FANUCαi系列进给伺服驱动系统典型故障诊断与维修
数控机床进给伺服系统类故障诊断与处理

数控机床进给伺服系统类故障诊断与处理数控机床进给伺服系统是指通过伺服电机驱动进给机构实现工件在加工过程中的移动。
由于其复杂的电气、机械和控制系统,常常会发生故障。
本文将就数控机床进给伺服系统类常见的故障进行诊断与处理。
一、电气故障1. 电源故障:包括电源线断开、电源接触不良、电源开关故障等。
解决方法是检查电源线是否正常连接,检查电源开关是否损坏,并使用万用表检测电源的输出电压是否正常。
2. 伺服电机故障:伺服电机可能会出现断线、短路、转子定位不良等故障。
解决方法是检查电机连接线是否正常,使用万用表测量电机的绝缘电阻,重新定位转子。
3. 伺服驱动器故障:伺服驱动器可能会出现过载、过热、过电流等故障,导致伺服电机无法正常工作。
解决方法是检查伺服驱动器的散热情况,检测伺服驱动器的电流输出是否正常,必要时更换伺服驱动器。
二、机械故障1. 进给轴传动件故障:进给轴传动件包括传动皮带、传动齿轮等。
这些传动件可能会出现磨损、断裂等故障,影响机床进给的精度和稳定性。
解决方法是检查传动件的磨损程度,并进行及时更换。
2. 进给轴导轨故障:进给轴导轨可能会因为使用时间长久、润滑不当等原因而出现磨损、松动等故障。
解决方法是定期检查导轨的状态,必要时进行润滑和更换导轨。
3. 进给轴轴承故障:进给轴轴承可能会因为使用时间长久、负载过重等原因而出现磨损、断裂等故障。
解决方法是检查轴承的状态,必要时进行及时更换。
三、控制系统故障1. 数控系统故障:数控系统可能会出现软件崩溃、通信故障等问题,导致机床无法正常工作。
解决方法是重新启动数控系统,检查通信线路是否正常连接,并及时联系厂家进行故障排查。
2. 编码器故障:编码器是用来反馈机床位置和运动状态的重要设备,当编码器出现故障时,会导致机床的加工精度下降。
解决方法是检查编码器的安装情况,检测编码器的信号输出是否正常,必要时更换编码器。
3. 控制器故障:控制器是机床控制系统中的核心部件,当控制器出现故障时,会导致机床无法正常工作。
数控机床进给伺服系统类故障诊断与处理(3篇)

数控机床进给伺服系统类故障诊断与处理数控机床进给伺服系统是数控机床中非常关键的一个组成部分,它直接影响机床加工的精度和效率。
然而,在使用过程中,由于各种原因,进给伺服系统可能会出现故障。
本文将介绍数控机床进给伺服系统的常见故障及其诊断与处理方法。
一、数控机床进给伺服系统常见故障1. 运动不平稳:机床在加工工件时,出现运动不平稳的情况,可能是由于进给伺服系统的故障引起的。
这种情况表现为运动过程中有明显的抖动或者不稳定的现象。
2. 运动失效:机床无法正常运动,不响应操作指令。
这种情况可能是由于进给伺服系统的电源故障、控制器故障或者连接线路故障引起的。
3. 位置误差过大:机床在加工过程中,位置误差超过了允许范围,导致加工工件的尺寸不准确。
这种情况可能是由于进给伺服系统的位置反馈元件(如编码器)故障引起的。
4. 加工速度过慢:机床在加工时,进给速度远低于预设值,导致加工效率低下。
这种情况可能是由于进给伺服系统的电机故障或者速度控制回路故障引起的。
二、故障诊断与处理方法1. 运动不平稳的诊断与处理:首先,检查机床的润滑系统,确保润滑油是否充足,并且清洁。
其次,检查机床的传动系统,确保螺杆和导轨的润滑良好。
如果问题还未解决,可以通过检查进给伺服系统的控制器参数是否正确、电机驱动器是否正常工作等方式进一步诊断。
2. 运动失效的诊断与处理:首先,检查进给伺服系统的电源供应情况,确保电源正常。
其次,检查进给伺服系统的连接线路,包括电源线、编码器连接线等,确保线路没有松动或者断裂。
如果问题还未解决,可以通过检查进给伺服系统的控制器和电机驱动器是否正常工作等方式进一步诊断。
3. 位置误差过大的诊断与处理:首先,检查进给伺服系统的位置反馈元件,如编码器是否损坏或者松动。
如果问题还未解决,可以通过检查进给伺服系统的控制器参数是否正确、电机驱动器是否正常工作等方式进一步诊断。
4. 加工速度过慢的诊断与处理:首先,检查进给伺服系统的电机是否正常工作,包括电机是否有异常声音或者发热等。
数控机床进给伺服系统类故障诊断与处理范文(4篇)

数控机床进给伺服系统类故障诊断与处理范文数控机床进给伺服系统是数控机床的重要组成部分,负责驱动工件或刀具在加工过程中进行准确的运动。
然而,由于工作环境恶劣以及长时间使用,进给伺服系统可能会出现各种故障。
本文将介绍数控机床进给伺服系统故障的诊断与处理方法。
一、断电故障:当进给伺服系统无法正常工作或反应迟缓时,首先需要检查是否存在断电故障。
可以检查电源和连接器是否正常。
如果确认没有断电故障,可以进一步诊断。
二、电缆故障:电缆故障是数控机床进给伺服系统常见的故障之一。
可以通过检查电缆连接器的接触情况、电缆是否断裂或接触不良来判断是否存在电缆故障。
如果发现电缆故障,应及时更换或修复受损的电缆。
三、伺服驱动器故障:伺服驱动器是控制进给伺服系统的主要部件,当进给伺服系统出现故障时,可以首先检查伺服驱动器是否正常工作。
可以通过检查伺服驱动器的电源供应情况、电流是否稳定以及反馈信号是否正常来判断是否存在伺服驱动器故障。
如果发现伺服驱动器故障,应及时更换或修复故障的部件。
四、编码器故障:编码器是进给伺服系统的重要传感器,用于检测工件或刀具的位置信息。
当进给伺服系统无法准确移动或位置偏差较大时,可以检查编码器是否损坏或接触不良。
如果发现编码器故障,应及时更换或修复故障的部件。
五、电机故障:电机是驱动进给伺服系统运动的关键部件,当进给伺服系统无法正常工作或运动异常时,可以检查电机是否正常工作。
可以通过检查电机的电源供应情况、电流是否稳定以及转动是否平稳来判断是否存在电机故障。
如果发现电机故障,应及时更换或修复故障的部件。
六、控制器故障:控制器是进给伺服系统的核心部件,当进给伺服系统无法正常工作或运动异常时,可以检查控制器是否正常工作。
可以通过检查控制器的电源供应情况、信号是否稳定以及参数设置是否正确来判断是否存在控制器故障。
如果发现控制器故障,应及时更换或修复故障的部件。
以上是数控机床进给伺服系统常见故障的诊断与处理方法。
fanuc伺服驱动器的常见故障(1)
FANUC交流速度控制单元有多种规格,早期的交流伺服为模拟式,目前一般都使用数字式伺服,在数控机床中,常用的规格型号有以下几种:1)与FANUC交流伺服电动机AC0、5、10、20M、20、30、30R等配套的模拟式交流速度控制单元。
它是FANUC最早的AC伺服产品,速度控制单元采用正弦波PWM控制,大功率晶体管驱动。
在结构形式上,可以分单轴独立型、双轴一体型、三轴一体型三种基本结构。
单轴独立型速度控制单元,常用的型号有A06B-6050-H102/H103/H104/H113等;双轴一体型速度控制单元,常用的型号有A06B-6050-H201/H202/H203等;三轴一体型速度控制单元,常用的型号有A06B-6050-H401/H402/H403/H404等,多与FANUC 11、0A、0B等系统配套使用。
2)与FANUC交流S (L、T)系列伺服电动机配套的S (L、C)系列数字式交流伺服驱动器,它是FANUC中期的AC伺服产品,驱动器采用全数字正弦波PWM控制,IGBT驱动。
其中,S系列用量最广,规格最全;L 系列只有单轴型结构,常用的型号有A06B-6058-H001-H007/H102/H103等;C系列有单轴型、双轴型两种结构,常用的单轴型有A06B-6066-H002-H006等规格,常用的双轴型有A06B-6066-H222~H224/H233、H234、H244等规格。
作为常用规格,S系列有单轴型、双轴型、三轴型三种结构,常用的单轴型有A06B-6058-H001~H007/H023/H025等;常用的双轴型有A06B-6058-H221~H231/H251-H253等规格;常用的三轴型有A06B-6058-H331-H334等规格;多与FANUC 0C、11、15系统配套使用。
3)与FANUC α/αC/αM/αL系列伺服电动机配套的FANUC α系列数字式交流伺服驱动器,它是FANUC 当前常用的AC伺服产品,驱动器带有IPM智能电源模块,采用全数字正弦波PWM控制,IGBT驱动。
FANUC伺服系统维修技术经验经验总结及FANUC伺服电机维修办法

F A N U C伺服系统维修技术经验总结及F A N U C伺服电机维修方法 22.数字式交流伺服驱动单元的故障检测与维修(1)驱动器上的状态指示灯报警FANUCS系列数字式交流伺服驱动器,设有11个状态及报警指示灯,指示灯的状态以及含义见表5-8。
以上状态指示灯中,HC、HV、OVC、TG、DC、LV的含义与模拟式交流速度控制单元相同,主回路结构与原理亦与模拟式速度控制单元相同,不再赘述。
表5-8中,OH、OFAL、FBL为S系列伺服增添的报警指示灯,其含义如下。
①印制电路板上S1设定不正确。
②伺服单元过热。
散热片上热动开关动作,在驱动器无硬件损坏或不良时,可通过改变切削条件或负载,排除报警。
③再生放电单元过热。
可能是Q1不良,当驱动器无硬件不良时,可通过改变加减速频率,减轻负荷,排除报警。
④电源变压器过热。
当变压器及温度检测开关正常时,可通过改变切削条件,减轻负荷,排除报警,或更换变压器。
⑤电柜散热器的过热开关动作,原因是电柜过热。
若在室温下开关仍动作,则需要更换温度检测开关。
2)OFAL报警。
数字伺服参数设定错误,这时需改变数字伺服的有关参数的设定。
对于FANUC0系统,相关参数是8100,8101,8121,8122,8123以及8153~8157等;对于10/11/12/15系统,相关参数为1804,1806,1875,1876,1879,1891以及1865~1869等。
3)FBAL报警。
FBAL是脉冲编码器连接出错报警,出现报警的原因通常有以下几种:①编码器电缆连接不良或脉冲编码器本身不良。
②外部位置检测器信号出错。
③速度控制单元的检测回路不良。
④电动机与机械间的间隙太大。
(2)伺服驱动器上的7段数码管报警FANUCC系列、α/αi系列数字式交流伺服驱动器通常无状态指示灯显示,驱动器的报警是通过驱动器上的7段数码管进行显示的。
根据7段数码管的不同状态显示,可以指示驱动器报警的原因。
FANUC进给伺服系统故障诊断与案例分析(2)

第三章FANUC进给伺服系统故障诊断与案例分析在日常的数控机床故障维修中,除了外围的系统报警外,我们还会遇到伺服类报警、编码器报警和通信类报警。
FANUC系统为故障的检查和分析提供了许多报警号码和LED报警代码显示。
通过这些报警号码和LED显示的代码,我们就可以从中分析故障的原因,从而采取合理的手段排除故障。
3.1 伺服模块LED报警代码内容分析当伺服单元出现故障时,系统会出现“4# #”报警。
一般伺服模块都有状态显示窗口(LED),则在显示窗口中显示相应的报警代码。
FANUC系统常用的伺服模块有α、αi、β、βi系列。
见图3-1(常用的FANUC伺服驱动装置)α系列伺服单元β系列伺服单元βi系列伺服单元α系列伺服模块αi系列伺服模块图3-1常用的FANUC伺服驱动装置FANUC系统伺服模块输入为交流三相200V,伺服模块电源是电源模块的直流电源300V,电动机的再生能量通过电源模块反馈到电网中,一般主轴驱动装置是串行数字控制装置时,进给轴驱动装置采用伺服模块。
下图3-2是一个标准数控车床驱动装置连接图片。
左边是电源模块,中间是双轴伺服模块,右边是串行数字主轴模块。
图3-3是一个标准数控加工中心驱动装置连接图片。
左边是电源模块,其次是串行数字主轴模块,其他是两块伺服模块。
图3-4是αi系列伺服模块连接原理图。
图3-2数控车床α系列伺服模块连接图3-3 数控加工中心αi系列伺服模块连接图3-4 αi系列伺服模块连接原理图稍微早期的α系列伺服模块和目前广泛使用的αi系列伺服模块的输入都是交流三相200V,伺服模块电源是电源模块的直流电源300V。
α系列伺服模块CNC与模块、模块之间的连接是电缆,而αi系列伺服模块与CNC、模块之间的连接是光缆,采用是FANUC伺服串行总线FSSB。
通过光缆连接取代了电缆连接,不仅保证了信号传输的速度,而且保证了传输的可靠性,并降低了故障率。
3.1.1交流α/αi系列SVM伺服单元故障与解决方法交流α系列SVM伺服单元连接见图3-5,交流αi系列伺服模块连接见图3-6。
fanuc伺服报警的故障诊断及实际处理方法

JV1B/JV2B
14 15 B
JS1B/JS2B
16 17 B
JF1/JF2
长春汽车工业高等专科学校
FANUC α
(4 )
长春汽车工业高等专科学校
FANUC α
(4 )
长春汽车工业高等专科学校
2.FANUC
CX4
相荡度滚 相荡影滚 溢 相而度滚 相而影滚 滚
相环度 相环影 滚
控荡 立点点
长春汽车工业高等专科学校
SSCK—20
长春汽车工业高等专科学校
2.FANUC βi
长春汽车工业高等专科学校
βi
Oi MateTB
长春汽车工业高等专科学校
VOFS(#7):
0:
1:
2077:0—32767 32000
10 10
长春汽车工业高等专科学校
ALM1
#7 OVL #6 LV #5 OVC #4 HCA #3 HVA #2 DCA #1 FBA #0 OFA
:
FANUC-OiA/OiB/OiC
:
长春汽车工业高等专科学校
长春汽车工业高等专科学校
长春汽车工业高等专科学校
3.
长春汽车工业高等专科学校
FANUC
长春汽车工业高等专科学校
3
3.1 FANUC
度实
度
长春汽车工业高等专科学校
影
: 1μm 0.5μm 0.1μm
长春汽车工业高等专科学校
2.FANUC
α
SVU
β
βi
α
SVM
数控机床进给伺服系统类故障诊断与处理模版(3篇)
数控机床进给伺服系统类故障诊断与处理模版数控机床进给伺服系统是数控机床的核心部件之一,负责实现机床的进给运动,保证加工的精度和稳定性。
然而,在使用过程中,由于各种原因,进给伺服系统可能会出现故障。
本文将针对数控机床进给伺服系统的常见故障进行诊断与处理,为解决相关问题提供参考。
一、通电检查1. 确保进给伺服系统的电源插座正常供电,并检查主控箱内的电源是否正常接通。
2. 检查电源线路是否破损或接触不良,特别是接地线是否良好连接。
3. 检查伺服驱动器面板上的电源指示灯是否亮起,以判断驱动器是否接通电源。
二、机械传动部分检查1. 检查进给轴的联轴器是否松动或破损,如有问题及时更换或固定。
2. 检查进给轴的传动皮带或齿轮是否损坏或脱落,如有问题及时更换或修复。
3. 检查进给轴的导轨和导轨滑块是否磨损或变形,如有问题及时更换或调整。
三、编码器检查1. 确保编码器的连接线路是否完好,没有破损或接触不良。
2. 检查编码器的供电电压是否正常,一般应在规定范围内。
3. 检查编码器的信号线是否良好连接,如有问题及时更换或重新连接。
四、伺服驱动器检查1. 确保伺服驱动器的连接线路是否完好,没有破损或接触不良。
2. 检查伺服驱动器的报警指示灯,判断是否存在故障报警,如有报警应根据具体情况查阅驱动器的故障代码进行处理。
3. 检查伺服驱动器的参数设置是否正确,特别是伺服增益、速度环参数等,如有问题应及时调整。
五、伺服电机检查1. 检查伺服电机的连接线路是否完好,没有破损或接触不良。
2. 检查伺服电机的绝缘性能,特别是对地绝缘是否合格,如有问题应及时更换或修复。
3. 检查伺服电机的温度是否过高,一般应在规定范围内,如过高应检查散热风扇是否正常工作。
六、参数设置检查1. 确保数控系统的参数设置与实际使用需求一致,特别是进给轴的相关参数,如脉冲当量、快速倍率等。
2. 检查数控系统是否存在进给轴停止禁止、机床保护等相关设置,如有问题应及时调整。
FANUC Alpha系列伺服电机和伺服放大器结构和维修方法
FANUC Alpha系列伺服电机和伺服放大器结构和维修方法(1)1. FANUC 的交流伺服电机与直流伺服电机相比,交流伺服伺服电机具有免维护,低损耗,体积小的特点,在现代控制领域已经逐步取代了直流伺服电机,交流伺服电机被广泛地应用到各个控制领域,FANUC 从80年代开始逐步使用交流伺服电机,从开发应用到目前被广泛使用的Alpha 系列伺服电机,经过了三代的更新,从模拟的交流控制单元驱动的伺服电机,到S系列电机,从而又发展成为现在使用的交流Alpha 系列伺服电机,从伺服电机的性能上得到了提高,而电机的体积更小,特别是现在使用的Alpha 系列的伺服电机,电机的型号更全,并采用了磁更强的材料,伺服电机的反馈使用了高速高精度的串行位置编码器,可以适用于各种不同的丝杠而不需要选定编码器的线数,并且该系列具有标准系列,小惯量系列,中惯量系列,经济型的AC 系列和高压(380V)的HV系列电机等。
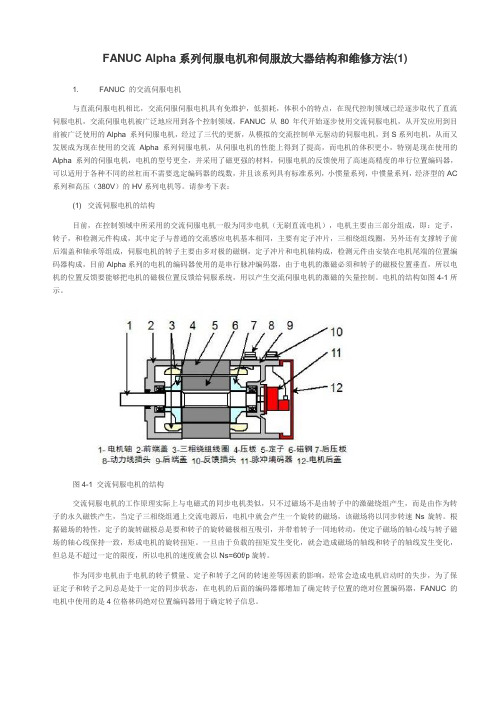
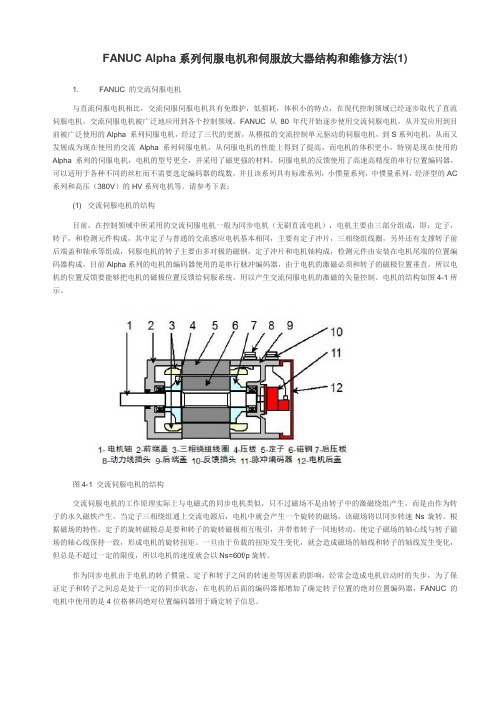
请参考下表:(1) 交流伺服电机的结构目前,在控制领域中所采用的交流伺服电机一般为同步电机(无刷直流电机),电机主要由三部分组成,即:定子,转子,和检测元件构成,其中定子与普通的交流感应电机基本相同,主要有定子冲片,三相绕组线圈,另外还有支撑转子前后端盖和轴承等组成,伺服电机的转子主要由多对极的磁钢,定子冲片和电机轴构成,检测元件由安装在电机尾端的位置编码器构成,目前Alpha系列的电机的编码器使用的是串行脉冲编码器,由于电机的激磁必须和转子的磁极位置垂直,所以电机的位置反馈要能够把电机的磁极位置反馈给伺服系统,用以产生交流伺服电机的激磁的矢量控制。
电机的结构如图4-1所示。
图4-1 交流伺服电机的结构交流伺服电机的工作原理实际上与电磁式的同步电机类似,只不过磁场不是由转子中的激磁绕组产生,而是由作为转子的永久磁铁产生,当定子三相绕组通上交流电源后,电机中就会产生一个旋转的磁场,该磁场将以同步转速Ns旋转。
FANUC交流伺服驱动系统故障维修举例

FANUC交流伺服驱动系统故障维修举例例244~245.加工过程中出现过热报警的故障维修例244.故障现象:某配套FANUC 0T MATE系统的数控车床,在加工过程中,经常出现伺服电动机过热报警。
分析与处理过程:本机床伺服驱动器采用的是FANUC S系列伺服驱动器,当报警时,触摸伺服电动机温度在正常的范围,实际电动机无过熟现象。
所以引起故障的原因应是伺服驱动器的温度检测电路故障或是过热检测热敏电阻的不良。
通过短接伺服电动机的过热检测热敏电阻触点,再次开机进行加工试验,经长时间运行,故障消失,证明电动机过热是由于过热检测热敏电阻不良引起的,在无替换元件的条件下,可以暂时将其触点短接,使其系统正常工作。
例245.故障现象:某配套FANUC 0T MATE系统的数控车床,在加工过程中,经常出现X轴伺服电动机过热报警。
分析与处理过程:故障分析过程同上例,经检查X轴伺服电动机外表温度过高,事实上存在过热现象。
测量伺服电动机空载工作电流,发现其值超过了正常的范围。
测量各电枢绕组的电阻,发现A相对地局部短路;拆开电动机检查发现,由于电动机的防护不当,在加工时冷却液进入了电动机,使电动机绕阻对地短路。
修理电动机后,机床恢复正常。
例246.驱动器出现OVC报警的故障维修故障现象:某配套FANUC 0T-C系统、采用FANUC S系列伺服驱动的数控车床,手动运动X轴时,伺服电动机不转,系统显示ALM414报警。
分析与处理过程:FANUC 0T-C出现ALM 414报警的含义是“X轴数字伺服报警”,通过检查系统诊断参数DGN720~723,发现其中DGN720 bit5=l,故可以确定本机床故障原因是X轴OVC(过电流)报警。
分析造成故障的原因很多,但维修时最常见的是伺服电动机的制动器未松开。
在本机床上,由于采用斜床身布局,所以X轴伺服电动机上带有制动器,以防止停电时的下滑。
经检查,本机床故障的原因确是制动器未松开:根据原理图和系统信号的状态诊断分析,故障是由于中间继电器的触点不良造成的,更换继电器后机床恢复正常。
FANUC Alpha系列伺服电机和伺服放大器结构和维修方法
FANUC Alpha系列伺服电机和伺服放大器结构和维修方法(1)1. FANUC 的交流伺服电机与直流伺服电机相比,交流伺服伺服电机具有免维护,低损耗,体积小的特点,在现代控制领域已经逐步取代了直流伺服电机,交流伺服电机被广泛地应用到各个控制领域,FANUC 从80年代开始逐步使用交流伺服电机,从开发应用到目前被广泛使用的Alpha 系列伺服电机,经过了三代的更新,从模拟的交流控制单元驱动的伺服电机,到S系列电机,从而又发展成为现在使用的交流Alpha 系列伺服电机,从伺服电机的性能上得到了提高,而电机的体积更小,特别是现在使用的Alpha 系列的伺服电机,电机的型号更全,并采用了磁更强的材料,伺服电机的反馈使用了高速高精度的串行位置编码器,可以适用于各种不同的丝杠而不需要选定编码器的线数,并且该系列具有标准系列,小惯量系列,中惯量系列,经济型的AC 系列和高压(380V)的HV系列电机等。
请参考下表:(1) 交流伺服电机的结构目前,在控制领域中所采用的交流伺服电机一般为同步电机(无刷直流电机),电机主要由三部分组成,即:定子,转子,和检测元件构成,其中定子与普通的交流感应电机基本相同,主要有定子冲片,三相绕组线圈,另外还有支撑转子前后端盖和轴承等组成,伺服电机的转子主要由多对极的磁钢,定子冲片和电机轴构成,检测元件由安装在电机尾端的位置编码器构成,目前Alpha系列的电机的编码器使用的是串行脉冲编码器,由于电机的激磁必须和转子的磁极位置垂直,所以电机的位置反馈要能够把电机的磁极位置反馈给伺服系统,用以产生交流伺服电机的激磁的矢量控制。
电机的结构如图4-1所示。
图4-1 交流伺服电机的结构交流伺服电机的工作原理实际上与电磁式的同步电机类似,只不过磁场不是由转子中的激磁绕组产生,而是由作为转子的永久磁铁产生,当定子三相绕组通上交流电源后,电机中就会产生一个旋转的磁场,该磁场将以同步转速Ns旋转。
发那科FANUC系统的PSMSPM故障分析及排除

2.如果是小电源模块,可能是主回路电路板故障。
11
PSM的LED无显示。
控制侧板的电源回路故障。
1.检查输入交流200V是否正常,如果没有,检查输入回路。
2.如果200V正常,则更换电源控制侧板。
2.αi系列电源模块PSMR
序号
故障症兆
原因分析
解决方法
1
PSMR显示--(两横),系统显示401,各轴显示DRDY OFF报警。
3.检查风扇的插座电源24V是否正常(红线+24V,黑线0V,黄线报警线,拔下有5V,如果电压不对,更换控制板。
3
PSMR显示04报警。
控制板检测到直流侧低电压报警。
1.检查主轴模块(PSM)或伺服模块(SVM)是否有短路故障。
2.检查三个IGBT导通压降是否正常,如果有异常的更换,并更换驱动板和坏的驱动电阻。
1.检查SVM是否有故障(按前面的所述方法)。
2.检查PSM的*ESP是否断开,正常情况是短路的。如果开路,查外部*ESP电气回路。
3.用万用表检查MCC进线的三相200V(也有380V的高压类型的)是否有缺相。
4.检查MCC的触点和线圈是否有故障。
5.观察MCC是否吸合后马上断开,如果根本没有吸合,再仔细听PSM的小继电器是否有一下响声,如果有,则证明PSM本身是好的,更换继电器,或检查MCC输出线以及MCC的交流电源。
2.如果更换IPM模块后还有报警,将SPM单元送FANUC修理。
3
PSM-15,PSM-26,PAM-30的LED显示01报警
检测到主回路电流异常。
1.用万用表检查主回路的U、V、W对+,-的导通压降,如果有异常,更换IGBT模块。同时更换驱动板A20B-2902-0390,并检查主回路底板上的六组驱动电阻,6.2欧和10k欧,如果有阻值不对的,更换。
FANUC α与αi系列交流主轴驱动单元的故障诊断与维修

FANUC α/αi系列交流主轴驱动单元的故障诊断与维修1.FANUC α/αi系列数字式主轴驱动系统的基本检查与测试(1)电源电压的检查在α/αi系列数字式交流主轴驱动器主控制板上设有维修、检测用的测量检测端,在正常工作时,驱动器的电源电压检测端的电压值如下:1)+24V检测端与0V间:+24(1±5%)V。
2)+15V检测端与0V间:+15(1±5%)V。
3)+5V检测端与0V间:+5(1±5%)V。
4)-15V检测端与0V间:-15(1±5%)V。
(2)驱动器的设定与调整在FANUC cc/cci系列主轴器上设有设定开关S1-S7,用于设定驱动器的基本状态,其含义如下:S1:当一个串行口电缆连接有两只SPM驱动器时,第一只驱动器设ON,第二只驱动器设OFF;仅使用一个SPM驱动器模块时,设OFF。
S2:若负载表输出使用模拟量滤波器功能时,设ON,否则为OFF。
S3:若转速表输出使用模拟量滤波器功能时,设ON,否则为OFF。
S4、S5:第一主轴外部参考点信号的型式选择。
若为NPN型输入,则S4设为ON、S5设为OFF;若为PNP型输入,则S4设为OFF、S5设为ON:若不使用外部参考点信号接受器功能,则S4设为OFF、S5设为OFF。
S6、S7:第二主轴(子主轴)外部参考点信号的型式选择。
若为NPN型输入,则S6设为ON、S7设为OFF;若为PNP型输入,则S6设为OFF、S7设为ON:若不使用外部参考点信号接受器功能,则S6设为OFF、S7设为OFF。
α/αi系列数字式交流主轴驱动系统的调整与设定,一般通过系统与驱动器的参数设定进行,当维修时,若需要对驱动器进行更换或重新调整,则应按照以下步骤进行。
1)检查与主轴有关的部件规格、型号:①CNC的型号与功能。
②主轴电动机的规格与型号。
③电源模块的规格与型号。
④主轴驱动模块的规格与型号。
⑤主轴测量系统的型号。
FANUC伺服系统的故障诊断与维修

FANUC伺服系统的故障诊断与维修阅读:586伺服系统的故障诊断,虽然由于伺服驱动系统生产厂家的不同,在具体做法上可能有所区别,但其基本检查方法与诊断原理却是一致的。
诊断伺服系统的故障,一般可利用状态指示灯诊断法、数控系统报警显示的诊断法、系统诊断信号的检查法、原理分析法等等。
FANUC伺服驱动系统与FANUC数控系统一样,是数控机床中使用最广泛的伺服驱动系统之一。
从总体上说,FANUC伺服驱动系统可以分为直流驱动与交流驱动两大类。
如前所述,直流驱动又有SCR速度控制单元与PWM速度控制单元两种形式;交流驱动分模拟式交流速度控制单元与数字式交流速度控制单元两种形式。
在1985年以前生产的数控机床上,一般都采用直流伺服驱动,其配套的控制系统有FANUC的FS5、FS6、FS7系统等。
随后生产的数控机床上,一般都采用交流伺服驱动,其配套的控制系统有FANUC 的FS0、FSll、FSl5/16系统等。
5.2.1 FANUC直流伺服系统的故障诊断与维修直流伺服系统一般用于20世纪80年代中期以前生产的数控机床上,这些数控机床虽然距今已经有二十多年,但由于当时数控系统的价格十分昂贵,通常只有在高、精、尖设备中才采用数控,因此,其机床的刚性、可靠性等各方面性能通常都较好,即使在今天,很多设备还是作为企业的关键设备在使用中,故直流伺服系统的维修仍然是今天数控机床维修的重要内容。
1.SCR速度控制单元的常见故障与维修SCR速度控制单元的主要故障与可能的原因,常见的有以下几种。
(1)速度控制单元熔断器熔断造成速度控制单元熔断器烧断的原因有下述几种:1)机械故障造成负载过大。
如:滑动面摩擦系数太大;齿轮啮合不良;工件干涉、碰撞;机械锁紧等。
以上故障可通过测量电动机电流来判断确认。
2)切削条件不合适。
如:机床切削量过大,连续重切削等。
3)控制单元故障。
如:控制单元的元器件损坏,控制板上设定端设定错误,电位器调整不当等。
FANUC ALPHA-i系列电机放大器模块故障诊断与处理说明书
FANUC A LPHA- i S ERIES S PINDLE A MPLIFIER M ODULE TROUBLESHOOTING A ND A CTIONIf a n a larm o ccurs i n t he s pindle a mplifier m odule, t he A LM L ED l ights r ed i n t he STATUS d isplay, a nd t he t wo-digit 7-segment L EDs i ndicate t he a larm c ode. The A LM L ED l ights r ed.Model Order S pecificationSPM-2.2 i A06B-6111-H002SPM-5.5 i A06B-6111-H006SPM-11 i A06B-6111-H011SPM-15 i A06B-6111-H015SPM-22 i A06B-6111-H022SPM-26 i A06B-6111-H026SPM-30 i A06B-6111-H030SPM-2.2 i A06B-6112-H002SPM-5.5 i A06B-6112-H006SPM-11 i A06B-6112-H011SPM-15 i A06B-6112-H015SPM-22 i A06B-6112-H022SPM-26 i A06B-6112-H026SPM-30 i A06B-6112-H030KFAS: F anuc C NC P arts, S ervice, &R epairAlarm C ode 01The i nside t emperature o f t he m otor i s h igher t han t he s pecified t emperature.(1)If t his a larm i s i ssued d uring c utting (the m otor t emperature i shigh)(a)Check t he c ooling s tate o f t he m otor.<1>If t he c ooling f an o f t he s pindle m otor i s s topped,check t he p ower s upply o f t he c ooling f an. I f t he c ooling f anis s till i noperative, r eplace i t w ith a n ew o ne.<2>When a l iquid-cooled m otor i s u sed, c heck t hecooling s ystem.<3>When t he a mbient t emperature o f t he s pindlemotor i s h igher t han t he s pecified t emperature, l ower t heambient t emperature t o s atisfy t he s pecification.(b)If t his a larm i s i ssued e ven w hen t he l oad m eter f luctuatesin a l imited r ange, c heck t he s hort-period r ating. I f t hespecified v alue i s e xceeded, r educe t he l oad.(2)If t his a larm i s i ssued u nder a l ight l oad (the m otor t emperatureis h igh)(a)When t he f requency o f a cceleration/deceleration i s t oohigh s et s uch a c ondition t hat t he a verage i ncluding o utput a tacceleration/deceleration d oes n ot e xceed t he c ontinuousrating.(b)The p arameters s pecific t o t he m otor a re n ot c orrectly.Referring t o "FANUC A C S PINDLE M OTOR i s eriesParameter M anual (B-65280EN)," c heck t he m otor-specificparameters.(3)If t his a larm i s i ssued w hen t he m otor t emperature i s l ow(a)The s pindle m otor f eedback c able i s f aulty. R eplace t hecable.(b)The c ontrol p rinted c ircuit b oard i s f aulty. R eplace t hecontrol p rinted c ircuit b oard o r s pindle a mplifier.(c)The m otor (internal t hermostat) i s f aulty. R eplace t hemotor.KFAS: F anuc C NC P arts, S ervice, &R epairAlarm C ode 02The a ctual m otor s peed i s l argely d eviated f rom t he c ommanded s peed.(1)If t his a larm i s i ssued d uring m otor a cceleration(a)The p arameter s etting o f a cceleration/deceleration t ime i sincorrect. S et t he f ollowing p arameter w ith t he a ctualacceleration/deceleration t ime f or y our m achine p lus s omemargin.Fanuc-15i P RM 3082 o r F anuc-16i/18i/21i P RM 4082Setting o f a cceleration/deceleration t ime(b)The p arameter f or t he s peed d etector i s n ot s et c orrectly.Refer t o "FANUC A C S PINDLE M OTOR i s eries P arameterManual (B-65280EN)," a nd s et a c orrect v alue.(2)If t his a larm i s i ssued a t a h eavy c utting l oad(a)The c utting l oad h as e xceeded t he m otor o utput p ower.Check t he l oad m eter i ndication, a nd r eview t he u secondition.(b)The p arameters f or o utput r estriction a re n ot s et c orrectly.Check t hat t he s ettings o f t he f ollowing p arameters s atisfythe m achine a nd m otor s pecifications:Fanuc-15i P RM 3028 F anuc-16i/18i/21i P RM 4028Output r estriction p attern s ettingFanuc-15i P RM 3029 F anuc-16i/18i/21i P RM 4029Output r estriction v alue(c)The p arameters s pecific t o t he m otor a re n ot c orrectly.Refer t o "FANUC A C S PINDLE M OTOR i s eries P arameterManual (B-65280EN)," a nd c heck t he m otor-specificparameters.KFAS: F anuc C NC P arts, S ervice, &R epairAlarm C ode 03The f use o f t he D C l ink h as b lown. (The v oltage a t t he D C l ink i s insufficient.) T his a larm i s c hecked w hen e mergency s top i s c ancelled.(1)If t his a larm i s i ssued d uring s pindle o peration (rotation) T he f useof t he D C l ink i nside t he S PM h as p robably b lown. S o, r eplace t heSPM. T his a larm m ay b e c aused b y t he f ollowing:<1>Power l ead s hort-circuited t o g round<2>Motor w inding s hort-circuited t o g round<3>IGBT o r I PM m odule f ailure(2) I f t he P SM i nput m agnetic c ontactor i s o nce t urned o n a nd i sturned o ff w ith t his a larm w hen e mergency s top i s c ancelled o r t heCNC i s s tarted (When t wo s pindles a re c onnected, t he m agneticcontactor m ay n ot b e t urned o ff.)(a)The D C l ink w ire i s n ot c onnected. C heck t he D C l inkwiring f or e rrors.(b)A c able i s f aulty. P in 9o f t he i nterface c able (CXA2BCXA2A) b etween t he P SM a nd S PM m ay b e s hort-circuitedto 0V. R eplace t he c able.(c)The f use o f t he D C l ink i nside t he S PM h as b lown.Replace t he S PM.Alarm C ode 06The t emperature s ensor i s a bnormal, o r t he t emperature s ensor c able i s broken.(1)The p arameters s pecific t o t he m otor a re n ot c orrectly. R efer t o"FANUC A C S PINDLE M OTOR i s eries P arameter M anual (B65280EN)," a nd c heck t he m otor-specific p arameters.(2)Cable i s f aulty. F eedback c able i s f aulty. R eplace t he c able. (3)Athermo s ensor i s f aulty. R eplace t he m otor (thermo s ensor).KFAS: F anuc C NC P arts, S ervice, &R epairAlarm C ode 07The m otor r otates a t a s peed e xceeding 115% (standard s etting) o f t he maximum a llowable s peed.(1)If t his a larm i s i ssued d uring s pindle s ynchronization I f o ne o f t hemotors o perating i n s pindle s ynchronization i s d eactivated (SFR o rSRV) a nd a ctivated a gain, t he s pindle m otor m ay a ccelerate t o i tsmaximum r otation s peed i n o rder t o e liminate t he p osition e rroraccumulated w hile t he m otor i s o ff, r esulting i n t his a larm b eingissued. M odify t he l adder i n s uch a w ay t hat t his s equence w ill n otbe u sed.(2)If t his a larm i s i ssued w hile t he m otor i s s topped(a)The c onnection c able o f t he s pindle s ensor i s f aulty.Check t hat t he c able o f t he s pindle s ensor l eading t o t hemotor i s i ntact. R eplace t he c able i f n ecessary.(b)The m otor i s v ibrating. R efer t o "FANUC A C S PINDLEMOTOR i s eries P arameter M anual (B-65280EN)," a ndadjust t he p arameters (4040 t o 4055 f or t he F S16i a nd 3040to 3055 f or t he F S15i) r elated t o t he v elocity l oop g ain.(c)The s pindle s ensor i s n ot a djusted c orrectly. A djust t hesensor.KFAS: F anuc C NC P arts, S ervice, &R epairAlarm C ode 09The t emperature o f t he h eat s ink o f t he S PM m ain c ircuit h as r isen abnormally. T his a larm i s i ssued f or S PM-15i a nd l ater. W ith S PM-2.2i t o S PM 11i, h owever, a larm c ode 12 i s i ssued f or t he s ame c ause.(1) I f t his a larm i s i ssued d uring c utting (the h eat s ink t emperatureis h igh)(a) I f t his a larm i s i ssued w hen t he l oad m eter r eads a v aluebelow t he c ontinuous r ating o f t he a mplifier, c heck t hecooling s tate o f t he h eat s ink.<1> I f t he c ooling f an i s s topped, c heck t he p owersupply (connector C X1A/B). I f t he c ooling f an i s s tillinoperative, r eplace t he S PM w ith a n ew o ne.<2> W hen t he a mbient t emperature i s h igher t han t hespecified t emperature, l ower t he a mbient t emperatureto s atisfy t he s pecification.(b) W hen t his a larm i s i ssued b ecause t he l oad m eter r eadsa v alue a bove t he c ontinuous r ating o f t he a mplifier, i mprovethe u se m ethod.(c) W hen t he h eat s ink o n t he b ack o f t he a mplifier i s t oodirty, c lean t he h eat s ink, f or e xample, b y b lowing a ir.Consider t he u se o f a s tructure t hat p revents t he h eat s inkfrom b eing d irectly e xposed t o c oolant.(2) I f t his a larm i s i ssued u nder a l ight l oad (the h eat s inktemperature i s h igh)(a) W hen t he f requency o f a cceleration/deceleration i s t oohigh, m odify t he c utting c ondition s o t hat t he a verageincluding o utput a t a cceleration/deceleration d oes n otexceed t he c ontinuous r ating.(b) T he p arameters s pecific t o t he m otor a re n ot s etcorrectly. R efer t o "FANUC A C S PINDLE M OTOR i s eriesParameter M anual (B-65280EN)."KFAS: F anuc C NC P arts, S ervice, &R epair(3) I f t his a larm i s i ssued w hen t he h eat s ink t emperature i s l ow.Replace t he S PM.Alarm C ode 12An e xcessively l arge c urrent f lowed i nto t he D C l ink o f t he m ain c ircuit. W ith SPM-2.2i t o S PM-11i, t his a larm i ndicates t hat t he p ower m odule (IPM) o f t he main c ircuit d etected a n e rror s uch a s a n e xcessive l oad, o ver c urrent.(1) I f t his a larm i s i ssued o n S PM-2.2i t o S PM-11i C heck a larmcode 09 a s w ell.(2)If t his a larm i s i ssued i mmediately a fter a s pindle r otationcommand i s s pecified.(a)The m otor p ower l ead i s f aulty. C heck f or a s hort c ircuitbetween m otor p ower l eads a nd s hort-circuit t o g round, a ndreplace t he p ower l ead a s r equired.(b)The m otor w inding h as a n i nsulation f ailure. I f t he m otor i sshort-circuited t o g round, r eplace t he m otor.(c)The p arameters s pecific t o t he m otor a re n ot s et c orrectly.Refer t o "FANUC A C S PINDLE M OTOR i s eries P arameterManual (B-65280EN)," c heck t he m otor-specific p arameters.(d)The S PM i s f aulty. A p ower e lement (IGBT, I PM) m ay b edestroyed. R eplace t he S PM.(3)If t his a larm i s i ssued d uring s pindle r otation(a)A p ower e lement i s d estroyed. A p ower e lement (IGBT,IPM) m ay b e d estroyed. R eplace t he S PM. I f t he a mplifiersetting c ondition i s n ot s atisfied, o r c ooling i s i nsufficientbecause t he h eat s ink i s d irty, t he p ower e lements m ay b edestroyed. W hen t he h eat s ink o n t he b ack o f t he a mplifier i stoo d irty, c lean t he h eat s ink, f or e xample, b y b lowing a ir.Consider t he u se o f a s tructure t hat p revents t he h eat s inkfrom b eing d irectly e xposed t o c oolant. F or t he i nstallationcondition, r efer t o "FANUC S ERVO A MPLIFIER i s eriesDescriptions (B-65282EN)."KFAS: F anuc C NC P arts, S ervice, &R epair(b)The p arameters s pecific t o t he m otor a re n ot s et c orrectly.Refer t o "FANUC A C S PINDLE M OTOR i s eries P arameterManual (B-65280EN)," a nd c heck t he p arameters s pecific t othe m otor.(c)Speed s ensor s ignal e rror C heck t he s pindle s ensorsignal w aveform. I f a n e rror i s f ound, m ake a n a djustment o rreplace t he s ensor a s r equired.Alarm C ode 15In o utput s witching c ontrol o r s pindle s witching c ontrol, t he s witching operation s equence w as n ot e xecuted c orrectly. T his a larm i s i ssued i f o ne second o r m ore e lapses f rom t he t ransition o f a s witch r equest s ignal (SPSL o r RSL) u ntil a p ower l ead s tate c heck s ignal (MCFN, M FNHG, R CH, o r R CHHG) makes a t ransition.(1)Troubleshooting w hen t his a larm i s i ssued(a)The m agnetic c ontactor (switch u nit) f or p ower l eadswitching i s f aulty. I f t he c ontact i s i noperative, c heck t hepower s upply o f t he m agnetic c ontactor. I f t he m agneticcontactor i s s till i noperative, r eplace t he m agnetic c ontactor.(b)The I/O u nit o r w iring f or c hecking t he c ontact o f t hemagnetic c ontactor i s f aulty. I f a d efect i s f ound i n t he I/Ounit o r w iring, r eplace t he I/O u nit o r w iring.(c)The s equence (ladder) i s i ncorrect. M odify t he s equenceso t hat s witching i s c ompleted w ithin 1s econd.Alarm C ode 18A s um c heck i s a bnormal. I f t his a larm i s i ssued, r eplace t he S PM o r S PMcontrol p rinted-circuit b oard.Alarm C odes 19 a nd 20The o ffset v oltage o f t he p hase U(alarm c ode 19) o r p hase V(alarm c ode 20) c urrent d etection c ircuit i s e xcessively h igh. A c heck i s m ade w hen t he p ower is t urned o n. I f t his a larm i s i ssued, r eplace t he S PM. I f t his a larm i s i ssuedKFAS: F anuc C NC P arts, S ervice, &R epairimmediately a fter t he S PM c ontrol p rinted c ircuit b oard i s r eplaced, c heck t he plugging o f t he c onnectors b etween t he p ower u nit a nd S PM c ontrol p rinted circuit b oard.Alarm C ode 21The s pecified p olarity o f t he p osition s ensor i s i ncorrect. T roubleshooting when t his a larm i s i ssued(a)Check t he p osition s ensor p olarity p arameter (bit 4o f p arameterNo. 4001).(b)Check t he f eedback c able o f t he p osition s ensor.Alarm C ode 24The p ower t o t he C NC i s t urned o ff. (This s ymptom d oes n ot r epresent a n error.) S erial c ommunication d ata t ransferred b etween t he C NC a ndspindle a mplifier m odule c ontains a n e rror. T roubleshooting w hen t hisalarm i s i ssued(a)Noise o ccurring b etween t he C NC a nd s pindle a mplifier m odule(connected v ia a n e lectric c able) c aused a n e rror i n c ommunicationdata. C heck t he c ondition f or m aximum w iring l ength. R eferring t o"Connection," i n "FANUC S ERVO A MPLIFIER i s eriesDescriptions (B-65282EN)," c heck t he c ondition o f e lectric c ableconnection.(b)Noise e xercises a n i nfluence b ecause a c ommunication c able i sbundled w ith t he p ower l ead. I f a c ommunication c able i s b undledwith t he p ower l ead f or t he m otor, s eparate t hem f rom e ach o ther.(c)A c able i s f aulty. R eplace t he c able. I f a n o ptical I/O l ink a dapteris u sed, t he o ptical l ink a dapter o r o ptical c able m ay b e f aulty.(d)The S PM i s f aulty. R eplace t he S PM o r S PM c ontrol p rintedcircuit b oard.KFAS: F anuc C NC P arts, S ervice, &R epair(e)The C NC i s f aulty. R eplace t he b oard o r m odule r elated t o t heserial s pindle.Alarm C ode 27The s ignal o f t he p osition c oder i s d isconnected.(1)If t his a larm i s i ssued w hen t he m otor i s d eactivated(a)The s etting o f a p arameter i s i ncorrect. R efer t o "FANUCAC S PINDLE M OTOR i s eries P arameter M anual (B65280EN)," a nd c heck t he p arameter f or s ensor s etting.(b)The c able i s d isconnected. I f t he c onnection o f t hefeedback c able i s c orrect, r eplace t he c able.(c)The S PM i s f aulty. R eplace t he S PM o r S PM c ontrolprinted c ircuit b oard.(2)If t his a larm i s i ssued w hen t he c able i s m oved(a)The c onnector h as a b ad c ontact, o r t he c able i sdisconnected. T he c onductor m ay b e b roken. R eplace t hecable. I f c oolant h as p enetrated i nto t he c onnector, c leanthe c onnector.(3)If t his a larm i s i ssued w hen t he m otor r otates(a)The s hielding o f t he c able b etween t he s ensor a nd t heSPM i s f aulty. R eferring t o, "Connection," i n "FANUCSERVO A MPLIFIER i s eries D escriptions (B-65282EN),"check t he s hielding o f t he c able.(b)The s ignal c able i s b undled w ith t he s ervo m otor p owerlead. I f t he c able b etween t he s ensor a nd t he S PM i sbundled w ith t he s ervo m otor p ower l ead, s eparate t hemfrom e ach o ther.KFAS: F anuc C NC P arts, S ervice, &R epairAlarm C ode 29An e xcessive l oad (standard s etting: l oad m eter r eading o f 9V) h as b een applied c ontinuously f or a c ertain p eriod (standard s etting: 30 s econds).(1)If t his a larm i s i ssued d uring c utting C heck t he l oad m eter, a ndreview t he c utting c ondition.(2)If t his a larm i s i ssued d uring a s top(a)The s pindle i s l ocked. C heck t he s equence t o s ee i f t hespindle i s l ocked w hen a c ommand f or v ery s low m ovementis s pecified o r o rientation i s s pecified f or t he s pindle.(3)If t he s pindle d oes n ot r otate a s s pecified (the s pindle r otates a ta v ery l ow s peed) a nd t his a larm i s i ssued(a)The s etting o f a p arameter i s i ncorrect. R efer t o "FANUCAC S PINDLE M OTOR i s eries P arameter M anual (B65280EN)," a nd c heck t he p arameter f or s ensor s etting.(b)The p hase s equence o f t he m otor p ower l ead i s i ncorrect.(c)The f eedback c able o f t he m otor h as a p roblem. C heck i fthe p hase A/B s ignals a re c onnected c orrectly.(d)The f eedback c able o f t he m otor i s f aulty. R otate t hemotor m anually t o s ee i f a s peed i s i ndicated i n t he i tem o fmotor s peed o n t he C NC d iagnosis s creen o r o n t he s pindlecheck b oard. I f n o s peed i ndication i s p rovided, r eplace t hecable o r s pindle s ensor (or m otor).(4)If t he s pindle d oes n ot r otate a s s pecified (the s pindle d oes n otrotate a t a ll) a nd t his a larm i s i ssued(a)The p ower l ead i s a bnormal. C heck i f t he m otor p owerlead i s c onnected n ormally. I f s pindle s witching o r o utputswitching i s p erformed, c heck i f t he m agnetic c ontactor i s o n.(b)The S PM i s f aulty. R eplace t he S PM.KFAS: F anuc C NC P arts, S ervice, &R epairAlarm C ode 31The m otor f ailed t o r otate a s s pecified, a nd h as s topped o r i s r otating a t a very l ow s peed.(1)If t he m otor r otates a t a v ery l ow s peed a nd t his a larm i s i ssued(a)The s etting o f a p arameter i s i ncorrect. R efer t o "FANUCAC S PINDLE M OTOR i s eries P arameter M anual (B65280EN)," a nd c heck t he p arameter f or s ensor s etting.(b)The m otor p hase s equence i s i ncorrect. C heck i f t hemotor p hase s equence i s c orrect.(c)The f eedback c able o f t he m otor h as a p roblem. C heck i fthe p hase A/B s ignals a re c onnected c orrectly.(d)The f eedback c able o f t he m otor i s f aulty. R otate t hemotor m anually t o s ee i f a s peed i s i ndicated i n t he i tem o fmotor s peed o n t he C NC d iagnosis s creen o r o n t he s pindlecheck b oard. I f n o s peed i ndication i s p rovided, r eplace t hecable o r s pindle s ensor (or m otor).(2)If t he m otor d oes n ot r otate a t a ll a nd t his a larm i s i ssued(a)The s equence f or l ocking t he s pindle i s i ncorrect. C heckthe s equence t o s ee i f t he s pindle i s l ocked.(b)The p ower l ead i s f aulty. C heck i f t he p ower l ead i sconnected t o t he m otor c orrectly. I f s pindle s witching o rwinding s witching i s p erformed, c heck i f t he m agneticcontactor i s o n.(c)The S PM i s f aulty. R eplace t he S PM.KFAS: F anuc C NC P arts, S ervice, &R epairAlarm C ode 32LSI m emory f or s erial c ommunication i s a bnormal. A c heck i s m ade w hen the p ower i s t urned o n. I f t his a larm i s i ssued, r eplace t he S PM o r S PM c ontrol printed c ircuit b oard.Alarm C ode 34Parameter d ata o utside t he s pecifiable r ange w as s et. T roubleshooting when t his a larm i s i ssued C onnect t he s pindle c heck b oard. T he s pindle c heck board d isplays "AL-34" a nd "F-xxx" a lternately. "F-xxx" i ndicates a p arameter number o utside t he s pecifiable r ange. F or t he c orrespondence b etween t he CNC p arameter n umbers a nd "F-xxx," r efer t o "FANUC A C S PINDLE M OTOR i series P arameter M anual (B-65280EN)."Alarm C ode 36The e rror c ounter o verflowed.(1)The s etting o f a p arameter i s i ncorrect.(a)The g ear r atio s et i n a p arameter i s i ncorrect. C heck i fan e xcessively l arge g ear r atio i s s et.(b)The s etting o f a p osition g ain i s i ncorrect. I f t he g ear r atiodata i s c orrect, i ncrease t he p osition g ain.Fanuc-15i P RM 3056 t o 3059Fanuc-16i/18i/21i P RM 4056 t o 4059Gear r atio b etween t he s pindle a nd m otorFanuc-15i P RM 3060 t o 3063Fanuc-16i/18i/21i P RM 4060 t o 4063Position g ain a t o rientationFanuc-15i P RM 3065 t o 3068Fanuc-16i/18i/21i P RM 4065 t o 4068Position g ain i n t he s ervo m ode/spindle s ynchronizationFanuc-15i P RM 3069 t o 3072Fanuc-16i/18i/21i P RM 4069 t o 4072KFAS: F anuc C NC P arts, S ervice, &R epairPosition g ain i n C s c ontour c ontrol(2)Sequence e rror(a)Check i f t he m otor i s d eactivated (by t urning o ffSFR/SRV) i n a p osition c ontrol m ode (rigid t apping, C scontour c ontrol, o r s pindle s ynchronization).Alarm C ode 37After e mergency s top s ignal i nput, t he m otor i s a ccelerated w ithout being d ecelerated. T his a larm i s i ssued a lso w hen t he m otor i s n otdeactivated (the m otor i s n ot d ecelerated c ompletely) w hen t heacceleration/deceleration t ime (initial p arameter s etting: 10 s econds) h aselapsed a fter e mergency s top s ignal i nput.Troubleshooting w hen t his a larm i s i ssued(a)The p arameter s etting o f t he s peed d etector i s i ncorrect.Referring t o C hapter 1i n "FANUC A C S PINDLE M OTOR iseries P arameter M anual (B-65280EN)," s et a c orrect t ime.(b)The p arameter s etting o f a n a cceleration/decelerationtime i s n ot p roper. C heck t he p arameter-set v alue a nd a ctualacceleration/ d eceleration t ime, t hen s et a n a ctualacceleration/deceleration t ime p lus s ome m argin.Fanuc-15i P RM 3082Fanuc-16i/18i/21i P RM 4082Acceleration/deceleration t ime s ettingAlarm C ode 41The p osition w here t he o ne-rotation s ignal o f t he p osition c oder i s generated i s i ncorrect.Troubleshooting w hen t his a larm i s i ssued(a)The s etting o f a p arameter i s i ncorrect. R efer t o "FANUC A CSPINDLE M OTOR i s eries P arameter M anual (B-65280EN)," a ndcheck t he p arameter f or s ensor s etting.KFAS: F anuc C NC P arts, S ervice, &R epair(b)The p osition c oder i s f aulty. C heck t he c heck p in P SD o n t hespindle c heck b oard. I f t he s ignal i s n ot g enerated p er r otation,replace t he p osition c oder.(c)The s hielding o f t he c able b etween t he s ensor a nd S PM i s f aulty.Referring t o "Connection," i n "FANUC S ERVO A MPLIFIER i s eriesDescriptions (B-65282EN)," c heck t he s hielding o f t he c able.(d)The s ignal c able i s b undled w ith t he s ervo m otor p ower l ead. I fthe c able b etween t he s ensor a nd S PM i s b undled w ith t he s ervomotor p ower l ead, s eparate t hem f rom e ach o ther.(e)The S PM i s f aulty. R eplace t he S PM o r S PM c ontrol p rintedcircuit b oard.Alarm C ode 42The o ne-rotation s ignal o f t he p osition c oder i s n ot g enerated.Troubleshooting w hen t his a larm i s i ssued(a)The s etting o f a p arameter i s i ncorrect. R efer t o "FANUC A CSPINDLE M OTOR i s eries P arameter M anual (B-65280EN)," a ndcheck t he p arameter f or s ensor s etting.(b)The p osition c oder i s f aulty. C heck t he c heck p in P SD o n t hespindle c heck b oard. I f t he s ignal i s n ot g enerated p er r otation,replace t he c onnection c able a nd p osition c oder.(c)The S PM i s f aulty. R eplace t he S PM o r S PM c ontrol p rintedcircuit b oard.Alarm C ode 46The o ne-rotation s ignal o f t he p osition c oder c annot b e d etected n ormally during t hread c utting.Troubleshoot a s i n t he c ase o f a larm c ode 41.KFAS: F anuc C NC P arts, S ervice, &R epairAlarm C ode 47The c ount v alue o f p osition c oder s ignal p ulses i s a bnormal. P hases A a nd B for t he p osition c oder h ave a f eedback p ulse c ount o f 4096 p/rev p er s pindle rotation. T he S PM c hecks t he p ulse c ounts o f p hases A a nd B e quivalent t o t he position c oder e ach t ime a o ne-rotation s ignal i s g enerated. T he a larm i s i ssued when a p ulse c ount b eyond t he s pecified r ange i s d etected.(1)If t his a larm i s i ssued w hen t he c able i s m oved (as i n t he c ase w herethe s pindle m oves) T he c onductor m ay b e b roken. R eplace t he c able. I fcoolant h as p enetrated i nto t he c onnector, c lean t he c onnector.(2)Troubleshooting i n o ther c ases(a)The s etting o f a p arameter i s i ncorrect. R efer t o "FANUC A CSPINDLE M OTOR i s eries P arameter M anual (B-65280EN)," a ndcheck t he p arameter f or s ensor s etting.(b)The s hielding o f t he c able b etween t he s ensor a nd S PM i s f aulty.Referring t o "Connection," i n "FANUC S ERVO A MPLIFIER i s eriesDescriptions (B-65282EN)," c heck t he s hielding o f t he c able.(c)The s ignal c able i s b undled w ith t he s ervo m otor p ower l ead. I fthe c able b etween t he s ensor a nd S PM i s b undled w ith t he s ervomotor p ower l ead, s eparate t hem f rom e ach o ther.(d)The S PM i s f aulty. R eplace t he S PM o r S PM c ontrol p rintedcircuit b oard.Alarm C ode 50A v alue o btained b y i nternal c alculation i n s pindle s ynchronization exceeded t he a llowable r ange.Troubleshooting w hen t his a larm i s i ssued(a)The s etting o f p arameters f or g ear r atio s etting i s i ncorrect.Check i f a n e xcessively l arge g ear r atio i s s et.(b)Position g ain s etting l imit I f c orrect g ear r atio d ata i s s et,increase t he p osition g ain v alue i n s pindle s ynchronization.Fanuc-15i P RM 3056 t o 3059Fanuc-16i/18i/21i P RM 4056 t o 4059KFAS: F anuc C NC P arts, S ervice, &R epairGear r atio b etween t he s pindle a nd m otorFanuc-15i P RM 3065 t o 3068Fanuc-16i/18i/21i P RM 4065 t o 4068Position g ain i n t he s ervo m ode/spindle s ynchronizationAlarm C odes 52 a nd 53The s ynchronization s ignal (ITP) i n c ommunication d ata t ransferred t o a nd from t he C NC s topped.Troubleshooting w hen t his a larm i s i ssued(a)The S PM i s f aulty. R eplace t he S PM o r S PM c ontrol p rinted c ircuitboard.(b)The C NC i s f aulty. R eplace t he b oard o r m odule r elated t o t he s erialspindle.Alarm C ode 54A l arge c urrent f lowing i n t he m otor f or a l ong t ime w as d etected.Troubleshoot a s i n t he c ase o f a larm c ode 29.Alarm C ode 55In s pindle s witching c ontrol o r o utput s witching c ontrol, a m ismatch between t he s witching r equest s ignal (SPSL o r R SL) a nd t he p ower l ead s tate check s ignal (MCFN, M FNHG, R CH, o r R CHHG) c ontinues d uring m otor activation.Troubleshooting w hen t his a larm i s i ssued(a)The m agnetic c ontactor (switch u nit) f or p ower l ead s witching i sfaulty. I f t he c ontact i s i noperative, c heck t he p ower s upply o f t hemagnetic c ontactor. I f t he m agnetic c ontactor i s s till i noperative,replace t he m agnetic c ontactor.(b)The I/O u nit o r w iring f or c hecking t he c ontact o f t he m agneticcontactor i s f aulty. I f a d efect i s f ound i n t he I/O u nit o r w iring,。
数控机床进给伺服系统类故障诊断与处理

数控机床进给伺服系统类故障诊断与处理数控机床进给伺服系统是数控机床的核心部件之一,起着控制和驱动进给运动的重要作用。
然而,由于各种原因,数控机床进给伺服系统可能会发生故障,导致机床不能正常工作。
本文将就数控机床进给伺服系统常见的故障进行诊断与处理的介绍,帮助读者更好地了解和解决机床故障问题。
一、数控机床进给伺服系统故障的分类数控机床进给伺服系统故障可以分为硬件故障和软件故障两大类。
1. 硬件故障:主要包括电机故障、编码器故障、驱动器故障、电源故障等。
2. 软件故障:主要包括程序错误、参数错误、通讯错误等。
针对不同类型的故障,我们需要采取不同的诊断和处理方法。
二、数控机床进给伺服系统故障诊断的方法数控机床进给伺服系统故障诊断可以采用以下几种方法。
1. 观察法:通过观察故障时机床的表现和现象,如是否有异常声音、震动、烟雾等,可以初步判断故障可能的原因。
2. 测量法:通过使用测试仪器进行各个部件的电压、电流、转速等参数的测量,可以判断故障点和原因。
3. 替换法:通过将故障部件替换为正常工作的部件,观察故障是否消失,可以确定故障点。
4. 比较法:通过与正常机床进行对比,观察故障机床与正常机床在操作、参数设置等方面的差异,可以帮助定位故障点。
三、数控机床进给伺服系统故障处理的常见方法1. 电机故障处理:如果发现电机无法正常工作,首先检查电机电源是否接通,电源线是否正常连接。
如果电机电源正常,可以使用万用表测量电机绕组的电阻,来判断电机是否有故障。
如果电机绕组有断路或短路现象,需要更换电机。
2. 编码器故障处理:如果编码器出现故障,导致机床无法测量位置和速度,需要检查编码器电路的接线是否正确,编码器信号线是否损坏。
如果编码器信号线没有问题,可以使用示波器来测量编码器输出的信号,判断编码器是否正常工作。
如果编码器故障,需要更换编码器。
3. 驱动器故障处理:如果驱动器出现故障,导致机床无法正常驱动运动,可以检查驱动器电源是否正常接通。
数控机床进给伺服系统类故障诊断与处(二篇)

数控机床进给伺服系统类故障诊断与处数控机床在工作时常出现由于进给伺服系统原因造成的机床故障,此类故障出现的常见形式有爬行、抖动、伺服电动机不转、过载、工件尺寸无规律偏差等。
针对这些典型故障,采用一定的机床维修技术,可以实现快速排除此类故障。
数控机床的进给伺服系统是以数控机床的各坐标为控制对象,以机床移动部件的位置和速度为控制量的自动控制系统,又称位置随动系统、进给伺服机构或进给伺服单元。
在数控机床中,进给伺服系统是数控装置和机床本体的联系环节,它接收数控系统发出的位移、速度指令,经变换、放大后,由电动机经机械传动机构驱动机床的工作台或溜板沿某一坐标轴运动,通过轴的联动使刀具相对工件产生各种复杂的机械运动,从而加工出用户所要求的复杂形状的工件。
伺服进给系统常见故障形式1.1爬行一般是由于进给传动链的润滑状态不良、伺服系统增益过低及外加负载过大等因素所致。
尤其要注意的是,伺服和滚珠丝杠连接用的联轴器,由于连接松动或联轴器本身的缺陷,如裂纹、磨损、断裂等,造成滚珠丝杠转动或伺服电动机的转动不同步,从而使进给忽快忽慢,产生爬行现象。
1.2抖动在进给时出现抖动现象,其可能原因有:1、接线端子接触不良,如紧固的螺钉松动;2、位置控制信号受到干扰,如屏蔽不好等;3、测速信号不稳定,如测速装置故障、测速反馈信号干扰等。
如果窜动发生在正、反向运动的瞬间,则一般是由于进给传动链的反向间隙或者伺服系统增益过大引起。
1.3过载当进给运动的负载过大、参数设定错误、频繁正、反向运动以及进给传动链润滑状态不良时,均会引起过载的故障。
此故障一般机床可以自行诊断出来,并在CRT显示屏上显示过载、过热或过电流报警。
同时,在进给伺服模块上用指示灯或者数码管显示驱动单元过载、过电流等报警信息。
1.4伺服电动机不转当速度、位置控制信号未输出、或者使能信号(即伺服允许信号,一般为DC+24V继电器线圈电压)未接通以及进给驱动单元故障都会造成此故障。
FANUCαi系列主轴伺服驱动系统故障诊断与维修
2 .2.2分析判定
检查交流主轴驱动器主回路,发现再生制动回 路、主回路的熔断器均熔断,经更换后机床恢复正 常。但机床正常运行一段时间后,再次出现同样故 障。
由于故障重复出现,证明该机床主轴系统存在 问题。根据报警信息,分析可能存在的主要原因如 下:
1)主轴驱动板控制不良; 2)电动机连续过载; 3)电动机绕组存在局部短路; 2.2.3维修过程 根据实际加工情况,电动机过载的原因可以排 除。由于更换熔断器后可以正常工作一段时间,故 主轴驱动器控制板不良的可能性不大。因此,故障 可能性最大的是电动机绕组存在局部短路。 维修时仔细测量电动机的绕组的各相电阻,发 现U相对地绝缘电阻较小,证明该相存在局部对地 短路。拆开电动机检查发现,电动机内部绕组与引 出线的绝缘套已经老化,更换绝缘套,重新连接后 对地电阻恢复正常。再次更换熔断器后,机床恢复 正常,故障不再出现。
摘要:通过对FANucai系列主轴驱动系统的原理和特点的分析,结合主轴驱动系统维修中的 具体实例,分析了产生故障的原因、诊断思路、维修方法及维修注意事项。 关键词:FANUC;数控系统;伺服电动机;故障诊断;维修
Fault Diagnose and Maintain of FANUCai Series Axis Servo and Drive System SONG Wan—xuel。HUANG Wan-chan92,WANG Yu—kun3
维修
收稿日期:2006—07—21
2.1.1故障现象
74——
万方数据
FANUCai系列主轴伺服驱动系统故肆诊断与维修束文学黄万长王玉琨
XH756B/1加丁中心.主轴电机为 工过程中出现9001#报警,电机过热,电机温度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 8卷 第 2期
20 0 8年 6月
南 京 工 业 职 业 技 术 学 院 学 报
Junl f aj gIst eo I ut eh ooy ora o N ni ntu f n syT c nl n it d r g
的任务就是要完 成各 坐标轴 运 动的 位置控 制 及速 度控 制。 数控 机 床 进 给 伺 服 系统 的组 成 框 图 如 图 l 示 , 是 一 个 双 所 它 闭 环 系统 , 环是 速 度 环 , 环 是 位 置环 。 内 外
础 上 作 了性 能 改 进 。 产 品通 过 特 殊 的磁 路 设 计 与 精 密 的 电
伺 服 系统 是 数 控 机 床 的 主要 部 分 , 一 台数 控 机 床 中一 在 般 有 多 套 。 由于 它 和 机 械部 分 有 联 接 , 以 出现 故 障 的 机 会 所
1 F UC o AN q系列进 给 伺 服 驱 动装 置 的控 制 原 理 与 连接
1 1 控 制原 理 .
制 系统 。 1 2 F U q系 列进 给 伺 服驱 动 装 置 的 连接 . AN C o 系 列 伺 服 模 块 连 接 图 如 图 2所 示 。x 轴 模 块 上 P N 、
到位置控制指令 , 同时 , 置检测装 置将实 际位 置检测信 号 位
反馈 给数 控 系 统 , 成 全 闭环 或 半 闭 环 的 位 置 控 制 。经 位 置 构 比较后 , 数控 系 统 输 出 速 度 控 制 指 令 至 各 坐 标 轴 的 驱 动 装 置 , 速 度控 制 单 元 驱 动 伺 服 电 动 机 , 动 滚 珠 丝 杠 传 动 进 经 带 行 进 给运 动 , 成 位 置 环 控制 。伺 服 电 动 机 上 的 测 速 装 置 将 完 电 动机 转 速 信 号 与速 度 控 制 指 令 比较 , 成 速 度 环 控 制 。 因 构
驱 动 器 是 F N C公 司 的最 新产 品 , 在 F N C 系 列 的 基 A U 它 A U
在数 控 机 床 中 , 服 是 指有 关 的 传 动 或 运 动 参 数 均 严 格 伺 按 照 数控 装 置 的控 制 指令 实现 , 些 参 数 主要 包 括 运 动 的速 这
度、 运动的方向和运动 的起 、 位置 等 。数控 机床 的性 能 停 在很大程度上取决 于进 给伺 服 系统的性 能。进 给伺服 系统
ROR) ”。
检查 z驱动器报警 代码显示… , 8’可能 的原 因是 z轴链
路 电流 异 常 。利 用 系 统 诊 断 参 数 D N 0 查 发 现 D N 0 G 2 0检 G 20
:
串行总线 H S ( S B 光缆 ) 传输 , 取代了电缆 的连接 , 不仅保证 了 信号传输 的速度 , 而且保证 了传输 的可靠性 , 降低 了故 障 并 率。各模块之问的信息传递是通过 C 2 / X B的串行数据 XAC2
204 ) 10 6
要: 通过 对 F N C d A U 系7进 给 伺 服 驱 动 系统 的原 理 和 特 点 的 分 析 , 合 进 给 驱 动 系统 维 修 中的 具 体 实例 , , 3 结 分析
了产 生 故 障 的原 因 、 断 思路 、 修 方 法 等。 诊 维
关 键词 :A U 数 控 系统 ; 障 诊 断 ; 修 F N C; 故 维 中 图分 类号 :G 5 T 69 文 献标 识 码 : A
相对多一些 。根据有. 关统计 , 伺服 系统故 障要 占整个 C C N 系统故障的 13 而且伺服系统故障所造成后果也 比较严重 , /,
轻 则 停 机 , 响加 工 精 度 , 则 会 严 重损 坏 机 床 , 此 在 维 修 影 重 为 伺 服 系 统方 面 的故 障 时也 应 特 别 重 视 。 F N C . 列 伺 服 A U 系
Vo . No 2 18. .
J n ,0 8 u .20
文章 编 号 :6 1 4 4 (0 8 0 0 1 0 17 — 64 20 )2 0 5— 3
F N C A U
系 列 进 给 伺 服 驱 动 系统
典 型 故 障 诊 断 与 维 修
( 南京工业 业技术 学院
摘
机 械工程 系, 江苏 南京
第 8卷 第 2期
图 2 F U 系列 伺 服 模块 连接 图 AN C 电 动机 动 力 线 连 接 插 口。 C 5 为 绝 对 编 码 器 电池 的 接 口。 XX J 5为伺 服 检 测 板信 号 接 口 。 X 从 . 服 模 块 的 硬件 连 接 可 以 看 出 , 服信 息通 过 高 速 伺 伺
此进给伺服 系统实际上是外环为位置环 , 内环为速度环 的控
收 稿 日期 :0 8— 3—1 20 0 6
作者简介: 金川(9 9一) 女 , 17 , 内蒙包头 人, 南京工业职业技术学院讲师 , 技师 , 工学硕 士。
维普资讯
1 6
南 京 工 业 职 业 技 术 学 院 学 报
与 z轴模块上 的 P N相连。x轴模块 上的 C 2 、 X A为 D 2 V C4
电源 、 E P急 停 信 号 、 MI 警 信 息 输 入 接 口 , z轴 模 S X F报 与 块上 的 C 2 X B相 连 。X轴 模 块上 C P O O IA为 伺 服 高 速 串行 总 线 ( SB 输 出接 口, z轴 模 块 上 的 C P O HS) 与 O IB相 连 ( 缆 ) 光 。 J IJ2为 伺 服 电 动机 编 码 器 信 号 接 口。 C 1 、 Z L为 伺 服 F 、F Z C 2 L
流控制以及精密 的编码器速 度反馈 , 使转 矩波动 极小 , 加速
性 能 优 异 , 靠性 极 高 。 可
l 测 薏
I
速硷 度
蒋
. I
I _ l LJ -
l 量 反 [ — — 测 与 馈 — — 一
数控 系统 根 据输 入 的程 序 指 令 及 数 据 , 插 补 运 算 后 得 经