Arobotstudio使用详细步骤
robot studio 教程

robot studio 教程Robot Studio教程第一章概述1.1 介绍本教程旨在向用户提供有关Robot Studio的全面指南。
Robot Studio是一款强大的仿真软件,可以帮助用户设计、模拟和优化系统。
1.2 安装在本章节中,将介绍如何和安装Robot Studio软件。
包括软件的系统要求,安装步骤以及常见问题解答。
第二章界面导览2.1 主界面这一章节将详细介绍Robot Studio的主界面,包括菜单栏、工具栏、快捷键等,以及如何切换视图,访问不同的功能模块。
2.2 视图控制在本章节中,将提供一些关于如何调整和控制Robot Studio的视图,包括缩放、旋转、平移等操作。
第三章创建模型3.1 建立基本模型这一章节将展示如何在Robot Studio中创建基本的模型,包括添加机械臂、关节、夹爪等组件。
3.2 导入CAD模型在本章节中,将介绍如何导入现有的CAD模型,并将其转换为Robot Studio可识别的格式。
第四章仿真与调试4.1 运行仿真这一章节将详细介绍如何运行仿真,并演示一些常见的操作,如的移动、捡取物体等。
4.2 调试程序在本章节中,将学习如何使用Robot Studio调试程序,检查错误和调整程序逻辑。
第五章路径规划与优化5.1 路径规划算法这一章节将介绍Robot Studio中使用的路径规划算法,包括最短路径、最优路径等。
并提供一些优化建议和技巧。
5.2 优化参数在本章节中,将讨论如何优化的工作参数,如速度、加速度等,以提高的性能和效率。
第六章系统集成6.1 外部设备集成这一章节将介绍如何与其他外部设备进行集成,包括传感器、相机、控制器等。
6.2 与PLC通信在本章节中,将学习如何与PLC(可编程逻辑控制器)通信,实现与生产线的无缝连接。
第七章高级功能7.1 机器学习这一章节将探讨如何在Robot Studio中应用机器学习技术,提高的智能水平和自适应能力。
robotstudio机器人系统创建步骤报告册
robotstudio机器人系统创建步骤报告册
创建RobotStudio机器人系统的步骤报告如下:
第一步: RobotStudio软件安装
首先需要在计算机上安装RobotStudio软件。
这可以从ABB公司的官方网站下载,并进行安装。
安装过程很直接,按照提示进行即可。
第二步:创建机器人系统
打开RobotStudio软件,首页会出现“新建机器人系统”的选项。
点击后,可以选择要使用的机器人类型。
根据所选机器人类型,软件会自动配置机器人的参数和工作范围。
第三步:创建工作单元和程序
在机器人系统内,可以创建多个工作单元,每个工作单元都是一个机器人程序。
建议先创建一个新的工作单元,然后在其中创建新程序。
程序生成以后,可以在可视化窗口内对其进行编辑,如添加运动、逻辑等操作。
第四步:调试机器人程序
调试程序是非常重要的步骤。
可以借助虚拟控制器进行模拟,检查机器人的工作是否正确。
如果可以联网的话,可以将程序从虚拟控制器传输到实际机器人控制器中运行。
第五步:导出程序
一旦程序确定无误,可以将程序导出到机器人控制器中运行。
在软件中选择文件导出,并选择正确的程序和机器人类型,然后导出到U盘或其他存储设备中。
总的来说,RobotStudio机器人系统的创建步骤包括:安装软件、创建机器人系统、创建工作单元和程序、调试程序、导出程序。
以此确保机器人的预期行为和功能正常工作。
ABB-robotstudio使用详细步骤
搬运码垛工作站建模1、创建机器人系统2、创建动态输送链3、创建动态夹具4、工作站逻辑连接5、添加 IO(设置好需重启)6、示教目标点(同步到 RAPID)7、RAPID编程、创建机器人系统1、创建空工作站2、导入IRB 260机器人模型3、从布局创建机器人系统,勾选 Chinese和709-1网络、创建动态输送链1、添加输送链并修改位置-<X>■*=-丿 =If e»wT Q ;b2L*a f^fsandWr任詩 5TJP1匚聲jj wf-i監lAM 帼1融M菲E9^ 烷■tl ・i |■厂 iRJlHP JuMJhri PRTBFh\^i ir*fite.,展』||\-」|||』(1咀1_补口B <I 「;工虫』.1)了曲|2、创建600*400*200的物料并修改位置3、添加一个smart组件屯日哼…乙? ”刁沫保存工作站]-ABB RobotStudio 6—4、添加source 组件@11: 5u 託电£marffil4P ^rentP Q si ti cn Ijnip)O.QQ1▲ D 00 區11亍0 00J K I TIQr i 曲 at i m Gee)C0.00T□. DOJL,| |y0 00 |T|_/ Tr insi ent田舐陌島城口茫已岂窿范复制对爲誉厅乐记・朗止冈存背屛龙发生. EKtCUte旋用5、设置物料本地原点建植控劃器gRAPID Add-Ins修改g 细'4蟲G 导入几呵燼>至都件 &桓架〒Smarty 伴Q 标记・孕虱*・宅]掏呻辿界 费表匡” £1表面边界 曰燥-闿从註盛边界GD --工卞壬宜 O 感去幌控亡m 戎U >苗合 客尿竣生成直践 它一建CAD*届性5C_箱送疽|____________ X 应胃关闭|筋|建模閩 牙味保存工作站1*声物料-2彳理1 SQ 義送睚X 励sc_输送链 I 融组________________________ 子对龜组井盪tn 细件编错父74芟Source物料属性璽SG_输送链组咸|属性与连结[信号和连捱丽 子对象鉅件麻恤纟冃件 g處呈Siurcft创建一个图盼组件的拷瓜已證垦二q 可it可见设走內竺设罟本地愛敷勒料应用 黄闭6、添力口 LINEMOVE 和 QUEU 组件返[未保存工作站1*fflft-4 sc.ffiisSiLin* ^rMov^r 丿二Qn 已"虫 S*ur 寸物H护物料_2Ctrl*X 复刮Ctrl-匚ct 「i 亠s墓考__| sc_«^S x L厢sc_输送链组成 禹性与逹结I 信号和连播I 设计7设置LINEMOVE 属性届性:Lin earM ever▼ X属性Object 日W 输送 ▼Direct ion Gnm) -i.ao ' o.oo " □.«): F(m/i)200Rtf&rsuciGlobal ♦信号BExecute1应用1灵闪]&添加面传感器组件Ori gin 亦 loao.oo**1 T 1-220. 00T73. 00~v1信号关闭9、设置输送链不能被传感器检测属■性:P Ilan eSensc rJE 性三]Axi si Q MH ) 450.000. 00 Axi E 2 ^nm)i0.00:0. 00E 色 iiHwdP art0. 00应用Ctrl-XCtfl-C帖芒 Ctrl+V已理几何愫检杳-^- W®^*ucs*&盘oX Srh ^-4 MSJ>叛丑>k惨顶M她雜SD 几词体应、外睚坏10、设置SC_输送链的属性连接11、设置信号连接12、添加信号处理组件,用于检测传感器下降沿届性! LogicGate[NOT|属性Op eratorBUTDelay (fi)□. 0信号关闭J |观匡丄| £C輕踊X [I尿sc_输送链组成国性与连结倍号亚按设计却毀组件SmartiS.^1 Source'创遂一个图形组件的拷贝Line aHM over移动一个対象剽一条结上”血Q ULEU电表示拘耐象的PA5'J*可作拘组进行撫纵Lo进缠Op布届連嘆I嚴I 匹味保存工怖占]*机械蕉詈jj Plu^«Stni:orJ事监测对象与平面相交Locic<?ate [HOT] 进帶悼信号的卷揖运箕13、传感器下降沿触发source进行copy I TL 输Ou14、传感器与SC 输送链的输出联系I士hHrfl 「n 心协产开孑耳十宙苗启涓垢 IfiBiSftriCW Swet驾 HUT E4tZ»«[*kL4Q>lEii4iL«av TlaieStJiscr 5eii5(rDLl 訓真IEli和 IIL-UELog. cGitf [HTT] Etatpicil Lofi [WT1Iipul KLoig : eGite [NTT]Qvlpijl?niriztJCMZICl O'-L (SCJflfett三扪匚“上・皿”"1_!"| 堀皆 总用 I/-」wTi i • )]||r15、添加仿真开始结束组件,用于激活传感器SC 更世楚X I sc 输送键召寻尊uFf cH ti' _i: - -i:-Ji 0 t ■C.Tnjut尙sc_输送链属性与14结|值号和谨接丨设计子对余组件3] Soiirce■创建一亍圉形组件的拷囚- LizLearFlcverV移动一介耐象到一杀线上Queue恚示脚对蔬的乩列,可作汁组遴讦操孤I J Fl uieS £tisorH事苗测对象与平面相交■I—、_ Lo^i[WT]A磁器勘宇信号的逻辑运算|/— SinulatiimEveiits,厶J一仿車畔冶和偉[:时片出『1瞬冲信2rrr16、添加置位复位组件,对仿真开始结束信号进行保持裁sc_输送琏组我匡性5连结荷号和连掩设计子对證殂件■ _ Linavrklayar叱移动-亍对象到—杀线上Q卫曽口聲表示为时象的认列,可作为组进行操纵[j, PlaneSens ore■监圳対象与平面相交-TA Ldgi eGate [HOT] 丄占逬荐敎宇信當的邊辑运算I/- R S irfiul ali oziE^eiits仿亘幵始和恒止时芨尤的脉冲信号洱1 cSHLfiteh昴设备谊傥锁定rrrSr^KW ihCl T^IniDfi dffil*ffl'Ifi蔚曲冃扁?fitL・GB^&t・ [ET]jull Ji L M□虫•■MTJ IificrUL■牛i・[IDT]JhjLjral S-7EE-Z3.Bx-t=i.t<il«M^4M4T泊他啦Xjmi tlllJlt ■附ShAalF'd arf! tnl ■,£dnl.*U«Ed I HT-I-I J Lhpa2>Li.C.-di dik、l-T«il>h"lBl<rMM刘沁吐l. T • tjj-fct B IWI.L呵崩・那廿TX ■il^474hl4*'Ii t|**別拯fc*§目网B3#?d»^rirc«EJMlt4pJ a>」*4EJVJ4K-F'l hTr«J4«j|M EiMirDldL tAjaoa-g.wM乩“町gi.U|i^<4 iRrTl T屮■■Lqf ■£|RT|.IH警初^4"电B EfietUI-*01」Fl U>fi::fMI知冋盯g实用祗気・ijli - FrZTan' i£iH・ i ,rE、■* *:■( T L?|L喧IL#.品5k*Hll*i;l aru: Ef^Jrl LAfL^SlLbLCh LaC-kkLl£JC^l^-l.t=SL llir^uaEjm fiEUn[iLnjli^j iflMU SdlFCE Exeort.«L"山啊吐鼻i 11 ■:■皿环MJ磴•hlTM「•:■»>< ■:卜:,•" J£f£.迂•:・:血"r^TT * i ti- 1 H^ 卜坯18、进行仿真设定选择SC ------- 输送链进行验证三、创建动态夹具1、先制作一个吸盘模型,然后设置成工具,并安装到机器人法拉盘2、添加SMAR组件3、添力口 ATTACHE和 DETACHE组件组薦属性与连结I信号和连接丽Atte.cher 安装-V 对象 D«t«.?L»r*拆瞧一个已安装的对象B单SniSSWf 何对象与两点之间的线段相交6、线传感器设置属性5、添加一个线传感器组件 子対隶组甘阖10组性LineSensorLineSen&or | G XJitt ~~aSt art (mm)[no^|^■o ao:1356.00Ji.亍1End Grwn)1505.00j ao^1256.00Ji. M 1R^diu瓦(rm)4. 00SeJisadFartiRiieo_n(j_2aa_oi/Ba£^ ■Seits&iFoiiLt (jnm)0.00 Q ao 14.00"信号日应用关闭7、设置吸盘工具不能被传感器检测8、把线传感器安装到吸盘(不更新位置,保持当前位置)丿廟囂二具曲勺吐t acker 商De lackerLiiLeSens丿七itsiCtrl-X口「1-匚Hrl-V 绘存为氧X. rr™可见送运为皿9、设置属性连接卜k届性body 1Body 11RB46O_11&_24G_Q1H”揃•鋅xipan电史K 1;11«利酒$世L'tT.DlTrt :t!D 庖活 H 许U 崛tfr WlT10、添加信号及连接励SC:_工具B J±生京t-.+(x> 肯E.:-•一'n =・k<! - =;F 门•命=三皿UK_________________:-ttlOO *™r.ectim 扌嚴Q 世型L'O "■inr.tirtE^s ND;11、添加信号处理取非和锁定组件子曲漿组件滋协细件Etflichftr:拆柠-亍已安装的对象LinaS aits or检测是否有任何对象与两点之i蒯绒段相交H f \ LogiuG札怙D1OT]占丿进行数宇信号的逻辑运算12、继续信号连接•Attaeher安装一个对象归L _! 凯,m SC_XA 坐WltlTF冃•eT* 愿刁三列旨佶己<Bi H[;13、添加一个示教物料14、应用手动线性验证 SC工具信号:]VarvOEoL 的一期1 tK 穹:左誠” M沾】”J富 I U Ko_] ]□申q*甘吨■iWtt Ad 用Iflff£❻血JE 具 II副让凸KT四、工作站逻辑连接忙;H弄y : f iP^fc ^dd-tvk H -■=壬書*j 7 G前mgweiwistB rH 皿曲•]>l3t«S X忑sc P alletp J •=呻辰北忌二片51-XW 3=- ■- =Ga.-亍 =二"teliEAS “盘切」1 ■口:医壬严口 S ■耳 精 H1T4t 3 ■神□HIM! ITdr ;j«5 出■鼻幣氏"**4sMx XT Jh jr/“片 AC Pad^BT JlllkSC "'Jir___________五、参考代码MODULE MainMoudlePERS tooldatatGrip:=[TRUE,[[0,0,200],[1,0,0,0]],[25,[0,0.00109327,116.889],[1,0,0,0],0,0 ,0]];!吸盘工具数据PERS loaddata LoadEmpty:=[0.01,[0,0,1],[1,0,0,0],0,0,0];PERS loaddata LoadFull:=[40,[0,0,50],[1,0,0,0],0,0,0];!有效载荷数据PERS robtarget pHome:=[[1620.00,-0.00,1331.59],[1.27986E-06,-0.707107,- 0.707107,1.27986E-06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!基准点PERS robtarget pActualPos:=[[1620,-1.87531E-14,1331.59],[1.27986E-06,- 0.707107,-0.707107,1.27986E-06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!实际点PERS robtargetpPick1:=[[1488.007792464,376.826660408,476.964684195],[0,0.707106307,0.7071 07256,0],[0,0,1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1 路拾取目标点PERS robtarget pPlace1:=[[-292.446,1263.27,55.4492],[0,0.707107,0.707106,0],[1,0,2,0],[9E+09,9E+09,9E+ 09,9E+09,9E+09,9E+09]];!1 路放置基准点PERS robtarget pBase1_0:=[[-292.446294945,1263.272085268,55.449220723],[0,0.707107387,0.707106176,0],[1 ,0,2,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1 路放置 0 度姿态PERS robtarget pBase1_90:=[[-391.976797324,1362.469634994,55.449159414],[0,1,-0.000030621,0],[1,0,3,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1 路放置 90度姿态PERS robtarget pPick2:=[[1488.013130905,-358.406014736,476.965039287],[0,0.707106307,0.707107256,0],[-1,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pPlace2:=[[-317.378,-1857.99,55.449],[0,0.707108,0.707106,0],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];PERS robtarget pBase2_0:=[[-317.378137718,-1857.993871961,55.448967354],[0,0.707107745,0.707105817,0],[-2,0,-1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pBase2_90:=[[-407.525988074,-1755.902485322,55.449282402],[0,1,-0.000031217,0],[-2,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS speeddata MinSpeed:=[1000,300,5000,1000];PERS speeddata MidSpeed:=[2500,400,5000,1000];PERS speeddata MaxSpeed:=[4000,500,5000,1000];!搬运速度定义PERS bool bPalletFull1:=FALSE;PERS bool bPalletFull2:=FALSE;!逻辑布尔量,拾取后为 UE放置后为FALSEPERS num nCount1:=1;PERS num nCount2:=1;!输送链计数PROC Main()rInitAll;WHILE TRUE DOIF diBoxInPos1=1 AND diPalletInPos1=1 AND bPalletFull1=FALSE THEN rPick1;rPlace1;ENDIFIF diBoxInPos2=1 AND diPalletInPos2=1 AND bPalletFull2=FALSE THEN rPick2;rPlace2;ENDIFWaitTime 0.1;ENDWHILEENDPROCPROC rInitAll()Reset doGrip;pActualPos:=CRobT(\tool:=tGrip);pActualPos.trans.z:=pHome.trans.z;MoveL pActualPos,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pHome,MidSpeed,fine,tGrip\WObj:=wobj0;bPalletFull1:=FALSE;nCount1:=1;bPalletFull2:=FALSE;nCount2:=1;ENDPROCPROC rPick1()MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0;MoveL pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime 0.3;GripLoad LoadFull;MoveL Offs(pPick1,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPick2()MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0;MoveL pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime 0.3;GripLoad LoadFull;MoveL Offs(pPick2,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPlace1()rPosition1;MoveJ Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0;MoveL pPlace1,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime 0.3;GripLoad LoadEmpty;MoveL Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0;MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0;nCount1:=nCount1+1;IF nCount1>20 THENbPalletFull1:=TRUE;ENDIFENDPROCPROC rPlace2()rPosition2;MoveJ Offs(pPlace2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0;MoveL pPlace2,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime 0.3;GripLoad LoadEmpty;MoveL Offs(pPlace2,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0;MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0;nCount2:=nCount2+1;IF nCount2>20 THENbPalletFull2:=TRUE;ENDIFENDPROCPROC rPosition1()TEST nCount1CASE 1: pPlace1:=Offs(pBase1_0,0,0,0);CASE 2: pPlace1:=Offs(pBase1_0,600+10,0,0);CASE 3: pPlace1:=Offs(pBase1_90,0,400+10,0);CASE 4: pPlace1:=Offs(pBase1_90,400+10,400+10,0);CASE 5: pPlace1:=Offs(pBase1_90,800+20,400+10,0);CASE 6: pPlace1:=Offs(pBase1_0,0,600+10,200);CASE 7: pPlace1:=Offs(pBase1_0,600+10,600+10,200);CASE 8: pPlace1:=Offs(pBase1_90,0,0,200);CASE 9: pPlace1:=Offs(pBase1_90,400+10,0,200);CASE 10: pPlace1:=Offs(pBase1_90,800+20,0,200);CASE 11: pPlace1:=Offs(pBase1_0,0,0,400);CASE 12: pPlace1:=Offs(pBase1_0,600+10,0,400);CASE 13: pPlace1:=Offs(pBase1_90,0,400+10,400);CASE 14: pPlace1:=Offs(pBase1_90,400+10,400+10,400);CASE 15: pPlace1:=Offs(pBase1_90,800+20,400+10,400);CASE 16:pPlace1:=Offs(pBase1_0,0,600+10,600);CASE 17:pPlace1:=Offs(pBase1_0,600+10,600+10,600);CASE 18:pPlace1:=Offs(pBase1_90,0,0,600);CASE 19:pPlace1:=Offs(pBase1_90,400+10,0,600);CASE 20:pPlace1:=Offs(pBase1_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!";Stop;ENDTESTENDPROCPROC rPosition2()TEST nCount2CASE 1:pPlace2:=Offs(pBase2_0,0,0,0);CASE 2:pPlace2:=Offs(pBase2_0,600+10,0,0);CASE 3:pPlace2:=Offs(pBase2_90,0,400+10,0);CASE 4:pPlace2:=Offs(pBase2_90,400+10,400+10,0);CASE 5:pPlace2:=Offs(pBase2_90,800+20,400+10,0);CASE 6:pPlace2:=Offs(pBase2_0,0,600+10,200);CASE 7:pPlace2:=Offs(pBase2_0,600+10,600+10,200);CASE 8:pPlace2:=Offs(pBase2_90,0,0,200);CASE 9:pPlace2:=Offs(pBase2_90,400+10,0,200);CASE 10:pPlace2:=Offs(pBase2_90,800+20,0,200);CASE 11:pPlace2:=Offs(pBase2_0,0,0,400);CASE 12:pPlace2:=Offs(pBase2_0,600+10,0,400);CASE 13:pPlace2:=Offs(pBase2_90,0,400+10,400);CASE 14:pPlace2:=Offs(pBase2_90,400+10,400+10,400);CASE 15:pPlace2:=Offs(pBase2_90,800+20,400+10,400);CASE 16:pPlace2:=Offs(pBase2_0,0,600+10,600);CASE 17:pPlace2:=Offs(pBase2_0,600+10,600+10,600);CASE 18:pPlace2:=Offs(pBase2_90,0,0,600);CASE 19:pPlace2:=Offs(pBase2_90,400+10,0,600);CASE 20:pPlace2:=Offs(pBase2_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!";Stop;ENDTESTENDPROCPROC rModify()MoveJ pHome,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_90,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_90,MinSpeed,fine,tGrip\WObj:=wobj0;ENDPROCENDMODULE欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等打造全网一站式需求。
ABB robotstudio使用详细步骤
搬运码垛工作站建模1、创建机器人系统2、创建动态输送链3、创建动态夹具4、工作站逻辑连接5、添加IO(设置好需重启)6、示教目标点(同步到RAPID)7、RAPID编程一、创建机器人系统1、创建空工作站2、导入IRB 260机器人模型3、从布局创建机器人系统,勾选Chinese和709-1网络二、创建动态输送链1、添加输送链并修改位置2、创建600*400*200的物料并修改位置3、添加一个smart组件4、添加source组件5、设置物料本地原点6、添加LINEMOVER和QUEUE组件7设置LINEMOVER属性8、添加面传感器组件9、设置输送链不能被传感器检测10、设置SC_输送链的属性连接11、设置信号连接12、添加信号处理组件,用于检测传感器下降沿13、传感器下降沿触发source进行copy14、传感器与SC输送链的输出联系15、添加仿真开始结束组件,用于激活传感器16、添加置位复位组件,对仿真开始结束信号进行保持17、18、进行仿真设定选择SC——输送链进行验证三、创建动态夹具1、先制作一个吸盘模型,然后设置成工具,并安装到机器人法拉盘2、添加SMART组件3、添加ATTACHER和DETACHER组件4、设置属性5、添加一个线传感器组件6、线传感器设置属性7、设置吸盘工具不能被传感器检测8、把线传感器安装到吸盘(不更新位置,保持当前位置)9、设置属性连接10、添加信号及连接11、添加信号处理取非和锁定组件12、继续信号连接13、添加一个示教物料14、应用手动线性验证SC_工具四、工作站逻辑连接五、参考代码MODULE MainMoudlePERS tooldatatGrip:=[TRUE,[[0,0,200],[1,0,0,0]],[25,[0,0.00109327,116.889],[1,0,0,0],0,0,0]];!吸盘工具数据PERS loaddata LoadEmpty:=[0.01,[0,0,1],[1,0,0,0],0,0,0];PERS loaddata LoadFull:=[40,[0,0,50],[1,0,0,0],0,0,0];!有效载荷数据PERS robtarget pHome:=[[1620.00,-0.00,1331.59],[1.27986E-06,-0.707107,-0.707107,1.27986E-06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!基准点PERS robtarget pActualPos:=[[1620,-1.87531E-14,1331.59],[1.27986E-06,-0.707107,-0.707107,1.27986E-06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!实际点PERS robtargetpPick1:=[[1488.007792464,376.826660408,476.964684195],[0,0.707106307,0.7071 07256,0],[0,0,1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路拾取目标点PERS robtarget pPlace1:=[[-292.446,1263.27,55.4492],[0,0.707107,0.707106,0],[1,0,2,0],[9E+09,9E+09,9E+09, 9E+09,9E+09,9E+09]];!1路放置基准点PERS robtarget pBase1_0:=[[-292.446294945,1263.272085268,55.449220723],[0,0.707107387,0.707106176,0],[1, 0,2,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路放置0度姿态PERS robtarget pBase1_90:=[[-391.976797324,1362.469634994,55.449159414],[0,1,-0.000030621,0],[1,0,3,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路放置90度姿态PERS robtarget pPick2:=[[1488.013130905,-358.406014736,476.965039287],[0,0.707106307,0.707107256,0],[-1,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pPlace2:=[[-317.378,-1857.99,55.449],[0,0.707108,0.707106,0],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];PERS robtarget pBase2_0:=[[-317.378137718,-1857.993871961,55.448967354],[0,0.707107745,0.707105817,0],[-2,0,-1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pBase2_90:=[[-407.525988074,-1755.902485322,55.449282402],[0,1,-0.000031217,0],[-2,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS speeddata MinSpeed:=[1000,300,5000,1000];PERS speeddata MidSpeed:=[2500,400,5000,1000];PERS speeddata MaxSpeed:=[4000,500,5000,1000];!搬运速度定义PERS bool bPalletFull1:=FALSE;PERS bool bPalletFull2:=FALSE;!逻辑布尔量,拾取后为UE,放置后为FALSEPERS num nCount1:=1;PERS num nCount2:=1;!输送链计数PROC Main()rInitAll;WHILE TRUE DOIF diBoxInPos1=1 AND diPalletInPos1=1 AND bPalletFull1=FALSE THEN rPick1;rPlace1;ENDIFIF diBoxInPos2=1 AND diPalletInPos2=1 AND bPalletFull2=FALSE THEN rPick2;rPlace2;ENDIFWaitTime 0.1;ENDWHILEENDPROCPROC rInitAll()Reset doGrip;pActualPos:=CRobT(\tool:=tGrip);pActualPos.trans.z:=pHome.trans.z;MoveL pActualPos,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pHome,MidSpeed,fine,tGrip\WObj:=wobj0;bPalletFull1:=FALSE;nCount1:=1;bPalletFull2:=FALSE;nCount2:=1;ENDPROCPROC rPick1()MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0;MoveL pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime 0.3;GripLoad LoadFull;MoveL Offs(pPick1,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPick2()MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime 0.3;GripLoad LoadFull;MoveL Offs(pPick2,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPlace1()rPosition1;MoveJ Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace1,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime 0.3;GripLoad LoadEmpty;MoveL Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount1:=nCount1+1;IF nCount1>20 THENbPalletFull1:=TRUE;ENDIFENDPROCPROC rPlace2()rPosition2;MoveJ Offs(pPlace2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace2,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime 0.3;GripLoad LoadEmpty;MoveL Offs(pPlace2,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount2:=nCount2+1;IF nCount2>20 THENbPalletFull2:=TRUE;ENDIFENDPROCPROC rPosition1()TEST nCount1CASE 1:pPlace1:=Offs(pBase1_0,0,0,0);CASE 2:pPlace1:=Offs(pBase1_0,600+10,0,0);CASE 3:pPlace1:=Offs(pBase1_90,0,400+10,0);CASE 4:pPlace1:=Offs(pBase1_90,400+10,400+10,0);CASE 5:pPlace1:=Offs(pBase1_90,800+20,400+10,0);CASE 6:pPlace1:=Offs(pBase1_0,0,600+10,200);CASE 7:pPlace1:=Offs(pBase1_0,600+10,600+10,200);CASE 8:pPlace1:=Offs(pBase1_90,0,0,200);CASE 9:pPlace1:=Offs(pBase1_90,400+10,0,200);CASE 10:pPlace1:=Offs(pBase1_90,800+20,0,200);CASE 11:pPlace1:=Offs(pBase1_0,0,0,400);CASE 12:pPlace1:=Offs(pBase1_0,600+10,0,400);CASE 13:pPlace1:=Offs(pBase1_90,0,400+10,400);CASE 14:pPlace1:=Offs(pBase1_90,400+10,400+10,400);CASE 15:pPlace1:=Offs(pBase1_90,800+20,400+10,400);CASE 16:pPlace1:=Offs(pBase1_0,0,600+10,600);CASE 17:pPlace1:=Offs(pBase1_0,600+10,600+10,600);CASE 18:pPlace1:=Offs(pBase1_90,0,0,600);CASE 19:pPlace1:=Offs(pBase1_90,400+10,0,600);CASE 20:pPlace1:=Offs(pBase1_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!"; Stop;ENDTESTENDPROCPROC rPosition2()TEST nCount2CASE 1:pPlace2:=Offs(pBase2_0,0,0,0);CASE 2:pPlace2:=Offs(pBase2_0,600+10,0,0);CASE 3:pPlace2:=Offs(pBase2_90,0,400+10,0);CASE 4:pPlace2:=Offs(pBase2_90,400+10,400+10,0); CASE 5:pPlace2:=Offs(pBase2_90,800+20,400+10,0); CASE 6:pPlace2:=Offs(pBase2_0,0,600+10,200);CASE 7:pPlace2:=Offs(pBase2_0,600+10,600+10,200); CASE 8:pPlace2:=Offs(pBase2_90,0,0,200);CASE 9:pPlace2:=Offs(pBase2_90,400+10,0,200);CASE 10:pPlace2:=Offs(pBase2_90,800+20,0,200);CASE 11:pPlace2:=Offs(pBase2_0,0,0,400);CASE 12:pPlace2:=Offs(pBase2_0,600+10,0,400);CASE 13:pPlace2:=Offs(pBase2_90,0,400+10,400);CASE 14:pPlace2:=Offs(pBase2_90,400+10,400+10,400); CASE 15:pPlace2:=Offs(pBase2_90,800+20,400+10,400); CASE 16:pPlace2:=Offs(pBase2_0,0,600+10,600);CASE 17:pPlace2:=Offs(pBase2_0,600+10,600+10,600);CASE 18:pPlace2:=Offs(pBase2_90,0,0,600);CASE 19:pPlace2:=Offs(pBase2_90,400+10,0,600);CASE 20:pPlace2:=Offs(pBase2_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!"; Stop;ENDTESTENDPROCPROC rModify()MoveJ pHome,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_90,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_90,MinSpeed,fine,tGrip\WObj:=wobj0;ENDPROCENDMODULE。
用robotstudio设计视觉码垛机器人目标识别与抓取设计

用robotstudio设计视觉码垛机器人目标识别与抓
取设计
1. 首先,在robotstudio中创建一个新项目并添加要使用的机器人模型。
2. 将相机或传感器添加到机器人中,以便机器人可以检测和识别工件。
3. 在robotstudio中创建一个新任务,并将其命名为“视觉码垛机器人目标识别与抓取”。
4. 在该任务的工具栏中,选择“Vision”选项卡,并添加要使用的视觉软件和相机。
5. 在“Vision”选项卡中,通过设置参数配置视觉软件和相机,如使用的图像分辨率,触发方式等。
6. 根据需要创建一个新的程序,用于控制机器人在工作空间中的移动和抓取操作。
7. 在程序中使用视觉软件来检测和识别工件。
这可以通过添加程序模块来完成,该模块使用基于视觉的函数和命令。
8. 根据工件的位置,使用机器人控制程序来移动机器人,并将其手臂放置在正
确的位置。
9. 然后使用机器人控制程序来进行抓取操作,将工件放置在指定位置。
10. 调试和测试机器人操作并在需要的情况下进行修改。
完成后保存程序并将其上传到机器人控制器中。
ABBrobotstudio使用详细步骤

搬运码垛工作站建模1、创建机器人系统2、创建动态输送链3、创建动态夹具4、工作站逻辑连接5、添加IO(设置好需重启)6、示教目标点(同步到RAPID)7、RAPID编程一、创建机器人系统1、创建空工作站2、导入IRB 260机器人模型3、从布局创建机器人系统,勾选Chinese和709-1网络二、创建动态输送链1、添加输送链并修改位置2、创建600*400*200的物料并修改位置3、添加一个smart组件4、添加source组件5、设置物料本地原点6、添加LINEMOVER和QUEUE组件7设置LINEMOVER属性8、添加面传感器组件9、设置输送链不能被传感器检测10、设置SC_输送链的属性连接11、设置信号连接12、添加信号处理组件,用于检测传感器下降沿13、传感器下降沿触发source进行copy14、传感器与SC输送链的输出联系15、添加仿真开始结束组件,用于激活传感器16、添加置位复位组件,对仿真开始结束信号进行保持17、18、进行仿真设定选择SC——输送链进行验证三、创建动态夹具1、先制作一个吸盘模型,然后设置成工具,并安装到机器人法拉盘2、添加SMART组件3、添加ATTACHER和DETACHER组件4、设置属性5、添加一个线传感器组件6、线传感器设置属性7、设置吸盘工具不能被传感器检测8、把线传感器安装到吸盘(不更新位置,保持当前位置)9、设置属性连接10、添加信号及连接11、添加信号处理取非和锁定组件12、继续信号连接13、添加一个示教物料14、应用手动线性验证SC_工具四、工作站逻辑连接五、参考代码MODULE MainMoudlePERS tooldatatGrip:=[TRUE,[[0,0,200],[1,0,0,0]],[25,[0,0.00109327,116.889],[1,0,0,0],0,0,0]];!吸盘工具数据PERS loaddata LoadEmpty:=[0.01,[0,0,1],[1,0,0,0],0,0,0];PERS loaddata LoadFull:=[40,[0,0,50],[1,0,0,0],0,0,0];!有效载荷数据PERS robtarget pHome:=[[1620.00,-0.00,1331.59],[1.27986E-06,-0.707107,-0.707107,1.27986E-06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!基准点PERS robtarget pActualPos:=[[1620,-1.87531E-14,1331.59],[1.27986E-06,-0.707107,-0.707107,1.27986E-06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!实际点PERS robtargetpPick1:=[[1488.007792464,376.826660408,476.964684195],[0,0.707106307,0.707107256,0] ,[0,0,1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路拾取目标点PERS robtarget pPlace1:=[[-292.446,1263.27,55.4492],[0,0.707107,0.707106,0],[1,0,2,0],[9E+09,9E+09,9E+09,9E+09,9 E+09,9E+09]];!1路放置基准点PERS robtarget pBase1_0:=[[-292.446294945,1263.272085268,55.449220723],[0,0.707107387,0.707106176,0],[1,0,2,0],[9 E9,9E9,9E9,9E9,9E9,9E9]];!1路放置0度姿态PERS robtarget pBase1_90:=[[-391.976797324,1362.469634994,55.449159414],[0,1,-0.000030621,0],[1,0,3,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路放置90度姿态PERS robtarget pPick2:=[[1488.013130905,-358.406014736,476.965039287],[0,0.707106307,0.707107256,0],[-1,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pPlace2:=[[-317.378,-1857.99,55.449],[0,0.707108,0.707106,0],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];PERS robtarget pBase2_0:=[[-317.378137718,-1857.993871961,55.448967354],[0,0.707107745,0.707105817,0],[-2,0,-1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pBase2_90:=[[-407.525988074,-1755.902485322,55.449282402],[0,1,-0.000031217,0],[-2,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS speeddata MinSpeed:=[1000,300,5000,1000];PERS speeddata MidSpeed:=[2500,400,5000,1000];PERS speeddata MaxSpeed:=[4000,500,5000,1000];!搬运速度定义PERS bool bPalletFull1:=FALSE;PERS bool bPalletFull2:=FALSE;!逻辑布尔量,拾取后为UE,放置后为FALSEPERS num nCount1:=1;PERS num nCount2:=1;!输送链计数PROC Main()rInitAll;WHILE TRUE DOIF diBoxInPos1=1 AND diPalletInPos1=1 AND bPalletFull1=FALSE THEN rPick1;rPlace1;ENDIFIF diBoxInPos2=1 AND diPalletInPos2=1 AND bPalletFull2=FALSE THEN rPick2;rPlace2;ENDIFWaitTime 0.1;ENDWHILEENDPROCPROC rInitAll()Reset doGrip;pActualPos:=CRobT(\tool:=tGrip);pActualPos.trans.z:=pHome.trans.z;MoveL pActualPos,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pHome,MidSpeed,fine,tGrip\WObj:=wobj0;bPalletFull1:=FALSE;nCount1:=1;bPalletFull2:=FALSE;nCount2:=1;ENDPROCPROC rPick1()MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0;MoveL pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime 0.3;GripLoad LoadFull;MoveL Offs(pPick1,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPick2()MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime 0.3;GripLoad LoadFull;MoveL Offs(pPick2,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPlace1()rPosition1;MoveJ Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace1,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime 0.3;GripLoad LoadEmpty;MoveL Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount1:=nCount1+1;IF nCount1>20 THENbPalletFull1:=TRUE;ENDIFENDPROCPROC rPlace2()rPosition2;MoveJ Offs(pPlace2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace2,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime 0.3;GripLoad LoadEmpty;MoveL Offs(pPlace2,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount2:=nCount2+1;IF nCount2>20 THENbPalletFull2:=TRUE;ENDIFENDPROCPROC rPosition1()TEST nCount1CASE 1:pPlace1:=Offs(pBase1_0,0,0,0);CASE 2:pPlace1:=Offs(pBase1_0,600+10,0,0);CASE 3:pPlace1:=Offs(pBase1_90,0,400+10,0);CASE 4:pPlace1:=Offs(pBase1_90,400+10,400+10,0);CASE 5:pPlace1:=Offs(pBase1_90,800+20,400+10,0);CASE 6:pPlace1:=Offs(pBase1_0,0,600+10,200);CASE 7:pPlace1:=Offs(pBase1_0,600+10,600+10,200);CASE 8:pPlace1:=Offs(pBase1_90,0,0,200);CASE 9:pPlace1:=Offs(pBase1_90,400+10,0,200);CASE 10:pPlace1:=Offs(pBase1_90,800+20,0,200);CASE 11:pPlace1:=Offs(pBase1_0,0,0,400);CASE 12:pPlace1:=Offs(pBase1_0,600+10,0,400);CASE 13:pPlace1:=Offs(pBase1_90,0,400+10,400);CASE 14:pPlace1:=Offs(pBase1_90,400+10,400+10,400);CASE 15:pPlace1:=Offs(pBase1_90,800+20,400+10,400);CASE 16:pPlace1:=Offs(pBase1_0,0,600+10,600);CASE 17:pPlace1:=Offs(pBase1_0,600+10,600+10,600);CASE 18:pPlace1:=Offs(pBase1_90,0,0,600);CASE 19:pPlace1:=Offs(pBase1_90,400+10,0,600);CASE 20:pPlace1:=Offs(pBase1_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!"; Stop;ENDPROCPROC rPosition2()TEST nCount2CASE 1:pPlace2:=Offs(pBase2_0,0,0,0);CASE 2:pPlace2:=Offs(pBase2_0,600+10,0,0);CASE 3:pPlace2:=Offs(pBase2_90,0,400+10,0);CASE 4:pPlace2:=Offs(pBase2_90,400+10,400+10,0); CASE 5:pPlace2:=Offs(pBase2_90,800+20,400+10,0); CASE 6:pPlace2:=Offs(pBase2_0,0,600+10,200);CASE 7:pPlace2:=Offs(pBase2_0,600+10,600+10,200); CASE 8:pPlace2:=Offs(pBase2_90,0,0,200);CASE 9:pPlace2:=Offs(pBase2_90,400+10,0,200);CASE 10:pPlace2:=Offs(pBase2_90,800+20,0,200);CASE 11:pPlace2:=Offs(pBase2_0,0,0,400);CASE 12:pPlace2:=Offs(pBase2_0,600+10,0,400);CASE 13:pPlace2:=Offs(pBase2_90,0,400+10,400);pPlace2:=Offs(pBase2_90,400+10,400+10,400);CASE 15:pPlace2:=Offs(pBase2_90,800+20,400+10,400);CASE 16:pPlace2:=Offs(pBase2_0,0,600+10,600);CASE 17:pPlace2:=Offs(pBase2_0,600+10,600+10,600);CASE 18:pPlace2:=Offs(pBase2_90,0,0,600);CASE 19:pPlace2:=Offs(pBase2_90,400+10,0,600);CASE 20:pPlace2:=Offs(pBase2_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!"; Stop;ENDTESTENDPROCPROC rModify()MoveJ pHome,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_90,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_90,MinSpeed,fine,tGrip\WObj:=wobj0;ENDPROCENDMODULE。
ABB-robotstudio使用详细步骤

搬运码垛工作站建模1、创建机器人系统2、创建动态输送链3、创建动态夹具4、工作站逻辑连接5、添加IO(设置好需重启)6、示教目标点(同步到RAPID)7、RAPID编程一、创建机器人系统1、创建空工作站2、导入IRB 260机器人模型3、从布局创建机器人系统,勾选Chinese和709-1网络二、创建动态输送链1、添加输送链并修改位置2、创建600*400*200的物料并修改位置3、添加一个smart组件4、添加source组件5、设置物料本地原点6、添加LINEMOVER和QUEUE组件7设置LINEMOVER属性8、添加面传感器组件9、设置输送链不能被传感器检测10、设置SC_输送链的属性连接11、设置信号连接12、添加信号处理组件,用于检测传感器下降沿13、传感器下降沿触发source进行copy14、传感器与SC输送链的输出联系15、添加仿真开始结束组件,用于激活传感器16、添加置位复位组件,对仿真开始结束信号进行保持17、18、进行仿真设定选择SC——输送链进行验证三、创建动态夹具1、先制作一个吸盘模型,然后设置成工具,并安装到机器人法拉盘2、添加SMART组件3、添加ATTACHER和DETACHER组件4、设置属性5、添加一个线传感器组件6、线传感器设置属性7、设置吸盘工具不能被传感器检测8、把线传感器安装到吸盘(不更新位置,保持当前位置)9、设置属性连接10、添加信号及连接11、添加信号处理取非和锁定组件12、继续信号连接13、添加一个示教物料14、应用手动线性验证SC_工具四、工作站逻辑连接五、参考代码MODULE MainMoudlePERS tooldatatGrip:=[TRUE,[[0,0,200],[1,0,0,0]],[25,[0,0.00109327,116.889],[1,0,0,0],0,0,0]];!吸盘工具数据PERS loaddata LoadEmpty:=[0.01,[0,0,1],[1,0,0,0],0,0,0];PERS loaddata LoadFull:=[40,[0,0,50],[1,0,0,0],0,0,0];!有效载荷数据PERS robtarget pHome:=[[1620.00,-0.00,1331.59],[1.27986E-06,-0.707107,-0.707107,1.27986E-06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!基准点PERS robtarget pActualPos:=[[1620,-1.87531E-14,1331.59],[1.27986E-06,-0.707107,-0.707107,1.27986E-06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!实际点PERS robtargetpPick1:=[[1488.007792464,376.826660408,476.964684195],[0,0.707106307,0.7071 07256,0],[0,0,1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路拾取目标点PERS robtarget pPlace1:=[[-292.446,1263.27,55.4492],[0,0.707107,0.707106,0],[1,0,2,0],[9E+09,9E+09,9E+09, 9E+09,9E+09,9E+09]];!1路放置基准点PERS robtarget pBase1_0:=[[-292.446294945,1263.272085268,55.449220723],[0,0.707107387,0.707106176,0],[1, 0,2,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路放置0度姿态PERS robtarget pBase1_90:=[[-391.976797324,1362.469634994,55.449159414],[0,1,-0.000030621,0],[1,0,3,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路放置90度姿态PERS robtarget pPick2:=[[1488.013130905,-358.406014736,476.965039287],[0,0.707106307,0.707107256,0],[-1,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pPlace2:=[[-317.378,-1857.99,55.449],[0,0.707108,0.707106,0],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];PERS robtarget pBase2_0:=[[-317.378137718,-1857.993871961,55.448967354],[0,0.707107745,0.707105817,0],[-2,0,-1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pBase2_90:=[[-407.525988074,-1755.902485322,55.449282402],[0,1,-0.000031217,0],[-2,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS speeddata MinSpeed:=[1000,300,5000,1000];PERS speeddata MidSpeed:=[2500,400,5000,1000];PERS speeddata MaxSpeed:=[4000,500,5000,1000];!搬运速度定义PERS bool bPalletFull1:=FALSE;PERS bool bPalletFull2:=FALSE;!逻辑布尔量,拾取后为UE,放置后为FALSEPERS num nCount1:=1;PERS num nCount2:=1;!输送链计数PROC Main()rInitAll;WHILE TRUE DOIF diBoxInPos1=1 AND diPalletInPos1=1 AND bPalletFull1=FALSE THEN rPick1;rPlace1;ENDIFIF diBoxInPos2=1 AND diPalletInPos2=1 AND bPalletFull2=FALSE THEN rPick2;rPlace2;ENDIFWaitTime 0.1;ENDWHILEENDPROCPROC rInitAll()Reset doGrip;pActualPos:=CRobT(\tool:=tGrip);pActualPos.trans.z:=pHome.trans.z;MoveL pActualPos,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pHome,MidSpeed,fine,tGrip\WObj:=wobj0;bPalletFull1:=FALSE;nCount1:=1;bPalletFull2:=FALSE;nCount2:=1;ENDPROCPROC rPick1()MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime 0.3;GripLoad LoadFull;MoveL Offs(pPick1,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPick2()MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime 0.3;GripLoad LoadFull;MoveL Offs(pPick2,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPlace1()rPosition1;MoveJ Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace1,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime 0.3;GripLoad LoadEmpty;MoveL Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount1:=nCount1+1;IF nCount1>20 THENbPalletFull1:=TRUE;ENDIFENDPROCPROC rPlace2()rPosition2;MoveJ Offs(pPlace2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace2,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime 0.3;GripLoad LoadEmpty;MoveL Offs(pPlace2,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount2:=nCount2+1;IF nCount2>20 THENbPalletFull2:=TRUE;ENDIFENDPROCPROC rPosition1()TEST nCount1CASE 1:pPlace1:=Offs(pBase1_0,0,0,0);CASE 2:pPlace1:=Offs(pBase1_0,600+10,0,0);pPlace1:=Offs(pBase1_90,0,400+10,0);CASE 4:pPlace1:=Offs(pBase1_90,400+10,400+10,0); CASE 5:pPlace1:=Offs(pBase1_90,800+20,400+10,0); CASE 6:pPlace1:=Offs(pBase1_0,0,600+10,200);CASE 7:pPlace1:=Offs(pBase1_0,600+10,600+10,200); CASE 8:pPlace1:=Offs(pBase1_90,0,0,200);CASE 9:pPlace1:=Offs(pBase1_90,400+10,0,200);CASE 10:pPlace1:=Offs(pBase1_90,800+20,0,200);CASE 11:pPlace1:=Offs(pBase1_0,0,0,400);CASE 12:pPlace1:=Offs(pBase1_0,600+10,0,400);CASE 13:pPlace1:=Offs(pBase1_90,0,400+10,400);CASE 14:pPlace1:=Offs(pBase1_90,400+10,400+10,400); CASE 15:pPlace1:=Offs(pBase1_90,800+20,400+10,400); CASE 16:pPlace1:=Offs(pBase1_0,0,600+10,600);CASE 17:pPlace1:=Offs(pBase1_0,600+10,600+10,600);pPlace1:=Offs(pBase1_90,0,0,600);CASE 19:pPlace1:=Offs(pBase1_90,400+10,0,600);CASE 20:pPlace1:=Offs(pBase1_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!"; Stop;ENDTESTENDPROCPROC rPosition2()TEST nCount2CASE 1:pPlace2:=Offs(pBase2_0,0,0,0);CASE 2:pPlace2:=Offs(pBase2_0,600+10,0,0);CASE 3:pPlace2:=Offs(pBase2_90,0,400+10,0);CASE 4:pPlace2:=Offs(pBase2_90,400+10,400+10,0);CASE 5:pPlace2:=Offs(pBase2_90,800+20,400+10,0);CASE 6:pPlace2:=Offs(pBase2_0,0,600+10,200);CASE 7:pPlace2:=Offs(pBase2_0,600+10,600+10,200);CASE 8:pPlace2:=Offs(pBase2_90,0,0,200);CASE 9:pPlace2:=Offs(pBase2_90,400+10,0,200);CASE 10:pPlace2:=Offs(pBase2_90,800+20,0,200);CASE 11:pPlace2:=Offs(pBase2_0,0,0,400);CASE 12:pPlace2:=Offs(pBase2_0,600+10,0,400);CASE 13:pPlace2:=Offs(pBase2_90,0,400+10,400);CASE 14:pPlace2:=Offs(pBase2_90,400+10,400+10,400);CASE 15:pPlace2:=Offs(pBase2_90,800+20,400+10,400);CASE 16:pPlace2:=Offs(pBase2_0,0,600+10,600);CASE 17:pPlace2:=Offs(pBase2_0,600+10,600+10,600);CASE 18:pPlace2:=Offs(pBase2_90,0,0,600);CASE 19:pPlace2:=Offs(pBase2_90,400+10,0,600);CASE 20:pPlace2:=Offs(pBase2_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!"; Stop;ENDTESTENDPROCPROC rModify()MoveJ pHome,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_0,MinSpeed,fine,tGrip\WObj:=wobj0; MoveJ pBase1_90,MinSpeed,fine,tGrip\WObj:=wobj0; MoveJ pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_0,MinSpeed,fine,tGrip\WObj:=wobj0; MoveJ pBase2_90,MinSpeed,fine,tGrip\WObj:=wobj0; ENDPROCENDMODULE。
abb机器人仿真步骤
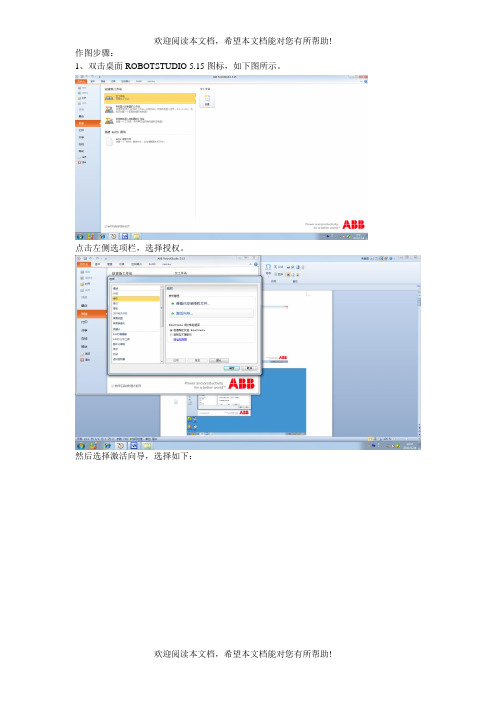
作图步骤:1、双击桌面ROBOTSTUDIO 5.15图标,如下图所示。
点击左侧选项栏,选择授权。
然后选择激活向导,选择如下:2、点击创建文件,出现如下界面。
3、选择机器人模型,点击ABB模型库,出现如下界面,选择IRB2600.把承重能力改为20KG.4、然后点击导入模型库,下拖选择MYTOOL后,然后把左侧边mytool工具拖到IRB2600-20-165-01,机器人上自动安装了喷头工具。
5、然后点击机器人系统菜单,选择从布局创建系统。
在此项目中,可以在名称处修改系统的名称,尤其在系统多的情况下。
在主菜单中,一定要修改工具,把原始的tool10改为mytool。
或者,在放入机器人时,即完成此项设置,可以不需要修改此项。
一直选择下一个,即可成功。
成功后,屏幕右下角变为绿色。
5、选择建模,在菜单中选择固体,再选择矩形体。
6、选择矩形体后,设置矩形体的长宽高参数为400、500、400后,点击创建,后关闭,即可在屏幕上看到矩形体。
在此项中选择左侧布局后,双击部件1,修改名称为box。
7、点击菜单中大地坐标中的移动,即可移动矩形体。
此项中一定要注意看俯视图,使正方体在机器人运动范围内,否则出错。
8、点击基本菜单中的路径。
一种路径就设置为PATH10,如果有其他,就要多设置几个路径。
后选择捕捉末端和手动线性,并把屏幕右下方的几个参数设置为MOVEJ,V300,Z为fine,准备设置示教指令。
9、做6个示教指令,第一个和最后一个为MOVEJ,其他都为MOVEL。
每移动一个点,点一次示教指令。
10、设置完示教指令后,点击基本菜单下同步,选择同步到VC 然后,所有同步下选项都选择,点击确定即可。
11、然后选择仿真菜单。
首先点击仿真设定,把原有路径删除,把新的路径添加到主队列中,然后确定。
12、设定好后,点击播放,即可进行仿真。
13、如需要录像,则应该先点击仿真录像,后在点击播放,即可进行仿真录像。
14、最终保存和打包。
工业机器人RobotStudio软件入门
工业机器人RobotStudio软件入门在当今制造业快速发展的时代,工业机器人的应用越来越广泛。
而要有效地对工业机器人进行编程、模拟和调试,一款强大的软件是必不可少的,RobotStudio 就是其中的佼佼者。
对于初学者来说,掌握RobotStudio 软件的基本操作是迈入工业机器人领域的重要一步。
RobotStudio 是由瑞典 ABB 公司开发的一款工业机器人离线编程软件,它可以在虚拟环境中创建、模拟和调试机器人系统,从而减少实际生产中的错误和停机时间,提高生产效率和质量。
首先,我们来了解一下如何安装 RobotStudio 软件。
您可以从 ABB官方网站上下载最新版本的安装程序。
安装过程相对较为简单,按照提示逐步进行即可。
需要注意的是,安装过程中可能需要选择一些组件和功能,根据您的实际需求进行选择。
安装完成后,打开 RobotStudio 软件,您会看到一个简洁而直观的界面。
界面主要分为菜单栏、工具栏、视图窗口和状态栏等几个部分。
菜单栏包含了软件的各种功能选项,如文件操作、编辑、建模、仿真等。
工具栏则提供了一些常用工具的快捷按钮,方便您快速进行操作。
接下来,让我们创建一个新的机器人系统。
在菜单栏中选择“新建”,然后选择您所需要的机器人型号和控制器类型。
RobotStudio 提供了丰富的机器人型号库,涵盖了 ABB 公司的各种主流机器人产品。
创建好机器人系统后,就可以开始对机器人进行编程了。
RobotStudio 支持多种编程方式,其中示教编程是比较常用的一种。
示教编程就是通过手动操作机器人,让机器人记住各个关节的位置和运动轨迹,从而实现编程的目的。
在视图窗口中,您可以通过鼠标和键盘操作来移动机器人的关节,使其到达您想要的位置。
每到达一个位置,点击“添加位置”按钮,机器人就会记住这个位置。
除了示教编程,RobotStudio 还支持离线编程。
离线编程是在虚拟环境中通过编写程序代码来控制机器人的运动。
ABB robotstudio使用详细顺序
搬运码垛工作站建模1、创建机器人系统2、创建动态输送链3、创建动态夹具4、添加source组件5、设置物料本地原点6、添加LINEMOVER和QUEUE组件7设置LINEMOVER属性8、添加面传感器组件9、设置输送链不能被传感器检测10、设置SC_输送链的属性连接11、设置信号连接12、添加信号处理组件,用于检测传感器下降沿13、传感器下降沿触发source进行copy17、11、添加信号处理取非和锁定组件12、继续信号连接13、添加一个示教物料14、应用手动线性验证SC_工具四、工作站逻辑连接五、参考代码MODULEMainMoudlePERStooldatatGrip:=[TRUE,[[0,0,200],[1,0,0,0]],[25,[0,0.00109327, 116.889],[1,0,0,0],0,0,0]];!1路放置0度姿态!1路放置90度姿态PERSrobtargetpPlace2:=[[-317.378,-1857.99,55.449],[0,0.707108,0.707106,0],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];PERSspeeddataMinSpeed:=[1000,300,5000,1000];PERSspeeddataMidSpeed:=[2500,400,5000,1000];PERSspeeddataMaxSpeed:=[4000,500,5000,1000];!搬运速度定义PERSboolbPalletFull1:=FALSE;PERSboolbPalletFull2:=FALSE;!逻辑布尔量,拾取后为UE,放置后为FALSE PERSnumnCount1:=1;ENDPROCPROCrInitAll()ResetdoGrip;pActualPos:=CRobT(\tool:=tGrip); MoveLpActualPos,MinSpeed,fine,tGrip\WObj:=wobj0; MoveJpHome,MidSpeed,fine,tGrip\WObj:=wobj0;bPalletFull1:=FALSE;nCount1:=1;bPalletFull2:=FALSE;nCount2:=1;ENDPROCPROCrPick1()PROCrPlace1()rPosition1;MoveJOffs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveLpPlace1,MinSpeed,fine,tGrip\WObj:=wobj0; ResetdoGrip;WaitTime0.3;GripLoadLoadEmpty;MoveLOffs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJOffs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount1:=nCount1+1;IFnCount1>20THENbPalletFull1:=TRUE;ENDPROCPROCrPosition1()TESTnCount1CASE1:pPlace1:=Offs(pBase1_0,0,0,0);CASE2:pPlace1:=Offs(pBase1_0,600+10,0,0);CASE3:pPlace1:=Offs(pBase1_90,0,400+10,0);CASE4:pPlace1:=Offs(pBase1_90,400+10,400+10,0); CASE5:CASE13:pPlace1:=Offs(pBase1_90,0,400+10,400); CASE14:pPlace1:=Offs(pBase1_90,400+10,400+10,400); CASE15:pPlace1:=Offs(pBase1_90,800+20,400+10,400);CASE16:pPlace1:=Offs(pBase1_0,0,600+10,600); CASE17:pPlace1:=Offs(pBase1_0,600+10,600+10,600); CASE18:pPlace1:=Offs(pBase1_90,0,0,600);pPlace2:=Offs(pBase2_0,600+10,0,0);CASE3:pPlace2:=Offs(pBase2_90,0,400+10,0);CASE4:pPlace2:=Offs(pBase2_90,400+10,400+10,0); CASE5:pPlace2:=Offs(pBase2_90,800+20,400+10,0); CASE6:pPlace2:=Offs(pBase2_0,0,600+10,200); CASE7:pPlace2:=Offs(pBase2_0,600+10,600+10,200); CASE8:CASE16:pPlace2:=Offs(pBase2_0,0,600+10,600); CASE17:pPlace2:=Offs(pBase2_0,600+10,600+10,600); CASE18:pPlace2:=Offs(pBase2_90,0,0,600);精心整理CASE19:pPlace2:=Offs(pBase2_90,400+10,0,600); CASE20:pPlace2:=Offs(pBase2_90,800+20,0,600); DEFAULT:TPErase;。
ABB-robotstudio使用详细步骤

搬运码垛工作站建模1、创建机器人系统2、创建动态输送链3、创建动态夹具4、工作站逻辑连接5、添加 IO(设置好需重启)6、示教目标点(同步到RAPID )7、RAPID 编程一、创建机器人系统1、创建空工作站2、导入 IRB 260 机器人模型二、创建动态输送链1、添加输送链并修改位置2、创建 600*400*200 的物料并修改位置3、添加一个 smart 组件4、添加 source 组件5、设置物料本地原点6、添加LINEMOVER 和 QUEUE 组件8、添加面传感器组件10、设置 SC_输送链的属性连接11、设置信号连接12、添加信号处理组件,用于检测传感器下降沿14、传感器与 SC 输送链的输出联系16、添加置位复位组件,对仿真开始结束信号进行保持17、18、进行仿真设定选择SC——输送链进行验证三、创建动态夹具1、先制作一个吸盘模型,然后设置成工具,并安装到机器人法拉盘2、添加SMART 组件3、添加ATTACHER 和DETACHER 组件5、添加一个线传感器组件7、设置吸盘工具不能被传感器检测9、设置属性连接11、添加信号处理取非和锁定组件13、添加一个示教物料四、工作站逻辑连接五、参考代码MODULE MainMoudlePERS tooldatatGrip:=[TRUE,[[0,0,200],[1,0,0,0]],[25,[0,0.00109327,116.889],[1,0,0,0],0,0,0]];!吸盘工具数据PERS loaddata LoadEmpty:=[0.01,[0,0,1],[1,0,0,0],0,0,0];PERS loaddata LoadFull:=[40,[0,0,50],[1,0,0,0],0,0,0];!有效载荷数据PERS robtarget pHome:=[[1620.00,-0.00,1331.59],[1.27986E-06,-0.707107,- 0.707107,1.27986E-06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!基准点PERS robtarget pActualPos:=[[1620,-1.87531E-14,1331.59],[1.27986E-06,- 0.707107,-0.707107,1.27986E- 06],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!实际点PERS robtarget pPick1:=[[1488.007792464,376.826660408,476.964684195],[0,0.707106307,0.7071 07256,0],[0,0,1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1 路拾取目标点PERS robtarget pPlace1:=[[- 292.446,1263.27,55.4492],[0,0.707107,0.707106,0],[1,0,2,0],[9E+09,9E+09,9E+09, 9E+09,9E+09,9E+09]];!1 路放置基准点PERS robtarget pBase1_0:=[[- 292.446294945,1263.272085268,55.449220723],[0,0.707107387,0.707106176,0],[1, 0,2,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1 路放置 0 度姿态PERS robtarget pBase1_90:=[[-391.976797324,1362.469634994,55.449159414],[0,1,-0.000030621,0],[1,0,3,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1 路放置 90 度姿态PERS robtarget pPick2:=[[1488.013130905,-358.406014736,476.965039287],[0,0.707106307,0.707107256,0],[-1,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pPlace2:=[[-317.378,-1857.99,55.449],[0,0.707108,0.707106,0],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];PERS robtarget pBase2_0:=[[-317.378137718,-1857.993871961,55.448967354],[0,0.707107745,0.707105817,0],[-2,0,-1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pBase2_90:=[[-407.525988074,-1755.902485322,55.449282402],[0,1,-0.000031217,0],[-2,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS speeddata MinSpeed:=[1000,300,5000,1000];PERS speeddata MidSpeed:=[2500,400,5000,1000];PERS speeddata MaxSpeed:=[4000,500,5000,1000];!搬运速度定义PERS bool bPalletFull1:=FALSE;PERS bool bPalletFull2:=FALSE;!逻辑布尔量,拾取后为UE ,放置后为FALSEPERS num nCount1:=1;PERS num nCount2:=1;!输送链计数PROC Main()rInitAll;WHILE TRUE DOIF diBoxInPos1=1 AND diPalletInPos1=1 AND bPalletFull1=FALSE THENrPick1;rPlace1;ENDIFIF diBoxInPos2=1 AND diPalletInPos2=1 AND bPalletFull2=FALSE THENrPick2;rPlace2;ENDIFWaitTime 0.1;ENDWHILEENDPROCPROC rInitAll()Reset doGrip;pActualPos:=CRobT(\tool:=tGrip);pActualPos.trans.z:=pHome.trans.z;MoveL pActualPos,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pHome,MidSpeed,fine,tGrip\WObj:=wobj0;bPalletFull1:=FALSE;nCount1:=1;bPalletFull2:=FALSE;nCount2:=1;ENDPROCPROC rPick1()MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime 0.3;GripLoad LoadFull;MoveL Offs(pPick1,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPick2()MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime 0.3;GripLoad LoadFull;MoveL Offs(pPick2,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPlace1()rPosition1;MoveJ Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace1,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime 0.3;GripLoad LoadEmpty;MoveL Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount1:=nCount1+1;IF nCount1>20 THENbPalletFull1:=TRUE;ENDIFENDPROCPROC rPlace2()rPosition2;MoveJ Offs(pPlace2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace2,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime 0.3;GripLoad LoadEmpty;MoveL Offs(pPlace2,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount2:=nCount2+1;IF nCount2>20 THENbPalletFull2:=TRUE;ENDIFENDPROCPROC rPosition1()TEST nCount1CASE 1:pPlace1:=Offs(pBase1_0,0,0,0);CASE 2:pPlace1:=Offs(pBase1_0,600+10,0,0);CASE 3:pPlace1:=Offs(pBase1_90,0,400+10,0);CASE 4:pPlace1:=Offs(pBase1_90,400+10,400+10,0);CASE 5:pPlace1:=Offs(pBase1_90,800+20,400+10,0);CASE 6:pPlace1:=Offs(pBase1_0,0,600+10,200);CASE 7:pPlace1:=Offs(pBase1_0,600+10,600+10,200);CASE 8:pPlace1:=Offs(pBase1_90,0,0,200);CASE 9:pPlace1:=Offs(pBase1_90,400+10,0,200);CASE 10:pPlace1:=Offs(pBase1_90,800+20,0,200);CASE 11:pPlace1:=Offs(pBase1_0,0,0,400);CASE 12:pPlace1:=Offs(pBase1_0,600+10,0,400);CASE 13:pPlace1:=Offs(pBase1_90,0,400+10,400);CASE 14:pPlace1:=Offs(pBase1_90,400+10,400+10,400);CASE 15:pPlace1:=Offs(pBase1_90,800+20,400+10,400); CASE 16:pPlace1:=Offs(pBase1_0,0,600+10,600);CASE 17:pPlace1:=Offs(pBase1_0,600+10,600+10,600);pPlace1:=Offs(pBase1_90,0,0,600);CASE19:pPlace1:=Offs(pBase1_90,400+10,0,600);CASE20:pPlace1:=Offs(pBase1_90,800+20,0,600);DEFAULT:TPErase;TPWrite"the Counter of line1is error,please check it!";Stop;ENDTESTENDPROCPROC rPosition2()TEST nCount2CASE1:pPlace2:=Offs(pBase2_0,0,0,0);CASE2:pPlace2:=Offs(pBase2_0,600+10,0,0);CASE3:pPlace2:=Offs(pBase2_90,0,400+10,0);CASE4:pPlace2:=Offs(pBase2_90,400+10,400+10,0);CASE5:pPlace2:=Offs(pBase2_90,800+20,400+10,0);CASE6:pPlace2:=Offs(pBase2_0,0,600+10,200);pPlace2:=Offs(pBase2_0,600+10,600+10,200); CASE8:pPlace2:=Offs(pBase2_90,0,0,200);CASE9:pPlace2:=Offs(pBase2_90,400+10,0,200);CASE10:pPlace2:=Offs(pBase2_90,800+20,0,200);CASE11:pPlace2:=Offs(pBase2_0,0,0,400);CASE12:pPlace2:=Offs(pBase2_0,600+10,0,400);CASE13:pPlace2:=Offs(pBase2_90,0,400+10,400);CASE14:pPlace2:=Offs(pBase2_90,400+10,400+10,400);CASE15:pPlace2:=Offs(pBase2_90,800+20,400+10,400);CASE16:pPlace2:=Offs(pBase2_0,0,600+10,600);CASE17:pPlace2:=Offs(pBase2_0,600+10,600+10,600);CASE18:pPlace2:=Offs(pBase2_90,0,0,600);CASE19:pPlace2:=Offs(pBase2_90,400+10,0,600);CASE20:pPlace2:=Offs(pBase2_90,800+20,0,600);DEFAULT:TPErase;TPWrite"the Counter of line1is error,please check it!";Stop;ENDTESTENDPROCPROC rModify()MoveJ pHome,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_90,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_90,MinSpeed,fine,tGrip\WObj:=wobj0;ENDPROCENDMODULE。
ABBRobotstudio仿真软件项目式使用说明

项目一:焊接机器人1.打开Robot studio软件,单击创建新建空工作站,同时保存一下,如下图所示;2.选择ABB机器人模型IRB1600,单击添加,选择承重能力和到达距离,选择确定,如下图所示:3.导入设备-tools-Binzel air 22,并拖动安装在机器人法兰盘上:4.选择建模-固体-矩形体,设定长宽高,点击创建:5.选择基本-机器人系统-从布局创建系统-下一步-下一步-完成;6.控制器启动完成后,选择路径-创建一个空路径,创建成功后,修改下方参数:moveJ , V1000,Z1008.激活当前路径,选择机器人起点,单击示教指令9.开启捕捉末端或角点,同时将机器人的移动模式设为手动线性,将机器人工具移到矩形体的一个角点上,单击示教指令,形成第一条路径,依次示教四个角点,形成路径,右击路径,选择查看机器人目标,可将机器人移动到当前位置10.路径制作完成后,选择基本-同步到VC,在弹出的对话框中全部勾选,并点击确定,同步完成后选择仿真-仿真设定-将路径添加到主队列,选择应用--确定;11.选择仿真录像,点击播放,开始仿真录像。
项目二:搬运机器人1.新建空工作站--导入机器人IRB4600--选择最大承重能力,选择建模-固体-圆柱体,添加两个圆柱体,半径为200mm,高度分别为60mm和500mm,把其中一个作为工具添加到法兰盘上,同时导入两个设备Euro pallet如下图所示:2.右击物体或在左侧布局窗口中右击物体名称,在下拉菜单中选择设定颜色来更改颜色:3.根据布局创建机器人系统,细节与项目一相同,系统完全启动后,选择控制器-配置编辑器,在下拉菜单中选择I/O,在弹出窗口中新建Unit,细节如下图所示;4.Unit新建完毕后,右击新建signal,新建do1和do2,细节如下图所示:5.新建完毕后,重启控制器6.重启完毕后,选择仿真-配置-事件管理器-添加事件,细节如下图所示:7.事件添加完成后,开始创建路径啊,依次示教,机器人到达指定位置时,右击插入逻辑指令,如图所示:8.路径创建完成后,同步到VC,仿真设定,然后进行仿真录像项目三:叉车搬运1.打开软件,新建空工作站,导入机器人模型IRB4600,选择最大承重能力,然后选择基本--导入几何体--浏览几何体--选择本地几何体--打开,如下图所示:2.利用平移和旋转指令,将不同几何体按下图位置摆放整齐:3.创建一个300*300*70的方体分别作为tool,将其创建为工具,具体操作如下图所示:4.设定tool的本地原点为它的中心点,如下图所示:5.选中tool,点击创建工具,将tool创建为工具,具体操作如下:6.创建完成后将其安装在机器人法兰盘上,右击机器人选择显示机器人工作范围,可看到机器人最大到达距离,再次选择取消显示:4.创建四个200*200*200的方体分别作为Box1~Box4,设定为不同颜色,将Box2~Box4设为不可见5.布局结束,如下图所示:,6.根据布局创建机器人系统,待系统启动完毕后,选择控制器--配置编辑器-新建Unit --新建signal,包括do1~do 15,如下图所示:7.设置完成后,重启控制器,打开事件管理器,添加所需事件,包括显示对象,附加对象,提取对象,移动对象四类事件,具体如下:显示对象具体设置如下:附加对象具体设置如下提取对象设置如下:移动对象设置如下:8.事件添加完成后,创建路径,分别将Box1,Box2,Box3,Box4移动到垛板上,并排列整齐,路径如下图所示9.路径创建完成后,同步到VC :10.同步完成后进行仿真设定,按下图顺序添加路径,之后进行仿真录像:。
ABB机器人使用robotstudio系统安装步骤

ABB机器人系统安装步骤
在工业机器人维护与保养中,若出现机器人系统崩溃或者无法解决的错误,常常需要重新安装系统,介绍用robotstudio制作系统,方法如下:
1、机器人做”X”启动BOOT Application,进入系统引导界面
2、打开RobotStudio
3、点击安装管理器
4、点击打开
5、点击新建
6、编辑新系统的名称,选择系统备份路径,单击“下一步”
7、点击“下一步”
8、点击“添加”
9、选择系统秘钥,确定,下一步
10、核对系统选项,点击“下一步”,系统选项要与原系统选项一致,否则会出错。
11、点击“应用”
12、选择“是”机器人重启,自动进入新系统
系统安装过程中,请不要随意更改步骤,否则会安装失败,失败后,则无法重新安装,只能请ABB工程技术人员进行安装(代价不是一般的大)。
项目 RobotStudio的在线功能

任务8-3 使用RobotStudio在线编辑RAPID程序的操 作
1.修改等待时间指令WaitTime
3.在“控制器”窗口双击 “Module1”。
4.单击程序指令 “WaitTime2;”。
2020/4/3
任务8-3 使用RobotStudio在线编辑RAPID程序的操 作
2020/4/3
任务8-7 使用RobotStudio在线设定示教器用户操 作权限管理
1.为示教器添加一个管理员操作权限
2.单击“组”标签。
3.单击“Default Group”。
4.在“Full access”前打钩, 说明拥有了全部权限。
2020/4/3
任务8-7 使用RobotStudio在线设定示教器用户操 作权限管理
1.为示教器添加一个管理员操作权限
5.回到“用户”标签,然后 单击“添加…”。
2020/4/3
任务8-7 使用RobotStudio在线设定示教器用户操 作权限管理
1.为示教器添加一个管理员操作权限
6.添加一个管理员。“用户 名”为abbadmin,“密码”为 123456,设定完成后,单击
1.修改等待时间指令WaitTime
5.将程序指令“WaitTime2” 修改为“WaitTime3;”。
2020/4/3
任务8-3 使用RobotStudio在线编辑RAPID程序的操 作
1.修改等待时间指令WaitTime
6.修改完成后,单击“应用”。 7.单击“Yes”
8.单击“收回写权限” 控制中的指令已被修改
任务8-4 使用RobotStudio在线编辑I/O信号的操作
1.创建一个I/O单元DSQC651
Robotstudio基础工作站创建——布局创建与系统配置

Robotstudio基础工作站创建——布局创建与系统配置
一、布局创建
1.双击桌面图标,打开软件,选择“空工作站”,点击“创建”按钮,如下图所示。
2.点击“ABB模型库”工具,在弹出的下拉菜单下选择“IRB 1410”,相应的机器人出现在软件工作区,如下图所示。
3.点击“导入模型库”工具,选择“设备”→点击
,模型被添加到工作区,如下图所示。
4.点击“移动”工具,在基座上出现三色直角坐标系,鼠标点击任意坐标轴拖动鼠标,将基座移动到合适位置,如下图所示。
5. 点击“导入模型库”工具,选择“设备”→点击
,模型被添加到工作区,如下图所示。
6.在右侧浏览树中鼠标点击刚添加的工具,并拖动至浏览树中的机器人上,在弹出的对话框中,点击“是”按钮,工具被添加到机器人六轴法兰上,如下图所示。
二、机器人系统配置
1.点击“机器人系统”工具,选择
,弹出从布局创建系统对话框,输入系统名称、系统保存位置,点击下一个,如下图所示。
2.点击下一个。
3.弹出系统选项,点击“选项”按钮,弹出更改选项对话框。
在类别下点击“Default Language”,选项下取消勾选English,勾选“Chinese”,为机器人系统选择简体中文语言,如下图所示,点击确定按钮,点击完成按钮。
开始配置机器人系统,在下方状态栏展示进度,如下图所示。
待右侧控制器状态变为绿色,机器人控制配置完成,如下图所示。
4.点击“保存”按钮,输入保存名称,保存项目,如下图所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A r o b o t s t u d i o使用详细步骤The latest revision on November 22, 2020搬运码垛工作站建模1、创建机器人系统2、创建动态输送链3、创建动态夹具4、工作站逻辑连接5、添加IO(设置好需重启)6、示教目标点(同步到RAPID)7、RAPID编程一、创建机器人系统1、创建空工作站2、导入IRB 260机器人模型3、从布局创建机器人系统,勾选Chinese和709-1网络二、创建动态输送链1、添加输送链并修改位置2、创建600*400*200的物料并修改位置3、添加一个smart组件4、添加source组件5、设置物料本地原点6、添加LINEMOVER和QUEUE组件7设置LINEMOVER属性8、添加面传感器组件9、设置输送链不能被传感器检测10、设置SC_输送链的属性连接11、设置信号连接12、添加信号处理组件,用于检测传感器下降沿13、传感器下降沿触发source进行copy14、传感器与SC输送链的输出联系15、添加仿真开始结束组件,用于激活传感器16、添加置位复位组件,对仿真开始结束信号进行保持17、18、进行仿真设定选择SC——输送链进行验证三、创建动态夹具1、先制作一个吸盘模型,然后设置成工具,并安装到机器人法拉盘2、添加SMART组件3、添加ATTACHER和DETACHER组件4、设置属性5、添加一个线传感器组件6、线传感器设置属性7、设置吸盘工具不能被传感器检测8、把线传感器安装到吸盘(不更新位置,保持当前位置)9、设置属性连接10、添加信号及连接11、添加信号处理取非和锁定组件12、继续信号连接13、添加一个示教物料14、应用手动线性验证SC_工具四、工作站逻辑连接五、参考代码MODULE MainMoudlePERS tooldatatGrip:=[TRUE,[[0,0,200],[1,0,0,0]],[25,[0,,],[1,0,0,0],0,0,0]];!吸盘工具数据PERS loaddata LoadEmpty:=[,[0,0,1],[1,0,0,0],0,0,0];PERS loaddata LoadFull:=[40,[0,0,50],[1,0,0,0],0,0,0];!有效载荷数据PERS robtargetpHome:=[[,,],[,,,],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];!基准点PERS robtargetpActualPos:=[[1620,,],[,,,],[0,0,1,0],[9E+09,9E+09,9E+09,9E+09,9E+09, 9E+09]];!实际点PERS robtargetpPick1:=[[,,],[0,,,0],[0,0,1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路拾取目标点PERS robtargetpPlace1:=[[,,],[0,,,0],[1,0,2,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09 ]];!1路放置基准点PERS robtargetpBase1_0:=[[,,],[0,,,0],[1,0,2,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路放置0度姿态PERS robtargetpBase1_90:=[[,,],[0,1,,0],[1,0,3,0],[9E9,9E9,9E9,9E9,9E9,9E9]];!1路放置90度姿态PERS robtarget pPick2:=[[,,],[0,,,0],[-1,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pPlace2:=[[,,],[0,,,0],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];PERS robtarget pBase2_0:=[[,,],[0,,,0],[-2,0,-1,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS robtarget pBase2_90:=[[,,],[0,1,,0],[-2,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PERS speeddata MinSpeed:=[1000,300,5000,1000];PERS speeddata MidSpeed:=[2500,400,5000,1000];PERS speeddata MaxSpeed:=[4000,500,5000,1000];!搬运速度定义PERS bool bPalletFull1:=FALSE;PERS bool bPalletFull2:=FALSE;!逻辑布尔量,拾取后为UE,放置后为FALSEPERS num nCount1:=1;PERS num nCount2:=1;!输送链计数PROC Main()rInitAll;WHILE TRUE DOIF diBoxInPos1=1 AND diPalletInPos1=1 ANDbPalletFull1=FALSE THENrPick1;rPlace1;ENDIFIF diBoxInPos2=1 AND diPalletInPos2=1 ANDbPalletFull2=FALSE THENrPick2;rPlace2;ENDIFWaitTime ;ENDWHILEENDPROCPROC rInitAll()Reset doGrip;pActualPos:=CRobT(\tool:=tGrip);MoveL pActualPos,MinSpeed,fine,tGrip\WObj:=wobj0; MoveJ pHome,MidSpeed,fine,tGrip\WObj:=wobj0;bPalletFull1:=FALSE;nCount1:=1;bPalletFull2:=FALSE;nCount2:=1;ENDPROCPROC rPick1()MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0;MoveL pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime ;GripLoad LoadFull;MoveL Offs(pPick1,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPick2()MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;Set doGrip;WaitTime ;GripLoad LoadFull;MoveL Offs(pPick2,0,0,400),MinSpeed,z50,tGrip\WObj:=wobj0; ENDPROCPROC rPlace1()rPosition1;MoveJ Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace1,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime ;GripLoad LoadEmpty;MoveL Offs(pPlace1,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick1,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount1:=nCount1+1;IF nCount1>20 THENbPalletFull1:=TRUE;ENDIFENDPROCPROC rPlace2()rPosition2;MoveJ Offs(pPlace2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; MoveL pPlace2,MinSpeed,fine,tGrip\WObj:=wobj0;Reset doGrip;WaitTime ;GripLoad LoadEmpty;MoveL Offs(pPlace2,0,0,400),MidSpeed,z50,tGrip\WObj:=wobj0; MoveJ Offs(pPick2,0,0,400),MaxSpeed,z50,tGrip\WObj:=wobj0; nCount2:=nCount2+1;IF nCount2>20 THENbPalletFull2:=TRUE;ENDIFENDPROCPROC rPosition1()TEST nCount1CASE 1:pPlace1:=Offs(pBase1_0,0,0,0);CASE 2:pPlace1:=Offs(pBase1_0,600+10,0,0);CASE 3:pPlace1:=Offs(pBase1_90,0,400+10,0);CASE 4:pPlace1:=Offs(pBase1_90,400+10,400+10,0); CASE 5:pPlace1:=Offs(pBase1_90,800+20,400+10,0); CASE 6:pPlace1:=Offs(pBase1_0,0,600+10,200);CASE 7:pPlace1:=Offs(pBase1_0,600+10,600+10,200); CASE 8:pPlace1:=Offs(pBase1_90,0,0,200);CASE 9:pPlace1:=Offs(pBase1_90,400+10,0,200);CASE 10:pPlace1:=Offs(pBase1_90,800+20,0,200);CASE 11:pPlace1:=Offs(pBase1_0,0,0,400);CASE 12:pPlace1:=Offs(pBase1_0,600+10,0,400);CASE 13:pPlace1:=Offs(pBase1_90,0,400+10,400);CASE 14:pPlace1:=Offs(pBase1_90,400+10,400+10,400); CASE 15:pPlace1:=Offs(pBase1_90,800+20,400+10,400); CASE 16:pPlace1:=Offs(pBase1_0,0,600+10,600);CASE 17:pPlace1:=Offs(pBase1_0,600+10,600+10,600); CASE 18:pPlace1:=Offs(pBase1_90,0,0,600);CASE 19:pPlace1:=Offs(pBase1_90,400+10,0,600);CASE 20:pPlace1:=Offs(pBase1_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!"; Stop;ENDTESTENDPROCPROC rPosition2()TEST nCount2CASE 1:pPlace2:=Offs(pBase2_0,0,0,0);CASE 2:pPlace2:=Offs(pBase2_0,600+10,0,0);CASE 3:pPlace2:=Offs(pBase2_90,0,400+10,0);CASE 4:pPlace2:=Offs(pBase2_90,400+10,400+10,0);CASE 5:pPlace2:=Offs(pBase2_90,800+20,400+10,0);CASE 6:pPlace2:=Offs(pBase2_0,0,600+10,200);CASE 7:pPlace2:=Offs(pBase2_0,600+10,600+10,200);CASE 8:pPlace2:=Offs(pBase2_90,0,0,200);CASE 9:pPlace2:=Offs(pBase2_90,400+10,0,200);CASE 10:pPlace2:=Offs(pBase2_90,800+20,0,200);CASE 11:pPlace2:=Offs(pBase2_0,0,0,400);CASE 12:pPlace2:=Offs(pBase2_0,600+10,0,400);CASE 13:pPlace2:=Offs(pBase2_90,0,400+10,400);CASE 14:pPlace2:=Offs(pBase2_90,400+10,400+10,400);CASE 15:pPlace2:=Offs(pBase2_90,800+20,400+10,400);CASE 16:pPlace2:=Offs(pBase2_0,0,600+10,600);CASE 17:pPlace2:=Offs(pBase2_0,600+10,600+10,600);CASE 18:pPlace2:=Offs(pBase2_90,0,0,600);CASE 19:pPlace2:=Offs(pBase2_90,400+10,0,600);CASE 20:pPlace2:=Offs(pBase2_90,800+20,0,600);DEFAULT:TPErase;TPWrite "the Counter of line 1 is error,please check it!"; Stop;ENDTESTENDPROCPROC rModify()MoveJ pHome,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick1,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase1_90,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pPick2,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_0,MinSpeed,fine,tGrip\WObj:=wobj0;MoveJ pBase2_90,MinSpeed,fine,tGrip\WObj:=wobj0;ENDPROCENDMODULE。