UASB_CASS工艺处理酒精废水
UASB+SBR工艺的酒精工业废水处理意见

UASB+SBR工艺的酒精工业废水处理意见- 污水处理摘要:采用上流式厌氧污泥床(UASB)~间歇式活性污泥法(SBR)综舍工艺处理玉米酒精工业废水,经2年多运行表明,运行费用低、效果好,处理后的污水达标排放,还可作为中水回用。
污水先经预处理系统(包括事故调节池、集水池、pH调节、冷却塔)处理后进入UASB 反应嚣处理,经处理后出水CODer去除率达76%,BOD去除率达83%。
然后进入SBR池处理。
CODcr去除率达91%,BOD5去除率达95%。
处理后的水经活性炭吸咐处理后可作中水使用。
关键词:酒精生产;废水;UASB;SBRApplication of UASB+SBR Technology in theTreatment of Alcohol Industrial SewageGENG Xiang-dang(hnhui GIljing Group.,Bozhou,Anhul 236800,china)Abstract.- UASB+SBR technology had been apphed to treat eoFn alcohol industrial sewage for more than two years and the applicationresults indicated that the operation cost wills low,good efects achieved,and water managed W88 in accord with sewage discharge stalldardand could be reused as medium water.The sewage first treated by pretreatment system (including accidents regulation pits,collect—ing tank,pH adjustment,and cooling tower),then treated by UASB reactor,the removal rate of CODcr of water after treatment was 76%and removal rate of BOD reached 83%finally the water flew into SBR pits for further treatment, the removal rate of CODcr andBOD5 reached 91%and 95%respectively.The managed water then treated by active carbon absorption could be used as mediumwater.(Wran.by YUE Yang)Key words:eomplex utilization;alcohol production;sewage;UASB;SBR利用生物技术作为污染防治的手段是一项经济、社会、环境效益俱佳的技术,是解决复杂环境问题的有效途径之一。
UASB+CASS组合工艺处理啤酒废水工程实例

UASB+CASS组合工艺处理啤酒废水工程实例UASB(上升式厌氧污泥床)是一种高效、低成本的生物处理技术,它通过在密闭反应器中利用厌氧微生物将有机废物转化为甲烷、二氧化碳等产物。
UASB工艺具有废水容积负荷大、占地少、操作简易等优点,但对废水中的悬浮物质和氧气敏感。
CASS(循环活性污泥系统)是一种好氧生物处理技术,通过活性污泥的曝气搅拌和沉淀来去除废水中的有机物和氮磷等营养物质。
CASS工艺具有去除率高、稳定性好等特点。
本工程实例是一家啤酒厂的废水处理工程,该厂年产啤酒10万吨,废水排放量达到10,000立方米/天。
在以往的处理工艺中,该厂接受了传统的曝气生物处理工艺,但存在废水处理效果不抱负、处理成本高等问题。
为解决这些问题,该厂引进了UASB+CASS组合工艺。
该工程的处理工艺流程如下:起首,将原始的啤酒废水经过一道格栅进行初步固液分离,去除大部分的悬浮物质。
然后,将固液分离后的废水通过UASB反应器进行厌氧处理。
在反应器中,通过调整温度、pH值等条件,利用厌氧微生物将有机物质分解为甲烷、二氧化碳等可利用的产物。
由于啤酒废水中含有大量可生物降解的有机物质,厌氧处理能够有效去除废水中的COD(化学需氧量)、BOD(生化需氧量)等指标。
接下来,将UASB处理后的废水转入CASS系统进行好氧处理。
在CASS系统中,通过曝气搅拌和沉淀,利用好氧微生物进一步降解废水中的有机物质和氮磷等营养物质。
CASS工艺对于去除废水中的COD、BOD、氨氮等指标有很好的去除效果。
最后,经过UASB+CASS组合工艺处理后的废水通过二次沉淀和消毒等环节,达到国家相关排放标准,可安全地排放至环境中。
该工程实例的运行结果表明,UASB+CASS组合工艺能够高效处理啤酒废水,处理效果显著。
在该啤酒厂的废水处理过程中,该工艺不仅达到了国家的相关排放标准,而且大大降低了处理成本和能耗,实现了经济效益和环保效益的良好结合。
综上所述,UASB+CASS组合工艺是一种分外适合处理啤酒废水的技术。
UASB+CASS组合工艺处理啤酒废水工程实例

UASB+CASS组合工艺处理啤酒废水工程实例UASB+CASS组合工艺处理啤酒废水工程实例一、引言啤酒工业是我国规模较大的饮品生产行业之一,其废水排放问题一度成为环境保护的难题。
为了解决啤酒废水处理难题,许多工程实例采用了UASB(上升式厌氧污泥床)+CASS(循环顺流式废水曝气系统)组合工艺进行废水处理。
本文将以某啤酒厂的工程实例为例,介绍UASB+CASS组合工艺处理啤酒废水的工程实施及效果。
二、工程概况某啤酒厂位于中国某地,年产啤酒100万吨。
由于生产规模较大,该厂废水排放量大、COD(化学需氧量)、BOD(生化需氧量)等水质指标超标严重,对环境造成了一定的污染。
为了满足环境保护要求,该厂决定引进先进的UASB+CASS组合工艺进行废水处理。
三、工艺流程1. 原水预处理:啤酒废水中含有悬浮物、油脂和颗粒污物等。
为了保护后续处理装置的正常运行,必须进行预处理。
该厂采用了格栅除污系统,将颗粒物与沉降物分离,并通过除污机械将固体杂质捞取、去除。
2. UASB处理系统:经过预处理后的废水进入UASB反应器,废水中的机械颗粒物被彻底去除。
UASB反应器内,废水与厌氧菌共同作用,将有机物通过厌氧消化转化为沼气与污泥。
该系统具有污泥生成量较少、占地面积小等特点。
3. CASS处理系统:UASB处理后的沼气在CASS系统中被利用,为废水提供氧气,促进废水进一步的生化处理。
CASS系统采用循环顺流式废水曝气系统,通过增氧器将空气吹入废水中,提供充足的氧气供给。
同时,废水经过曝气作用,进一步降解有机物,减少COD和BOD等污染物浓度。
4. 深度处理:经过UASB+CASS组合工艺处理后,废水中的污染物浓度已大幅下降,但仍需进一步深度处理。
该厂选择了生物接触氧化池作为深度处理工艺,通过生物菌膜对废水进行进一步处理,确保出水水质达到相应的标准。
四、运行效果经过UASB+CASS组合工艺处理后,该啤酒厂的废水处理效果明显改善。
UASB-CASS工艺处理酒精废水
粗馏 塔 的废醪 液经提 取生 物饲 料后 ,其
收 稿 日期 20 — 22 0 51—8
有机 物 ,提高 废水 的可生 化性 ,出水再 与工
作 者 简 介 :黄 玉 茹 ,女 , 16 94年 生 ,河南 汝南 人 ,高 级 工 程 师 ,从 事 环境 科 研 工 作 。
・2 ・ 3
维普资讯
20 0 6年 第 3 期
贵 州 环
保
科
技
Vo. 2 No 3 11 .
UAS B—C S工艺 处 理 酒 精废 水 AS
黄 玉 茹 ,郭 强
( 新乡市 环境保护科学设计研究院 ,河南 新乡 430) 5 0 0
摘 要 介 绍 了 UA B S —C S ( 流式厌 氧 污泥床反 应 器一 周期 循环 活性 污泥 法反 A S上
出水 水 质要 求 达 到 GB 8 7 - 1 9 { 9 8 9 6 污水 综 合 排放标 准 》 中的二 级排 放标 准 ( 1 。 表 )
表 1 废 水 水 质
2 理艺 处工
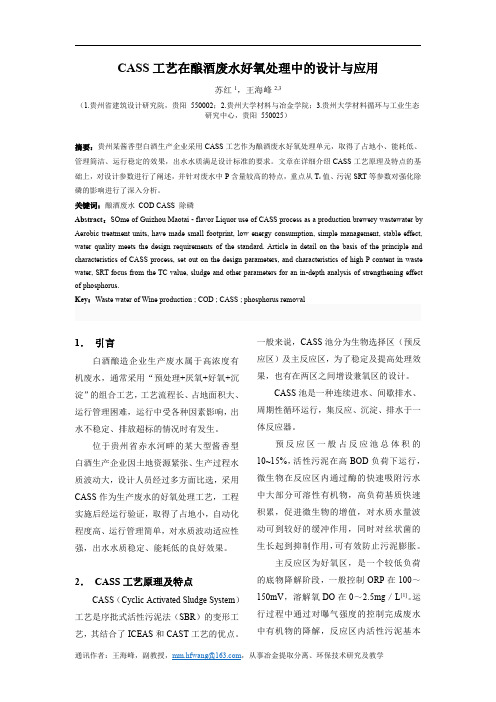
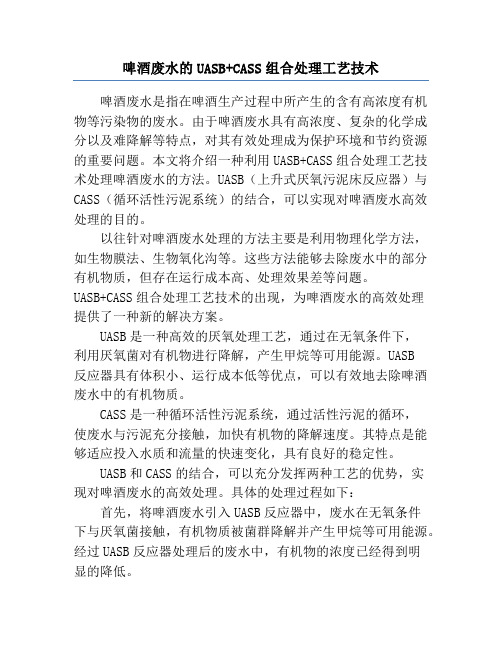
2 1 T艺流 程 ( 1 . 图 )
喜
詈 釜
人 UAS B反应 器 , 此 降解 了大部 分难 降解 在
维普资讯
20 0 6年 第 3期
贵 州 环
沼 气
▲
保
科
பைடு நூலகம்技
V 11 o. 2
No 3 .
废 水
调 节 沉 淀 池 —_ 一一 级u s L. A B 一二 级 u s AB
・
】 C S AS
:
I
排 放
: 泥 污
洗水 等一 些较 低浓度 的废 水 。工 程采 取 了多
啤酒废水的UASB+CASS组合处理工艺技术
啤酒废水的UASB+CASS组合处理工艺技术啤酒废水的UASB+CASS组合处理工艺技术引言随着现代工业的发展,啤酒产业也得到了迅速的发展。
然而,伴随着啤酒生产过程中大量产生的废水排放,环境问题也愈加突出。
啤酒废水的高浓度有机物、酸度偏低、高温度等特点使得其处理成为一项极具挑战性的任务。
本文将介绍一种用于处理啤酒废水的UASB+CASS组合处理工艺技术,该技术能够高效地去除废水中的有机物、氨氮等污染物,达到国家排放标准,同时具有投资成本低、操作简便等优点。
工艺流程UASB(Upflow Anaerobic Sludge Blanket)技术是一种利用厌氧微生物将有机物转化为沼气的处理方法。
UASB反应器主要由进水区、厌氧污泥颗粒床、气体收集系统和沉淀池等组成。
啤酒废水首先通过进水区进入UASB反应器,通过厌氧污泥颗粒床中的微生物降解有机物,产生沼气,然后经过气体收集系统收集沼气。
在沉淀池中,沉淀的污泥被回流到底部,净化的水从上部流出。
CASS(Complete Anoxic-Aerobic Sequencing Batch Reactor)技术是一种利用好氧微生物将有机物和氨氮转化为无机物的处理方法。
CASS反应器主要由进水区、好氧区、缺氧区和沉淀池等组成。
经过UASB反应器处理后的啤酒废水进一步进入CASS反应器。
在CASS反应器中,有机物和氨氮均被好氧微生物和厌氧微生物以及硝化和反硝化微生物降解,生成无机物。
然后,净化后的水从上部流出,沉淀的污泥被回流到底部。
工艺效果通过UASB+CASS组合处理工艺技术处理啤酒废水,可以获得较好的处理效果。
首先,UASB反应器能够高效去除啤酒废水中的有机物,将其转化为沼气,实现废物转化资源的目的。
其次,CASS反应器中的好氧微生物和硝化、反硝化微生物能够将有机物和氨氮转化为无机物,达到国家排放标准。
此外,由于UASB+CASS组合处理工艺技术具有操作简便、稳定性好以及投资成本低等优点,因此在啤酒废水处理领域具有广阔的应用前景。
UASB_CASS工艺处理酒精废水

U A SB-CA SS工艺处理酒精废水黄玉茹,郭 强(新乡市环境保护科学设计研究院,河南新乡 453000)摘 要 介绍了U A SB—CA SS(上流式厌氧污泥床反应器—周期循环活性污泥法反应池)工艺在处理酒精废水中的应用,工程运行表明,高浓度的酒精废水可以得到有效治理,出水水质能够满足GB8978—1996《污水综合排放标准》二级排放标准的要求。
关键词 上流式厌氧污泥床反应器 循环式活性污泥法 酒精废水 某酒精厂以玉米为原料生产酒精和生物蛋白饲料,年产酒精15000t,生物蛋白饲料10000t。
其生产工艺为:玉米原料→粉碎(过筛)→配料→预煮→高压蒸煮→糖化→发酵→粗馏→精馏→酒精成品。
粗馏下的醪液经板框压滤后产生的固形物经烘干、配兑、制成生物蛋白饲料。
所排废水主要是粗馏塔的废醪液以及其他车间的冷却水、洗涤水和冲洗水等一些较低浓度的废水。
工程采取了多项节水措施,如:(1)冷却水自低温至高温多次循环套用,最后用于拌料;(2)锅炉排水用作水膜除尘器的补充水;(3)醪液经固液分离后液体回用于拌料;(4)减少设备冲洗水等。
项目废水排放量约为418m3 d。
酒精废醪液以有机物为主,废水COD C r 浓度高,本工程采用U A SB—CA SS处理系统对酒精废水进行处理,保证了废水出水水质能够稳定达标。
1 废水水质工程废水水质情况见表1。
废水排放量为418m3 d,设计水量为500m3 d,处理后出水水质要求达到GB8978—1996《污水综合排放标准》中的二级排放标准(表1)。
表1 废水水质废水水质排放标准pH COD C r (m g L)BOD5 (m g L)SS (m g L)水量 (m3 d) 319212001060038104186~9150301502 处理工艺211 工艺流程(图1)粗馏塔的废醪液经提取生物饲料后,其工艺废水首先进入调节沉淀池除去部分颗粒物,经调节水量、pH值,均化水质,然后进入U A SB反应器,在此降解了大部分难降解有机物,提高废水的可生化性,出水再与工收稿日期:2005212228作者简介:黄玉茹,女,1964年生,河南汝南人,高级工程师,从事环境科研工作。
酒精废水的处理技术综述
[1]沈连峰,田立江,陈荣平,等. 酒精废水的处理和综合利用技术[J].水处理技术,2007,33(8):68-70.
[2] 苏涛,买宁文. 玉米酒精废水处理工艺及启动研究[D].郑州:郑州大学,2010.
[3] 马赞华. 酒精高效清洁生产新工艺[M].北京:化学工业出版社,2003.
[4] 于宏仪,季民,张泽生.高浓度酒精废水处理的工程实践研究[D].天津:天津大学,2012.
图2酒精糟生产蛋白饲料(DDGS)工艺流程图
三、生物法
工程实际中还采用厌氧+好氧的组合工艺,处理酒精废水。酒精废水属于含固量较高的高浓度有机废水,可生化性好,是一种丰富的能源,经过厌氧处理后的废水仍然具有一定浓度的 COD 物质,并且厌氧过程本身没有特别明显的氨氮、总磷去除能力,故在厌氧处理之后需要进一步的采用后续的好氧处理。目前用于处理玉米酒精废水的厌氧技术主要有上流式厌氧污泥床(UASB)、升流式厌氧生物滤床(UAF)、厌氧颗粒污泥膨胀床(EGSB) 、内循环厌氧反应器(IC)等,稳定运行后COD去除率均在80%以上。目前常用的好氧处理法有接触氧化法、间歇式活性污泥法(SBR)和循环式活性污泥法(CASS),稳定运行后,接触氧化法COD去除率达70%以上,SBR与CASS对COD去除率达80%以上。
图 4 UASB-两级生物接触氧化工艺流程图
(二)二级IC+卡罗塞尔
吴建华等人采用两级厌氧一级好氧技术处理废水,设计厌氧采用先进的 IC 反应器,好氧则采用卡罗塞尔 3000 型。该废水水质为COD 浓度:41131.91mg/l,NH3-N浓度250.53mg/l,SS浓度1500 mg/L左右。经处理后出水COD浓度100mg/L-150mg/L左右, NH3-N浓度25mg/L[5]。厌氧采用中温发酵技术,一级厌氧进水温度在 39℃左右,二级厌氧进水温度在 37℃左右。原水储罐用于贮存多余、暂时不能完全处理的废水,运行出现问题的特殊情况时用做事故池。用冷却水泵将废水提升进入换热器内进行冷却。调节塔调节进入厌氧反应池浓度。从一级厌氧出水后,在脱气调节塔中进行一级提升进入二级厌氧池,并将没有分离的 CO2等气体分离,防止二级厌氧泵的气蚀现象,并为二级厌氧泵提供缓冲体积。为保证二级厌氧处理的营养均衡,有机物满足要求,将原水贮罐和调节塔中的一部分水进入脱气调节塔,以保证脱气调节塔中的水温在 37℃、有机物充足。
酒精行业废水处理工艺

酒精行业废水处理工艺一、基本原理前置水解酸化均质均量技术与改良UASB结合,水解酸化可去除部分SS并降低改良UASB进水负荷,改良UASB通过增设内循环系统利用回流使反应器的升流速度恒定,而恒定的升流速度可以显著提升泥水混合效率,提升改良UASB的负荷,改善厌氧生物处理效果;可缓冲冲击负荷的不利影响;降低三相分离器的泥水分离压力。
填料CASS通过在填料表面形成生物膜增加反应器内生物量和生物种类,且形成的生物膜表面到内部存在溶解氧梯度,达到深度脱氮的目的。
深度处理“混凝沉淀-过滤-消毒”出水可满足循环冷却水补充用水要求,达到酒精废水回用的目的。
二、工艺流程三、关键技术及优势“前置水解酸化+强制内循环改良UASB+填料CASS+混凝沉淀-过滤+消毒”集成技术1、强制内循环改良UASB主要采用在反应器内三相分离器下部增设回流装置,通过增设内循环系统,利用回流使反应器的升流速度恒定,而恒定的升流速度可以保持污泥床稳定的膨胀和搅动,避免产生配水不均匀和沟流等现象,从而显著提升泥水混合效率,改善厌氧生物处理效果。
优势:(1)内循环可保证形成足够的水量“洗出”絮状污泥,加快颗粒污泥的形成;可以稀释突然增高的COD浓度,缓冲冲击负荷的不利影响;(2)当UASB反应器工作不正常或需要关停时,可以通过内循环尽可能地降低厌氧池内的挥发性脂肪酸(VFA);(3)提高反应器内水力上升流速,有利于颗粒污泥的形成;(4)通过三相分离器内泥水的回流,可有效避免液面浮渣的形成,最大程度的降低三相分离器的泥水分离压力,达到提高分离效率的目的。
2、前置水解酸化在去除SS的同时也起到了均质均量的效果,对于难降解废水还可提高其可生化性,所以整体集成工艺应用领域不仅限于酒精废水行业,同时可应用于高浓度难降解废水的处理。
3、填料CASS技术通过投加一种自主研发的填料篮装置,改善了反应池的流体动力学状态,提高了溶解氧的转移效率,增加生物膜的稳定性,具有增加生物量、生物种类以及促进深度脱氮的作用,达到污染负荷削减的同时并实现废水回用。
酒精废水处理工艺 酒精废水处理方法 废水治理设备

①对高浓度污染物高SS的酒精有机废水,耐冲击力高承受力强,可完全达到高浓度悬浮物废水处理的要求。
②在高浓度悬浮液的情况下,虽不能或很难形成颗粒污泥,但高效厌氧装置可以培养出沉淀性能很好和活性很高的污泥,这对于保证COD去除率是关键的。
③在高浓度悬浮液的情况下,容积负荷比普通全渣反映罐高很多,所以产沼气量很大,能产生较好的经济效益。
酒精废水常用处理工艺
1高效全混厌氧污泥罐(EASB)
厌氧反应器采用钢结构,其外形结构类似于第三代厌氧反应器EGSB和IC,能承受高浓度的固体悬浮物(SS),是三代厌氧反应器EGSB和IC不具备的特点,采用高温发酵,容积负荷可高达7.0kgCOD/(m3.d),高于传统全渣厌氧发酵工艺的2—3倍,COD去除率高达90%。该工艺有以下优点:
缺氧池具有双重作用,一是对废水进行生物预处理,改善其生化性,并吸附、降解一部分有机物;二是对系统的污泥进行消化处理。可以与后续的接触氧化形成A/O模式,具有同步脱氮除磷作用,其中厌氧段主要作用是去除有机污染物和释放磷,缺氧段的主要作用是反硝化脱氮,由于具有同步去除有机污染物、脱氮、除磷作用,因而目前该工艺广泛应用在需要脱氮除磷的污水处理方案中。
酒精废水处理工艺 酒精废水处理方法 废水治理设备
酒精工业是国民经济重要的基础原料产业,酒精广泛应用于化工、食品工业、日化、医药卫生等领域,同时又是酒基、浸提剂、溶剂、洗涤剂和表面活性剂。
酒精生产废水特点:酒精工业的污染以水的污染最为严重,生产过程中的废水主要来自蒸馏发酵成熟醪后排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。
河北冀晟是专业的污水处理公司,拥有多种污水处理技术,如果您需要进行污水处理,请尽快联系我们。
CASS工艺在酿酒废水好氧处理中的设计与应用
CASS工艺在酿酒废水好氧处理中的设计与应用苏红1,王海峰2,3(1.贵州省建筑设计研究院,贵阳550002;2.贵州大学材料与冶金学院;3.贵州大学材料循环与工业生态研究中心,贵阳550025)摘要:贵州某酱香型白酒生产企业采用CASS工艺作为酿酒废水好氧处理单元,取得了占地小、能耗低、管理简洁、运行稳定的效果,出水水质满足设计标准的要求。
文章在详细介绍CASS工艺原理及特点的基础上,对设计参数进行了阐述,并针对废水中P含量较高的特点,重点从T c值、污泥SRT等参数对强化除磷的影响进行了深入分析。
关键词:酿酒废水COD CASS除磷Abstract:SOme of Guizhou Maotai-flavor Liquor use of CASS process as a production brewery wastewater by Aerobic treatment units,have made small footprint,low energy consumption,simple management,stable effect, water quality meets the design requirements of the standard.Article in detail on the basis of the principle and characteristics of CASS process,set out on the design parameters,and characteristics of high P content in waste water,SRT focus from the TC value,sludge and other parameters for an in-depth analysis of strengthening effect of phosphorus.Key:Waste water of Wine production;COD;CASS;phosphorus removal1.引言白酒酿造企业生产废水属于高浓度有机废水,通常采用“预处理+厌氧+好氧+沉淀”的组合工艺,工艺流程长、占地面积大、运行管理困难,运行中受各种因素影响,出水不稳定、排放超标的情况时有发生。
UASB—CASS组合工艺在废水治理中的应用现状

4.UASB—CASS组合工艺在污水治理中的优势与特点
由本文的前两部分我们知道了UASB与CASS各自的原理及优缺点。UASB—CASS组合工艺能克服两者的部分缺点,发挥两者的优势,使其组合在污水处理中发挥更大的优势。
2.上流式厌氧污泥床反应器(UASB)的原理与特点
2.1原理[1]
上流式厌氧污泥床反应器(UASB)是由荷兰的Lettinga[2]教授等在1972年研制,于1977年开发的。如图1所示,废水自下而上的通过厌氧污泥床反应器。在反应器底部有一个高浓度(可达60~80g/L)/高活性的污泥层,大部分的有机物在这里被转化为CH4和CO2。由于气态产物(消化气)的搅动和气泡的粘附污泥,在污泥层之上形成一个污泥悬浮层。反应器上部设有三相分离器,完成气、液、固三相的分离。被分离的消化气从上部导出,被分离的污泥则自动滑落到悬浮污泥层。出水则从澄清区流出。由于在反应器内保留了大量的厌氧污泥,使反应器的负荷能力很大。对一般的高浓度有机废水,当水温在30°C左右时,负荷率可达10~20kg(COD)/m3d。
③对水质和负荷突然变化较敏感,耐冲击力稍差。由于它自身的容积负荷很高,需要的有机负荷也很高,因而若不能满足其中厌氧微生物的需求时会导致不良后果。
3.循环式活性污泥法工艺(CASS)的原理与特点
3.1原理
CASS工艺是一种循环式活性污泥法,是SBR工艺的改进形式,通过曝气和不曝气阶段的交替运行,实现反应器以厌氧—缺氧—好氧—缺氧—厌氧的方式运行。CASS池的变容运行提高了系统对水量水质变化的适应性和操作的灵活性;选择器的设置加强了微生物对磷的释放、反硝化、对有机物的吸附吸收等作用,增加了系统运行的稳定性,能很好地缓冲进水水量与水质的波动,有效去除污水中有机碳源污染物,具有良好的拖氮、除磷功能,排出的剩余污泥稳定化程度较高。同时CASS工艺还能有效防止污泥膨胀。
UASB处理酒精废水生产运行研究
3 生产运行情况
从 1996 年 8 月开始酒精废水厌氧处理 的调试 ,至 1997 年 1 月全部酒精废水进入 UASB ,有机负荷达 8 kgCOD/ ( m3 ·d) , COD 去除率稳定在 90 %以上 ,出水 COD 为 3 800 mg/ L 左右 ,SS 为 2 500 mg/ L 左右 。1997 年
(6) UASB 的出水 BOD 含量很低 ,一般 为 600~900 mg/ L ,BOD/ COD 小于 0. 2 。为 了达到国家《污水综合排放标准》( GB 8978 1996) 中的要求 ( COD 小于 100 mg/ L ) ,将全 厂的生活污水 (约 3 800 m3/ d) 与厌氧出水混 合后进行好氧和物化处理 。
酒精废水的处理利用一直是酒精行业环 境保护的一大课题 。废水中有机物和悬浮物 含量高 ,COD 一般为 30 000~60 000 mg/ L , SS 为 10 000~20 000 mg/ L 。目前通常是回 收饲料和采用传统厌氧发酵工艺进行处理 。 过高的悬浮物含量是制约运用高效厌氧处理 工艺的主要因素 。北京市环境保护科学研究 院经过多年的研究 ,开发出了实用技术“上流 式厌氧污泥床 ( UASB) 处理高浓度有机废水 技术”,在山东景芝酒厂酒精废水处理工程实 际应用中取得了很好的效果 ,本文总结了该 生产装置的启动运行结果 。
A Fu112scale Thermophilic UASB Process for Treatment of Alcohol Waste water/ D U Bing1 , QI Wen2yu1 , SHEN Li2 xian1 ,YANG Rui2zong2/ ( 1. Beijing Municipal Research Institute of Environmental Protection , Beijing 100037 , 2. Shandong Jingzhi Wine Factory ,Shandong Anqiu 262119) Abstract :The start2up performance and granular sludge formation of a 2 700 m3 thermophilic full2scale UASB reactor for treat2 ing alcohol wastewater were described in this paper. Under steady condition and influent SS of 10 000 mg/ L ,the volumetric COD loading could reach 7~12 kgCOD/ (m3·d) with HRT of 2~5 days and COD removal rate over 90 %。 Key words :UASB reactor ; t hermophilic anaerobic fermentation ; alcohol wastewater ; granular sludge
水解酸化-UASB处理高浓度酿酒废水

水解酸化-UASB处理高浓度酿酒废水摘要:采用水解酸化-UASB法处理浓度较高的酿酒废水,能够很好地降低累积有害物质的程度,使其与我国的排放标准一致。
现阶段,许多酒厂均利用了这种方法进行废水处理。
为此,本文主要针对高浓度酿酒废水,研究了水解酸化-UASB这种处理方法,仅供参考。
关键词:酿酒;废水;UASB处理技术我国拥有悠久的传统酒文化,但在酿酒的过程中,锅底排出米浆废水中的有机物浓度却非常高,其废水属于高浓度酿酒废水。
在传统的污水处理中,一般利用常规的物化方法加以处理,但效果不显著。
本文以黄酒为例,结合其生产中排出的高浓度米浆的特点,应用了水解酸化-UASB这种处理方法。
这种污水处理方法具有十分明显的效果,且出水与相应排放标准一致。
1 确定废水处理工艺如表1所示为黄酒生产中排出的废水情况。
表1 黄酒废水水质为了将污水处理系统的作业效率提高,节省投资,降低系统运行成本与能耗,针对高低浓度废水,采取了分流处理。
其工艺流程见图1。
图1 处理废水的工艺流程图2 设计并启动水解酸化池在设计污水处理工程时,重点设置了水解酸化池。
在池中水力的作用下,高浓度废水停留时间24小时。
为了保证水解酸化池中的酸化菌群足够多、去除效果较理想,在该池加挂了立体弹性填料。
实际上,约过10天立体弹性填料便会具有较理想的挂膜效果,尤其会显著提高CODCr的去除率,约20天后将达到峰值(见表2)。
酸化池的布水被设计为推流式,以便将死角减少,并将保温层添加在池外,以提升酸化水解温度。
设计的酸化池(见图2)能调节水力、除渣沉淀,而且还可用作厌氧进料池。
这样既将污水处理设备减少了,又减小了工程造价。
图2 设计的酸化池图表2 去除CODCr的结果在水解酸化池,以自然富集的形式培养微生物和细菌。
因为池中有设置立体弹性填料,所以,以频繁升降水位的手段来富集酸化菌。
培养约10天后,酸化菌膜便挂满了弹性填料,随之也提高了CODCr去除率,池中CODCr的去除率位于20%~30%,具有较好的效果。
UASB_CASS_混凝气浮处理白酒生产废水
啤酒废水的UASB+CASS组合处理工艺技术
啤酒废水的UASB+CASS组合处理工艺技术啤酒废水是指在啤酒生产过程中所产生的含有高浓度有机物等污染物的废水。
由于啤酒废水具有高浓度、复杂的化学成分以及难降解等特点,对其有效处理成为保护环境和节约资源的重要问题。
本文将介绍一种利用UASB+CASS组合处理工艺技术处理啤酒废水的方法。
UASB(上升式厌氧污泥床反应器)与CASS(循环活性污泥系统)的结合,可以实现对啤酒废水高效处理的目的。
以往针对啤酒废水处理的方法主要是利用物理化学方法,如生物膜法、生物氧化沟等。
这些方法能够去除废水中的部分有机物质,但存在运行成本高、处理效果差等问题。
UASB+CASS组合处理工艺技术的出现,为啤酒废水的高效处理提供了一种新的解决方案。
UASB是一种高效的厌氧处理工艺,通过在无氧条件下,利用厌氧菌对有机物进行降解,产生甲烷等可用能源。
UASB反应器具有体积小、运行成本低等优点,可以有效地去除啤酒废水中的有机物质。
CASS是一种循环活性污泥系统,通过活性污泥的循环,使废水与污泥充分接触,加快有机物的降解速度。
其特点是能够适应投入水质和流量的快速变化,具有良好的稳定性。
UASB和CASS的结合,可以充分发挥两种工艺的优势,实现对啤酒废水的高效处理。
具体的处理过程如下:首先,将啤酒废水引入UASB反应器中,废水在无氧条件下与厌氧菌接触,有机物质被菌群降解并产生甲烷等可用能源。
经过UASB反应器处理后的废水中,有机物的浓度已经得到明显的降低。
接下来,将UASB反应器处理后的废水引入CASS系统中,经过活性污泥的循环作用,废水中的残余有机物得到进一步的降解。
CASS系统能够快速适应投入水质和流量的变化,保证了废水处理的稳定性。
经过UASB+CASS组合处理工艺技术的处理,啤酒废水中的有机物质得到了高效去除,达到了环境排放标准。
同时,通过UASB反应器产生的甲烷等可用能源可以进行回收利用,提高了资源利用效率。
需要注意的是,UASB+CASS组合处理工艺技术在实际应用中,仍需注意以下几点:首先,要对UASB和CASS的操作条件进行精确控制,包括温度、PH值、进水量等参数的监测和调节。
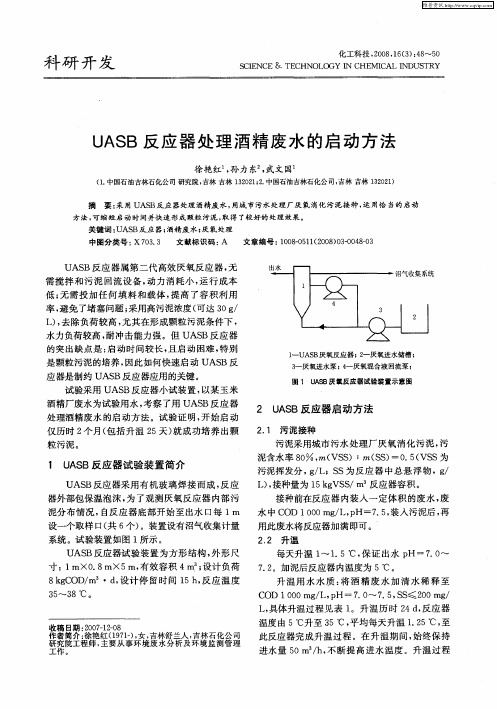
UASB反应器处理酒精废水的启动方法
收 稿 日期 :0 71—8 2 0—20 作者简介 : 徐艳 红( 9 1) 女 , 1 7 - , 吉林舒兰人 , 吉林 石化公 司
I 具体升温过程见表 1 , 。升温历 时 2 , 4d 反应器 温度 由 5。升至 3 ℃, C 5 平均每天升温 12 ℃, . 5 至
此反 应器 完 成 升温 过 程 。在 升 温 期 间 , 始终 保 持 进 水 量 5 / , 断 提 高 进 水 温 度 。升 温 过 程 Om3h 不
徐 艳 红 孙 力 东。 武 文 国 , ,
(. 1 中国石油吉林石化公司 研究 院, 吉林 吉林 1 2 2 ;. 3 0 12 中国石油吉林石化公司 , 吉林 吉林 1 2 2 ) 301
摘
要 : 用 UAs 采 B反应 器处理酒精废水 , 用城 市污水处理厂厌氧 消化 污泥接种 , 用恰 当的 启动 运
8k C / g OD m3・d 设 计 停 留 时 间 1 , 应 温 度 , 5h 反
3 ~ 3 ℃ 5 8
接种前在反应器 内装入一定体积的废水 , 废 水 中 C 0 / p OD 1 0mg I H=7 5 装 入 污泥后 , 0 , ., 再
用此 废水将 反应 器加 满 即可 。
1 US A B反 应 器 试 验 装 置 简 介
UAS B反应 器采 用 有 机 玻璃 焊接 而 成 , 应 反
器外部包保温泡沫, 为了观测厌氧反应器 内部 污 泥分 布 情 况 , 自反 应 器 底部 开始 至 出水 口每 1m
设一 个取 样 口( 6 ) 共 个 。装 置设有 沼气 收集计 量 系统 。试 验 装置 如 图 1 所示 。 UAS B反应 器试 验 装 置 为方 形 结 构 , 形 尺 外 寸 :1 mX0 8mX5 有 效 容积 4m3设计 负荷 . m, ;
UASBCASS处理啤酒废水的设计
某啤酒废水处理工艺设计摘要啤酒是世界通用性饮料,是酒精含量最低的饮料酒,而且营养丰富。
生产啤酒产生的废水,主要含有淀粉、蛋白质、酵母菌残体、酒花残渣、剩余啤酒、少量酒精及洗涤用碱,有机物浓度较高,虽然无毒,但易于腐败,排入水体要消耗大量的溶解氧,对水体环境造成严重危害。
随着啤酒行业的迅速开展,啤酒生产产生的大量废水迫切需要适当的处理,以免对环境造成更恶劣的影响。
目前,啤酒废水处理的方法多种多样,由于啤酒废水具有良好的可生化性,常常采用以生化为主,生化与物化相结合的处理工艺。
本设计处理啤酒废水采用的UASB+CASS法,是一种厌氧消化和好氧处理相结合的工艺。
厌氧处理能有效处理高浓度有机废水,不但运转费用相对较廉价,且可回收沼气;能耗低,产泥量少。
后接的好氧处理,能弥补厌氧处理的缺乏,能有效去除氮、磷,保证出水水质达标排放。
经过设计计算,本工艺COD去除率到达98.8%,BOD去除率高达99%,处理效果显著,出水到达?污水综合排放标准?GB8978-1996一级标准,且回收了大量沼气,创造了一定的经济效益。
关键词:UASB,CASS,啤酒废水,有机废水DESIGN OF A BREWERY WASTEWATER TREATMENTPROCESSABSTRACTBeer is the international beverage, is the lowest alcohol content alcohol drinks, with abundant of nutritious. Wastewater generated by production of beer, contains mostly starch, protein, yeast residue, hop residue, residual beer, a small amount of alcohol and washing with alkali, organic matter concentration was higher, although non-toxic, but easy to corruption, into the water body to consume a large amount DO, on the aquatic environment causing serious harm. With the rapid development of the beer industry, beer production of large quantities of waste properly addressed urgently needed to avoid the impact of the environment even worse. Currently, a wide variety of beer waste water treatment methods, because good beer wastewater biodegradability, often dominated by biochemical, biological and physicochemical treatment processes combined.The design treatment of brewery wastewater using the UASB + CASS method, is an anaerobic and aerobic digestion process of combining. Anaerobic treatment can effectively deal with high concentration organic wastewater, not only operating costs are relatively cheap, and recyclable methane; energy consumption is low, producing less sludge. Followed by aerobic treatment, anaerobic treatment can compensate for the deficiency, can effectively remove nitrogen, phosphorus, and ensure the quality of the effluent discharge standards. By design calculations, this process COD removal rate 98.8%, BOD removal rate of up to 99%, a significant treatment effect, the water reached, "Integrated Wastewater Discharge Standard" GB8978-1996 standard level, and the recovery of a large number of methane, creating a certain economic benefits.KEYWORD: UASB, CASS, BREWAGE WASTE WATER, ORGANIC WASTE WATER目录第1章前言 (1)§1.1 UASB+CASS工艺的选择 (1)§1.2 UASB+CASS工艺的概述 (2)第2章设计背景 (3)§2.1 工程概况及意义 (3)§2.2 设计条件 (3)§2.3 设计原那么 (3)第3章啤酒废水处理方法比拟 (4)§3.1 酸化—SBR法处理啤酒废水 (4)§3.2 UASB—好氧接触氧化工艺处理啤酒废水 (5) (5) (6)§3.5内循环UASB反响器+氧化沟工艺处理啤酒废水 (7)§3.6 UASB+SBR法处理啤酒废水 (8)第4章工艺流程确实定 (10) (10)§4.2 工艺流程说明 (10)第5章主要构筑物工艺尺寸设计计算 (11)§5.1 最大流量Q Vmax设计计算 (11)§5.2 中格栅工艺尺寸设计计算 (11) (12)§5.4 UASB反响器的设计 (13)§5.4.1 UASB工艺尺寸设计计算 (13) (14) (16)§5.4.4 排泥系统的设置 (20)§5.4.5 出水系统的设计计算 (22) (23) (24)§5.6 CASS曝气池工艺尺寸设计计算 (27)第6章啤酒废水处理厂平面布置 (32) (32)§6.2 总平面布置结果 (32)第7章工程造价、效益分析 (33)§7.1 工程投资估算 (33)§7.1.1 土建局部 (33)§7.1.2 设备费用 (34)§7.2 本钱估算 (34)§7.3 效益分析 (35)结论 (36)参考文献 (37)致谢 (39)第1章前言啤酒是世界通用性饮料,是酒精含量最低的饮料酒,而且营养丰富。
酒精工艺废水处理
酒精工艺废水处理.厌氧-气浮-UASB-SBR工艺处理酒精废水文中以中国南方某酒精企业为例。
该企业系用薯干为主要原料、发酵法生产酒精,酒精的产量约为5×104t/a。
1 废水水质和水量该企业废水主要来自于粗馏塔酒糟废水、精馏塔余馏水等废水,废水水质和水量如表1所示。
设计出水水质须达到当地城市污水处理厂接管标准。
2 工艺流程的选择酒糟废液排放量大,污染物和悬浮物浓度高,国内薯干酒糟一般采用厌氧、好氧的工艺处理。
糟液中含有淀粉、多羟基糖和多元醇类,易于生物降解,可生化性好,适合用生化方法进行处理。
该企业结合国内外酒精废水的处理技术,确定采用厌氧-气浮-SBR组合工艺。
项目在厌氧后续工段增加气浮工段,保证了后续SBR 好氧处理的效率,也保证了废水经处理后具有良好的出水水质,并能够回用于生产过程中。
同时,该工程在设计过程中充分考虑了各工段的处理效率,延长了废水在各个工段的停留时间,保证了废水的处理效。
1果。
工艺流程如图3 主要构筑物及设备。
2工程中主要设备及构筑物见表4 处理效果和工艺分析酒糟废水经隔栅去除大的颗粒物后,全部进入厌氧发酵罐进行全糟发酵,废水经厌氧发酵罐后去除掉大部分污染物,COD和SS分别由50000mg/L左右和35000mg/L降低至15000mg/L和15000mg/L,并且能够产生较多的沼气,具有较好的经济效益。
废水经发酵罐后,经固液分离和气浮可以去除约60%的COD和93%的SS,可使COD和SS的浓度降到6000mg/L和1000mg/L左右。
废水经气浮后仍有较高的浓度,需进一步处理,废水经UASB后COD和SS的去除效率可以达到67%和40%。
再经SBR处理后废水水质COD和SS可以达到 200mg/L和70mg/L。
能够达到当地污水处理厂的接管标准,并部分回用至生产中。
酒精废水COD和SS总的去除效率分别达到99.6%和 99.8%以上。
5 主要技术经济指标⑴废水处理站总投资约4600万元。
酒精工业废水论文

酒精工业废水论文1UASB工艺在酒精废水处理中的应用观察UASB即为上流式厌氧污泥床,也叫厌氧水解反应器,是集沉淀、吸附和生物絮凝等物理化学过程,以及水解酸化和甲烷化过程等生物降解功能于一体的综合反应器。
厌氧反应器由污泥反应区、三相分离器(气、液、固)和气室三部分组成。
厌氧生物处理化学过程为水解酸化、产酸、产甲烷3个阶段。
UASB厌氧反应器的基本工作原理为:首先,在底部反应区内存留大量厌氧污泥,具有良好的沉淀性能和絮凝性能的污泥在下部形成污泥层。
污水从厌氧污泥层底部流入与污泥混合在以前,污泥中的微生物把废水中的有机物分解成甲烷,这是一种把污水转化为气的过程。
该气体不断分离上升,最初以微小气泡的形态从污泥层中放出,在上升过程中不断合并,气泡逐渐变大,在污泥层上部由沼气的搅动形成一个污泥浓度较稀薄的污泥和水一起上升进入三相分离器。
然后,气泡通过与三相分离器下部接触,分离器下部的反射板折向反射板的四周,然后穿过水层进入气室。
进入到气室的甲烷用导管导出,固液混合液经过反射进入三相分离器的沉淀区。
废水中的污泥层发生絮凝,颗粒在逐渐的变大,在重力作用下沉淀到分离器的厌氧反应区。
在厌氧反应器处理污水过程中,可以看出,先是在污泥反应区,通过污泥层中的微生物完成了水解酸化。
厌氧水解反应器中大量微生物进行水中颗粒物质迅速截留和吸附,截留下来的物质吸附在污泥表层。
在大量水解细菌、产酸菌作用下,将废水中不溶性有机物分解出来,这个过程就是产氧产酸的过程。
同时在分离水分子的过程中也产生了甲烷小气泡,小气泡穿过污泥层不断上升,上升过程中形成大气泡,最后到达厌氧反应区。
甲烷也是不可多得了有机气体,是可很好利用的。
分离出来的有机物进行二次利用,符合资源再利用的原则。
2SBR工艺在酒精废水处理中的应用观察SBR工艺是序批式活性污泥法的简称,是一种按间歇曝气方式来运行的活性污泥污水处理技术,又称序批式活性污泥法。
该操作功能改造了原有活性污泥主反应区对厌氧断出水进行好氧处理,进一步去除废水中的污染物物。
UASB+CASS组合工艺处理啤酒废水工程实例
引用本文李晓婷. UASB+CASS组合工艺处理啤酒废水工程实例[J] 工业水处理, 2016, 36(3): 93-96.Li Xiaoting. Case study on the combined process,UASB+CASS for the treatment of beer wastewater[J] INDUSTRIAL WATER TREATMENT, 2016, 36(3): 93-96.UASB+CASS组合工艺处理啤酒废水工程实例李晓婷摘要:通过对啤酒生产制作废水特点的综合分析,结合原有污水处理站工艺及多家同类污水站的实践经验,提出采用UASB+CASS组合工艺处理啤酒废水。
运行结果表明:出水COD、BOD5、SS、NH3-N均满足《啤酒工业污染物排放标准》(GB 19821-2005)一级标准,出水动植物油、阴离子表面活性剂满足《污水综合排放标准》(GB 8978-1996)一级标准,采用该组合工艺处理啤酒生产废水,在技术和经济上可行。
关键词:啤酒废水升流式厌氧污泥床循环式活性污泥法Case study on the combined process,UASB+CASS for the treatment of beer wastewaterLi XiaotingAbstract: Based on the comprehensive analysis of the characteristics of the wastewater from beer production, combining with the original technology in water treatment stations and a number of practical experiences of similar waste-water plants, it is proposed that the combined process, UASB+CASS, is to be used for the treatment of beer waste-water.The running results show that all the effluent COD, BOD5, SS, and NH3-N can meet the requirementsspecified in Level l of the Discharge Standard of Pollutants for Beer Industry(GB 19821-2005).The effluent, animal and plant oils, and anionic surfactant can meet the requirements specified in Level l of Integrated Wastewater Discharge Standard(GB 8978-1996).Using the combined process for the treatment of wastewater from beer production is technically and economically feasible.Key words: beer wastewater upflow anaerobic sludge bed cyclic activatedsludge method江西某啤酒厂是一家以大麦芽、酒花、酵母、酿造用水为主要原料,以玉米、大米、大麦、小麦、糖类等为辅助原料[1],生产及精加工饱含二氧化碳的低酒精度酒的生产企业,企业生产过程中产生的废水由原有废水处理站采用水解酸化+接触氧化组合工艺进行净化处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
U A SB-CA SS工艺处理酒精废水
黄玉茹,郭 强
(新乡市环境保护科学设计研究院,河南新乡 453000)
摘 要 介绍了U A SB—CA SS(上流式厌氧污泥床反应器—周期循环活性污泥法反应池)工艺在处理酒精废水中的应用,工程运行表明,高浓度的酒精废水可以得到有效治理,出水水质能够满足GB8978—1996《污水综合排放标准》二级排放标准的要求。
关键词 上流式厌氧污泥床反应器 循环式活性污泥法 酒精废水
某酒精厂以玉米为原料生产酒精和生物蛋白饲料,年产酒精15000t,生物蛋白饲料10000t。
其生产工艺为:玉米原料→粉碎(过筛)→配料→预煮→高压蒸煮→糖化→发酵→粗馏→精馏→酒精成品。
粗馏下的醪液经板框压滤后产生的固形物经烘干、配兑、制成生物蛋白饲料。
所排废水主要是粗馏塔的废醪液以及其他车间的冷却水、洗涤水和冲洗水等一些较低浓度的废水。
工程采取了多项节水措施,如:(1)冷却水自低温至高温多次循环套用,最后用于拌料;(2)锅炉排水用作水膜除尘器的补充水;(3)醪液经固液分离后液体回用于拌料;(4)减少设备冲洗水等。
项目废水排放量约为418m3 d。
酒精废醪液以有机物为主,废水COD C r 浓度高,本工程采用U A SB—CA SS处理系统对酒精废水进行处理,保证了废水出水水质能够稳定达标。
1 废水水质
工程废水水质情况见表1。
废水排放量为418m3 d,设计水量为500m3 d,处理后出水水质要求达到GB8978—1996《污水综合排放标准》中的二级排放标准(表1)。
表1 废水水质
废水水质排放标准pH COD C r (m g L)BOD5 (m g L)SS (m g L)水量 (m3 d) 31921200106003810418
6~915030150
2 处理工艺
211 工艺流程(图1)
粗馏塔的废醪液经提取生物饲料后,其工艺废水首先进入调节沉淀池除去部分颗粒物,经调节水量、pH值,均化水质,然后进入U A SB反应器,在此降解了大部分难降解有机物,提高废水的可生化性,出水再与工
收稿日期:2005212228
作者简介:黄玉茹,女,1964年生,河南汝南人,高级工程师,从事环境科研工作。
・
3
2
・
图1 污水处理工艺流程
程所产生的无污染物水混合后进入CA SS 池,以去除可生物降解的污染物后达标排放。
212 工艺说明
本废水处理系统采用厌氧处理制取沼气,好氧处理达标排放的技术路线。
(1)调节沉淀池:首先采用将废水中较大的颗粒物去除,调节pH 值,作为预处理工序,为后续生化处理工序创造条件,同时削减部分有机污染物。
(2)厌氧处理采用两级U A SB 反应器,U A SB 反应器主体为无填料的容器,废水由
反应器底部进入,其中含有大量厌氧污泥。
由
于废水以一定的流速自下向上流动以及厌氧过程产生大量沼气的搅拌作用,废水与污泥充分混合,有机质被吸附分解[1]。
又由于反应器中可以形成沉淀性能非常好的颗粒污泥,能够允许较大的上升流速和很高的容积负荷,两级U A SB 处理对COD Cr 的去除率可以高达95%,BOD 5去除率高达96%,是COD C r 、BOD 5的主要去除场所。
(3)好氧处理采用CA SS 反应池。
由于厌氧处理出水可生化性很差,必须对好氧工艺加以强化,方可实现达标,根据我院对可生化性较差的废水进行好氧处理多年的应用与研究经验,采用CA SS 工艺是一种合适的选择。
CA SS 工艺的曝气与非曝气阶段不断重复,将生物反应过程和泥水分离过程结合在一个池子中进行[2]。
其流程由进水、反应、沉淀、闲置等基本过程组成,实行连续进水、静态沉淀和间歇排水,对污染物质降解经历着“好氧—缺氧—厌氧”交替运行的过程,加之采用延时曝气与生物选择,有效地促进了难降解有机物的好氧生化。
CA SS 工艺的优点:运行费用省,自动化控制程度高,管理方便;氧的吸收率高;运行灵活,可根据实际情况改变运行方式。
213 主要构筑物及工艺参数
本废水处理工程主要构筑物为调节沉淀池、U A SB 反应器、CA SS 池、污泥浓缩池等。
其设计参数见表2。
表2 各处理单元设计参数序号
处理单元工艺参数
1调节沉淀池(1个)
有效容积200m 3,H R T :10h 2UA SB 器(4个)有效容积500m 3×4,H R T :4d 3CA SS 池(2个)
有效容积250m 3×2,H R T :24h
4污泥浓缩池(1个)有效容积200m 35板框压滤机(1台)6
沼气罐(1个)
钢制,容积200m 3
・
42・
3 运行效果(表3)
表3中,废水在两级U A SB反应器中的停留时间为4天时,COD C r去除率为95%, BOD5去除率达到96%;在CA SS反应池中的停留时间为24h时,COD C r去除率为88%, BOD5去除率达到92%。
整个污水处理设施对COD C r的总去除率为9915%,BOD5的总去除率为9917%,SS的总去除率为9618%,最终出水水质为:COD Cr:110m g L;BOD5:30 m g L;SS:120m g L,均达到了GB8978—1996《污水综合排放标准》二级标准的要求。
4 经济技术分析
该酒精厂污水处理站设计处理水量500m3 d,工程总造价280万元,劳动定员6人。
废水处理装置的运行费用约为2152元 t,每吨水产生的沼气利用收益10元左右,因此该工程不仅解决了废水的污染问题,还带来了可观的经济效益。
从经济上、技术上分析,该工程采用U A SB-CA SS处理系统工艺技
表3 废水处理前后水质情况
污染物进水调节沉淀UA SB反应器CA SS池排放标准总去除率 (%)
COD C r (m g L)21200191009501101509915
去除率 (%)109588
BOD5 (m g L)10600954038030309917
去除率 (%)109692
SS (m g L)381015206101201509618
去除率 (%)606080
注:排放标准为GB8978—1996《污水综合排放标准》二级标准。
术可靠、经济合理,能保证废水稳定达标排放。
5 结论及经验
(1)采用U A SB—CA SS工艺处理酒精废水具有工艺简单,运行可靠,节省投资,日常维护简单等特点,工程运行实践表明,该工艺运行稳定,各项污染物指标能够达到GB 8978—1996《污水综合排放标准》二级标准的要求。
(2)U A SB反应器的启动是整个工程能够顺利运行的关键[3],启动过程分成两个主要阶段进行:首先采用低浓度进水且保持进水浓度不变,逐渐增加进水量以提高有机负荷直至达到设计进水量;然后保持进水量不变,逐渐增加废水浓度以提高有机负荷直至达到设计进水浓度。
当U A SB反应器达到了设计的水质水量,反应器中形成颗粒污泥则进入稳定运行期[4]。
(3)醪液废水经厌氧处理可产生大量的沼气,每吨醪液厌氧发酵约可获得沼气22m3。
产生的沼气用于饲料热风炉烘干,剩余沼气通入锅炉内燃烧。
每利用1m3沼气相当于产生015元的收益,具有良好的经济效益。
参 考 文 献
[1]买文宁1生物化工废水处理技术及工程实例
[M]1北京:化学工业出版社,2002:18022041 [2]王凯军,秦人伟1发酵工业废水处理[M]1北
京:化学工业出版社,2000:682751
[3]买文宁,周荣敏1厌氧复合床处理抗生素废水技
术[J]1环境污染治理技术与设备,2002,3
(5):232271
[4]贾晓凤,王晓睿,买文宁1酒精废水处理工程的
设计与运行[J]1工业用水与废水,2004(4):182 201
・
5
2
・。