饮料罐装生产流水线1
饮料灌装生产流水线PLC 梯形图控制程序设计与调试

④S23:5s 延时后,传送带驱动电机继续转动。 其他要求则通过梯形图编程实现。
1.3 方案二:梯形图单独编程
梯形图是考虑到大多数电气技术人员熟悉电气控制线路的特点而采用的,因 而其形象直观,易学易懂[1]。在本次设计中,采用梯形图编程也可以很简单,容 易看懂。
3.1 GX Developer 简介
GX Developer 是三菱 PLC 的编程软件。适用于 Q、QnU、QS、QnA、AnS、 AnA、FX 等全系列可编程控制器。支持梯形图、指令表、SFC、 ST 及 FB、Label 语言程序设计,网络参数设定,可进行程序的线上更改、监控及调试,具有异地 读写 PLC 程序功能。
《PLC 原理与应用》课 程 设 计
饮料灌装生产流水线 PLC 梯形图控制程序设计与调试
黄杰 莫仲文
201231200608 201231000824
指导教师
学 院 名 称 工程学院 设计提交日期 2015 年 6 月
专 业 班 级 12 自动化 1 班 设计答辩日期 2015 年 6 月
目录
1 系统设计方案.......................................................................................................................... 1 1.1 系统设计要求....................................................................................................................... 1 1.2 方案一:步进功能图与梯形图共同编程........................................................................... 1 1.3 方案二:梯形图单独编程……........................................................................................... 2 1.4 方案确定............................................................................................................................... 2 2 硬件接线图.............................................................................................................................. 2 2.1 总 PLC 各输入/输出端口的硬件接线图............................................................................. 3 2.2 控制系统总流程图............................................................................................................... 3 3 软件编写及仿真...................................................................................................................... 5 3.1 GX Developer 简介................................................................................................................ 5 3.2 程序图…............................................................................................................................... 5 3.3 系统模拟运行仿真调试及结果........................................................................................... 5 4 收获与总结.............................................................................................................................. 9 5 小组分工.................................................................................................................................. 9 参 考 文 献.............................................................................................................................. 10 附 录.....................................................................................................................................11 附录 A .....................................................................................................................................11
果汁饮料生产线

果汁饮料生产线果汁饮料是现代人们常见的饮品之一,其产生的原因是因为消费者们的口感需求逐渐提高,对于果汁饮料的口感要求也越来越高。
为了满足消费者们的需求,果汁饮料生产线应运而生。
果汁饮料生产线的主要工艺流程是:清洗及分选、破壳、榨汁、过滤、浓缩、杀菌、灌装、贴标等工序。
以下是对每一个工序的介绍:1.清洗及分选:果汁生产线的第一步是清洗与分选,这里主要是对原料进行清洗和分选,去除腐烂和不符合要求的果实。
2.破壳:经过清洗和分选的果实进入破壳工序,破壳主要是破坏果实的果壳,以便于接下来的榨汁。
3.榨汁:经过破壳之后的果实进入榨汁机,通过加热蒸汽,使得果实断裂,使得汁液流出。
4.过滤:榨出的果汁需要经过过滤工序,去除榨出的果渣和其他杂质。
5.浓缩:经过过滤后的果汁进入浓缩工序,这里主要是将果汁进行浓缩处理,去除其中的水份,使得果汁变得更加浓稠。
6.杀菌:浓缩后的果汁需要经过杀菌工序,这里主要是通过高温技术,将细菌和病毒等微生物进行杀灭,以确保果汁的卫生安全。
7.灌装:经过杀菌的果汁进入到灌装机,通过各种包装选择,将果汁方便地装入各种不同规格的瓶子中。
8.贴标:最后一步骤是对灌装的果汁进行贴标,这里主要是包装以上几个工序完成的果汁,让它更好的进入市场。
以上就是果汁饮料生产线的主要工艺流程,其中每一个工序都非常重要,一环扣一环,才能够生产出质量合格的果汁饮料。
下面,让我们来看一下如何对果汁饮料生产线进行维护和保养。
果汁饮料生产线是一个非常复杂的机械设备,需要进行日常的维护和保养,才能够保证生产线的正常运行。
下面介绍一些日常维护和保养的措施:1.定期对生产线进行检查和保养,确保生产线机械设备的正常运行。
2.对生产线机械设备的每一个零部件进行日常维护和清理,如对传动系统进行润滑。
3.保持清洁和卫生,确保机械设备作业并符合卫生标准。
4.及时检修损坏的零部件,确保设备的质量和性能不受到影响。
5.在操作设备之前,必须对设备进行预热,保证设备处于正常状态。
课程设计任务书--饮料罐装流水线的PLC控制

课程设计任务书专业:自动化班级: 3班学生姓名XX 学号XX课程名称PLC原理与应用设计题目基于PLC的饮料灌装生产线的设计设计目的、主要内容(参数、方法)及要求设计目的:1、掌握PLC功能指令的用法2、掌握PLC控制系统的设计流程设计主要内容及要求:1、设计一个饮料灌装生产的控制程序,在传送带上设有灌装工位和封盖工位,能自动完成饮料的灌装及封盖操作。
具体要求如下:(1)按动起动按钮后,传送带电动机开始转动,若定位传感器动作,表示饮料瓶已到达一个工位,传送带应立即停止。
(2)在灌装工位上部有一个饮料罐,当该工位有饮料瓶时,则由电磁阀对饮料瓶进行3S定时灌装(传送带已定位)。
(3)在封盖工位上有两个单作用气缸(A缸和B缸),当工位上有饮料瓶时(传送带已定位),首先A缸退出瓶盖,然后B缸执行压接,1S后B缸打开,再经1S后A缸退回,封装动作完成。
(4)任何时候按下停止按钮,应立即停止正在执行的工作。
2、画出实现程序流程图。
3、列出输入、输出端口。
4、写出梯形图程序。
5、调试程序,直至符合设计要求。
工作量2周时间,每天3学时,共计42学时进度安排第1天:明确课程设计的目的和意义,根据课程设计要求查找相关资料第2-3天:学习课程设计中用到的PLC相关知识第4-5天:根据课程设计的要求画出程序流程图第6天:列出I/O分配表第7-8天:写出梯形图程序,并对程序进行注释第9-10天:学习西门子S7-200的编程软件STEP 7 MicroWIN SP6,并在该软件中编写梯形图程序第11天:学习西门子S7-200仿真软件,并进行程序仿真和调试。
第12天:将课程设计中用到的程序在PLC试验箱上进行运行和调试。
第13-14天:撰写课程设计报告。
主要参考资料[1]廖常初.S7-200 PLC编程及应用[M].北京:机械工业出版社,2013.8[2]梅丽凤.电气控制与PLC应用技术[M].机械工业出版社,2012.3[3]殷洪义.可编程序控制器选择设计与维护[M].机械工业出版社,2006.1指导教师签字教研室主任签字。
饮料灌装流水线控制

是 Y 松 SB4
结束
图 1 系统流程图
结束
2.2
流水线灌装的工作原理
6
江西理工大学应用科学学院课程设计
灌装流水线的运作是通过电磁阀和电动机来控制的 电磁阀采用比例电磁阀,其原理是利用比例电磁铁的输出电磁力,使液流压力和流量连续 地、按比例跟踪控制信号而变化。直动式电磁阀 ,通电时,电磁线圈产生电磁力把关闭件从阀 座上提起,阀门打开;断电时,电磁力消失,弹簧把关闭件压在阀座上,阀门关闭。 特点:在真空、负压、零压时能正常工作,但通径一般不超过 25mm。 流程图说明:系统分自动和手动两种模式,在手动模式下,由 SB2 按钮控制启动主传送带 电动机,到达灌装位置后,松开 SB2,再按下按钮 SB3,灌装装置开始动作;再自动模式下按下 按钮 SB5 启动主传送带电动机,当定位传感器检测到饮料瓶后,主传送带停止,灌装装置开始 动作,定时时间到达以后,灌装装置自动停止,住传送带再次运动。 2.3 饮料灌装流水线的基本结构 整个灌装流水线的基本结构如图 3、 图 4、 图 5 所示。 整个流水线由主传送带、 次品传送带、 灌装装置、次品推动装置、定位传感器、次品检测传感器等组成。电动机的启动和停止,灌装 装置向上、向下移动和灌装,次品的检测、推动都是由 PLC 控制的。流水线由传感器实时监控, 由 PLC 控制,控制准确,自动化程度高。
............... 24
............... 24
4
江西理工大学应用科学学院课程设计
第一章
1.1 课题内容
设计任务
饮料灌装生产流水线梯形图控制程序设计并画出电气接线图。 1.2 控制要求 (1) 系统通过开关设定为自动操作模式、手动操作模式,一旦启动,则传送带的驱动电 机启动并一直保持到停止开关动作或灌装设备下的传感器检测到一个瓶子时停止;瓶子装满饮 料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。 (2) 当瓶子定位在灌装设备下时,停顿 1.0 秒,灌装设备开始工作,灌装过程为 5 秒钟, 灌装过程应有报警显示,5.0 秒后停止并不再显示报警。 (3) 用两个传感器和若干个加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记 录空瓶数和满瓶数,设最多不超过 99999999 瓶。 (4) 可以手动对计数值清零(复位) 。 1.3 课题要求 (1) 设计说明书 (2) 工程图纸:原理图,布局图,接线图。 (3) 程序流程图 (4) 元器件清单 (5) 地址分配表 (6) 思考题
饮料灌装自动化生产线控制系统设计

设计要求:本毕业设计需构建饮料灌装自动化生产线
模拟装置,作为控制对象,以罗克韦尔公司CompactLogix构 建饮料灌装自动化生产线控制系统。软硬件联调后,要求实 现空瓶清洗、空瓶检测、饮料灌装、瓶体封盖、成品检测、 瓶体贴标、成品入库和物料输送八个环节的有序运行 。其 中软件程序在Connnected Componench Workbench中实现。
饮料灌装自动化生产 线控制系统设计
一、自动灌装生产线设计目的及 要求 市场需求
技术对比
设计要求
1.市场需求及技术背景
1、大批量生产 2、智能化、自动化 3、功能完善且结构简单 4、经济效益强
2.继电器、PLC 控制技术对比
3.PLC 控制灌装系统设计要求
最大优点:通过软、硬件及系统模块的组合,PLC控制
口连接灌装单元模块
所用传感器均为NPN 型,其输出信号为低 电平,在传感器输出 端加上了外部上拉电
阻。
• 空瓶清洗模块
• 空瓶检测模块
• 饮料灌装模块
三、软硬联调,功能实现
饮料自动灌装功能均在传送带上完成,传送带 由三相交流电机驱动。
致谢
二、饮料灌装自动化生产线控制系统组成
பைடு நூலகம்
自动生产线
选择合适的电 气元器件,连 接组装
结构 硬件系统
功能 软件系统
选择PLC型号、 模块以及相应的
编程环境
1.硬件结构及工艺流程
• 空瓶清洗模块
当物料台上缺料时,仓 旋转,将瓶子输送到物 料台上,由气缸推向传 送带,瓶子到达传感器 位置时,吹气电磁阀和 清洗电机工作,吹气清 洗。
• 空瓶检测模块
瓶子有黑色和白色两 种,黑色瓶子表示没 清洗干净需分拣出来, 白色瓶子表示清洗干 净可输送到下一道工 序
“汇源”万荣果蔬汁灌装饮料生产线试产

可 以 参 观 到 有 P Q杂 志 社 主 办 的 M 中 国 比 萨 冠 军 锦 标 赛 暨 第 二 届 中
国 比 萨 花 抛 赛 。 除 此 以 外 ,还 有
部 分 观 众 被 有 幸 邀 请 出 席 上 海 名 厨 盛 宴 活 动 。来 自海 内 外 各 知 名
酒 店 的 名 厨 们 为 所 有 出 席 盛 宴 的
观 众 呈 现 了美 轮 美 奂 的 精 美 食 物 。
21 00
E trr e E Pe s s nepi s s x rs e
汁灌装饮料生产线试产
司 二 丁 现
在 项 日建 设 中 ,该 公 司 领 导 、 工 程 监 理 人 员 认 真 把 关 、 严 格 监 督 , 确 保 质 量 一 流 。 6家 施 工 单
和 调
位 严格 按 照 图纸 设 计 要 求 施 工 ,实行 岗位 质 量 责
及经销 商搭 建市 场平 台 。
F HC 是 一 个 完 全 围 绕 食 品 与
有 10家 台 湾 企 业 进 行 展 示 。 除 饮 料 的 专 业 展 会 。 为 了 让 专 业 观 6
今 年 展 会 比 往 屑 吸 引 更 多 展 此 以外 ,还 有 来 自泰 国 的 罐 头 及 众 参 观 更 便 捷 ,主 办 单 位 根 据 不 商 , 参 展 商 数 量 由 去 年 的 8 9家 腌 制 食 品 、 阿 根 廷 的 肉 制 品 、 巴 同 的 展 品 划 分 不 同 的 专 区 , 展 会 4 增 加 到 1 0 家 , 分 别 来 自 72个 西 的 鸡 肉 、 智 利 的 海 鲜 、 西 班 牙 包 括 3大 展 区 : 肉 类 专 区 、 茶 与 07
全自动灌装机生产线
全自动灌装机生产线随着现代化食品工业的快速发展,食品生产线的自动化程度越来越高,全自动灌装机生产线成为了现代食品生产线的重要组成部分。
全自动灌装机生产线可以大幅度提高企业的生产效率,降低生产成本,提高产品的质量和卫生标准,是食品生产厂家们的不二选择。
下面将详细介绍全自动灌装机生产线的工作原理以及其优势。
一、全自动灌装机生产线工作原理全自动灌装机生产线主要由灌装机、自动旋盖机、流水线和装箱机组成。
1.灌装机灌装机是全自动灌装机生产线的核心,主要完成产品的定量灌装。
灌装机分为多种类型,包括齿轮泵灌装机、柱塞泵灌装机、负压灌装机等。
不同的产品需要不同的灌装机,以保证产品的灌装效果。
2.自动旋盖机自动旋盖机主要负责自动盖上瓶盖,使灌装好的产品可以更好的保存。
自动旋盖机包括自动旋盖、旋盖定位、上盖盖压等几个步骤。
自动旋盖机可以根据不同的瓶子形状进行灵活调整。
3.流水线流水线作为全自动灌装机生产线的重要组成部分,负责产品的输送和分配。
流水线可以根据产品的不同特性进行调整,确保产品不会发生滞留和碰撞,降低产品损坏率和生产效率。
4.装箱机装箱机负责将灌装好的产品按照一定的规则装入箱子中,以便更好地进行运输和储存。
二、全自动灌装机生产线的优势1.灌装效率高全自动灌装机生产线的灌装效率非常高,可以大幅度提升企业的生产效率,降低企业的生产成本。
在短时间内完成大量灌装工作,可以有效地缩短厂家的生产周期。
2.灌装精度高全自动灌装机生产线在灌装过程中可以非常精确的控制产品的灌装量,确保产品的质量和卫生标准达到最佳状态。
与手动操作相比,全自动灌装机生产线的精度更高,并且可以大幅度降低产品被污染的风险。
3.操作简单全自动灌装机生产线的操作非常简单,只需要操作员进行一些简单的调试和维护即可。
相比手动灌装而言,全自动灌装机生产线的操作更方便,同时也可以大幅度缩短周期,提高工作效率和产量。
4.节省工作成本全自动灌装机生产线可以实现全自动化生产,使企业在运营过程中极大地降低了人力成本。
饮料生产线所需要的设备

饮料生产线所需要的设备
一、设备和彩色罐装机
1.预处理设备:预处理设备包括投料机、清洗机、分类机、浓缩机、水槽、空罐检测机、灭菌机、灌装机、冷却机等设备。
2.灌装设备:灌装设备,主要由灌装机构、液体温度控制机构、液体量控制机构、振动器、洗涤机、压紧机、真空设备、保温平台、旋转机等组成。
3.瓶盖设备:瓶盖设备主要由抛弃机、超声波清洗机、检测机和瓶盖机等组成。
4.包装机械:包装机械主要由灌装机、吸盘机、夹紧机、折叠机、码垛机、贴标机、包装机、拆瓶机、封口机等组成。
二、质量检测设备
三、气体检测设备
气体检测设备主要指气体渗透计、气体检测器、气体预处理器、气体水分检测仪等,用于检测气体的温度、压力、流量等参数,以确保饮料的口感和风味。
四、计量设备
计量设备主要指电子秤、计重传感器、计量计算机、称重控制器以及其他用于计量饮料产品、检验原料和检验成品重量的设备。
五、汽油发生机。
自动化灌装生产线

自动化灌装生产线自动化灌装生产线是一种高效、精确且可靠的生产设备,广泛应用于食品、饮料、化妆品等行业。
它能够自动完成灌装、封口、贴标等操作,大大提高了生产效率和产品质量。
以下是对自动化灌装生产线的详细描述:1. 设备概述自动化灌装生产线由输送系统、灌装系统、封口系统、贴标系统和控制系统组成。
输送系统用于将待灌装的容器送入灌装区域,灌装系统负责将产品准确地灌装到容器中,封口系统用于密封容器,贴标系统则负责在容器上贴上相应的标签。
控制系统则对整个生产线进行监控和控制。
2. 灌装系统灌装系统是自动化灌装生产线的核心部份,它能够根据产品的特性和要求,将产品以准确的剂量灌装到容器中。
该系统通常包括灌装机、计量装置、灌装头和输送管道等组件。
灌装机通过控制计量装置的运行,确保每一个容器中的产品剂量一致。
灌装头则负责将产品注入容器中,输送管道则将产品从储存罐输送到灌装头。
3. 封口系统封口系统用于密封容器,以确保产品的新鲜度和安全性。
常见的封口方式包括罗纹盖封口、压盖封口和热封封口等。
封口系统通常由封口机、封口头和输送系统组成。
封口机通过控制封口头的运动,将盖子或者膜材料压紧容器口,完成封口操作。
4. 贴标系统贴标系统用于在容器上贴上相应的标签,以便产品的识别和信息传递。
贴标系统通常由贴标机、标签供料装置和输送系统组成。
贴标机通过控制标签供料装置的运行,将标签精确地贴在容器上。
贴标系统还可以实现批次号、生产日期等信息的打印。
5. 控制系统控制系统是自动化灌装生产线的大脑,负责对整个生产线进行监控和控制。
它通常由PLC(可编程逻辑控制器)和人机界面组成。
PLC负责控制各个部件的运行和协调,人机界面则提供操作界面,方便操作员对生产线进行监控和参数调整。
6. 优势和应用自动化灌装生产线具有以下优势:- 提高生产效率:自动化操作能够大大提高生产效率,减少人力投入。
- 提高产品质量:自动化操作能够保证产品的准确灌装和封口,提高产品质量。
课程设计 饮料罐装生产流水线的PLC控制
第一章工艺过程分析和控制要求饮料灌装机用于罐装各种各样的瓶装饮料,适合大中型饮料生产厂家。
早期的罐装机械大多数采用容积泵式、蠕动泵式作为计量方式。
这些方式存在一些缺点。
例如:罐装精度和稳定性难以保证、更换罐装规格困难等。
本系统采用的饮料分装计量是通过时间和单位时间流量来确定的,计量精度由可编程控制器(PLC)控制确定。
PLC控制具有编程简单、工作可靠、使用方便等特点,在工业自动化控制领域应用广泛。
专为PLC应用而设计的触摸屏集主机、输入和输出设备于一体,适合在恶劣的工业环境中使用。
饮料灌装装置主要包括两部分:恒压储液罐灌液和计数部分。
在恒压储液罐灌液中,里面有上限液位和下限液位传感器,它们被淹没时是1状态。
液面低于下限液位时恒压储液罐为空。
饮料通过进液电磁阀流入恒压储液灌,液面到达上限位时进液电磁阀断电关闭,使液位保持稳定。
恒压储液罐下面是罐装头部分,共有若干个灌装头。
夹瓶装置由气缸1驱动下降,下降到位后,夹瓶装置由气缸2夹紧定位,下降及夹紧由行程开关控制位置。
定位夹紧后,罐装头由气压缸3驱动下降,到位后灌装头电磁阀打开,开始灌液,延时后电磁阀关闭,通过电磁阀的开启达到罐装容量控制。
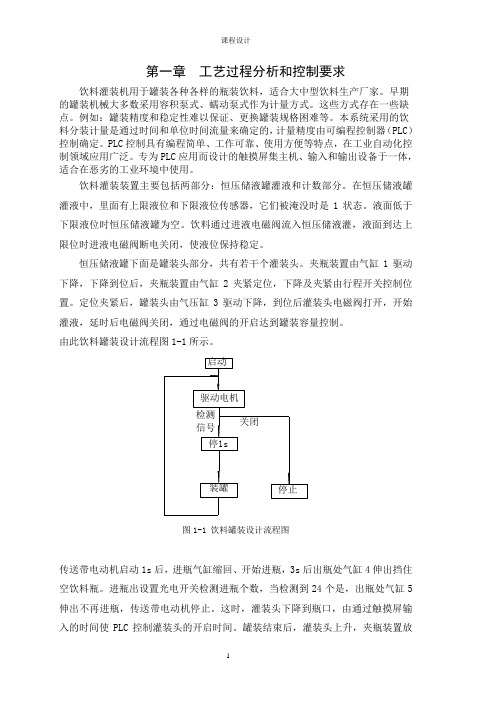
由此饮料罐装设计流程图1-1所示。
图1-1 饮料罐装设计流程图传送带电动机启动1s后,进瓶气缸缩回、开始进瓶,3s后出瓶处气缸4伸出挡住空饮料瓶。
进瓶出设置光电开关检测进瓶个数,当检测到24个是,出瓶处气缸5伸出不再进瓶,传送带电动机停止。
这时,灌装头下降到瓶口,由通过触摸屏输入的时间使PLC控制灌装头的开启时间。
罐装结束后,灌装头上升,夹瓶装置放松、上升。
出瓶处气缸缩回,传送带电动机有开始启动,1s后进瓶处气缸5缩回,光电开关开始检测进瓶个数。
工艺控制要求如下:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动饼一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警(3)用两个传感器和若干加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
plc课程设计饮料罐装生产流水线plc梯形图控制程序的设计与调试

福课程设计课程名称:《可编程控制器原理及应用教程》题目:饮料罐装生产流水线PLC梯形图控制程序设计与调试电力职业技术学院 (1)课程设计 (1)引言 (2)1.设计任务 (2)1.1课题容 (2)1.2控制要求 (2)1.3 课题要求 (3)2. 总体设计方案 (3)2.1饮料灌装流水线的基本结构 (3)2.2灌装流水线的工作原理 (3)3. 硬件控制设计 (4)3.1 PLC的选择 (4)3.2传感器的选择. (5)3.3硬件电路的设计 (5)4. 软件控制设计 (6)4.1系统流程图 (6)4.2 I/O接线图 (7)4.3 I/O分配表 (7)4.4梯形图 (7)4.5指令表 (9)5. 调试说明 (10)6.设计小结 (10)参考文献 (11)引言目前,饮料的灌装生产已经实现自动化,为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正向缩短生产周期、降低成本、提高生产质量等方面发展。
因此,饮料厂的自动化灌装生产线中有越来越多的机器在使用先进的灌装技术来提高机器的自动化控制水平和生产效率。
而应用PLC完成电气部分的控制是工业自动化电气控制的主要发展方向。
本次课设主要介绍全自动灌装生产线的基本概念。
全自动灌装生产线是由数台自动灌装机械经控制系统进行集中控制,并按照各自功能完成一定任务进行顺序、连续生产的一系列机器组合。
通过对饮料罐装自动控制的介绍,使我们对灌装这个行业有了更深的了解,也对自动化这个名词有了进一步的了解。
我国的饮料罐装自动化相对于西方发达国家来讲还有很大的差距。
设备旧,技术落后,成为阻碍我们灌装行业发展的一个严重问题。
鉴于这些问题,我国企业不断发展自身的实力,逐步朝着生产高速化、设备结构合理化、设备的多功能化、设备的绿色化、控制的智能化等方向发展。
推出适合自己需求的产品来。
本次课设就是朝着这个方向进行研究和设计。
1.设计任务1.1课题容饮料灌装生产流水线PLC梯形图控制程序设计和调试1.2控制要求(1)统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
饮料罐装生产流水线电气控制

(3) 用两个传感器和若干个加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
(4) 可以手动对计数值清零(复位)。
四、PLC设计···········································9
1、选择PLC············································9
2、I/O点的编号分配和PLC外部接线图·······················10
3、控制面板图·········································11
一、设计任务
1、课题内容
饮料罐装生产流水线梯形图控制程序设计并画出电气线图。
2、控制要求
(1) 系统通过开关设定为自动操作模式、手动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
目录
一、设计任务··········································2
1、课题内容···········································2
2、控制要求···········································2
本系统电镀生产线采用了传送带,传送带用一台电动机控制,同时用变频器对电机平滑调速。
1、生产工艺及流程
食品饮料行业中的生产流水线和自动化

食品饮料行业中的生产流水线和自动化食品饮料行业是一个庞大的产业,众多品牌在这个行业中竞争激烈。
随着科技的发展和社会的进步,生产流水线和自动化技术的应用也越来越普遍。
本文将探讨食品饮料行业中生产流水线和自动化的现状和未来发展趋势。
一、生产流水线生产流水线是指将生产流程中的各个环节有机地组合起来,形成一个流程图,并依照这个流程图安排自动化设备和技术,从而达到生产效率的最大化。
在食品饮料行业中,生产流水线的应用非常普遍,例如纯净水、果汁、饮料、奶粉等食品都需要使用生产流水线来完成生产。
1.1 生产流水线的优点首先,生产流水线可以大幅提高生产效率。
通过流水线的组织,自动化设备的协同工作,可大大减少人工操作的时间和错误率。
其次,生产流水线还可以提高一致性和标准化程度。
在不同批次的生产中,生产流水线可以确保生产产品的质量和标准相同。
此外,生产流水线还可以降低成本。
流水线设备的成本虽然高于手工生产,但在生产效率、一致性、质量和节约人力成本方面可以带来较大的收益,因此是一种具有较高成本性价比的选择。
1.2 生产流水线的挑战尽管生产流水线应用广泛,但其面临的挑战也不容忽视。
首先,生产流水线需要进行定期的维护和升级,这对企业而言会带来额外的费用和工作人力。
对于小型企业而言,可能无法承担这个额外的成本。
其次,生产流水线的设计和组织可能会面临一定的困难,需要克服与传统生产方式的差异,需要更高的专业质量。
因为其中每一个操作环节都不是独立的,而是组合和集成的过程,这就要求企业对生产流程有一个较高的深度了解,需要牢牢掌握生产运作过程的关键细节,采用更先进的生产技术。
二、自动化技术自动化技术是生产流水线的核心。
随着工业4.0时代的到来,自动化技术的应用已逐渐成为必然趋势。
自动化技术不仅可以提高生产效率,降低人力成本,还可以提高生产的安全性。
2.1 自动化技术的应用在食品饮料行业中,自动化技术的应用已变得普遍。
比如,自动机器人可以代替人工去完成一些重复性较高的工作。
饮料灌装生产流水线

现代控制技术及PLC控制课程设计姓名学号201班级机电1专业机械电子院别机械工程学院指导教师2013年7月5日录目引言 (3)第一章总体设计方案 (4)1.1 系统设计程序的基本结构 (4)1.1.1系统控制结构图 (4)1.1.2 饮料灌装流水线的基板结构图 (5)1.2 灌装流水线的工作原理 (5)1.3 方案的比较选择 (5)第二章硬件控制设计 (6)2.1 PLC的选择 (6)2.1.1 PLC的结构与特点 (6)2.1.2 选择PLC (6)2.2 传感器的选择 (7)第三章软件控制设计 (7)3.1系统流程图 (7)3.2 主电路接线图 (8)3.3 I/O接线图 (9)3.4 梯形图 (9)3.5 语句表 (11)第四章调试说明 (13)结论 (15)参考文献 (15)引言目前,饮料的灌装生产已经实现自动化,为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正向缩短生产周期、降低成本、提高生产质量等方面发展。
因此,饮料厂的自动化灌装生产线中有越来越多的机器在使用先进的灌装技术来提高机器的自动化控制水平和生产效率。
而应用PLC完成电气部分的控制是工业自动化电气控制的主要发展方向。
本次课设主要介绍全自动灌装生产线的基本概念。
全自动灌装生产线是由数台自动灌装机械经控制系统进行集中控制,并按照各自功能完成一定任务进行顺序、连续生产的一系列机器组合。
通过对饮料罐装自动控制的介绍,使我们对灌装这个行业有了更深的了解,也对自动化这个名词有了进一步的了解。
我国的饮料罐装自动化相对于西方发达国家来讲还有很大的差距。
设备陈旧,技术落后,成为阻碍我们灌装行业发展的一个严重问题。
鉴于这些问题,我国企业不断发展自身的实力,逐步朝着生产高速化、设备结构合理化、设备的多功能化、设备的绿色化、控制的智能化等方向发展出适合自己需求的产品来。
本次课设就是朝着这个方向进行研究和设计。
传统的饮料罐装生产线的电气设备控制系统是传统的继电器——接触器控制方式,在使用的过程中,生产工效低,人机对话靠指示灯+按钮+讯响器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与维护只能凭经验被动的去查找故障点。
啤酒自动灌装生产流水线
·本科毕业设计(论文)题目啤酒自动灌装生产流水线控制系统的设计学生姓名崔译丹学号201433070001教学院系电气信息学院专业年级电气工程及其自动化2014级(双)指导教师方玮职称讲师单位西南石油大学辅导教师职称单位完成日期2016年05月19日Southwest Petroleum University Graduation ThesisThe Design of Automatic Beer Filling Production LineControl SystemGrade:2014Name:Cui yidanSpeciality:Electrical Engineering and AutomationInstructor:Fang weiSchool of Electrical Engineering and Information2016-5摘要本文主要介绍的是基于三菱FX2N-64MR PLC的啤酒自动灌装生产流水线的设计。
该系统的设计包括硬件设计和软件设计,其中硬件设计包括三菱FX2N-64MR PLC 外部电路的设计;软件部分包括程序的设计与调试。
在本设计中,包括自动控制和手动控制,选择适当的清洗机,灌装机,封盖机,包装机以及光电传感器实现了清洗、灌装、封盖、包装、检测等功能。
形成快速一体的自动灌装系统。
本设计中使用了计数器分别对合格品与不合格品进行检测,并设置了红灯绿灯便于操作者观察,另外,为了保证系统在出现意外故障时,能够得到很好的解决,系统还配置了急停开关等。
对于检查出的不合格产品采用推出装置将其移走。
并运用组态王软件实现了对整个自动灌装系统的实时监控,可以更好的了解和调整生产工艺及控制程序。
关键词:啤酒灌装;三菱FX2N-64MR PLC;组态王;AbstractThis article introduce The design of automatic beer filling production line control system that based on Mitsubishi FX2N-64MR PLC(Programmable Logic Controller Programmable Logic Controller). In my design, it include two parts about hardware and software. The hardware parts include the design of the external circuit of Mitsubishi FX2N-64MR PLC. The software part includes the design and debugging of the program.In this design, including automatic control and the manual control, I select the appropriate cleaning machine, filling machine, capping machine, packaging machine and photoelectric sensor realized washing, filling, sealing, packaging, testing and other functions. They form an automatic filling system with rapid integration. This design using the counter respectively for qualified products and unqualified products were detected, and set up a red light green light is convenient for the operator to observe. In addition, in order to ensure the system in the unexpected failure, can get very good solution, the system is also equipped with emergency stop switch. To check out the unqualified products using the launch device to move away. And the use of configuration software to realize the real-time monitoring of the automatic filling system, can better understand and modify the production process and control program.Keywords:Beer Filling;Mitsubishi FX2N-64MR PLC;Kingview目录1 绪论 (1)1.1 设计目的与意义 (1)1. 2 国内发展趋势 (1)1. 3本设计的主要任务 (1)2 总体设计方案 (3)2.1 啤酒灌装生产流水线的基本结构 (3)2.2 啤酒灌装生产流水线的工作原理 (4)3 系统硬件设计 (5)3.1 选择电气元件 (5)3.1.1 电动机的选择 (5)3.1.2清洗灌装封盖打包设备的选择 (5)3.1.3传感器的选择 (7)3.1.4 热继电器的选择 (8)3.1.5 接触器的选择 (9)3.1.6 低压断路器和熔断器的选择 (9)3.1.7 信号电器的选择 ........................................................................................... (9)3.2 选择PLC ................................................................................................................ ..103.2.1 PLC的I/O分配表 ....................................................................................... ..113.2.2 PLC端口接线图........................................................................................... ..123.3主电路的设计 ........................................................................................................ ..124 系统程序的设计 (14)4.1系统流程图 (14)4.2 梯形图 (14)4.2.1 手动灌装流水线程序 (16)4.2.2 自动灌装流水线程序 (20)西南石油大学本科毕业设计(论文)5 系统组态设计 (25)5.1制作过程 (25)5.1.1 创建新工程 (25)5.1.2 构建数据词典 (26)5.1.3 组态画面和动画连接 (27)5.2组态设计运行和调试 (29)6 总结 (33)谢辞 (34)参考文献 (35)附录A 主电路接线图 (36)附录B PLC外部电路接线图 (37)附录C 梯形图 (38)啤酒自动灌装生产流水线控制系统的设计1 绪论1.1设计目的与意义传统的啤酒灌装生产线的电气设备控制系统是传统的继电器——接触器控制方式,在使用的过程中,生产工效低,人机对话靠指示灯+按钮+讯响器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与维护只能凭经验被动的去查找故障点。
饮料饮品全自动流水线QC工程图

TBA
菌
充填产 保养基准
9 充填
充
品 书]W-5530-051
填机
[TP 科机器设备
点检基准
书]W-5530-055
LS 喷嘴、 LS 压力滚轮
空气刀
LS 封合
液油压力
正常 压辊无毛刺,无缺损
[TP 科生产日
LS 喷 1 次/ LS 喷嘴 面板显 保养/更换
嘴班
示
报]R-5530-025
温度 130℃
压力滚轮 封带导向轮
感应器
弹簧长度 转动灵活,完整无损
正常
接驳装置功能
正常
粘贴温度
320-330℃
粘贴压力
2.7KPA
制造/ 充填
现场报废产
1 次/ 连续 2 拆包目
品管 后成 卷 包/线 测
品
人员 品
调整机器
滚轮
1 次/ 班
\
目测
[饮品自主品 管实施作业办
接驳
1 次/
探测 班
\
器
目测
法]W-5010-10
9
[饮品
制程管制查检
执行办
调整/更换 法]W-5010-02
1
制动器
干净未损坏
制动 1 次班 \
器
目测 调整/更换
接驳纸加热块
温度 200℃
温度
25℃
[TP 科机器设备
湿度
35%-50%
保养基准
书]W-5530-051
字码
清晰、无破损
日
TP 包 [TP 科机器设备
期 日印 上打印 点检基准
5
书]W-5530-055
泵 1 次/ 班
饮料罐装设备生产线工艺流程

饮料罐装设备生产线工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!饮料罐装设备生产线工艺流程主要包括以下几个步骤:1. 罐装前的准备工作在罐装之前,需要对饮料原料进行预处理。
一元灌装封口机工作原理

一元灌装封口机工作原理最近在研究一元灌装封口机,发现了一些有趣的原理,今天来跟大家好好聊聊。
你有没有注意过超市里那些一元钱的小饮料或者小食品,它们的包装封口得又快又好?这背后可就有一元灌装封口机的功劳哦。
像我们平时喝的那种小瓶装的一元矿泉水,从空瓶子到装满水再到密封好,一气呵成,就像是一条小生产流水线呢。
这一元灌装封口机啊,其实就像是一个超级有条理的小助手。
首先呢,是灌装部分。
就好比我们用漏斗往瓶子里倒水一样,不过这个“漏斗”可高级多啦。
它有一个精确的计量系统,能准确地把一定量的液体(比如一元矿泉水就是规定量的水)灌到瓶子里。
这有点像我们做饭的时候,用量杯量取调料,必须不多不少,这样每一瓶的量才相同。
厂家在设置这个计量的时候啊,是根据产品的需求来确定的,这就得用到一些数学计算和流量控制的原理啦。
接着就是封口部分了。
这就像是给瓶子戴个“小帽子”。
一般封口机是通过加热或者压力来密封瓶口的。
打个比方,这就像是我们用打火机把塑料绳子的一头烫一下,让它粘起来,变得密封一样。
封口机的加热元件会让瓶口的包装材料融化或者软化,然后通过压力把瓶盖或者密封膜紧密地贴合在瓶口上,这样就保证了里面的东西不会漏出来,也能保持新鲜。
说到这里,你可能会问,那它怎么能保证每一个瓶子都能被准确地定位到灌装和封口的位置呢?这就要说到它的机械传动系统了。
这系统就像是火车的铁轨,引导着瓶子从一个环节到另一个环节。
瓶子就像坐在小火车上,按照设定好的路线,先到灌装站装满东西,再到封口站封好口。
老实说,我一开始也不太明白这个机械传动系统是怎么做到这么精确的。
我就去查阅了一些机械原理的书,发现它是通过很多齿轮、皮带等装置协同工作的。
这些部件的大小、速度都设计得非常巧妙,就像乐队里各个乐器相互配合才能演奏出美妙的音乐一样。
从实际应用来看啊,一元灌装封口机大大提高了生产效率。
比如说一家生产小包装饮料的工厂,如果没有这个机器,靠人工灌装和封口,速度又慢而且还容易出错,量也不准确。
饮料灌装生产线电气系统设计毕业设计

关键词:可编程控制器;灌装流水线;顺序功能图;梯形图
I
宁夏理工学院毕业设计
Abstract
With the increasing level of industrial automation, many industrial enterprises are faced with the transformation of traditional production line and re-design problem. PLC (programmable logic controller) is a microprocessor as the core of industrial control devices, it will relay the traditional control system combined with computer technology in recent years in industrial automation, mechanical and electrical integration, the transformation of traditional industries such as generally applied. As a general-purpose industrial control computer, the realization of industrial control wiring logical leap in logic to storage, industrial control in the world is playing an increasingly important role. In view of this, the designers of the use of PLC functions and features designed a beverage filling production line control system. The article introduced the PLC beginning of the relevant knowledge, and then to drink bottling line as an example, the use of Mitsubishi FX series programmable logic controller, PLC, introduced in the beverage bottling line in the application, given a detailed program design process. PLC control of the use of beverage filling production process, which can effectively improve the production efficiency of filling, and significantly increase the reliability of control systems and flexible.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
饮料罐装生产流水线的PLC控制摘要随着计算机和网络通讯技术的发展,企业对生产过程的自动控制和信息通讯提出了更高的要求。
饮料生产线比较复杂,生产环节也很多。
其中饮料的灌装就是饮料生产线上重要的生产环节。
控制系统主要由一台PLC、交流异步电机、液罐、多个灌装状态检测传感器、故障报警蜂鸣器、产量统计显示器等组成。
其中电机用来控制运送饮料瓶的传送带部分。
本控制系统有两个特点:一是输入、输出设备比较多;二是所需实现的控制是顺序逻辑控制、模块控制以及计算统计功能。
西门子S7-300系列PLC在模块控制、高速计数和计算方面的功能较强,实现比较方便。
因此本系统选用了S7-300型号的PLC进行控制,既满足了控制系统所需的I/O点数,又满足了被控对象的控制要求。
采用PLC控制饮料灌装生产线,实现了饮料生产线的自动化、智能化。
对劳动生产率的提高,饮料质量和产量的提高具有深远的意义。
关键词 S7-300可编程序控制器(PLC)/自动化/智能化Beverage cans production line of the PLC controlAbstractWith the computer and network communication technology, business-to-production process automation and information and communication put forward higher requirements. Beverage production line more complex production processes are also numerous. One drink is a beverage filling production line's most important production areas.Control system mainly by a single PLC, AC asynchronous motor, tank, multiple filling state detection sensor, fault alarm buzzer, the output statistics displays so on. One motor is used to control the delivery of beverage bottles conveyor belt parts.The control system has two characteristics: First, input and output devices are more; second is required in order to achieve control is logic control, module control, and computing statistical functions.Siemens S7-300 series PLC in the module control, high-speed counting and computing functions of a stronger and achieve more convenient. Therefore, this system adopts the S7-300 type of PLC control ,not only the control system to meet the required I / O points, but also to meet the control requirements of the controlled object.Use of PLC control beverage filling production line, to achieve the soft drink production line automation and intelligence. On labor productivity gains, improve beverage quality and yield far-reaching significance.KEY WORDS S7-300 PLC ,Automation ,Intelligence目录摘要 (I)Abstract (II)前言 (1)1.绪论 (2)1.1饮料灌装生产流水线的概述 (2)1.1.1生产流水线的概念 (2)1.1.2生产流水线的形式及特点 (2)1.2饮料灌装生产流水线模型 (2)1.3 PLC基础 (3)1.3.1可编程控制器的产生和定义 (3)1.3.2可编程控制器的特点 (4)1.3.3 设计PLC控制时,应遵循以下基本原则 (4)2.饮料灌装生产流水线的PLC控制要求和内容及硬件设计 (5)2.1 控制任务 (5)2.2 控制方案设计原则 (6)2.2.1 确定系统控制任务与设计要求 (6)2.2.2 制定电气控制方案 (6)2.2.3 确定控制系统的输入输出信号 (7)2.2.4 PLC选型与硬件配置 (7)2.2.5 I/O分配 (8)2.2.6 控制程序设计 (8)3.S7-300硬件介绍 (8)3.1 S7-300硬件模块 (8)3.1.1 CPU (8)3.1.2 信号模块 (10)3.1.3 通信模块 (11)3.1.4 功能模块 (11)3.1.5 接口模块 (11)3.2 S7-300的扩展能力 (11)4. 硬件接线............................................................................ 错误!未定义书签。
4.1 模块选择 (11)4.1.1 CPU (11)4.1.2 信号模块 (12)4.1.3 电源模块 (12)4.2 I/O分配表 (12)4.3 I/O接线图 (14)4.3.1 数字量输入模块32DI的接线图 (14)4.3.2 数字量输出模块32DO的接线图 (14)4.3.3 数字量输入/输出模块8DI/8DO的接线图 (15)5. 工程软件的设计 (15)5.1 S7的编程语言 (16)5.2 S7程序结构设计 (16)5.2.1 程序块类型 (16)5.2.2 程序结构形式 (16)5.3 工程项目程序结构 (17)5.3.1 需要编写的程序块 (17)6.设计灌装生产线控制程序及运行原理说明 (18)6.1 编写生产线自动运行程序(FC30) (19)6.1.1 生产线运行启动/停止 (19)6.1.2 自动循环灌装程序 (19)6.2 手动运行 (21)6.3 急停处理(FC10) (22)6.4 计数统计 (23)6.4.1 空瓶数和满瓶数计数统计 (23)6.4.2 计算废品率 (24)6.4.3 废品率超过2%时报警 (25)6.4.4 显示包装箱数 (25)6.4.5 计数值清零 (26)6.5 生产线故障故障报警 (26)6.6 编写主程序OB1 (28)6.7 蜂鸣器整点响5S的程序 (30)6.8 模拟量处理程序 (31)6.8.1在OB100启动组织块中用语句表编写指令 (31)6.8.2 在硬件组态中定义500ms执行一次循环中断组织块OB35 (31)6.8.3 在OB35中调用FC105,间隔500ms采集一次灌装罐的液位值 (31)6.8.4 在FC70中编写模拟量液位值的处理程序 (32)结束语 (34)致谢 (35)参考文献 (36)附录 (37)前言工业现代化的进程,对生产过程的自动控制和信息通信提出了更高的要求。
随着计算机和网络通讯技术的发展,企业对生产过程的自动控制和信息通讯提出了更高的要求。
工业自动化系统已经从单机的PLC控制发展到多PLC及人机界面的网络控制。
早期的灌装生产流水线大多数采用容积泵式、蠕动泵式作为计量方式。
这些方式存在一些缺点。
例如:灌装精度和稳定性难以保证、更换灌装规格困难等。
本系统采用的饮料分装计量是通过时间和单位时间流量来确定的,计量精度由可编程控制器(PLC)控制确定。
并且在本系统还具有数据统计和故障报警功能,能够准确的将生产情况告知用户,使用户能灵活的调整生产方式和方便的了解到设备的即时运行状态。
PLC控制具有编程简单、工作可靠、使用方便等特点,已经在工业自动化控制领域得到了广泛的应用。
1.绪论1.1饮料灌装生产流水线的概述1.1.1生产流水线的概念生产流水线是生产型企业最常用的制造产品的形式,它是由一群人或机器人在一个接一个的完成一项半成品或成品的加工及检验和包装,由于是有些采用行走的输送带承载被加工的物品,因此被称为流水线生产。
1.1.2生产流水线的形式及特点(1) 板链式装配流水线特点:承载的产品比较重,和生产线同步运行,可以实现产品的爬坡;生产的节拍不是很快;以链板面作为承载,可以实现产品的平稳输送。
(2) 滚筒式流水线特点:承载的产品类型广泛,所受限制少;与阻挡器配合使用,可以实现产品的连续、节拍运行以及积放的功能;采用顶升平移装置,可以实现产品的离线返修或检测而不影响整个流水线的运行。
(3) 皮带式流水线特点:承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。
(4) 差速输送流水线特点:差速输送流水线采用倍速链牵引,工装板可以自由传送,采用阻挡器定位使工件自由运动或停止,工件在两端可以自动顶升,横移过渡。
还可以在线可设旋转、专机、检测设备、机械手等。
1.2饮料灌装生产流水线模型生产线由瓶子传送带和灌装液罐组成,传送带由电动机驱动,可以正转和反转。
电动机正转时,传送的瓶子依次通过空瓶、灌装、满瓶和终端4个工位。
自动化生产线的控制台可以用普通的控制面板实现,也可以用HMI(人机界面)设备实现。
控制面板上有启动/停止按钮、急停按钮、下位/上位选择开关、手动/自动选择开关、正反转点动按钮、故障复位按钮、计数清零按钮及各种指示灯。
欲完成以上的控制动作,需要通过可编程控制器来对生产线的控制。
1.3 PLC基础可编程控制器是工业自动化的基础平台。
在工业现场中用于对大量的数字量和模拟量进行控制,例如电磁阀的开闭,电动机的启停、温度、压力、流量的设定,产品的计数与控制等。
1.3.1可编程控制器的产生和定义可编程控制器的缩写为PLC(Programable Logical Controller),是将计算机技术、自动化技术和通信技术融为一体,专为工业环境下应用而设计的控制设备。