CAM课件第7章
CAM操作说明(共28张PPT)
27
將游標放置方框內,按 滑鼠左鍵。
輸入文字後(皆大寫),按滑鼠 左鍵,即輸入完成,再按滑 鼠右鍵,即解除文字輸入指
令。
確認文字位置是否置中,若歪 斜,利用Move功能使其置中。
28
1
打開Gerber檔程序: File > Import > Auto Import >
點取資料夾 > Finish
2
點選Finish鍵
3
請先找出文字層與Pad層
4Hale Waihona Puke 利用滑鼠左鍵點一下即可關掉該 層面
利用滑鼠左鍵點一下即可鎖 定該文字層
5
Delete(移除)
Edit > Delete 利用該編輯方式移除不必要物件
利用滑鼠左鍵點一下即可關掉該層面
該欄位為設定文字排版方式
點Line鍵後,游標會呈現十字型,請選L0,務必對準線頭中心點後,按一滑鼠左鍵,再拖曳至另一線頭,再按一滑鼠左鍵,即連接,再按
一滑鼠右鍵,即解除Line鍵指令。
Rectangle(矩形框)--------------------------------------11~12
點一滑鼠左鍵。
14
Edit > Rotate
完全框住後,按滑鼠左鍵一下,即反白。
相同大小之零件,可利用Copy框線方式。
Edit > Move
打開Gerber檔程序:
當您點選Delete鍵後,將游標中心點對準橫槓,點一滑鼠左鍵,即可移除。
Copy(複製)-----------------------------------------------13~15
劃直線或橫線請選L90
Edit > Move
第七章数控车床自动编程
着现代加工业的发展,实际生产过程中,比较复杂的二维零件、具有曲线轮廓和三维复杂零件越来越多,手工编程已满足不了实际生产的要求。
如何在较短的时间内编制出高效、快速、合格的加项目序,在这种需求推动下,数控自动编程得到了很大的发展。
7. 1什么叫自动编程自动编程又称为计算机辅助编程。
其定义是:利用计算机(含外围设备>和相应的前置、后置处理程序对零件源程序进行处理,以得到加项目序单和数控带的一种编程方式。
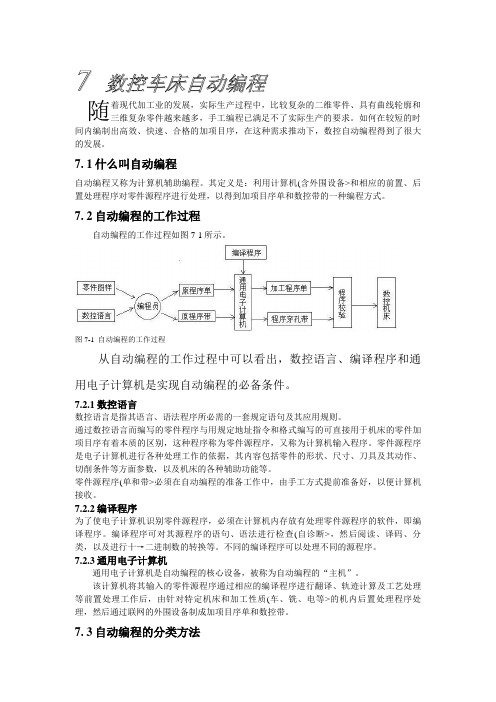
7. 2自动编程的工作过程自动编程的工作过程如图7-1所示。
图7-1 自动编程的工作过程从自动编程的工作过程中可以看出,数控语言、编译程序和通用电子计算机是实现自动编程的必备条件。
7.2.1数控语言数控语言是指其语言、语法程序所必需的一套规定语句及其应用规则。
通过数控语言而编写的零件程序与用规定地址指令和格式编写的可直接用于机床的零件加项目序有着本质的区别,这种程序称为零件源程序,又称为计算机输入程序。
零件源程序是电子计算机进行各种处理工作的依据,其内容包括零件的形状、尺寸、刀具及其动作、切削条件等方面参数,以及机床的各种辅助功能等。
零件源程序(单和带>必须在自动编程的准备工作中,由手工方式提前准备好,以便计算机接收。
7.2.2编译程序为了使电子计算机识别零件源程序,必须在计算机内存放有处理零件源程序的软件,即编译程序。
编译程序可对其源程序的语句、语法进行检查(自诊断>,然后阅读、译码、分类,以及进行十→二进制数的转换等。
不同的编译程序可以处理不同的源程序。
7.2.3通用电子计算机通用电子计算机是自动编程的核心设备,被称为自动编程的“主机”。
该计算机将其输入的零件源程序通过相应的编译程序进行翻译、轨迹计算及工艺处理等前置处理工作后,由针对特定机床和加工性质(车、铣、电等>的机内后置处理程序处理,然后通过联网的外围设备制成加项目序单和数控带。
7. 3自动编程的分类方法随自动编程一般可按所用设备(编程系统>、插补类型和编程语言等进行分类,目前多按所用设备(除数控机床已具备其直接编程功能外>分类。
CAM基础知识及基本操作流程培训ppt课件
课前预习
1、鼠标的特殊使用
左鍵 [M1] 选择 確定 执行
中鍵 [M2] 取消
右鍵 [M3] 启动功能視窗
2、快捷键的使用
A、系统热键: Ctrl+c 复制 (到剪贴板) Ctrl+v 粘贴(从剪贴板)
Alt+c 单层复制 Ctrl+z 撤销操作
B、软件组合热键: Alt+主选单(大写字母)+子菜单(字母) 比如 Alt+F 关闭,Alt+E+E+B 打散
Ctrl+F 刷新 Ctrl+s 保存 Ctrl+b 删除 Ctrl+m 移动
课前预习
• Panel
生产线上PCB的套装单位。
• Set & Array
客户要求的出货套装单位 客户的Panel
• Part(Unit&PCB)
客户要求的出货最小单位
• Coupon
生产板板边用的测试条
1 CAM概念与简介 2 工程设计常规流程
1.4、Genesis文件的输出,即output
目的: 轉換資料給其他 CAM系統, 或測試机台,plotter 、printer等
ODB++
以下文件格式均可由 Genesis 转化输出
相关文件
二、工程设计常规流程
2.1、工程设计大致流程
三、 CAM制作的基本流程
3.1.1、CAM制作流程及对应关系 (以MH04E09497A1L为例)
2)、 没Genesis2000好学,学习难度大;
3)、 操作起来没Genesis2000简单,Genesis2000更形象直观 ;
医学免疫学第7章白细胞分化抗原及CAM

• According their structure features, the majority of cell adhesion molecules are fallen into integrin family, selectin family, immunoglobulin superfamily, mucin-like molecule family, cadherin family.
• 分布 胸腺细胞、T细胞和NK细胞(E-花环试验) • 特征 属IgSF,为单链多肽, 其配体为LFA-3(CD58) • CD58 同CD2结构相似,属IgSF,存在于人和绵羊红细胞及其 他许多细胞上。 • 生物学功能 • 黏附作用 • 参与信号转导
3、CD4
• 结构 单链跨膜糖蛋白,胞外区有四个Ig样结构域,为IgSF成员 • 功能 与MHC-Ⅱ类分子的非多态区结合,介导细胞间的黏附作 用,是T细胞激活的辅助受体,参与细胞内信号转导; 与HIV gp120结合,引起AIDS。
• Iga/Igb( CD79a/CD79b)
二者分子结构相似, 构成异二聚 体,再通过非共价键与BCR连接成为BCR- Iga/Igb 复合体, 其胞浆区连有ITAM,它们分布在除浆细 胞外的B细胞发育的各个阶段,是B细胞特征性标 志。
• BCR- Iga/Igb复合体的功能
特异性识别并结合B细胞表位, 产生B细胞活化的第一信号; Iga/Igb转导 B细胞活化的第一信号。
4、其它受体
• 补体受体
CR1(CD35)配体为C3b、C4b,主要表达于RBC, 参与清除循环IC。 CR2(CD21) 配体为iC3b、C3d
• 丝裂原受体:LPS受体
(三)、 参与免疫效应的CD分子 1. FcR
CAM基础知识及基本操作流程培训ppt课件
lock 的作用是
4.3.3 edit下拉菜单包含的项目
开锁 和 上锁
回复到上一步 移动 连接
属性
复制 变形 暂存区 极性
四、Genesis常规基本操作
4.3.4 Action下拉菜单包含的项目
输出
标示问题点
4.3.5. Option下拉菜单包含的项目
图形控制 测量
线型参数
分析网络 反选 参照选择
● 所以必须明确的是:CAM并不是设计线路板,而是把人家(客户)设 计出来的线路板,根据厂里的机器能力,用Genesis2000去处理后, 为生产各工序提供某些工具(比如各种菲林、钻带、锣带等),方便 生产用,起的是辅助制造作用。也就是说学的是CAM范围,而不属于 CAD范围。 一般来说,线路板厂接到客户订单时,客户会以电脑文件的形式提供 他自己的样品资料,我们就是修正客户提供的原始资料文件,使它方 便自己厂里的机器生产出符合客户要求的线路板。
从此第三阶下双击实体可进入图形编辑区亦即已进入料号核心区层别命名层别属性设定双击进入matrixgraphiceditor双击进入step特殊symbols原稿读入后的aperture存放区原稿读入输出第二阶实体数据包括右示各项完整的odb格式文件第三阶step下的实体数据保存记录等相关信息查询18四genesis常规基本操作不同顏色代表不同層次特性steps钻孔貫穿情形绿色表該第四阶matrix下的实体数据从此第四阶下双击step名也可进入图形编辑区双击可开启图形界面类型极性层名19四genesis常规基本操作移动编辑区画面相关功能键测量工具区单一操作编辑工具区选取工具区43genesis2000edit界面菜单介绍431
2)、 没Genesis2000好学,学习难度大;
第7章 CAM加工基础

Master CAM 9.1 第07章

7.2.6 刀具面/构图面 刀具面/
选择图7-4中该复选框,并点击该按钮, 选择图 中该复选框,并点击该按钮, 中该复选框 弹出图7-15所示对话框。 所示对话框。 弹出图 所示对话框
1.刀具平面
刀具平面为刀具工作的表面, 刀具平面为刀具工作的表面,通常为 垂直于刀具轴线的平面。 垂直于刀具轴线的平面 。 数控加工中有三 个主要刀具平面:俯视图、 个主要刀具平面 : 俯视图 、 前视图和侧视 代码中分别由G17、G18和 G19 图 。 在 NC代码中分别由 代码中分别由 、 和 指令来指定。 指令来指定 。 刀具平面与构图平面的选择 方法相同, 方法相同, 应注意的是刀具平面一般都设置为俯 视图,要与一般的机床坐标系一致。 视图,要与一般的机床坐标系一致。
2.刀具原点
MasterCAM中有三个关键坐标点 : 系 中有三个关键坐标点: 中有三个关键坐标点 统原点、 构图原点和刀具原点(也叫刀具起 统原点 、 构图原点和刀具原点 也叫刀具起 始点)。 始点 。 系统原点是MasterCAM自动设定的固 系统原点是 自动设定的固 定坐标系。在绘图区按F9键可显示系统原点 键可显示系统原点。 定坐标系。在绘图区按 键可显示系统原点。 构图原点是为方便绘图而确定的构图平面的 原点。刀具原点是定义刀具平面的原点, 原点。刀具原点是定义刀具平面的原点,刀 算的, 具路径中坐标值都是相对于该点计 算的 , 每加工完一个工件刀具都要回到这个刀具原 刀具起始点), 点(刀具起始点 ,然后进行下次循环。 刀具起始点 然后进行下次循环。
7.1.1 当前刀具列表
本小节将介绍从刀具库中选择刀具即 当前刀具列表的情况。 当前刀具列表的情况。
7.1.2 定义新刀具
本小节将介绍如何定义新刀具。 本小节将介绍如何定义新刀具。 在加工时,有时需要使用—些特定的 在加工时,有时需要使用 些特定的 刀具, 刀具 , 用户可以根据自己的需要创建新的 刀具并将其存储在刀具库中备用。 Mastercam为用户提供了该功能 。 下面将 为用户提供了该功能。 为用户提供了该功能 介绍如何创建新刀具。 介绍如何创建新刀具。
第7章CAXA制造工程师加工编程

【后置设置】 输出文件长度可以对数控 程序的大小进行控制。
行号设置在输出代码中控 制行号的一些参数。
程序说明部分是为了管理的需要而设置的, 目的是方便进行管理,不进行计算。
2 程序开始部分举例
宏指令:$G90 $WCOORD $G0 $COORD_Z @G43H01 @$SPN_F $SPN_SPEED $SPN_CW
经后置处理可输出: G90G54G00Z30.00 G43H01 S500M03
本节主要内容: 后置处理 G代码生成与校核 自动生成工艺表单 知识加工与工艺模板 数据接口
后置处理 后置处理就是结合特定的机床把系统生成的 刀具轨迹转化成机床能够识别的G代码指令, 生成的G指令可以直接输入数控机床用于加工。
考虑到生成程序的通用性,CAXA制造工程师 软件针对不同的机床,可以设置不同的机床 参数和特定的数控代码程序格式。
数线精加工
【等高线粗加工】 生成分层等高式粗加工轨迹。
【等高线精加工】 生成等高线加工轨迹。
【参数线精加工】 生成沿参数线加工轨迹。
1 等高线粗加工
定义毛坯
选择【加工】【粗加工】【等高线粗加工】
2 等高线精加工 选择【加工】【精加工】【等高线精加工】
3 参数线精加工
选择【加工】 【精加工】 【参数线精加工】
对刀具轨迹修改、重置和处理
系统具有刀具轨迹的重置功能。 方法是在轨迹树中先选择某轨迹名称,再右 击鼠标,在弹出的菜单中选择【轨迹重置】 命令,原有轨迹就会即刻更新,但设置的切 削参数不变。
公共参数设置
【刀具参数】参数表
CAM软件应用基础知识(绪论)PPT课件
借助计算机和成熟的应用软件,对设计工 作可起到事半功倍的作用
对于模具专业,由于模具型腔加工和复杂 性,CAM已成为不可缺少的必要工具
对于“机械CAD”专业,《CAM软件应用基 础》是专业知识结构中金字塔型结构中的 塔尖上的重要专业课程
直接针对生产实际、工程应用,也直接针 对就业
二、我系在CAD/AM专业教育方面的成就与历史
MasterCAM讲稿
第一章 第一节:CAM软件应用基础知识
(绪论)
肖耘亚 2003年2月24日
一、CAM在专业学科知识结构中的地位
模具制造
CAD/CAM
机械设计理论 机械制造理论
数学基础
力学基础
机械基础
一、CAM在专业学科知识结构中的地位
在一年级,以AutoCAD为基础,涉足到机 械设计的CAD领域
目的:
在AutoCAD基础上,进一步掌握三维CAD的 建方法,并以此为切入点,转而学习并掌 握常用3D软件的操作使用方法
工程实践中,2D工程图样是生产图纸,具 有不可替代的作用,制图课程的基础知识, 在从事本专业的工作过程中,始终发挥着 重要作用
内容
MasterCAM的三大模块:Design Lathe Mill 以Mill为核心,涉及到Design 的3D建模功能,
95年开始筹建CAD实验室 同所将CAD引入课程设计 97级开始,开展三维CAD/CAM软件培训 98年开始实现无纸化设计 99级毕业设计成果达到同类院校领先水平 同年获评“全国CAD推广应用示范单位”
称号 在省内院校的横向对比中,具有相对领先
的比较优势
三、本课程的学习内容和学习方法
数控机床第7章 典型数控系统通信接口与系统连接(2015-08)
周德卿 2015.8
14
图7-7 802S/802C型经济型数控系统组成各主要单元连接示意图
周德卿 2015.8
15
(3)802D普及型数控系统
SINUMERIK 802D是输出数字量插补指令信号的半闭环数控系统, 核心部件是CNC的面板控制单元(PCU210),可控制4个联动进给轴和1 个模拟主轴或串行数字主轴。
【教学课时】 6课时
周德卿 2015.8
1
7.1 典型数控系统产品简介
根据我国机床行业数控系统应用和发展的水平情况,机床数控系统 产品大致可分为经济型(步进电动机,二至三轴联动开环控制)、普及 型(交流伺服电动机、三轴联动、半闭环控制)、中高档或高档型(交流 伺服电动机、三轴以上联动、全闭环控制)。随着我国国民经济的发展, 机械加工制造业技术水平正在迅速提高,近年来主流数控机床也以普 及型和中高档数控系统为主。
新系统与同类产品相比,具有精度高、硬件结构简单可靠、操作 便捷、智能编程、连接与安装调试容易、性价比高及采用了现场总 线技术等特点,有的功能甚至巳达到原高档系统才具有的水平。西 门子公司机床数控系统产品系列型谱进程表如图7-6所示。
周德卿 2015.8
11
图7-6 西门子SINUMERIK机床数控系统产品系列型谱进程表
802D无论在处理速度、功能等都提供了良好的性能/价格比,到了 中档数控系统水平,被广泛应用于数控铣床、加工中心上。但是目前 有被性能价格比更高的828D系统取代的趋势。
3
图7-1 KND-100Ti-D数控系统各单元产品图
第7章 CADCAM系统开发
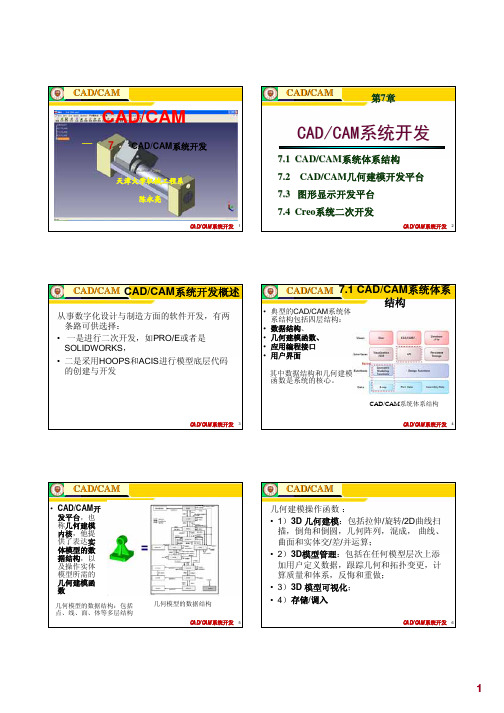
CAD/CAMCAD/CAM第7章CAD/CAM —第7章CAD/CAM系统开发CAD/CAM系统开发7.1 CAD/CAM系统体系结构 7.2 CAD/CAM几何建模开发平台 7.3 图形显示开发平台 7.4 Creo系统二次开发天津大学机械工程系 陈永亮CAD/CAM系统开发1CAD/CAM系统开发2CAD/CAM CAD/CAM系统开发概述从事数字化设计与制造方面的软件开发,有两 条路可供选择: • 一是进行二次开发,如PRO/E或者是 SOLIDWORKS, • 二是采用HOOPS和ACIS进行模型底层代码 的创建与开发CAD/CAM 7.1 CAD/CAM系统体系结构• 典型的CAD/CAM系统体 系结构包括四层结构: • 数据结构、 数据结构 • 几何建模函数、 几何建模函数 • 应用编程接口 • 用户界面 其中数据结构和几何建模 函数是系统的核心。
CAD/CAM系统体系结构CAD/CAM系统开发3CAD/CAM系统开发4CAD/CAM• CAD/CAM开 发平台,也 称几何建模 内核,他提 供了表达实 实 体模型的数 据结构,以 据结构 及操作实体 模型所需的 几何建模函 数几何模型的数据结构:包括 点、线、面、体等多层结构 几何模型的数据结构CAD/CAM系统开发5CAD/CAM几何建模操作函数 : • 1)3D 几何建模:包括拉伸/旋转/2D曲线扫 描,倒角和倒圆,几何阵列,混成, 曲线、 曲面和实体交/差/并运算; • 2)3D模型管理:包括在任何模型层次上添 加用户定义数据,跟踪几何和拓扑变更,计 算质量和体系,反悔和重做; • 3)3D 模型可视化; • 4)存储 存储/调入CAD/CAM系统开发61CAD/CAM 7.2 CAD/CAM系统开发平台几何建模内核: 几何建模内核 • 达索公司的ACIS • 西门子公司的 Parasolid • PTC公司的 Granite • Open CASCADE (开源 )典型的CAD/CAM系统及其几何建模内核CAD/CAM系统开发7CAD/CAMACIS ——一套小型的CAD内核系统• • • • ACIS的结构 ACIS的模型表示 ACIS的几何总线 ACIS的接口CAD/CAM系统开发8CAD/CAM• 几何造型器(Geometric Modeler) • 与核心集成的组件,称 为外壳(Husk)ACIS的结构HOOPS图形显示ACIS的模型表示 ACIS模型表示: • 属性(Attributes)、 • 几何(Geometries) • 拓扑(Topologies)组成几何是指模型的物理描述,如点 (point)、曲线(curve)、曲面(surfac e)、直线(straight)椭圆(ellipse)等; 拓扑是指各种几何实体在空间的 关联,如体(body)、线(wire)、 块(lump)、壳 (shell)、子壳 (subshell) subshell)、面(face)、环(loop)、环 边(coedge) coedge)、边(edge)和顶点 (vertex)等;CAD/CAMACIS核心结构与ACIS核心集成的外壳CAD/CAM系统开发9C++类层次CAD/CAM系统开发10属性依附 于模型实体CAD/CAMACIS的几何总线CAD/CAMACIS的接口ACIS核心提供了一个几何总线,以连接其它的 外壳与应用程序• 1.API函数 :API(Application Procedural Interface)函数是一个函数集,应用程序通过 调用这些函数可以操作模型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAPP系统结构组成
7.2 零件信息的描述与输入
零件信息描述要求:
①描述应准确、完整,与实际生产要求相一致,适合计算机处理; ②应简洁易懂,易于理解和掌握,便于输入操作; ③数据结构要合理,利于提高处理效率,便于信息集成。
零件信息描述内容:
①零件几何信息:包括零件几何形状、尺寸、以及各几何元素间的拓扑 关系。方法:可从零件三维模型进行描述;也可将结构分解,对分解的形 体或型面单元分别进行描述。 ②零件工艺信息:加工精度、表面粗糙度、零件材料、毛坯特征、热处 理等。 ③生产管理信息:加工批量、生产周期等。
优点: • 产生式规则结构接近人类专家思考问题方式;
• 各条规则相互独立,易于查询、修改和扩充; • 容易添加解释功能,以便观察系统如何进行推理; • 具有描述不确定知识的能力。
专家系统推理方式
1)正向推理 从已知事实出发,按照给定控制策略,利用生产式规则
最终推断出结论。在CAPP系统中,由毛坯一步步推导出最终零件的整 个加工工艺过程。
创成式CAPP开发过程
1)确定系统对象范围,是针对回转体零件还是非回转体零件;
2)确定零件描述方法,是型面单元描述还是体素组合语言描述; 3)确定和建立工艺决策模型,用决策表还是决策树;
4)建立加工资源数据库,包括机床、夹具、刀具、切削用量等;
5)设计系统主控模块、人机接口模块、工艺文件生成和输出模块。
系统运行的软件模块。
l •解释模块 对专家系统推理结果作出必要解释,使用户了解专家系统
推理过程,接受所推理的结果。
•知识获取模块 将人类专家的专门知识提取出来,经整理转化为计算机
内部数据结构形式,是知识库建立和维护的工具和手段。
•用户接口模块 将专家和用户输入的信息转换为系统可以接受的形式,
同时把系统的推理结论转换为人类易于理解的形式。
CAPP零件信息ቤተ መጻሕፍቲ ባይዱ述基本方法
1)零件分类编码描述法 原理:基于成组技术原理,制订或选用一套编码系统, 对零件进行编码,通过编码实现对零件几何信息和工艺信 息进行描述的目的。
特点:简单易行,但零件描述粗糙,无法对零件形状、
尺寸、精度进行详细描述,没有足够信息进行决策。 应用:适用于派生式CAPP系统。目前CAPP系统很少单独 使用该方法。
2)形状特征描述法 原理:将零件形状特征按顺序输入计算机,按设定的数据结构进
行组织,形成供CAPP调用的零件信息模型。
优点:
①零件特征与加工方法相对应,便于推导加工工艺; ②零件特征包括尺寸、公差、粗糙度等信息,为工序设计、尺 寸链计算、工艺路线的安排提供了方便。
应用:在众多CAPP系统中得到了应用。
以及主控模块组成,其中工艺决策模块是系统核心,零件信息是决策对象, 制造资源信息是决策约束。
制造资源的构成
•车间层资源 包括粗加工、精加工、热处理、装配等生产车间。 •设备层资源 包括不同的机床和工艺装备。 • 知识层资源 包括决策规则、切削参数、加工余量和工时定额等工艺数据。
工艺决策知识的表示
5)对于相似性较差的复杂零件,难以编码描述。
派生式CAPP举例
CAM-I派生式CAPP系统工作流程
(美国计算机辅助制造公司)
2、创成式CAPP 工作原理 :根据零件模型和工艺信息,应用决策逻辑,模拟工艺人员
决策过程,自动创成加工工艺规程,完成机床刀具选择和工艺过程优化。
创成式CAPP系统工作原理
回转体零件加工 二叉树结构表示
3)语言描述法 用计算机能够识别的语言对零件形状和工艺特征进
行描述,需要用户学习掌握所选用语言的词法和语法,描述过程比较繁 琐。
4)知识表示描述法 用人工智能中的知识表示方法来描述零件信息
,包括人工智能框架表示法、产生式规则法和谓词逻辑表示法等。
5)直接将CAD作业结果作为CAPP的输入 将CAPP系统与
→生产过程编制( Production Planning)
CAPP系统结构组成
• 零件信息获取模块 有人机交互、由CAD模型转换等方法。 • 工艺决策 按预定的决策逻辑,进行比较、推理和决策加工工艺 规程。 • 工艺数据库与知识库 包含工艺设计所要求的工艺数据和规则。 工艺数据:加工方法、加工余量、切削用量、刀夹量具等; 规则:决策规则、加工方法选择、工序工步归并规则等、 • 人机交互界面 是用户的操作环境。 • 工艺文件管理与输出 包括工艺文件格式化显示和打印输出等。
零件编码,根据编码确定所属零件族,调用该族零件标准工艺,经过编辑 修改,最终获得零件工艺规程。
派 生 式 CAPP 工 作 原 理
零件族特征矩阵库
派生式CAPP开发过程
1)根据产品特点与生产情况,确定编码系统; 2)进行零件编码; 3)对零件分类,形成若干零件族,建立零件族特征矩阵库;
4)对各零件族构造“典型零件”;
系统中,由最终零件通过逐步加上加工余量,使之最终成为毛坯的推理 过程。
反向推理机应具有的功能: • 能够提出假设,并运用知识库中的知识判断假设的真假;
• 若为真,则记录使用了哪些知识(以备解释之用); • 若为假,则系统应重新提出新的假设,再进行判断; • 能够判断何时结束推理;
• 必要时能够向用户提出补充条件要求。
决策树
决策表
3、综合式CAPP 原理:综合派生式CAPP采取派生与创成相结合的方法生成工艺规程,
即工艺设计采用派生法,工序设计则采用创成决策方法产生。
特点:综合派生式与创成式CAPP两者优点,具有系统简洁、快捷、
灵活、实用性强的特点。
7.4 CAPP专家系统
专家系统:是一种求解问题的智能软件系统,它把人类专家的经验和
正向推理机应具有的功能:
• 能够根据已知的事实,知道运用知识库中哪些知识;
• 能将推理后得到的结论存入数据库,并记录整个推理过程; • 能够判断何时结束系统推理;
•必要时向用户提问,要求用户补充输入所需的推理条件。
正向推理不足-盲目推理,求解了许多与目标解无关的子目标;
2)反向推理 先提出假设,然后反向寻找支持假设的证据。在CAPP
IF <条件1> AND/OR<条件2>AND/OR……AND/OR<条件n> THEN <结论1>或<操作1>, <结论2>或<操作2>,……<结论n>或<操作n>
例:
IF <表面为外圆柱面> AND <精度等级为IT8~IT10> AND <表面粗糙度为Ra≤0.8um> THEN <选用加工过程为:粗车→半精车→精车>
5)编制“典型零件”标准工艺和相应的工序内容; 6)建立工艺数据库,存储常用工艺数据和规范; 7)编制系统程序,实现各功能模块。
派生式CAPP特点
1)以成组技术为基础,理论上比较成熟; 2)应用范围比较广泛,有较好的实用性; 3)适用于结构比较简单的零件,尤其回转类零件; 4)继承企业较成熟的传统工艺,但系统柔性度较差;
创成式CAPP特点
1)通过逻辑推理,自动决策生成零件工艺规程,无需人为干预; 2)具有较高的柔性,适应范围广; 3)便于与CAD和CAM系统的集成; 4)系统实现较为困难,目前只能处理特定环境下的特定零件。
创成式CAPP举例(上海交大SIP系统)
SIP系统结构组成:由制造资源模块、零件特征定义模块、工艺决策
知识表示成计算机能够接受和处理的符号形式,采用专家的推理和控制 策略,处理和解决只有专家才能解决的问题。
通常软件系统 = 数据 + 算法 专 家 系 统 = 知识 + 推理 专家系统组成:
专家系统组成
•知识库 专家系统核心,包含常识性知识和启发性知识。
启发性知识是专家系统逻辑推理的主要知识源。
•数据库 用于存储用户输入的原始数据(事实)和推理过程的动态数据。 •推理机 是一种具有推理能力的计算机软件程序,用来控制和协调整个
第七章 计算机辅助工艺过程设计
7.1 7.2 7.3 7.4 CAPP系统的结构组成 零件信息的描述与输入 CAPP系统的基本原理和方法 CAPP专家系统
7.1 CAPP系统的结构组成
工艺设计:生产准备工作第一步,是连接设计与制造的桥梁,
工艺设计的结果是完成加工工艺规程。
工艺规程:决定零件加工方法、加工路线,是工装设计
制造的主要依据。
CAPP 毛坯 设计 工艺 路线 工序 设计 工时 定额
机床刀 工装 具选用 设计
余量 分配
切削 用量
工时 定额
工序图 绘制
典型的工艺规程卡片
CAPP技术的发展:
交互式CAPP→ 派生式CAPP → 创成式CAPP → 智能型CAPP 面向零件CAPP → 面向产品CAPP → 面向企业CAPP PP:加工工艺过程编制(Process Planning)
专家系统特点 •启发性 能使用判别性知识以及已确定的理论
知识进行推理; •透明性 •灵活性 能解释其推理过程; 能把新知识不断加入已有知识库,使其
逐步完善和精练。
专家系统的知识表示
产生式规则法、语义网络法和框架表示法是目前较 为流行的知识表示方法。
产生式规则法 是最常用的知识表示方法,其一般形式为:
CAD系统直接相连,使CAPP操作所需的各种工艺信息直接来源于CAD系
统,避免繁杂和枯燥的手工信息输入。
在众多零件信息描述中,适合轴类零件的方法较多,箱体 类等复杂零件信息描述仍是一个薄弱环节。
7.3 CAPP系统的基本原理和方法
1、派生式CAPP 工作原理:利用零件相似性检索现有工艺的一种软件系统。要求先对
这样开发者仅需完成相关应用知识库的建立,便完成专家系统的开
发,大大缩短专家系统开发周期。
反向推理不足-盲目选择目标,求解了许多假设的子目标。