把C630_1B型车床改造成绝缘纸板坡口铣削机
在旧c630车床上铣压力机t型槽

在旧C630车床上铳压力机T型槽◊内江职业技术学院黎煜本文介绍了一种采用旧C630普通车床改制的T型槽铳削专机。
实践证明,使用本专机铳削T型槽,提高了加工质量和生产效率,同时减少了刀具磨损和机床占用成本,企业投入小,取得了良好的经济效益。
1国内压力机工作台T型槽加工存在的问题各种吨位的压力毗作台,均设计有T型槽,用于安装工件或模具。
其材料通常为HT200,一般采用成型铳削加工。
目前,大型企业在加工这种T型槽时,往往都使用自己的专机,以提高加工©量和生产效率。
但中小企业在生产中小吨位的压力机时,由于企业设计能力不够或资金投入不够,这种工作台T型槽的加工,多数企业没有使用专机,而是采用在普通卧式移动僮床上,用角铳头加工。
这种方法存在以下问题。
(1)铿床角铳头体积大,某些被加工的小型压力机,比如250kN的开式压力机,由于滑块导轨与工作台之间的空间过小,容易与角铳头发生干涉,导致不能加工。
(2)铿床角铳头刚性较差,铳削时震动大,T型槽尺寸精度和粗糙度精度都不高,刀具磨损快,有时还崩刃,导致加工成本高。
同时,进给量也不大,导致加趣率低。
(3)僮床属于中大型机床,企业资金投入大;机床功率大,耗电高,占用财务成本比较高。
锤床加工范围广,特别适合于孔系的加工,精度中等偏高,用于形状简单且精度不高的T型槽加工,降低了机床利用率。
2用旧C630普通车床改制成T型槽铳削专机中小型企业为节约成本,可以利用一台旧的C630普通车床来改制成T型槽加工的专机。
主要改动是在中拖板上加装动力铳头。
T型槽铳头示意图如图1所示。
选用一台旧的甚至报废的C630普通车床,机床主轴旋转精度和其低动精度以及几何精度要求均很低,只要求传动链正常、各运动副间隙适当、大拖板和中拖板刚性正常即可。
拆除无用的小拖板、刀架、尾座。
为了释放更大的空间,卡盘也应该拆除。
丝杆无用,但不影响专机使用,可以拆也可以不拆。
在中拖板3上安装一个铳头架4。
C630车床的改造
的加工范 围。
加工范围。当然 ,要顺利完成加工 ,刀架 和尾 座也得增
加同样的高度 。 优点 :a .改造时对导轨 和主轴箱未作任何变动 ,不
会影响主轴的回转精度和导轨的移 动精度 。b 改造后基 . 本能完成 C5 60车床所能加工 的工件。缺点 :a .改造 的 费用较高 , 制作 四个垫铁和一个大齿轮 。b 需 .由于 主轴 箱 、刀架和尾座位置 的升高 ,它们 的稳 定性将变差 , 加
①主轴箱位置的升高 前面已经分析了将 C3 60改
造为 C 5 ,必 须 在 主 轴箱 和导 轨 之 间加 放 一 高 度 为 60 20 m的垫铁 ,为此设计的主轴箱垫铁如图 1 2 0m 、 所示。
幽
兰
笪 丝塑
W ww . ach Ii . 0m . m i1st O " cn
度。
方案 1 :将靠 近主轴箱 附近的导轨切 除 ,形成一 马
鞍车床 。 方案 2 :将主轴箱 和导轨之间的距 离扩大 。
( )改造方案的分析 2 ① 方案 1 由于靠近卡盘 附近导 轨的原 因,阻碍 了 更大工件的安装 及转 动,如 果改造 采用方 案 1 进行 , 来
加工 。
求 ,只能加工长度约等于导轨切除长度的工件 。 ②方案 2 大家知道 ,C3 、C5 车床 中 3 5 60 60 0和 0 分别 是指 车床 主轴 中心 到导 轨面 的垂 直距离 为 30m 0 m 和 50m 0 m,因此将 C3 改 造为 C 5 ,必须将 C3 60 60 60的 主轴轴心线到导轨的距离由 30m 0 m扩大为 50m 0 m。分 析 C3 车床的结 构我们 发现 ,车床 的主轴箱 是直 接安 60 装到床身导轨上面 的,因此 ,只需 将主轴箱和 导轨之间
C630车床用于镗孔加工的改进设计

C630车床用于镗孔加工的改进设计作者:兴化市东方机械公司丁玉光程中琴作为一家普通的机械加工厂,车床、刨床、钻床等通用设备占有相当数量,而一些专用机床,如镗床、铣床、插床等数量却相对较少。
面对大量镗孔加工的生产要求,我们采用的办法是将C630车床进行改进设计,使之能够代替锉床进行镗孔加工。
根据现有产品的特点,需要制作工装和镗杆,进而对产品进行固定和加工,具体步骤如下。
1. 制作工装需镗孔加工的产品为阀板,见图1,需镗孔径为f80 mm,孔中心高为65mm 。
图1依据这一特点,制作一工装。
卸去小拖板后将做好的工装固定于大拖板滑枕上,其上平而距顶尖和卡盘中心线的距离为65mm (图2 )。
图22. 加工镗杆根据镗孔直径为f80 mm ,制作一实心镗杆f55 ,两端加工有B 型顶尖孔,中间适当位置加平出插刀孔,与之垂直方向攻牙,安放压紧螺钉(图3 ) 。
图33. 固定工件,安装镗杆将工件阀板置于工装上,调整阀板位置,合适后用压板压紧(图4 ) ;安装镗杆。
镗杆一端用卡盘卡爪夹紧,另一端用顶尖顶紧,插刀孔内安装刀头,用螺钉压紧(图4 )。
1.项尖2.镗杆3.阀板4.卡盘5.工装6.中拖板滑枕7.大拖板滑枕8.C630导轨图44. 镗孔加工置于工装上的工件,连同工装一道固定于大拖板滑枕上,可与滑枕一道沿导轨纵向移动,因此,随着镗杆的转动,镗孔加工即可顺利进行,直至符合尺寸要求。
经过检验,用此法镗孔,尺寸和精度完全满足要求,且有如下优点:1. 节省投资镗床设备的大量资金;2. 充分利用现有设备,使之满负荷工作,提高设备利用率;3. 改造成本低,只需制作一工装和镗杆,材料为普通钢板、圆钢和槽钢,而且只需简单机械加工;4. 简便可行,改造方便,操作简单,不需专门培训,现有车工即可完成。
由此看出,对于非专业生产厂家来说,利用现有设备资源进行挖潜改造,不失为一种投资省、见效快,而且是切实可行的有效途径。
(end)。
c630通俗车床改革[新版]
![c630通俗车床改革[新版]](https://img.taocdn.com/s3/m/28ad7e6b03768e9951e79b89680203d8ce2f6ae9.png)
元, 与购置 1 台 CW6180 相比可节约资金约 7 万 元, 改造费用低, 受益大。经过鲍店矿机修厂的使用证 明, 改造的 C630 车床扩大了车削加工范围, 并且使 设备的原有功能保留。其最关键的是 C630 车床的改 造解决了机修厂生产的急需, 使用后提高了该厂的 经济效益, 达到了预期目的。
图 1 电机轮对 Fig 1 Gear pair of electric locomotive
2 改造方案 由于设备的技术改造具有很大的经济性、针对
性和适应性, 因而很有必要在强调设备大修的同时, 根据实际使用情况, 充分重视其针对性的技术改造。 以发挥设备的最佳工作效能。基于此, 该矿机修厂对 C630 车床改造提出以下要求: 改造后的机床必须 满足加工电机车轮对的要求, 使用可靠性强; 结 构简单, 维修性好; 投资少见效快, 施工工期短, 以解决生产急需。
Abstact: According to the user s needs and the working condition, improved a C630 common lat he w ith raising the centre methcd, so the working range of the lat he is larger than before, from this achieve the goal of repair and turn the treadle of electric locomolive wheel set, the user can save a lot of purchasing cost and raise its economical b enefit. Key words: ordinary lathe; improve; centre height; put into gear
毕业设计 毕业论文:C630-1D车床的数控改造_横向进给说明书

广西工学院毕业设计(论文)说明书课题名称 C630-1D车床的数控改造——横向进给运动的设计系别机械工程系专业机械工程及其自动化(数控技术)班级机自Y073 学号 200700104038 姓名潘子龙指导教师李健教授2011年 1月 10日摘要众所周知,制造业是国民经济的基础产业和支柱产业,是推动国家技术进步的力量。
我国制造业较落后,想要改变此现状就必须提高制造业装备水平,特别是机床的数控化率。
数控机床是属于高新技术集成的机电一体化机械加工设备,受到世界各工业发达国家的高度重视。
成为当今世界机械加工设备中最引人注目的产品,但其价格昂贵。
因此,普通车床的数控化改造成为热点。
本次设计是对普通车床C630-1D的数控化改造。
在这个团队主要包括:主传动系统的改造、纵向进给系统的改造、横向进给系统的改造。
而我主要是针对横向进给系统进行机械改造。
这次毕业设计对设计工作的基本技能的训练,提高了分析和解决工程技术问题的能力,并为进行一般机械的设计创造了一定条件。
数控改造主要传动系统的机械改造。
由于对经济型数控机床的加工精度要求不高,为简化结构、降低成本。
通过控制横进给系统,保证改造后的车床具有定位、直线插补、圆弧插补、暂停等功能。
为实现机床所要求的传动效率,采用步进电机经联轴器再传动丝杠;为保证一定的传动精度和平稳性,尽量减小摩擦力,选用滚珠丝杠螺母副。
关键词:车床数控改造联轴器滚珠丝杠AbstractAs we all know, manufacturing is the basic of economy industries and pillar industries, is the power to promote the progress of technological of the State.China's manufacturing industry has fallen behind,if we want to change this situation we must improve the level of equipment manufacturing industry, especially in CNCmachine tools rate. High-tech CNC machine tools are integrated mechatronicsmechanical processing equipment, the world's industrialized countries are highlyvalued of it. It has become the world's most remarkable mechanical processingequipment products, but the price is very expensive. Therefore, the lathe’sTransformation of NC has become a hot.This design is about the common Lathe C630-1D transformation of NC. Maintasks are: the transformation of the main transmission system, the transformation ofthe vertical feeding system, horizontal feed system reform. While I was mainly aim atthe lateral feeding system mechanical transformation. The graduation project on thedesign of the basic skills training has improved the analysis and the ability to solveengineering problems, and create a certain condition for general mechanical design.NC transformation is mainly a transformation of mechanical drive system.Because of the economy less precision CNC machining, it is order to simplify thestructure and reduce costs. By controlling the cross-feed system, it ensures themodified lathe with positioning, linear interpolation, circular interpolation, and pause.Required for the realization of the transmission efficiency of machine tool, we shouldus a stepping motor drive and then screw through the coupling. To ensure a certaindegree of driving accuracy and stability and minimize friction, a ball screw pair is needed.Keywords: lathe , NC Transformation , Coupling ,Ball Screw引言 (2)1.绪论 (2)1.1数控机床优势概述 (2)1.1.1数控车床改造的意义 (2)1.1.2普通车床数控化改造的优点 (2)1.1.3数控化改造的内容 (2)1.2车床数控改造的现状与国内背景 (2)1.3车床数控改造的必要性与可行性 (2)2.车床数控改造的总体构思与技术方案 (2)2.1设计任务 (2)2.2总体方案的论证 (2)2.3总体改造方案的确定 (2)2.4机械部分的改造 (2)2.5横向进给系统设计与计算 (2)2.5.1横向进给系统计算 (2)2.5.2切削力计算 (2)2.6滚珠丝杠螺母副的设计、计算和选型 (2)2.6.1滚珠丝杠螺母副设计 (2)2.6.2计算进给牵引力 (2)2.6.3计算最大动载荷 (2)2.6.4滚珠丝杠螺母副的选型 (2)2.6.5传动效率的计算 (2)2.6.6刚度验算 (2)2.6.7稳定性校核 (2)2.6.8滚珠丝杠副间隙的消除 (2)2.7定滚珠丝杠副支承所用轴承类型和规格 (2)2.7.1选择轴承类型 (2)2.7.2确定轴承内径 (2)2.7.3选择轴承的规格代号 (2)2.7.4轴承所承受的最大轴向载荷 (2)2.7.5轴承的寿命验算 (2)2.8联轴器的选择 (2)2.9电机的选择与计算 (2)2.9.1等效转动惯量的计算 (2)2.9.2电机所需的转动力矩计算 (2)2.9.3步进电动机的选择 (2)2.10横向滚动直线导轨 (2)2.10.1滑动导轨的特点 (2)2.10.2动导轨的设计 (2)结论 (2)致谢 (2)参考文献 (2)引言数控机床作为机电一体化的典型产品,在机械制造业中发挥着巨大的作用,很好的解决了现代机械制造中结构复杂,精密,批量小,多变零件的加工问题,且能稳定产品的和、加工质量。
安阳鑫盛机床厂实习报告
生产实习是我们机械专业学习的一个重要环节,是将课堂上学到的理论知识与实际相结合的一个很好的机会,对强化我们所学到的知识和检测所学知识的掌握程度有很好的帮助。
为期10天的生产实习,,在一线对生产制造有一个感性的认识,从而了解一些实际工作过程和生产,毕业实习是结合我们所学过的理论知识,使认识深化发展,使我们认识到理论与实际的区别与联系。
我们实习的时间虽然不长但是我们从中学到了很多东西,毕业实习使我们开阔了眼界,增长了见识,看到了我们所学知识在生产实际中的应用,为我们以后进一步走向社会打下坚实的基础。
机床厂实习是我们机电专业学习的一个重要环节, 是将课堂上学到的理论知识与实际相结合的一个很好的机会, 对强化我们所学到的知识和检测所学知识的掌握程度有很好的帮助。
机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志。
普通机床经历了近两百年的历史。
随着电子技术、计算机技术及其自动化、精密机械与测量等技术的发展与综合应用,生产了机电一体化的新型机床——数控机床。
数控机床——经使用就显示出了它独特的优越性和强大生命力,使原来不能解决的许多问题,找到了科学解决途径。
我们先后去过了安阳鑫盛机床厂, 安阳锻压机械工业有限公司,了解这些工厂的生产情况,与本专业有关的各种知识,各厂工人的工作情况等等,.深入生产第一线进行观察和调查研究,获取必要的感性知识和使自己全面地了解鑫盛机床厂的生产组织形式以及生产过程, 了解和掌握本专业基础的生产实际知识, 巩固和加深已学过的理论知识, 并为后续专业课的教学, 课程设计, 毕业设计打下坚实的基础.2.1安阳鑫盛机床股份有限公司2.1.1公司简介安阳鑫盛机床股份有限公司(原安阳机床厂)是我国机床行业重点生产厂家,国家大二企业,Φ630系列车床生产能力全国最大。
安机始建于1946年,现有职工1600余人,各类工程技术人员496名。
安机奉行”质量第一,用户至上”的宗旨, 走科技创新之路,不断提高产品技术含量,为用户提供满意的产品。
C630普通车床控制的改进
设计题目:c630普通车床控制的改进学生姓名:田培浩学号:020*******专业班级:机电1302指导老师:朱文琦2014年05月21日目录序言1设备简介设备工艺要求...........................................................................................................设备改进要求.........................................................................................................设计思路及工作原理.........................................................................................主电机的各种控制要求.........................................................................................冷却泵电机的启动.................................................................................................空载自动停车..........................................................................................................照明灯...........................................................................................................指示灯...............................................................................短路、过载保护...............................................................................元器件的选择...............................................................................主电机M1的选择...............................................................................冷却泵电机M2的选择...............................................................................主电机正/反转控制交流接触器KM1~KM2的选择..............................................冷却泵控制交流接触器KM3的选择......................................................................主电动机线路的热继电器KR1的选择...................................................................冷却泵电动机线路的热继电器KR2的选择...........................................................时间继电器KT的选择..............................................................................总电源刀开关Q的选择...............................................................................主电机、液压电机正常工作指示灯HL1~HL3的选择.............................................操作手柄零位行程开关ST的选择...........................................................主电机正反转停止控制按钮SB1~SB2的选择.....................................照明灯、冷却泵转换开关SA1~SA2的选择螺旋式熔断器FU1~FU4的选择变压器TC的选择导线的选择调试说明通电前检查通电前调试设计流程设计总结参考文献序言:普通车床是一种应用极为广泛的金属切削机床,它能车外圆、内圆、端面、螺纹、和定型表面,并可用钻头、铰刀、镗刀进行加工。
C630普通车床数控化改造设计
C630普通车床数控化改造设计作者:秦显峰来源:《外语学法教法研究》2015年第12期摘要:对C630普通车床进行经济型数控改造,且主要涉及对C630R的纵向进给系统、横向进给系统、步进电机、机床导轨、刀架以及三爪夹头液压系统改造,利用微机系统对纵,横向进给系统,主轴系统,自动回转刀架进行数字控制。
设计方案力求简单,经济,不宜盲目追求自动化和高指标,力求控制系统操作简单,使用与维修方便。
综合考虑性价比。
关键词:普通车床数控改造进给系统滚珠丝杠副数控刀架【中图分类号】TG519.1一、数控车床的发展和现状随着现代科学技术的迅猛发展,现代机械产品的形状和结构不断改进,计算机的出现和应用,为人类提供了实现机械加一工艺过程自动化的理想手段。
随着计算机的发展,数控机床也得到迅速的发展和广泛的应用,同时使人们对传统的机床传动及结构的概念发生了根本的转变。
随着社会对产品多样化要求的增强,产品品种增多,产品更新换代加速。
数控机床代替普通机床是一个必然的趋势。
同时,数控机床将向着更高的速度、精度、可靠性及完善性的功能发展。
与机床迅猛发展的现状相比,作为机床“心脏部件”的数控系统,2005年销量虽然超过3万台,但处于低档的经济型数控系统占据较大比重。
业内专家不无忧虑地表示,国产数控系统近几年虽有很大发展,但仍无法阻止进口数控系统垄断的局面。
在我国机床消费额中,进口机床占据了半壁江山,其中绝太多数是数控机床。
长期以来,国产数控机床始终处于低档迅速膨胀,中档进展缓慢,高档依靠进口的局面,特别是国家重点工程需要的关键设备主要依靠进口,技术受制于人。
我国的数控机床产业目前还缺少完善的技术培训、服务网络等支撑体系,市场营销能力和经营管理水平也不高。
更重要原因是缺乏自主创新能力,完全拥有自主知识产权的数控系统少之又少,制约了数控机床产业的发展。
二、C630数控步进改造设计的目的及意义首先,对C630数控步进改造设计后能使其实现数控控制;让数控机床可以完成普通机床难以完成或根本不能加工的复杂零件的加工;提升机床的加工精度、柔性、生产率和操控,实现计算机控制,排除人为误差,使零件的加工一致性好,质量稳定可靠;提升机床自动化程度,降低操作人员劳动强度。
车床改装铣床方案
车床改装铣床方案1. 引言车床和铣床是机械加工中常用的两种设备。
车床用于旋转切削加工,而铣床用于平面切削加工。
然而,由于成本、空间和其他限制,许多工厂和车间只能投资一种设备。
因此,改装车床成为铣床的需求也逐渐增加。
本文将介绍一种车床改装成铣床的方案,以实现在有限条件下的铣削加工。
2. 设备需求改装车床成铣床需要以下设备和工具:•数控控制系统:用于编程和控制旋转和进给轴的运动。
•刀具和刀座:用于切削材料。
•固定装置:用于固定工件,确保其稳定性。
•自动进给装置:用于控制工件进给速度和方向。
3. 设备改装过程以下是将车床改装成铣床的步骤:3.1 安装数控控制系统首先,需要安装数控控制系统。
将控制系统的主机和显示器安装在车床上,确保其稳固。
然后,将各个轴的驱动器连接到数控控制系统。
最后,根据供应商提供的说明,进行系统的电源和信号线连接。
3.2 更换车床刀架车床的刀架通常用于旋转切削加工,而铣床需要固定刀具进行平面切削加工。
因此,需要将车床的刀架更换为适合铣削加工的刀架。
先将原有的刀架卸下,然后进行适当的调整和安装,确保刀架的稳定性和精度。
3.3 安装更换后的刀具和刀座选择适合铣削加工的刀具和刀座,并按照供应商提供的说明进行安装。
确保刀具和刀座的紧固度和刀尖的正确位置。
在安装完成后,进行必要的调整和测试,以确保切削力和工件表面质量满足要求。
3.4 安装固定装置为了保持工件的稳定性,在铣削加工中需要使用固定装置。
根据工件的形状和要求,选择合适的固定装置,并将其安装在车床上。
确保固定装置牢固可靠,以防止工件在加工过程中发生移动。
3.5 安装自动进给装置车床通常没有自动进给装置,改装后的铣床需要自动控制工件进给速度和方向。
因此,需要安装自动进给装置。
根据工件的要求,选择适合的自动进给装置,并将其连接到数控控制系统。
在安装后,进行必要的调整和测试,确保进给装置的精度和稳定性。
4. 车床改装铣床的优势和应用将车床改装成铣床具有以下优势: - 降低成本:改装车床比购买全新的铣床更经济实惠。
关于C630普通车床的优化改进措施分析
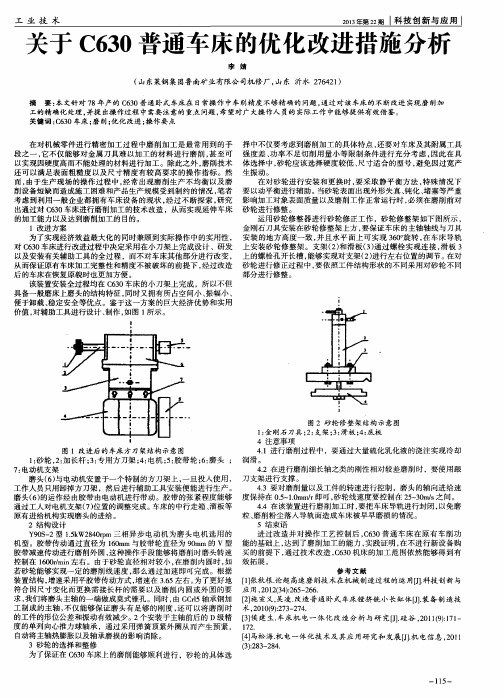
择 中不仅要考虑到磨削加工的具体特点 , 还要对车床及其附属工具 强度差 、 功率不 足切 削用量小等限制条件进 行充 分考虑 , 因此在具 体选择中, 砂轮应该选择硬度较低 、 尺寸适合 的型号 , 避免因过宽产
生振动。 在对 砂 轮 进 行 安 装 和 更 换 时 , 要 采 取 静 平 衡 方法 , 特 殊 情 况 下 要 以动平 衡 进 行辅 助 。 当砂 轮表 面 出现外 形 失 真 、 钝化 、 堵 塞 等严 重
运用砂轮修整器进行砂轮修正工作 ,砂轮修整架如下 图所示 , 金 刚石刀具安装在砂轮修整架上方 , 要保证车床的主轴轴线与刀具 安 装 的地 方 高 度 一 致 , 并且水平面上可实现 3 6 0 。 旋转 , 在车 床 导 轨 上 安 装 砂 轮修 整 架 。支 架 ( 2 ) 和滑板( 3 ) 通 过 螺 栓 实 现连 接 , 滑板 3 上 的螺栓 孔 开 长槽 , 能够 实 现对 支 架 ( 2 ) 进 行 左 右位 置 的调 节 。 在 对 砂轮进行修正过程 中, 要依照工件结构形状的不同采用对砂 轮不 同 部 分进 行 修 整 。
影响加工对象表面质量以及磨削工作正常运行时 , 必须在磨 削前对
砂 轮 进行 修 整 。
为了实现经济效益最大化的同时兼顾到实际操作中的实用性 , 对C 6 3 0 车床进行改进过程 中决定采用在小刀架上完成设计 、研发 以及安装有关辅助工具的全过程 ,而不对车床其他部分进行改变 , 从而保证原有车床加工完整性和精度不被破坏 的前提下 , 经过改造 后 的 车床 在 恢复 原 貌 时也 更加 方 便 。 该装置安装全过程均在 C 6 3 0车床的小刀架上完成 ,所以不但 具备一般磨床上磨头的结构特征 , 同时又拥有所 占空 间小 、 振幅小 、 便于卸载 、 稳定安全等优点。鉴于这一方案 的巨大经济优势和实用 价值 , 对辅 助 工具 进 行设 计 、 制作 , 如图 1 所示 。
一种绝缘纸板坡口铣削装置[实用新型专利]
![一种绝缘纸板坡口铣削装置[实用新型专利]](https://img.taocdn.com/s3/m/c14682f3a8114431b80dd831.png)
专利名称:一种绝缘纸板坡口铣削装置专利类型:实用新型专利
发明人:高洪文
申请号:CN202021658815.6
申请日:20200811
公开号:CN213002871U
公开日:
20210420
专利内容由知识产权出版社提供
摘要:本实用新型涉及坡口铣削装置技术领域,尤其为一种绝缘纸板坡口铣削装置,包括坡口机,所述坡口机机座下侧中间位置处固定连接有收集罩,所述收集罩左侧下端位置处固定连接有管子,所述管子上端位置处固定连接有收集箱,所述收集箱内侧下端位置处固定连接有连接管,所述连接管右端位置处固定连接有气泵,本实用新型通过设置的收集罩、管子储存箱和气泵,在坡口机将纸板切割产生纸板碎屑后,气泵通过管子与连接管的作用使储存箱对收集罩内的空气产生一个吸力作用,空气将纸板碎屑一同带入收集箱中,方便了坡口机对纸板切割后产生的纸板碎屑的清理。
申请人:济南新升机器有限公司
地址:250107 山东省济南市高新区机场路1266号
国籍:CN
代理机构:亳州速诚知识产权代理事务所(普通合伙)
代理人:刘佳
更多信息请下载全文后查看。
绝缘纸剪切工安全操作规程
绝缘纸剪切工安全操作规程绝缘纸剪切工安全操作规程随着工业的发展,绝缘纸作为保温绝缘材料,应用越来越广泛。
而在其生产过程中,绝缘纸剪切工作是常见的操作之一。
然而,由于剪切器具的尖锐和高速运转,工作人员在进行剪切作业时易受伤。
为了保证工人的安全和减少剪切操作造成的损失,制定一份绝缘纸剪切工安全操作规程是必要的。
一、工作前的准备1.在剪切台压架上摆放绝缘纸,并清除剪切台上的其它杂物;2.检查设备运转状态是否正常,尤其是刀片是否锐利,电线是否有损坏情况;3.戴好符合要求的劳动保护用品,头盔、口罩、耳塞、眼镜、防滑鞋等均为必备;4.将电源开关断开,然后接通进线开关;5.确认工作地点周围没有其它人员无关障碍物,确保安全。
二、操作流程1.按照工艺要求调整好剪切机设备的加工格式;2.在进料平台处把纸张平放好,并调整好进入切刀的位置和角度;3.将纸张插入切刀,排除纸张堆积,确保一次性剪切干净;4.在整个剪切的过程中,要保证安全,双手都要远离刀口,禁止用手托住纸张;5.在缩小间距切断时,不得让手或手指伸入切刀内,以免危及人身安全;6.剪切完毕后,应将切刀上的残留物清除干净,关闭电源,并进行设备的定期保养。
三、安全提示1.在剪切绝缘纸时,必须确保自己的安全,切忌不负责任的操作;2.没有经过相关操作培训的人员禁止进行纸张剪切工作;3.工人操作前应了解切刀的性能与使用手册,规范操作并佩戴好劳动保护用品;4.若设备或刀具有故障,请及时停止使用,并交由专业人员进行检修维护;5.在剪切过程中,未经允许,绝不得拿手去动切割器具、也不得随意放置工具、绳索等物品。
绝缘纸的剪切工作是一项需要高度重视安全保障的操作,工人应在规范的训练中掌握操作技巧,并认真遵守操作规程。
只有这样才能保证安全生产,避免事故发生。
同时,在操作中,如果有任何不适,应立即停止操作并及时上报,以便及时处理。
只要遵循上述操作步骤,工人便可以在安全的环境下完成绝缘纸的剪切工作。
改装半自动切割机在坡口加工中的应用
改装半自动切割机在坡口加工中的应用发表时间:2020-04-26T01:11:12.526Z 来源:《防护工程》2020年2期作者:彭健[导读] 水利水电建设工程施工条件都十分坚苦,交通运输及工程施工十分不便。
中国水利水电第九工程局有限公司六公司贵州贵阳 550008摘要:水利水电建设工程施工条件都十分坚苦,交通运输及工程施工十分不便。
在金属结构制作安装工程中压力钢管制作安装工程而言,大管径的钢管管节及岔管超大物件都不能在加工车间完成,需要在施工现场进行加工制作。
为满足施工要求,都在施工现场建设一个临时钢管厂,用于完成压力钢管生产制作任务。
压力钢管制作进度成为影响工期进度的关键因素,如何保证压力钢管钢板下料速度,坡口加工方法的选择及加工速度直接影响到压力钢管生产进度。
对半自动切割机增加一个辅助装置,就能快速完成坡口加工作业,同时已能减少工人劳动强度,提高经济效率。
关键词:压力钢管;钢板下料;火焰切割;坡口加工1工程概述山西省小浪底引黄工程位于山西省运城市,目前为亚洲第一高泵站,是自黄河干流上的小浪底水库向涑水河流域调水的大型引(调)水工程,主要解决相邻县城农业灌溉、工业及城镇生活、生态用水。
工程由引水干线、灌区工程、工业和城镇供水工程三部分组成。
引水干线部分压力钢管为连接泵站引出水的管道,采用埋管布置,一管六机的布置方式。
压力钢管由6条引水支管、6条出水支管、5个出水钢岔管和出水主管组成。
引水支管直径均为1800mm,出水支管直径为1200~1600mm,出水岔管直径为1600~3500mm,出水主管直径为3500~4000mm。
其中出水竖井压力钢管垂直高度为282.4m,为亚洲第一高泵站。
整个压力管道长度达840余米,压力钢管制作安装工程量接近2000吨。
由于工期紧,制作工程量大,为保证压力钢管制作进度满足安装要求,压力钢管制作任务十分艰巨。
因此对压力钢管生产工艺提出更高要求。
进行压力钢管生产时,压力钢管生产主要工序包括下料、卷制、焊接、校圆、防腐。
把C630_1B型车床改造成绝缘纸板坡口铣削机
把C630-1B型车床改造成绝缘纸板坡口铣削机乙兴国,杜积水,丁绍旭(济南志友集团股份有限公司,山东济南250022)我公司有一台C630-1B型车床,在生产中利用率较低,不能充分发挥其使用价值。
为此,我们对其进行了改造,利用它来加工绝缘纸板坡口,这样不仅使闲置设备得到了利用,而且提高了工艺水平。
现将其改造过程简述如下:1 坡口铣削机要求的有关参数铣削的纸板宽度:80~160mm角度变化范围:0~5铣削进给速度:0.20~ 2.65mm/min铣削速度:471m/min加工纸板规格:最大2800mm 4000mm 6mm2 C630-1B的有关工艺参数主轴每转刀架的横向进给量:0.05~0.9mm/r主电机型号:j61-4主电机功率:10kW主电机转速:1450r/min最大工件长度:2800mm3 利用现有配件进行坡口铣削机设计3.1 确定铣刀线圈车间铣圆机用的铣刀为14齿直面螺旋齿碳钢铣刀,直径为 63mm,长度为60mm,为了保证加工长度为160mm,可以用三把铣刀对接,而在对接时所产生的接刀痕可利用外圆磨床磨削成型后消除。
3.2 确定铣削电机取切削力系数C f=35,加工板厚按平均值算,加工完纸板最薄处尺寸为0.75mm。
则垂直于铣刀轴线测量的切削尺寸a e=(6-0.75)/2=2.625mm。
铣刀每转过一个刀齿时,工件与铣刀的相对位移:a f=V fnz=0.0079mm式中 V f铣削进级速度,mm/min铣刀齿数n=1000v23.14r=2380,r/min式中 r刀具半径,mmn铣刀的转速,r/min同时,平行于铣刀轴线测量的切削尺寸a p= 160mm;铣刀齿数z=14将以上数据代入以下公式可以求得切向铣削力f z=C f a e0.86a0.72fda-0.86pz=150.8,N式中 d铣刀直径,mm根据坡口机要求,其切削速度v=471m/min。
由以上可得铣削时铣削功率:p m=f z v601000=1.2kW由以上计算可以确定电机的参数:转速n> 2380r/min,功率P m>1.32kW。
C630普通车床常见问题的优化分析
C630普通车床常见问题的优化分析周振江【摘要】介绍了C630车床的生产背景和工艺参数,在此基础上分析得到其常见问题,给出其改进目标,并以此为依据提出了对C630普通车床的改进方案.改进后的车床保留了原有车床稳定可靠的特点,又增大了车削加工范围.实际投入使用后提高了工作效率,效果良好.【期刊名称】《机械管理开发》【年(卷),期】2019(034)002【总页数】3页(P44-46)【关键词】车床;改造;中心高【作者】周振江【作者单位】山西省煤炭地质一四四勘查院, 山西洪洞041600【正文语种】中文【中图分类】TG511引言C630车床作为一款老式传统车床,由于其可靠、稳定的优点,得到了大范围的使用。
然而,随着机械设备的不断更新和进步,出现了一些加工起来很简单,但是现有C630机床无法完成的新式零件。
在这种情况下,全部更换新设备,不仅成本巨大,对于仍然能够使用的C630车床,也是一种巨大的浪费。
与此同时,在长期的使用过程中,C630车床也暴露出了一些设计参数上带来的缺陷。
因此,有必要对现有的C630车床进行优化,既能够节约下设备更换的费用,又能够在现有基础上进一步提升工作效率。
1 C630车床简介C630车床是我国仿制苏联的1д63车床而制,该车床最初由德国一家机械公司研制,于20世纪50年代被引入我国,在沈阳第一机床厂生产,后由于其稳定、可靠逐渐被推广至全国,根据其属性而改名为C630车床[1]。
其中,C表示车床,6代表落地卧式,30代表车床床身最大回转直径为30 cm,即最大回转直径为600 mm,其部分参数如表1所示。
2 常见问题分析2.1 工艺落后以兴化市某加工厂为例,在该机械加工厂中,有大量的刨床、钻床等传统常用器材,相比起来,镗床、铣床之类的专属器材就很少,无法完成镗孔加工之类的生产要求[2]。
2.2 主轴孔径过小由表1可知,C630车床的主轴孔直径为68 mm,因此,针对某些直径大于该主轴孔径的零件,C630无法完成加工任务。
C630-1A型机床大修方案
C630-1A 型普通车床大修施工方案一、概况该车床为普通C630型,床身最大工作回转直径615毫米,最大工作长度1500毫米,因多年未修,床身导轨严重磨损,加工精度严重超差,故托日自动化工程公司委托我工程公司对该设备进行大修。
二、该车床大修技术依据1、机修手册(一般数据技术准备,设备常用标准)。
2、机械设备修理标准(附录部分)。
3、合格证明书(检验清单)。
4、刮工(修复机床典型导轨几何精度的检验及刮研)74年7月北京印。
5、机械设备安装工程施工及验收规范(TJ231(=)—78年第二册)。
三、车床大修工艺流程找平—*电路检查―k车床各零部件检查―载开车检查―削试验一检查安安装间隙一清洗一判断更换或修理一*组装一*调试 *切削试验一检查车床各项指标作原始记录。
四、工艺要求Z1、找平 F设备原基础上,以床身导轨为基准面,对设备找平,找平时用斜垫铁调整水平度,使床身水平,不平度控制在0.1mm范围内。
斜铁见图一:斜度1:20"fl -------50 ----------------*------- 0 ---------- ►50 —一斜垫铁规格图一2、电路检查—由电工接通电源并检查电器部分是否完好,并予修理。
3、车床零部件检查—(1)由车工钳工检查各手柄及变速部分是否灵活准确,运转是否正常,发现问题作标记录。
(2)检查床头箱、溜板箱、趋箱、挂轮箱及尾磨有无损坏零部件。
(3)检查主轴、标杆的轴向串动量,径向跳动量,并作好记录。
4、空载开车检查—开车检查各变速机构运转是否灵活趋是否正确,并作好记录。
5、切削试验一(1)先加工一个巾600m的圆盘,检查其端面的凹凸情况,做好记录。
(2)加工一根巾100X 1500mm由,检查上母线,侧母线椭圆度、锥度,并作好记录。
(3)车螺纹标杆,趋刀检查有无载力和乱扣现象,正反车切削有无闷车现象。
6、检查车床18 项指标,并作好原始记录—按合格证明书中的检验精度单18 项内容,依次检查,并作好记录,检验精度单见附表1:7、拆卸—按主由箱、溜板箱、趋箱、挂轮箱顺序拆卸牌子箱体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
把C630-1B型车床改造成绝缘纸板坡口铣削机
乙兴国,杜积水,丁绍旭
(济南志友集团股份有限公司,山东济南250022)
我公司有一台C630-1B型车床,在生产中利用
率较低,不能充分发挥其使用价值。
为此,我们对其
进行了改造,利用它来加工绝缘纸板坡口,这样不仅
使闲置设备得到了利用,而且提高了工艺水平。
现将其改造过程简述如下:
1 坡口铣削机要求的有关参数
铣削的纸板宽度:80~160mm
角度变化范围:0~5
铣削进给速度:0.20~ 2.65mm/min
铣削速度:471m/min
加工纸板规格:最大2800mm 4000mm 6mm
2 C630-1B的有关工艺参数
主轴每转刀架的横向进给量:0.05~0.9mm/r
主电机型号:j61-4
主电机功率:10kW
主电机转速:1450r/min
最大工件长度:2800mm
3 利用现有配件进行坡口铣削机设计
3.1 确定铣刀
线圈车间铣圆机用的铣刀为14齿直面螺旋齿
碳钢铣刀,直径为 63mm,长度为60mm,为了保证
加工长度为160mm,可以用三把铣刀对接,而在对接
时所产生的接刀痕可利用外圆磨床磨削成型后消
除。
3.2 确定铣削电机
取切削力系数C f=35,加工板厚按平均值算,
加工完纸板最薄处尺寸为0.75mm。
则垂直于铣刀
轴线测量的切削尺寸a e=(6-0.75)/2=
2.625mm。
铣刀每转过一个刀齿时,工件与铣刀的相
对位移:
a f=V f
nz
=0.0079mm
式中 V f铣削进级速度,mm/min
铣刀齿数
n=1000
v
2
3.14r=2380,r/min
式中 r刀具半径,mm
n铣刀的转速,r/min
同时,平行于铣刀轴线测量的切削尺寸a p= 160mm;铣刀齿数z=14
将以上数据代入以下公式可以求得切向铣削力
f z=C f a e0.86a0.72
f
da-0.86
p
z=150.8,N
式中 d铣刀直径,mm
根据坡口机要求,其切削速度v=471m/min。
由以上可得铣削时铣削功率:
p m=f z v
60
1000=1.2kW
由以上计算可以确定电机的参数:转速n> 2380r/min,功率P m>1.32kW。
考虑到设备安装要求,采用了立式电机。
根据我公司库存,备件可选用sf-jrv1.5-2型电机。
3.3 确定进刀量
在C630-1B车床上刀架纵向移动的方法有三种:
(1)经进给箱和溜板箱机构借光杠来进行;
(2)经进给箱用丝杠和开合螺母带动;
(3)用手轮经溜板箱内的齿轮及齿条传动。
进给箱内齿轮系的传动,是由床头箱上的齿轮及变向装置与交换齿轮传入的,利用加大螺距装置车削比标准螺纹可加大4倍和16倍。
经过光杠的传动,主轴每转刀架纵向进给量可以从0.15mm到2.65mm。
根据设计要求铣削进给速度为0.20~2.65mm/ min,该速度可通过调节床头箱、进给箱上的变速装置来实现。
利用进给箱上的丝杠和开合螺母带动溜板箱,可将进给量控制在2.2mm/min。
4 铣头的设计与安装
在设计时考虑到既不破坏原设备的结构及外型,又能保证达到新设备的要求,为此设计时只去掉溜板箱上的刀架、尾座及卡盘。
同时,做一个防护罩
第38卷 第9期2001年9月 变压器
TRANSFORMER
Vol.38
September
No.9
2001
将输出轴罩住。
在设计时还应考虑铣头的具体安装位置,其安装图如图1
所示。
图1 铣头安装图
该设计方案的优点是电机、轴承座等组件都固定在底盘上,便于安装及角度调整。
为了安装方便,原车床下刀架仍用两件 T 形螺栓固定。
并将螺栓长度加长为100mm,距离调整为120m m,底盘前面用M10 60的两螺栓固定,底盘前后用两个M10 50的螺栓进行角度调整。
在安装工作台时,为保证定位装置与车床导轨的平行度,我们将不平行度控制在0.005mm/m 。
在使用过程中,为了防止工作台与溜板箱运行导轨相对位置发生变化,把工作台与车床固定为一体。
在工作台的侧面安装一角度尺,用来显示铣头角度的调整,调整角度时,在铣刀固定轴上安装一指针,以便在0 ~5 范围内调整铣刀的角度。
放在工作台上的绝缘纸板是采用机械压料装置固定的,见图2。
图2 工作台机械压料装置图
在安装工作台机械压料装置时,不但要考虑其与原车床导轨的平行度,还要保证其台面与床身导轨的水平度一致,否则加工出的工件两边宽度会不一致。
该压料装置的压料架是一根H 型钢,该装置顶部利用手柄转动圆螺母压下,提开时反转手柄则靠弹簧反弹将H 型钢顶起复位。
当放在工作台上的工件被压紧后,启动电机,电机的输出动力由三角形皮带传到皮带轮上,经过床头箱,利用上齿轮的变换将动力传到进给箱,再经过进给箱,通过开合螺母带动溜板箱纵向移动。
溜板箱纵向移动和铣削电机旋转是由两个独立的按钮控制的。
在加工过程中可根据需要灵活控制。
5 加工时应注意的事项
(1)在压紧绝缘纸板时,一定要找好基准,切忌安装的绝缘纸板的两侧与导轨距离不一致,以防加
工时加工的绝缘件宽度不一致。
(2)选择的车削速度要适当,加工厚板时速度要慢些,加工薄板时速度可快些。
纸板加工时,由于粉尘量特别大,一方面会严重
污染环境。
另一方面,如果粉尘不及时清除,那么刀具切削时的绝缘纸屑就会粘结在铣刀上,使绝缘件加工面的质量下降,造成切削后的纸板厚薄不均匀。
为此,必须配备一套除尘系统,该系统的风机进口风速为0.6m/s,各风管接口处不能漏风,排尘浓度要
小于150mg/m 3。
6 试用过程中铣削机存在问题及解决方案
把C630-1B 型车床改造成绝缘纸板坡口铣削机后,对该机进行了试车。
在试车过程中,加工产品1小时后,发现电机发出刺耳的尖叫声。
经过分析,认为是由于电机轴与铣刀轴的同轴度超出偏差造成的。
为此,我们将两轴之间的刚性联轴器改为弹性联轴器,改造后再试车,尖叫声消除了。
7 结论
利用车床改造的绝缘纸板坡口铣削机加工绝缘纸板,效果比较理想,加工完的绝缘纸板坡口在冷压机上粘接后,结合面既平整又牢固,达到了工艺要求。
第一批三峡工程用输变电设备已发运出厂西安变压器厂与国际著名的电气集团ABB 公司以引进技术合作生产的第一批三峡工程用输变电设备一台平波电抗器和两台换流变压器已一次性通过出厂试验和型式试验,顺利发运出厂。
这几台设备是三峡 常州 500kV 直流输电工程用的,其总重量均在300t 以上,外限长宽高尺寸均在10m 以上,是三峡输变电工程用的换流站和逆变站的核心设备。
这些设备的制造成功标志着我国已经掌握了国际尖端的平波电抗器和换流变压器设计制造技术,从而为下一步三峡二期工程用输变电设备国产化奠定了基础。
36 变压器
第38卷。