4.7k pullup)// 4 is 10k thermistor !! do not use it for a hotend. It gives bad resolution at high temp. !!// 5 is 100K thermistor - ATC Semitec 104GT-2 (Used in ParCan & J-Head) (4.7k pullup)// 6 is 100k EPCOS - Not as accurate as table 1 (created using a fluke thermocouple) (4.7k pullup) // 7 is 100k Honeywell thermistor 135-104LAG-J01 (4.7k pullup)// 71 is 100k Honeywell thermistor 135-104LAF-J01 (4.7k pullup)// 8 is 100k 0603 SMD Vishay NTCS0603E3104FXT (4.7k pullup)// 9 is 100k GE Sensing AL03006-58.2K-97-G1 (4.7k pullup)// 10 is 100k RS thermistor 198-961 (4.7k pullup)// 20 is the PT100 circuit found in the Ultimainboard V2.x// 60 is 100k Maker's Tool Works Kapton Bed Thermistor// 1k ohm pullup tables - This is not normal, you would have to have changed out your 4.7k for 1k // (but gives greater accuracy and more stable PID)// 51 is 100k thermistor - EPCOS (1k pullup)// 52 is 200k thermistor - ATC Semitec 204GT-2 (1k pullup)// 55 is 100k thermistor - ATC Semitec 104GT-2 (Used in ParCan & J-Head) (1k pullup)// 1047 is Pt1000 with 4k7 pullup// 1010 is Pt1000 with 1k pullup (non standard)// 147 is Pt100 with 4k7 pullup// 110 is Pt100 with 1k pullup (non standard)#define TEMP_SENSOR_0 1///上面这些值是温度传感器类型配置,是能否正常读取温度的重要参数。