检具尺寸检验报告
全尺寸检查报告
15 16 12-3 17 18 12-4 19 20 12-5 21 22 12-6 23 24 12-7 25 26 27 28 29 30 31 32
三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪
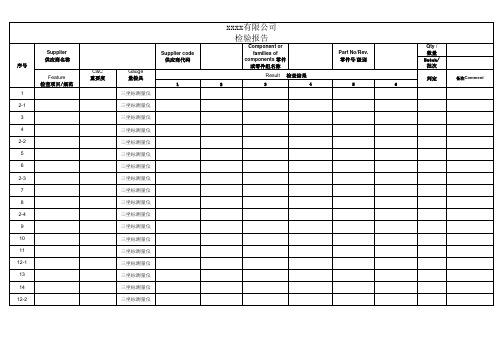
xxxx有限公司 检验报告
Supplier 供应商名称 序号 Feature 检查项目/规范 1 2-1 3 4 2-2 5 6 2-3 7 8 2-4 9 10 11 12-1 13 14 12-2 C&C 重要度 Gauge 量检具 1 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 2 Supplier code 供应商代码 Component or families of components 零件 或零件组名称 Result 3 检查结果 4 5 6 Part No/Rev. 零件号/级别 Qty / 数量 Batch/ 批次 判定
供应商检测人员 日期 保存地点 :质保部 保存期限:3年
审核 日期 保存方式:电子版本
批准 日期
工装(检具)验收标准191105

安徽省锦瑞汽车部件有限公司1.目的制定此标准是为了细化工装(检具)验收过程,为了进一步规范公司工装的开发及使用管理,确保工装在产品生产加工过程中保证产品质量的同时,能顺畅使用并满足使用寿命要求,特制订本标准。
2适用范围本标准适用于安徽锦瑞汽车部件有限公司所有产品在加工生产过程中,所使用的外购或外协来的工装,设备,检具等工艺装备验收阶段的参照标准及要求。
3.术语和定义3.1工装:企业制造产品时所用的模具、夹具、检具、辅具、量具、刀具等的总称,在本标准中特指工装、夹具、检具。
3.2外购工装:是指工装设计和制造均委外,我司只负责验收符合产品要求的合格工装。
3.3外协工装:是指自制工装的部分加工工序委外加工或由我司负责工装设计,委外单位根据图纸资料制造,我司根据设计资料验收的工装。
4、总体主要技术要求4.1公司所有的工装在设计、制作过程中必须遵守“保证产品质量,使用操作安全,维护检验方便”的原则,确保设计科学、使用方便、质量保证,从而提升品质和提高生产效率。
4.2为方便公司工装的使用及存放管理,要求所有新开发工装必须进行编号。
工装编号由专门负责编号人员,按要求制定编号;供应商应按相关技术要求在相应位置编号,要求美观大方、清晰易辨认。
编号规则参考公司物料编码规则程序文件;4.3工装设计3d数据及2D图纸经公司相关人员评审后,方能投入制造,供应商在制造过程中如有修改,必须及时通知我司相关人员。
4.4工装、夹具、检具制造完毕后,必须使用我司指定的产品进行试验调整、验证,保证调试产品符合技术要求,且要求工装结构性能可靠且质量稳定,操作安全、方便、经济、合理。
4.5外购的工装(设备)必须与图纸相符,验收完毕后,供应商应将完整、正确无误的图档传给我司存档,以便后续查询使用、更改。
供应商所提供的图档要求包含非标准件的零件详图。
5、夹具主要技术要求5.1振动焊接工装的使用寿命为10万台样件。
5.2夹具设计应充分考虑操作方便和安全可靠、维护修理方便,应保证焊接装卸方便,使焊接件处于最佳焊接位置,并应防止机构压手和松开打手。
工装检具验收报告

工装检具验收报告
报告说明
本报告是对工装检具进行检验报告,以评估其性能。
本报告应用了常规的检定方法,以及常用的检验技术,包括外观检查,尺寸检查,整体性能试验,精度试验等。
(一)工装检具简介
所测量的样品公司生产的定位螺栓检具,型号为XXX,主要应用于螺栓定位,可满足螺栓定位的要求。
此检具具有结构形状合理,裸沟深度一致性好,装拆方便,添加物有效性好,精度精密等特点。
(二)检验结果
1、外观检查:
检查结果表明,检具表面光洁,无凸起或凹陷,铣痕均匀,零件外形精确,油嘴完好。
2、尺寸检查:
定位螺栓检具的尺寸规格为检具外径为18mm,内径为16mm,裸沟深度为7.5mm,油嘴外径为3mm,添加物粒径为2mm。
检查结果表明,螺栓检具与规格一致,定位精度高,检具等级符合要求。
3、整体性能试验:
在1000次拔插后,检测结果表明:检具连接接触性能稳定,拆装性能良好;检具定位精度优秀,误差小于±0.002mm;油嘴无变形,添加物加固牢固,性能稳定可靠。
4、精度试验:
对检具的安装精度进行测量,测量结果表明:X轴方向的安装精度不大于±0.002mm。
产品尺寸测量报告模板

产品尺寸测量报告模板1. 引言本报告旨在对所测产品的尺寸进行详细测量,并提供测量结果和分析。
通过本报告,我们将为您提供产品的准确尺寸数据,以帮助您评估产品的质量和适用性。
2. 测量目的本次尺寸测量的目的是对产品进行精确测量,以验证其尺寸是否符合设计要求,并确保产品与客户的需求相符。
3. 测量仪器和方法3.1 测量仪器我们使用了以下仪器对产品进行尺寸测量:- 三维扫描仪:用于获取产品表面的点云数据,并生成三维模型。
- 数字卡尺:用于测量产品的线性尺寸,如长度、宽度和高度。
- 光学显微镜:用于检测产品微小尺寸特征,如微观表面纹理和孔隙结构。
3.2 测量方法我们遵循以下测量方法来确保尺寸测量的准确性:1. 清洁产品表面,以消除可能产生尺寸误差的污垢和杂质。
2. 三维扫描仪测量:将产品放置在扫描仪的平台上,通过扫描仪获取产品表面的点云数据,并生成三维模型。
3. 数字卡尺测量:使用数字卡尺测量产品的线性尺寸,记录测量结果。
4. 光学显微镜检测:将产品放置在显微镜下,观察并记录微观尺寸特征。
4. 测量结果根据我们的测量数据,我们得出以下结果:- 产品长度:XXcm- 产品宽度:XXcm- 产品高度:XXcm- 微观表面纹理:平滑,无明显缺陷- 孔隙结构:无明显孔洞或缺陷5. 结果分析通过我们的尺寸测量,产品的尺寸符合设计要求,并且没有明显的尺寸缺陷。
微观表面纹理和孔隙结构也符合质量标准。
然而,我们注意到一些微小的尺寸偏差,这可能是由生产过程中的误差引起的。
这些偏差对产品的性能和功能没有显著影响,但我们建议在生产过程中进一步优化以减小这些尺寸偏差。
6. 结论通过本次尺寸测量,我们得出以下结论:- 产品的尺寸符合设计要求,并与客户的需求相符。
- 微观表面纹理和孔隙结构符合质量标准。
- 需要进一步优化生产过程以减小尺寸偏差。
我们希望本报告提供的尺寸测量结果和分析能够帮助您评估产品的质量和适用性。
如果您对本报告有任何疑问或需要进一步的信息,请随时与我们联系。
检具测量报告
检具测量报告报告编号:XXX
检具测量日期:XXXX年XX月XX日
检测单位:XXX公司
被检测单位:XXX企业
一、检具介绍
被检查检具名称:XXX
规格型号:XXX
使用部门:XXX
检定周期:XXX
二、检具外观
经检验,检具表面无磕碰、划痕、锈蚀及变形等现象。
三、检具尺寸
经检测,检具尺寸符合标准规定。
四、检具性能
经测试,检具满足使用要求,各项性能指标达到标准规定。
五、检具的存储和维护情况
检具妥善存放,保持清洁干燥,无异物附着。
未发现检具存在未经授权修理、改变功能、改动标识等现象。
六、检具结论
经检测,本次检查的检具符合使用要求,可继续使用。
七、检测人员和仪器
检测人员:XXX
检测仪器:XXX
注:以上所述仪器及人员持有相关的检测资格证书。
联系方式:
XXX公司
地址:XXX
联系人:XXX
联系电话:XXX
附:检具照片一张。
日期:XXXX年XX月XX日。
专用检具验收报告

检具验收相关要求检具验收包括预验收和终验收,两次验收都要签认可报告,预验收只对检具精度进行确认,终验收认可包括检具的结构及检测功能认可、检具的几何精度认可和检具的重复性精度认可。
供应商负责提供检具的几何精度报告和重复性报告。
一.检具重复性检查原则:将一个零件在检具上放入且取出5次,每放零件一次,由工艺员根据以下标准最少选择5个点进行测量1.选取工艺卡上的部分点2.根据检具工艺基准,位置公差只能为1mm(除公差更小的以外,即it≤1)3.选取具有x、y、z三方向特性的表面点4.分散在零件周围的点5.与支撑及定位装置最远的测量区域二. 重复性记录卡的编写测量值由工艺员输入重复性文档中(str/emb使用的磁盘),通过它我们可以推算113b卡上的重复性数值重复性合格标准回顾(使用一个标准)avec : ? :每个点测量值标准偏差;i :测量点;it :测量点公差带 ?i?it16三.检具精度报告1. 定位基准精度:每个定位支承块至少检测3个点,这些点的分布应具有代表性,每个点的法向矢量偏差不大于0.1mm。
定位孔孔位偏差不大于0.1mm(即位置度φ0.1)。
2. 检具的型面(包括检具上的型面检测样板):每个点法向矢量偏差不大于0.153. 检具的轮廓:检具的轮廓公差依据所检零件轮廓公差的大小,应不大于0.20-0.25。
4. 销规销套的检测:包括导向部分和工作部分尺寸。
每个定位销及检测销导向部分直径公差按g6执行,工作部分尺寸相对于导向部分尺寸的同轴度及对称度不大于0.02。
每个定位销及检测销销套内径公差按h7执行。
对于带有导向装置的销套,还要对导向装置的方向进行检测。
直径在6-10mm的孔h7公差为:0/+0.015;轴g6公差为:-0.005/-0.014。
5. 定位销定位部分尺寸为:孔的理论值-0.05 ±0.02;检测销检测部分尺寸为:孔理论值-孔的下偏差-孔的位置度公差±0.02。
铸铁闸门检验报告

铸铁闸门检验报告
自查报告。
为了确保铸铁闸门的质量和安全性能,我们对铸铁闸门进行了
自查。
以下是自查报告的内容:
1.外观检查,我们仔细检查了铸铁闸门的外观,包括表面是否
有裂纹、变形、氧化等情况。
经过检查,铸铁闸门外观完好,没有
发现任何异常情况。
2.尺寸检查,我们对铸铁闸门的尺寸进行了测量,确保其符合
设计要求。
经过测量,铸铁闸门的尺寸与设计要求一致,符合标准。
3.材质检查,我们对铸铁闸门的材质进行了检验,确保其符合
相关标准。
经过检验,铸铁闸门的材质符合标准要求,无异常情况。
4.功能检查,我们对铸铁闸门的开闭功能进行了测试,确保其
操作正常、灵活。
经过测试,铸铁闸门的开闭功能良好,无异常情况。
5.密封性检查,我们对铸铁闸门的密封性能进行了检验,确保其能够有效防止水、气体泄漏。
经过检验,铸铁闸门的密封性能良好,无泄漏情况。
综上所述,经过自查,铸铁闸门的质量和安全性能符合要求,没有发现任何异常情况。
我们将继续加强对铸铁闸门的质量管理,确保产品质量和用户安全。
产品全尺寸检验报告(产品规格要求)(二)2024

产品全尺寸检验报告(产品规格要求)(二)引言概述:本次产品全尺寸检验报告旨在检查产品是否符合规格要求,并对其进行全面评估。
通过对产品尺寸进行仔细测量和分析,我们能够确定产品是否满足设计规格,并发现任何潜在的缺陷或问题。
本文将分为五个主要部分,每个部分都将涵盖该部分下的几个关键点。
通过本报告,客户将了解产品的尺寸检验结果和评估结论。
正文:一、外观尺寸检验1.测量外观尺寸(长度、宽度、高度)是否符合规格要求2.检查产品边缘和曲线的平滑度是否达到标准3.确认产品的整体形状是否符合设计要求4.检查产品的角度和倾斜度是否在允许范围内5.评估外观尺寸检验结果,并提出结论二、功能尺寸检验1.测量功能部件的尺寸是否符合规格要求2.核实各功能部件的连接和安装是否正确3.检查功能部件的运作是否正常,是否满足设计要求4.评估功能尺寸检验结果,并提出结论5.提出任何必要的改进建议,以提高产品的功能性能三、材料尺寸检验1.检查产品所用材料的厚度、宽度是否符合规格要求2.测量材料的硬度和密度是否达到标准3.检查材料表面的平整度和平行度是否满足要求4.评估材料尺寸检验结果,并分析材料的质量情况5.提出任何可能存在的材料问题,并建议解决方案四、装配尺寸检验1.检查产品的各个组件之间的装配精度和匹配度是否达到要求2.测量装配部件的相对位置和间隙是否在允许范围内3.核实产品的组装工艺是否正确,并评估其对尺寸的影响4.评估装配尺寸检验结果,并提出改进建议5.确定产品的装配质量,以确保其满足规格要求五、检验总结综合以上尺寸检验结果,对产品的整体品质进行综合评估,并得出以下结论:1.产品是否满足规格要求,是否达到客户的期望2.产品是否存在任何尺寸方面的缺陷或不足3.产品尺寸检验的结果是否满足质量标准和行业要求4.针对任何发现的问题,提出必要的改进方案和建议5.总结本次尺寸检验的重点和主要发现,并展望未来的质量控制措施总结:通过对产品全尺寸的仔细检查和评估,我们能够确定产品是否符合规格要求,并发现任何可能存在的问题和潜在的改进空间。
产品全尺寸检验报告(一)
产品全尺寸检验报告(一)引言概述:
本文档是针对产品全尺寸检验的报告,通过对产品进行详细的检测和评估,旨在确保产品的质量和性能达到预期标准。
全尺寸检验是一项重要的质量控制活动,对于保证产品的可靠性和安全性具有重要意义。
正文:
1. 产品外观检验
- 检查产品的外观是否符合设计要求
- 检查产品的颜色、光泽度、表面平整度等方面是否达标
- 检查产品是否存在任何外观缺陷或损伤
2. 产品尺寸测量
- 使用精确的测量工具对产品尺寸进行测量
- 比较测量结果与设计图纸中规定的尺寸标准进行对比
- 确保产品的尺寸精度符合要求,并排除尺寸超差的情况
3. 产品功能性测试
- 对产品的各项功能进行全面测试
- 检验产品是否能够正常运作并满足设计要求
- 测试产品在不同条件下的可靠性和稳定性
4. 产品耐久性评估
- 对产品的材料及制造工艺进行评估
- 使用适合的试验方法模拟产品在长期使用中的情况
- 评估产品的耐久性和寿命,并采取相应的措施进行改进
5. 产品安全性检查
- 检查产品是否符合相关的安全标准和法规
- 检验产品是否存在任何安全隐患
- 确保产品在正常使用过程中不会给用户带来任何安全风险
总结:
综上所述,通过全尺寸检验,我们对产品的外观、尺寸、功能性、耐久性和安全性进行了全面评估。
在检验过程中,我们发现并解决了一些尺寸超差、功能缺陷以及材料问题。
经过改进和调整后,产品达到了预期的质量和性能标准。
我们将继续进行产品的全尺寸检验,并持续改进,以确保产品始终满足客户的需求和期望。
专用检具验收报告
检具验收相关要求检具验收包括预验收和终验收,两次验收都要签认可报告,预验收只对检具精度进行确认,终验收认可包括检具的结构及检测功能认可、检具的几何精度认可和检具的重复性精度认可。
供应商负责提供检具的几何精度报告和重复性报告。
一.检具重复性检查原则:将一个零件在检具上放入且取出5次,每放零件一次,由工艺员根据以下标准最少选择5个点进行测量1.选取工艺卡上的部分点2.根据检具工艺基准,位置公差只能为1mm(除公差更小的以外,即it≤1)3.选取具有x、y、z三方向特性的表面点4.分散在零件周围的点5.与支撑及定位装置最远的测量区域二. 重复性记录卡的编写测量值由工艺员输入重复性文档中(str/emb使用的磁盘),通过它我们可以推算113b卡上的重复性数值重复性合格标准回顾(使用一个标准)avec : ? :每个点测量值标准偏差;i :测量点;it :测量点公差带 ?i?it16三.检具精度报告1. 定位基准精度:每个定位支承块至少检测3个点,这些点的分布应具有代表性,每个点的法向矢量偏差不大于0.1mm。
定位孔孔位偏差不大于0.1mm(即位置度φ0.1)。
2. 检具的型面(包括检具上的型面检测样板):每个点法向矢量偏差不大于0.153. 检具的轮廓:检具的轮廓公差依据所检零件轮廓公差的大小,应不大于0.20-0.25。
4. 销规销套的检测:包括导向部分和工作部分尺寸。
每个定位销及检测销导向部分直径公差按g6执行,工作部分尺寸相对于导向部分尺寸的同轴度及对称度不大于0.02。
每个定位销及检测销销套内径公差按h7执行。
对于带有导向装置的销套,还要对导向装置的方向进行检测。
直径在6-10mm的孔h7公差为:0/+0.015;轴g6公差为:-0.005/-0.014。
5. 定位销定位部分尺寸为:孔的理论值-0.05 ±0.02;检测销检测部分尺寸为:孔理论值-孔的下偏差-孔的位置度公差±0.02。
检具验收检查表

13 检具按数模更改进行相应更改
14 检具所有定位、检测销导入端与导套配合松紧度适当
15 检具检测快在回转过程中不存在与产品干涉的隐患
16 所有定位、检测销操作方便可靠,数据容易获取 检具 功能 17 所有检测块及断面规操作操作方便可靠,数据容易获取 检查 18 检具基座及本体上刻有车身坐标线,并标示准确 部分
19 所有可活动体(如检测销等)应用钢丝绳固定在检具上
20 检具本体上各种标示是否清楚明了(如定位、间隙指示等)
21 对于有硬度要求的检测销等,要求提交硬度测试报告
22 所有可活动部件不得存在互相干涉
23 快速夹钳应正常触及零件表面(考虑材料厚度)
24 超过35KG的检具上有起吊装置
25 《检具检查报告》上的检测检测方式与基准书一致
其他 26 《检具检查报告》上的检测公差与基准书一致 方面 27 《检具检查报告》上的检测内容齐全,不存在漏检
28 检具上需附带检具操作指导书且内容与基准书一致 备注:
编号 版次 项目组长
供应商名称
存在问题描述
KHS-P-02-0307 A/1
整改意见
验收等级
预验收 □ 终验收 □
验收结果 合格率:合格相/总检查项*100%=
检验员
检查日期
检具验收检查表
零件编号
零件名称
__宽____高____ 判定
检查 1 基准符合造型设计 基准
部分 2 基准位置符合CMM检测要求,检测时不与机器干涉
检具 精度
3 检具所附带止通规及断面规等级符合检测基准书公差等级
检查 部分
4 检具的精度满足要求(需厂商提供检具出厂合格报告)
5 检具外观完好无损
检具 6 检具上安装金属名牌,其内容齐全 外观 7 所有易生锈的非检验用钢制零件应喷漆 检查 8 检具喷漆颜色与技术协议保持一致 部分 9 检具的焊接部位不能有气孔、踏角、砂眼等缺陷
全尺寸检验及功能试验报告(一)

全尺寸检验及功能试验报告(一)引言概述:本报告旨在对产品进行全尺寸检验及功能试验,以确保其在设计规格要求下的可靠性和性能。
本文档将系统地介绍了全尺寸检验及功能试验的过程和结果,为产品的质量保证和最终交付提供了依据。
正文:一、全尺寸检验1.外观检验-检查产品外观是否完整无损,是否符合设计要求。
-确认产品颜色、标识和包装是否符合规格。
2.尺寸测量-测量产品长、宽、高及其他特定尺寸参数,与设计图纸进行对比。
-判断产品是否符合尺寸要求,以保证后续的功能试验可行性。
3.重量检验-测量产品重量,与设计规格进行比对。
-确保产品的重量在合理范围内,不超出承重能力。
4.材料检验-检验产品所采用的材料,确认是否符合设计规范。
-验证产品所使用的材料的质量和可靠性。
5.表面处理检验-检查产品表面处理是否符合要求。
-评估表面处理的质量和耐久性。
二、功能试验1.性能测试-对产品的各项性能指标进行测试,如电气性能、机械性能等。
-确保产品在正常工作情况下能够满足设计要求。
2.耐久性试验-通过模拟产品长时间使用情况,检验其耐久性和可靠性。
-评估产品在长期使用中是否会出现性能下降或故障。
3.环境适应性试验-将产品暴露于各种恶劣环境下,如高温、低温、湿度等。
-检验产品在各种环境条件下的工作性能和稳定性。
4.安全性测试-对产品的安全性能进行测试,确保其符合相关安全标准。
-评估产品在正常使用过程中是否存在安全隐患。
5.可靠性试验-对产品进行全面的可靠性测试,包括寿命测试、可靠性增长测试等。
-验证产品的可靠性指标,为产品质量保证提供依据。
总结:通过本次全尺寸检验及功能试验,产品在外观、尺寸、重量、材料、表面处理等方面均符合设计规范要求。
功能试验的结果表明产品的性能、耐久性、环境适应性、安全性和可靠性均满足预期要求。
在质量保证和最终交付环节,本报告为产品提供了可靠的数据支持,保证了产品的质量和性能。
产品出货尺寸检验报告模板

产品出货尺寸检验报告模板1. 测试目的本次尺寸检验报告旨在对产品出货尺寸进行全面检查,确保产品尺寸符合设计要求,以达到优质的出货标准。
2. 测试方法本次尺寸检验采用以下方法进行:- 使用数码卡尺进行长度、宽度和高度的测量;- 使用光学比对,将测量结果与设计要求进行对比;- 对测试结果进行统计和分析。
3. 测试对象本次尺寸检验的测试对象为公司出货的产品,包括但不限于以下类型:- 电子产品- 机械设备- 塑料制品- 金属制品4. 测试过程4.1 准备工作在进行尺寸检验前,需要准备以下工作:- 确保数码卡尺的准确度,并进行校准;- 确保光学比对设备正常工作;- 获取产品设计要求。
4.2 测量操作1. 针对每个产品进行测量,记录其长度、宽度和高度,并记录在数据表格中;2. 将测量数据输入到光学比对设备中,与产品设计要求进行比对;3. 对比测量结果与设计要求的误差,并记录在数据表格中。
4.3 数据分析将测量结果与设计要求进行对比后,对数据进行统计和分析,包括但不限于以下方面:- 尺寸误差的范围和分布情况;- 尺寸误差是否符合质量控制标准;- 尺寸误差对产品功能和性能的影响。
5. 测试结果根据上述测试过程,得出以下测试结果:- 测量结果与设计要求的误差范围在允许范围内;- 测量结果符合质量控制标准;- 尺寸误差对产品功能和性能没有显著影响。
6. 结论本次尺寸检验表明,产品出货尺寸符合设计要求,质量达到出货标准。
经过测试的产品,可以安全出货。
7. 建议基于本次尺寸检验的结果,我们提出以下建议:- 持续监控产品尺寸检验的结果,及时更新设计要求和质量控制标准;- 加强产品尺寸检验的培训,提高员工的测量和比对能力;- 对尺寸误差超出允许范围的产品进行进一步分析和处理,以确保产品质量。
8. 附录8.1 数据表格产品编号长度(mm)宽度(mm)高度(mm)设计要求误差(mm)-001 100 50 30 100 0002 80 40 20 85 -5003 120 60 35 115 58.2 设计要求产品出货尺寸的设计要求如下:- 长度:100mm ±5mm- 宽度:50mm ±5mm- 高度:30mm ±5mm。
全尺寸检测报告
38.52 38.6 38.64 38.56 38.58 OK 游标卡尺 385 386 386 385 386 OK 卷尺
35.12 35 35.16 35.07 35.1 OK 游标卡尺
9 34.5±1 10 50.1(+1/0)
34.56 34.88 34.7 35.08 34.86 OK 游标卡尺 50.62 50.7 50.86 50.8 50.78 OK 游标卡尺
审核:
Page:4/5
批准:
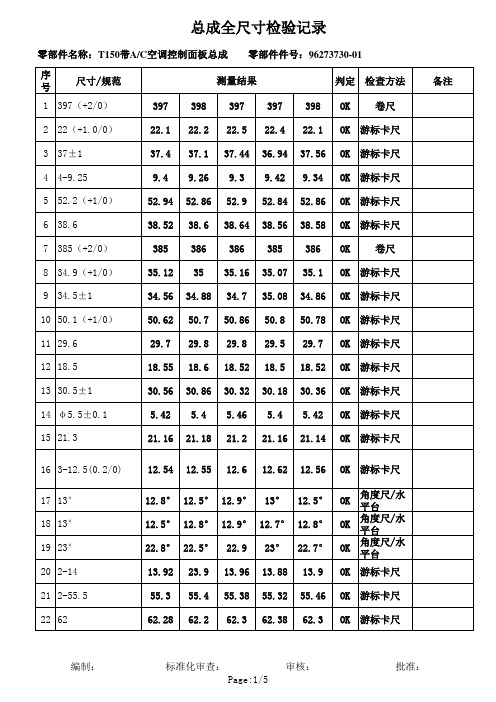
总成全尺寸检验记录
零部件名称:T150带A/C空调控制面板总成 零部件件号:96273730-01
96 R3
OK
OK
OK
OK
OK OK R规
97 2° 98 5° 99 5.4
1.8° 1.9° 2.1° 2.2° 2.1° OK 角度尺 4.9° 4.8° 5° 4.8° 5.1° OK 角度尺 5.27 5.28 5.26 5.28 5.26 OK 游标卡尺
83 12.2 84 10 85 φ7(0/-0.2)
12.1 12.16 12.14 12.12 12.1 OK 游标卡尺 9.92 9.94 9.94 9.92 9.96 OK 游标卡尺 6.86 6.88 6.88 6.84 6.84 OK 游标卡尺
86 2.7 87 29.2
2.72 2.74 2.74 2.72 2.74 OK 游标卡尺 29.38 29.4 29.36 29.4 29.38 OK 游标卡尺
4.97
5
5.02 5.1 5.08 OK 游标卡尺
19.62 19.6 19.58 19.62 19.58 OK 游标卡尺
69 6 70 15 71 14.4
检具验收报告

Teil-Nr 零件号:Teilbezeichnung 零件名: 上海大众 Zeichnungs 图号: MQMDatum 日期:Kennummer-Lieferant 供货厂代码:Kennummer-Abnehmer 用货厂代码:Pruefberichts-Nr.检验报告号:Pruefberichts-Nr.检验报告号:检具号:Prüfmittel-Nr.:检具工具名称:Prüfmittel-Benennung.:所使用的测量仪器:Verwendetes Meßgerät:测量仪器: 经鉴定的精度:Geräteart:geprüfte Genauigkeit:验收资料:Abnahmeunterlagen:vom vom vom vom vom结构:合格不合格尺寸: 合格 不合格Ausfuehrung: i .o. n.i.o.Maß:i .o. n.i.o.功能性检验:合格 不合格重复性精度:合格 不合格 i .o.n.i.o.i .o.n.i.o.Bemerkung 备注:Bemerkung 备注:Pruefergebnisse 检验结果:frei (Note 1)frei mit Auflagen(Note 3)abgelehnt(Note 6)认可(1分)条件认可(3分)拒绝(6分)检验者:负责人:检验者:负责人:Pruefer Verantwortlich Pruefer Verantwortlich 日期日期日期日期DatumDatumDatumDatumFunktionsprobe mit Teil durchgeführt :Wiederholgenauigkeit:Pruefmittel der Rohbau und PressteileAbnahmebericht车身和冲压零件检验工具认可报告。
检具校验规程

检具校验规程1.0目的规范检具校准的操作,确保检具的校准结果真实、可靠。
检具主要是指在汽车工装等行业中,用于检测车身钣金件及塑胶件的量具,其主要检测内容包括:形状、轮廓及位置度。
检具可分为分总成和总成两大类,分总成检测单个零件,总成检测多个焊装在一起的零件。
一套完整的检具,其硬件部分包括以下几部分主要结构:a) 本体结构主要包括1mm检测面、3mm检测面、0位面及检测线等部分。
b) 支撑机构支撑机构主要指检具底板,由于检具精度高,要求支撑机构有足够强度、刚度,变形小。
检具底板上主要有三部分功能机构:搬运装置、测量基准装置(基准球、基准孔等)、支撑装置。
c) 定位机构定位机构主要包括:主、次定位销、定位边。
主、次定位销主要有圆柱和圆锥两种结构形式,主定位销限制被测件4个自由度,次定位销限制被测件旋转自由度。
d) 夹紧机构e) 检测机构检测机构包括样板刀、活块、检测销、划线销等。
f) 其他附件包括销座、销子连接绳,铭牌,基准保护套,色标卡等等部分。
上述机构中的本体结构、定位机构、检测机构三部分,是校准检具时,需要测量的主要部分,其计量特性决定了整套检具的质量。
2.0范围本指导书适用于在汽车工装等行业中,用于检测车身钣金件及塑胶件的检具、测量支架(以下统称检具)。
对于不同检具其计量特性的技术指标要求也有所不同,本指导书给出的检具计量特性指标仅供参考,具体计量特性技术指标(公差要求)应参照委托方要求确定。
3.0定义3.1 [测量]不确定度表征合理赋予被测量之值的分散性,与测量结果相联系的参数。
3.2 [测量结果的]重复性在相同测量条件下,对同一被测量进行连续多次测量所得结果之间的一致性。
3.3 扩展不确定度确定测量结果区间的量,合理赋予被测量之值分布的大部分可望含于此区间。
3.4 检具检具是一种用来测量和评价零件尺寸质量的专用检验设备,主要用于零件在线定性检验,对于零件上的某些极其重要的功能性尺寸,也可以利用检具进行定量检测。
全尺寸报告表(中英文+公式)_1.6.9

-80%
X
-20% 85%
-10% 120%
√
R
1.53 -0.1
1.650
X
17
Page 1 / 1
此处是高度, 可填可不填
项目编号 Mxxxxxx8 Project 检验员 xxxxxxx Inspector 检验日期 xxxx.xx.xx Inspection Date 尺寸 Dimension 公差 Tol.
图纸尺寸要求
数量 5 pcs Quantity 审核 xxxxxxx Verifier 审核日期 2018.2.10 Verification Date 实测值 Measured Value
xxxxxxxxxxxxxxxxxx有限公司
xxxxxxxxxxxxxxxxxx Co.,Ltd
全尺寸检验报告 Dimensions Inspection Report
产品名称 上盖 Part name COVER 产品图号 12xxxxxxxx1 Part number 产品图版本 00 Version 序号 Ref. No. 1 Roughness 粗糙度Ra 2 Roughness 位置度 3 Position 最小值 4 Min. 最大值 5 Max. 直径 6 Diameter 7
此处是名义尺寸 无公差
160.00 160.144 160.00 159.876
公式则不对其进行评价
"尺寸/公差" 这两栏必须打字输入, 不能插入 图片或其他形式,否则之后的公式计算会出
0.1
1.63 1.410 1.43 1.63 1.510 1.43 1.63 1.615 1.43
-120%
R
1.53 -0.1 0.1
检具尺寸检验报告模板范例

28
B4 29
F/A
30
31
B5 32
F/A
33
34
B6 35
F/A
36Leabharlann 3738C
C/C
39
40
1 2 3 4 5
41
check hole/slot position 检测孔销,位置 +/- 0.1
Surface contour 轮廓面 +/-0.15 第 2 页,共 5 页
42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71
X diff. Y check Y-master Y diff. Z check 基准孔 +/-0.05(指底板上测量基准)
Z-master Z diff. Vec.diff
Datums 基准 +/-0.10
第 1 页,共 5 页
B1 20
F/A
21
22
B2 23
F/A
24
25
B3 26
F/A
27
编制 created by:
检验 Inspected by:
审核 Verification:
第 5 页,共 5 页
第 3 页,共 5 页
72 73 74 75 76 77 78 79 80 81 82 83
Trim line 轮廓边 +/-0.15 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
第 4 页,共 5 页
20 21
1 2 3 4 5 6 7 8 9 10 11 12
产品尺寸检验作业指导书

产品尺寸检验作业指导书CG/PZJ01-2018 1 目的利用量具、仪器或专用检具对加工好的零件进行检测、比较,得到误差值或判断其是否符合质量要求。
2 范围适用于对机械加工产品的几何量误差进行检测。
3 依据GB/T 3177-2009产品几何技术规范(GPS)光滑工件尺寸的检验GB/T 10610-2009产品几何技术规范(GPS)表面结构轮廓法评定表面结构的规则和方法GB/T 1958-2004产品几何量技术规范(GPS) 形状和位置公差检测规定GB/T 11336-2004直线度误差检测GB/T 11337-2004平面度误差检测GB/T 4380-2004圆度误差的评定两点、三点法JB/T 7557-1994同轴度误差检测4 职责(1)检验人员负责选择方法并进行检测。
(2)技术负责人负责组织特殊情况下产品的方法选择。
5 作业方法5.1 检验前的准备工作检验人员依据《产品检验委托单》、技术文件和产品标准的要求确定检验项目,并选择适宜的检具和辅助工具,选择适合的检测方法,按照选择的方法进行检测,并做好记录。
使用的检具与辅助工具英语被测工件放置在同一环境条件下,并达到相同状态。
遇到特殊情况由技术负责人组织确认。
5.2尺寸误差检测(直径、长度、厚度等检测)5.2.1 轴径及其误差的常见检测方法用卡尺、千分尺、专用量表等普通计量器具进行检测,测量的位置及点数应按标准、规范及图纸的要求进行。
5.2.2 孔径及其误差的常见检测方法用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪进行检测,测量的位置及点数应按标准、规范及图纸的要求进行。
5.2.3 长度、厚度误差的检测(1)长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等进行测量。
(2)厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺、高度尺、量规等进行测量。
(3)壁厚尺寸使用超声波测厚仪、壁厚千分尺来测管类、薄壁件等的厚度。
检具检验报告

检具检验报告检具检验报告是一项重要的质量控制工作,它对于确保产品质量和安全具有重要意义。
无论是生产制造企业还是消费者,都需要依赖这份报告来了解产品是否符合相关标准和要求。
本文将探讨检具检验报告的作用、内容和标准,以及其在不同领域中的应用。
一、作用检具检验报告对生产企业具有指导作用。
通过检验报告,企业能够了解自身产品的不合格问题和缺陷,并及时采取对策,提高产品质量。
同时,检验报告也为企业提供了与客户沟通的桥梁,更好地满足客户需求,提升产品竞争力。
对于消费者来说,检具检验报告是购买产品时的参考依据。
通过报告,消费者可以了解产品的质量状况和可靠性,避免购买次品或不合格产品,保护自身权益。
此外,一些特殊群体,如儿童和老年人,对产品的安全性要求更高,检验报告为他们提供了选择合格产品的依据。
二、内容检具检验报告的内容通常包括以下几个方面。
1. 报告概述:包括产品名称、型号、制造商、检验时间等基本信息,让读者快速了解报告的主要内容。
2. 检测项目:列出产品需要检测的项目和相关标准,例如尺寸精度、材料成分、外观检查等。
3. 检测结果:评估产品在各项检测项目上的合格情况,通常采用合格、不合格、待查等标识符表示。
4. 分析和评价:对于不合格项目,报告将对其进行分析和评价,找出问题原因,并提供改进措施。
5. 检验员签署:报告中应包含检验员的签名和日期,确保报告的真实性和有效性。
三、标准不同行业和产品有不同的检具检验标准。
一些行业有自身专门制定的标准,如化妆品的GB/T 7912-2008《化妆品检验通则》。
其他行业则依靠国家标准或国际标准进行检验,如机械制造业的GB/T 2828《抽样检验程序及表》。
这些标准包含了产品的基本质量要求和检验方法,作为检验报告的依据。
除了行业标准,还有一些国家和地区的质量认证标准,如ISO 9001(质量管理体系认证)和ISO 14001(环境管理体系认证),也可以作为检具检验报告的参考依据。