竹节纱产品设计与开发
CCZ—Ⅳ型竹节纱装置的应用及工艺设计
CCZ—Ⅳ型竹节纱装置的应用及工艺设计金波陕西八方纺织有限责任公司0前言随着人们生活水平的不断提高,对服装面料的追求也趋向时尚、个性和多样化。
竹节纱作为目前一种发展最快、技术最成熟的花式纱,在机织物和针织物上都得到广泛应用。
因其风格独特,越来越受到人们的青睐,具有广阔的市场前景。
从2002年开始,我公司根据市场要求,先后购进了一台MLF型步进电机竹节纱装置和16台CCZ—Ⅳ型伺服电机竹节纱装置,分别安装在A513和FA502细纱机上生产竹节纱。
四年来已累计生产竹节纱70多个品种,其中既有用于织牛仔布的C117tex、C84.4 tex、C58.3 tex等粗号纱,也有在喷气织机上织稀薄织物的CJ9.7 tex、CJ7.3 tex等特细号竹节纱,另外还有部分品种作为售纱供上海一些针织厂使用。
竹节纱的发展与竹节纱装置的不断革新进步是密不可分的,我公司采用的CCZ—Ⅳ型伺服电机竹节纱装置是目前先进的竹节纱装置之一,其适应性强,能生产各种规格的竹节纱,满足不同客户的要求。
1、竹节纱装置的发展及CCZ—Ⅳ型伺服电机竹节纱装置的主要特点1.1竹节纱装置的发展竹节纱装置出现于上世纪80年代,在90年代才推广使用,早期的竹节纱装置是通过电磁离合器的吸合断开来控制罗拉转动,达到纺竹节纱的目的,竹节长度、粗度不容易控制且调整范围小,由于电磁离合器在长期连续生产中频繁吸合,所以故障率高,易产生坏纱。
随着电子技术的不断发展,90年代开始出现由步进电机和可编程控制器单独控制细纱罗拉转速的竹节纱装置,这种装置输入5组竹节参数,纺纱过程中自动组合成25组竹节,进行循环性生产,不能纺真正意义的随机分布的无规律竹节纱。
2000年以来数字化伺服电机竹节纱装置得到大面积推广,可编程控制程序也得到进一步改进,可对罗拉转速进行“毫米”、“毫秒”级控制,能够生产有、无规律竹节纱,并具有竹节参数专家算法系统和工艺贮存、调用功能,CCZ—Ⅳ型伺服电机竹节纱装置就属于这一类。
竹节纱生产工艺浅析及竹节纱装置说明
竹节纱生产工艺浅析及竹节纱装置说明一、概述竹节纱特征是具有粗细分布不均匀的外观,是花式纱中种类最多的一种,有粗细节状竹节纱、疙瘩状竹节纱、短纤维竹节纱、长丝竹节纱等。
竹节纱可用于轻薄的夏季织物和厚重的冬季织物。
可用于衣着织物,也可用于装饰织物,花型突出,风格别致,立体感强。
纱线忽细忽粗,有一节叠出的称竹节。
竹节纱的公称号数一般以基纱号数冠名,如C 14.5tex竹节纱是指竹节间距为正常纱的号数,而竹节处的号数要大。
实际生产中在前罗拉变速纺竹节时,一般先设定好基纱的高速值和捻度值纺出正常的基纱号数后再设定低速值等竹节参数来生产竹节纱。
二、竹节纱生产原理1、目前竹节纱常见的生产方式是前罗拉恒速,控制中、后罗拉超喂,形成与基纱有变化的粗节;一般细纱机中后罗拉的转速相对前罗拉来说要低得多,所以更容易控制,避免了因改变前罗拉转速而影响产量、捻度;且中后罗拉转速较低,变速时对机械本身的冲击磨损也小。
无锡普莱特公司的ZNZ智能型数字式竹节纱生产装置便是这种类型,采用跟随前罗拉,并用伺服电动机控制中后罗拉,这种装置灵敏度高,适宜制作较精密的竹节纱。
2、竹节纱纱样分析和设计对纺纱厂来说,如何准确测量竹节纱的三大参数:竹节长短、粗细和间距是竹节纱设计的关键环节。
分析好竹节样布的主要条件:所选布样要足够大,要能看出整个竹节循环、竹节密度和织物风格;称纱线质量的电子天平精度要达到0.001 g以上。
根据竹节纱布样需要测量和分析出的工艺参数主要有竹节粗度、竹节基纱细度、平均细度、竹节细度、竹节节距、竹节长度、捻度等,同时还要根据细度设计牵伸倍数和传动比、卷绕螺距、钢领、钢丝圈卷绕工艺参数等。
3、竹节纱经济效益竹节纱技术适应高附加值织物的需求,且在生产过程中还能减少用棉等级,可为纺织企业带来可观的经济效益。
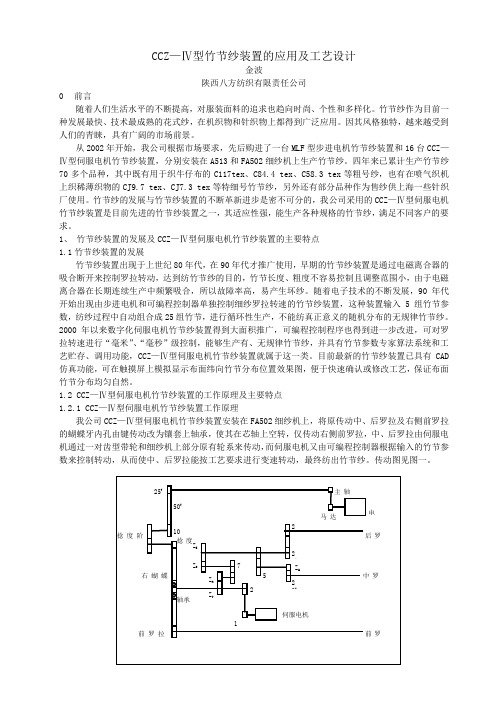
竹节纱装置在各种细纱机上改造方便,纺竹节纱时,将轻重牙齿脱开,换上长轴用带轮带动中后罗拉,从而通过电脑程序控制中后罗拉的速度,达到按要求生产各种规格的竹节纱,无竹节定单时又可以纺常规纱。
竹节纱的设计生产及来样织物分析

竹节纱的设计生产及来样织物分析文/邵利韬刘充近年来竹节面料以其独特的风格赢得了用户青睐,有弹力竹节纱、包芯竹节纱、AB竹节纱和彩点竹节纱等,被广泛用于服装及装饰用织物,如窗帘、沙发罩、床罩、车用装饰织物等。
客户经常会寄来竹节纱布样,要求按样加工生产,竹节的长短不同、粗细不同、间隔不同,会影响到布的织物风格,布样分析和准确把握织物风格便成了关键的环节。
1 竹节纱机织物的分类竹节纱机织物根据织造工艺不同分为经竹节纱织物、纬竹节纱织物、经纬全竹节纱织物3种。
分析竹节织物应从布面效果出发,首先确定竹节纱的3个基本要素,即节长、节粗、节距的搭配。
竹节纱机织产品主要有弹力竹节纱织物、自然波纹织物、竹节牛仔织物、竹节仿麻织物、麻棉竹节纱织物等。
总之,竹节纱机织物的品种多样,风格独特,使用范围广。
2 竹节纱工艺设计生产2.1竹节纱的生产方法目前,国内竹节纱装置大概有两类,一类是使用电磁离合器控制前罗拉停动或中后罗拉超喂,使前区牵伸改变而产生竹节效应。
这类装置结构简单,改造费用低,但因离合器的开合次数和灵敏度有限,所以适宜作粗而精度不高的竹节纱。
另一类是采用步进电机或伺服电机控制前罗拉变速或中后罗拉超喂,从而改变牵伸倍数而生产竹节纱。
这一类竹节装置灵敏度高,适宜作较精密的竹节纱,制造费用较大。
超大竹节(2 000 tex左右)在一般细纱机上是无法实现生产的,用变频电机在粗纱机上改造可以实现。
电磁离合器装置几乎被淘汰,竹节纱装置主要以步进电机驱动前罗拉变速法和伺服电机控制中后罗拉超喂法为主。
两种机构比较,利用前罗拉变速生产竹节纱时灵敏度高,适用于较密竹节,无论竹节的长短粗细均有较好的控制能力。
但由于前罗拉速度改变,粗节过密时会影响产量,由于锭速恒定,对捻度也有影响。
而利用中后罗拉超喂生产竹节纱时,由于前罗拉速度不变,所以对捻度和产量没有影响。
后者制造费用高。
2.2竹节纱工艺参数无论哪一种竹节纱装置,都离不开基纱特数、节长、节粗、节距,另外还有竹节纱有无规律性选择。
精纺竹节纱及竹节花呢的开发
DOI:10.19333/j.mfkj.2Ol8040160204精纺竹节纱及竹节花呢的开发查神爱,刘丽艳,何慧(江苏阳光集团,江苏江阴214426)摘要:在介绍精毛纺国产细纱机智能化改造后的竹节纱纺制技术原理的基础上,研究分析竹节纱的节长、节距、倍数、捻度以及基纱线密度的确定等设计要素;通过实验确定了精纺竹节纱纺制生产过程中总牵伸比、传动比、钢丝圈、隔距块等工艺参数,以及各生产工序技术要点和提高成纱质量的应对措施;在竹节花呢开发和设计方面,根据独特的纱线外观合理选用原料配比、色彩排列及织物组织,同时通过合股等方式提高全毛细特竹节纱线强力:通过实例说明全毛细特竹节花呢的设计以及生产中纺纱、织造、染整工序的工艺参数和关键技术。
关键词:精纺;竹节纱;花呢;全毛中图分类号:TS106.81文献标志码:BDevelopment of worsted slubby yarn and slubby fancyZHA Shenai,LIU Liyan,HE Hui(Jiangsu Sunshine Group,Jiangyin,Jiangsu214426,China)Abstract:It was introduced that the principle of the spinning technology of slubby yarn after the intelligent modification of domestic spinning machines for fine yarn.The design elements,such as slub length,slub distance,multiple,twist and the determination of the base yarn count were investigated and analyzed in details.The parameters of total drafting ratio,transmission ratio,wire ring,spacer block of the worsted slub yarn in the spinning production process were determined by experiments.Meanwhile the attention points in production and the way to improve the quality of worsted slubby yarns were studied.Finally,in the development and design of fancy fabrics with slubby yarn,raw material ratio,color arrangement and fabric weaving were rationally selected according to their unique yarn appearance forms, and it was also improved the strength of slubby yarn by yarn combination.The design of fancy fabric with slubby yarn and process of spinning,weaving,dyeing and finishing in production and key technologies were exemplified.Keywords:worsted spinning;sluhby yarn;fancy;all wool纺织服装业作为时尚产业,一直在求新求异中求发展,即使是相对比较沉稳的精毛纺男装面料,也注入了越来越多的休闲元素和个性化特征,花式纱线的使用给面料带来了全新的风格,由此纱线的设计也成为面料设计的一个重要内容。
竹节纱生产工艺浅析及竹节纱装置说明
竹节纱生产工艺浅析及竹节纱装置说明一、概述竹节纱特征是具有粗细分布不均匀的外观,是花式纱中种类最多的一种,有粗细节状竹节纱、疙瘩状竹节纱、短纤维竹节纱、长丝竹节纱等。
竹节纱可用于轻薄的夏季织物和厚重的冬季织物。
可用于衣着织物,也可用于装饰织物,花型突出,风格别致,立体感强。
纱线忽细忽粗,有一节叠出的称竹节。
竹节纱的公称号数一般以基纱号数冠名,如C 14.5tex竹节纱是指竹节间距为正常纱的号数,而竹节处的号数要大。
实际生产中在前罗拉变速纺竹节时,一般先设定好基纱的高速值和捻度值纺出正常的基纱号数后再设定低速值等竹节参数来生产竹节纱。
二、竹节纱生产原理1、目前竹节纱常见的生产方式是前罗拉恒速,控制中、后罗拉超喂,形成与基纱有变化的粗节;一般细纱机中后罗拉的转速相对前罗拉来说要低得多,所以更容易控制,避免了因改变前罗拉转速而影响产量、捻度;且中后罗拉转速较低,变速时对机械本身的冲击磨损也小。
无锡普莱特公司的ZNZ智能型数字式竹节纱生产装置便是这种类型,采用跟随前罗拉,并用伺服电动机控制中后罗拉,这种装置灵敏度高,适宜制作较精密的竹节纱。
2、竹节纱纱样分析和设计对纺纱厂来说,如何准确测量竹节纱的三大参数:竹节长短、粗细和间距是竹节纱设计的关键环节。
分析好竹节样布的主要条件:所选布样要足够大,要能看出整个竹节循环、竹节密度和织物风格;称纱线质量的电子天平精度要达到0.001 g以上。
根据竹节纱布样需要测量和分析出的工艺参数主要有竹节粗度、竹节基纱细度、平均细度、竹节细度、竹节节距、竹节长度、捻度等,同时还要根据细度设计牵伸倍数和传动比、卷绕螺距、钢领、钢丝圈卷绕工艺参数等。
3、竹节纱经济效益竹节纱技术适应高附加值织物的需求,且在生产过程中还能减少用棉等级,可为纺织企业带来可观的经济效益。
竹节纱装置在各种细纱机上改造方便,纺竹节纱时,将轻重牙齿脱开,换上长轴用带轮带动中后罗拉,从而通过电脑程序控制中后罗拉的速度,达到按要求生产各种规格的竹节纱,无竹节定单时又可以纺常规纱。
竹节纱工艺设计

竹节纱工艺设计实例1 捻度1.1 前罗拉变速装置(1)设计基纱长度和竹节纱长度占总纱长度的百分比(一个循环)基纱长度/mm:160+320+600+450=1530竹节纱长度/mm:75+75+75+85=310总长度/mm:1530+310=1840基纱占总纱长度百分比:1530/1840=83.2%竹节纱占总纱长度百分比:310/1840=16.8%(2)计算基纱细度设基纱号数为Xtex,则有:1530X+3*310X=1840*36.4(3倍竹节粗度)求得X=27.2。
(3)根据基纱细度选择所需捻系数,换算出捻度由27.2号选用370捻系数,换算出捻度71.0捻/10cm。
根据A512工艺表:24374*Z4/Z3/Z5=71.0得Z4/Z3=76/58,Z5=45由此选择捻度牙轮,但此时年度牙轮实际并不能调节捻度。
(4)由步进电机的高速和竹节粗度、规律计算出前罗拉平均速度我们根据所用步进电机的实际功率确定前罗拉高速时180r/min,由3倍竹节粗度可知前罗拉低速时为180/3=60r/min。
由基纱、竹节纱纺纱时间比例求前罗拉平均速度:180*83.2%+60*16.8%=160r/min(5)由前罗拉平均转速和A512工艺表确定皮带轮7.72*58/76*45*马达盘/主轴盘=160mm。
选择电动机皮带盘Φ120mm,主轴盘Φ200mm(6)由主电动机和皮带盘测算出锭子速度1460*120÷200*10.11=885.6r/min由以上推算可知,在前罗拉变速竹节装置中,纱的捻度完全取决于前罗拉高低速度和高低速纺纱所占的时间比,单纯调节捻度牙改变不了纱线捻度。
在锭速不变时只有调节前罗拉车速才能改变捻度。
1.2 后罗拉变速装置按照(2)、(3)选择捻度牙,适当比正常同支纱大一些。
2 牵伸、车速和钢丝圈由捻度测算(2)可知基纱细度为27.2tex。
总牵伸=粗纱定量/基纱细度=粗纱10m干重/基纱100m干重由总牵伸倍数选择牵伸齿轮。
多彩复合竹节系列纺织品的开发
技
echnology
TEXTILE REPORTS
多彩复合竹节系列纺织品的开发
陈 坚
(如皋市丁堰纺织有限公司,江苏如皋 226500)
摘 要 多彩复合竹节纱是指一根纱具有三种色彩的竹节或段彩纱。织造时,除基纱外还要喂入两种不同颜色 的色纱,从而形成三种不同颜色的多彩复合竹节纱。由于基纱可以是多组份的,可以形成多彩多组份复合竹节纱, 用该纱生产的多彩复合竹织物更加丰富多彩。 关键词 多彩复合竹节纱;纺织品 中图分类号:TS106 文献标识码:A
12 纺织报告 | Textile Reports
陈 坚:多彩复合竹节系列纺织品的开发
2.2 多彩复合竹节纱装置 多彩复合竹节纱装置是如皋市丁堰纺织有限公
司与某公司专业技术人员合作研制的。多彩复合竹节 纱装置是一项新型专利装置,其技术核心是:(1) 细纱机牵伸部分改造为四罗拉伺服传动系统;(2) 多彩复合竹节系列应用人机对话界面软件、硬件全机 智能操作系统;(3)纱架由三套粗纱系统组成。生 产时,主要集中前区牵伸,两件指令执行不同 的牵伸倍数而形成多彩复合竹节纱。 2.3 多彩复合竹节布
粘 胶 纤 维 1.33 dtex×38 mm → FA002A 型 抓 棉 机 → SFA035C 型混开棉机→ SFA161 型棉箱给棉机 → A076F 型成卷机→ FA231A 型梳棉机→ FA306A 型
条机(头道)→ FA306A 型并条机(二道)→ FA458A 粗纱机(→智能多功能细纱机→自动络筒机)。 4.2.2 工艺技术措施
1 市场及技术背景
1.1 市场背景 市场上由细纱机纺制出的竹节纱一般有 4 种。 (1)基纱是单组份的,竹节也是该组份的,同色。 (2)纱是两组份或多组份混纺的,竹节也是该
竹/涤混纺弹力竹节纱衬衣面料的设计与生产
料经 印染整理后平挺 美观 , 吸湿透气 , 软细腻 , 柔 服用舒适 , 且具有 良 的强度、 好 弹性和保形性 。
关键 词 : 竹浆纤维 ;涤纶纤维 ;弹力 纱 ; 竹节纱 ; 物设计 ; 织 生产工艺 中图分类号 : S0 . 1 T 15 1 文献标识码 : A 文章编号 : 0 124 (0 8 1 —0 40 10 - 4 20 ) 10 1 —3 O
Ab ta t h s p p ri t d c st ed sg f lsi l b s i b cma e o a o b ra d f e d n e oy se swe si p n sr c :T i a e nr u e e in o a t su h r f r d f mb o f e n n e i r le tra l a g s i — o h e c t ai b i i p l t
马 芹 ,陈 理 ,张今 朝
(. 1河南工程学 院, 南 郑州 4 00 ; . 河 50 7 2 河南天使集 团股份有限公司 , 河南 平顶山 47 0 ) 6 0 0
摘
要: 介绍 了细旦 涤纶/ 竹浆纤维混纺弹力竹节纱衬衣面料的产品设计过程 , 叙述 了纺纱及织造 工艺流程 , 根据 纱线特性 对 生产工艺进行 了研究 和探 索 , 优化了织造工艺参数 , 采取了一系列技 术措 施 , 使上机织造 效率达 9 % 以上。织 出的面 0
n n n e v n r c s e i e e r h so t p o u i g tc n c a e n t ec aa t r o ey msd s l s d i g a d w a i g p o e s sw t r s a c e n i r d c n h isb s d o h rc es ft a ico e .We v n r c s aa h s e h h a i g p o e sp r m— ee r p i z d w t e e ftc n l gc lme s rsi r u i ga o td t a e a9 % o e vn f ce c t h n s e o e tr ae o t e i a s r so h o o ia a u e n p o cn d p e h v 0 s mi h i e d o fw a ig e iin yme.T e f ih d w v n i fb c lo sb a t n s o i u e a s r t n,c mfr ,g o t n t ,ea t i n u a l h p . a r o k e u y a d i fmos r o pi i t b o o o t o d sr g h lsi t a d d r e s a e e cy b
竹节纱工艺设计与生产实践

竹节纱工艺设计与生产实践去年下半年以来,我公司根据客户的需求,研制开发了JC 9.7tex特细特竹节纱,由于其纱支细,特别是其基纱更细,纺纱难度大,为此,在试制过程中,我们从原料投入到粗纱,再到生产竹节纱,从工艺设计到设备准备各方面均进行了多次试验研究,分析与攻关,现将开发情况总结如下。
1 品种规格该品种含竹节平均纱号为9.7tex,基纱纱号6.7tex,竹节长度3-5cm,竹节粗度为基纱的3倍,竹节间距为5-6个/m,竹节排布为无规律随机排列,该产品为纯棉特细特竹节纱,用来制作的针织服装,风格独特,充满个性,既可用作潮流的休闲服装,又可用作漂亮的内衣,特别是在内衣越来越时装化的今天,该产品更具市场前景,是不可多得的理想面料。
2 原料配备由于此品种纱支细,基纱号数只有6.7tex,单纱截面内纤维根数较少,纺纱难度相当大,当原料全部采用细绒棉时,成纱细节太多,纺竹节纱相当困难,断头多,竹节效果差,通过多次试验,在原料中配15%的新疆长绒棉,能够使纺纱过程顺利进行,细纱工序断头少、细节少,出竹节顺利,效果好。
3 工艺3.1 工艺流程A002D→A006B→A035A→AC36C→A092A→A076C→A186F→FA334→FA344→FA 266→A272F(二道)→A454E→FA502→1332M。
3.2 工艺技术措施(1) 清钢工序。
主要是减少生条:中的棉结与纱疵,合理调整清花各打手速度及隔距,保证清花的除杂效率达到40%以上,棉卷含杂率低于0.8%,棉卷重不匀控制在0.9%以内,梳;棉工序重点做好"四快一准"工作,适当降低刺辊速度,提高纤维由刺辊向锡林的转移率。
减少纤维损伤及棉结产生,加强针布检查,提高棉网的清晰度,杜绝三类棉网,保证通道光洁,定期做好脱脂工作。
选用比较轻的出条定量,给棉板适当垫高,增加给棉板分梳面长度,减少对纤维的损伤,使生条手拣结杂总数控制在75粒/g。
小比例色纺针织用S捻竹节纱的产品开发
针 对 S捻 竹 节 纱生 产 的难 点 , 用 了合 理 的 工 艺参 数 , 证 了该 产 品 生产 的 稳 定 , 高 了产 品质 量 , 采 保 提 获得
了 良好 的 实 际 效 果 .
关键 词 :小 比例 ; 色纺 ; 混合 ; S捻 ; 竹 节纱
中 图分类 号 : S 8 T 12 文 献标 志码 : A 文章 编 号 :1 7 — 1 1 2 1 )2 0 0 — 3 6 1 6 9 (0 0 — 0 5 0 1
22 产 品规格 设计 .
根 据 来样 纱线 的颜 色 . 进行 打 样 比较 . 混色 比例 进 行 了调 整 , 对 保证
纱 线 颜 色 符 合质 量 要 求 . 具体 的产 品规 格 如 下 : 色棉 9 %, 色涤 纶 本 5 黑
5 . % 号数 2 . t . 78 e 捻度 7 x 4捻/ Om. lc
23 纺 纱 工艺 流程讨 论 与设 计 .
由于黑色 涤纶纤 维在 纱线 中的比例很 低 . 为保证 配色 均 匀准确 , 在纺 纱工 艺 流程 设 计上 采用 清花 与并 条 两个 工 序进 行 混合 , 即先在 清 花工 序 进 行 第 一次 混 合 , 后在 并 条 工序 进 行 再 一次 的 混 合 , 混 合 比 例达 到 然 使
小 比例 色纺 纱 的生 产难 点 主要 在 配色 、 色 。 色 的均 匀性 与准 确 性是 影 响产 品质 量 的重 要 因素 . 对 配 我 们 在 进 行 配 色 时 采 用 两 步 法进 行 配 色 . 功 地解 决 了 这个 难 题 .我 们 开发 的小 比例 色 纺 针 织 用 S捻 竹 成 节纱 , 是一 种风 格新 颖 的产 品 , 受到 市场 的欢 迎 .
珍珠纤维/棉/粘胶纤维混纺竹节纱的开发
棉纤维 含 杂 高 , 绒 多 , 花 工 艺 采 用 “ 抓 勤 短 清 少 抓、 打梳结合 、 少返 、 落 少碎 ” 多松 早 的工 艺 原则 , 少 减
杂质破裂成小杂的机会。根据粘胶纤维的特点 , 清花 工序以开松、 均匀混合为主, 采用“ 短流程、 多分梳、 轻 打击 、 和均匀 、 混 多松少 返 、 落少 碎 、 梳结 合 ” 早 打 的工
y r t emeh d t r u e i o i gfa e c b d i h a e .T e q ai f h r d y m stse n n l z d i e r ,a d a nwi t t o op o c t n r me d s r e t e p p r h u l y o t e f me a i t d a d a a e t o y n hh d n r i n t o e y n h at ni n n i r u t n a e as on e u . t t si t p o ci r o p i t d o t e o s d o l
珍 珠纤维 表 面均 匀分 布着珍 珠 微 粒 , 长期 与皮 肤
型粗 纱 机 一 F 5 2型 细 纱 机 ( N A0 Z Z智 能 型 竹 节 纱 装 置 ) l 3 MD型络筒 机 一 32
接触具 有养颜 护肤 、 火败 毒 、 白肌 肤 、 紫外 线 的 清 嫩 抗
功效 。珍珠纤 维含 有 多种 氨 基 酸 和微 量 元素 , 维 光 纤 滑 , 面凉 爽 , 表 具有 珍 珠般 光 泽 和优 良的吸湿 回潮 率 ,
Ab t a t ti t d c s te p o et s o e r f e n ss i nn e h oo e t go e r f e/ o o v s o e f e ln e l b s c :I n r u e h rp r e fp a l b ra d i pn i gt c n lg s t n fp a b r e  ̄ n/ ic s b r e d d s r o i i t y i li i b u
竹节纱织物竹节分布CAD系统的开发
竹节纱织物竹节分布CAD系统的开发卢雨正【摘要】文章提出了针对竹节纱竹节分布CAD系统的总体结构和功能开发,详细介绍了在竹节分布模拟过程中各个影响参数在竹节分布计算过程中的计算方法,利用计算机图形图像技术,将竹节纱织物的竹节分布逼真地再现于计算机之上。
实验证明,该系统可以准确地模拟竹节纱织物的竹节分布,可以指导实际生产,大大缩短竹节纱织物的生产开发周期,提高企业的反应速度。
%A computer aided design system of slub distribution for the slubby yarn fabric was developed.The parameters effected on the distribution of slub were introduced in detail.The distribution of slub was shown distinctly on computer by the use of CAD techniqu【期刊名称】《山东纺织科技》【年(卷),期】2011(052)004【总页数】5页(P26-30)【关键词】竹节纱;分布;计算机辅助设计【作者】卢雨正【作者单位】江南大学,江苏无锡214122【正文语种】中文【中图分类】TS106.414竹节纱织物的风格会随着织物中竹节分布位置的不同而发生改变,针对不同竹节纱的生产研究也越来越多[1-4]。
在竹节纱的织造使用过程中,常常遇到这样的问题[5]:(1)竹节聚集以及较大的空档(即很大面积上没有竹节)并存现象;(2)出现规律性的倾斜,似被风刮。
这两种现象的产生都跟竹节分布密切相关,出现上述现象的织物属于疵品,需要重新调整工艺参数,反复试纺、试织直至满意为止,造成了大量的浪费。
针对这些情况,本文提出一种专门针对竹节纱织物竹节分布的CAD仿真系统,通过调整不同的竹节纱织造参数、纱线参数,在正式织造之前获得竹节纱分布图,避免反复试纺、试织带来的浪费,提高生产效率。
羊毛变弹竹节纱产品开发及工艺研究分析
dte
,
x
同时采 取 措 施 减 少 纤 维 意 外 牵
确定 后 在 没 有 氨 纶 长 丝 的 情 况
,
和 63
dte
x
的氨 纶 长 丝 作 纱 芯 外
。
伸 降 低 意外 牵伸 造 成 的 粗 细 节
,
。
下 线密度纺 出 纱 的线 密度达到设
,
覆羊 毛 纤 维
,
由 于 羊毛 纤维线密
,
,
做好 清 洁 工 作 严 格 执 行 操 作 法
,
性好 外 观 华 丽 适 于 加 工 高档 时
, ,
在 生 产 现 场取 样 每组试样 取
,
N /d t e
x
,
模量 0
,
.
08
c
N /d t e
x
,
装 可 满足 消 费 者 对 面 料 功 能 性
,
、
样次 数 和 取 样 个 数 均 按 国 家 有 关
近 似 竹 节 纱标准的规定执 行 2
。
弹性 伸 长
1
.
620 %
1
拉伸强度
02 %
。
,
本 文结合 生产 实 践 对 影
, ,
型 细 纱机 的 牵
18
c
N /d t e
.
x
,
回潮率
.
.
含
响竹 节纱 的 因 素 进 行 了 试 验 分 析
伸倍数 和 改 变 单位 时 间 的粗 纱 喂
油率 2 4
3%
,
均匀 度 8
1%
探 讨 了 生 产 羊 毛 变 弹 竹 节纱 系 列 产 品 的纺 纱 工 序的 工 艺措施
绢丝竹节纱的开发实践
・
3 8・
山 东 纺 织 科 技
21 0 1年第 6期
丝 圈的型 号 。同 时要 控 制 前 罗拉 转 速 , 由于 竹 节 纱强力 低 , 并使用 了较大 的钢丝 圈 , 需 降低钢 丝 故 圈 的速度 , 以减 少细 纱断 头 , 罗拉转 速 细号纱 控 前 制在 1 0 r m 左 右 , 号 纱 控 制 在 1 0 r m 左 2 p 粗 5 p
r lha od s i a iiy a d t e y r ua iy i o s we 1 ol sgo p nn b lt n h a n q lt sgo d a l.
Ke r s r b e — o e e o l s r c u e y r u l y; o p rso h ii e s t s y wo d : u b r c v r d r l; tu t r ; a n q a i c m a ii n; arn s e t t
粗纱 、 精纺及 络筒 工艺 的设计 说 明如下 : 3 2 1 粗 纱 ..
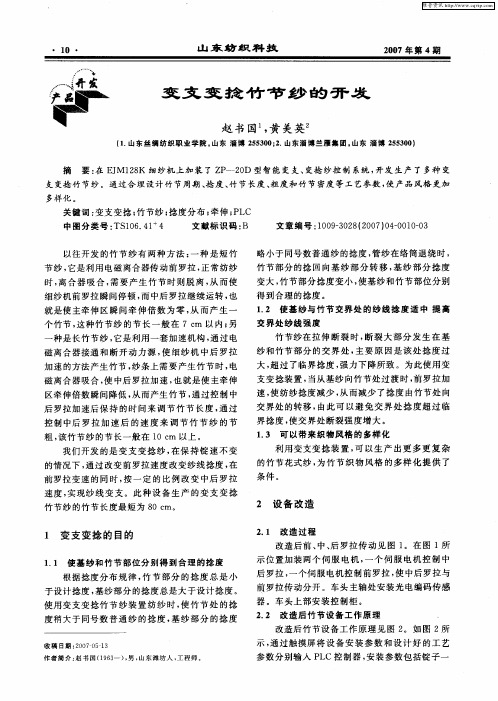
图 1 竹 节 纱 传 动 装 置 示 意 图
粗纱 主要是 定量 与捻度 要适 当。粗纱定 量轻 或粗纱 捻度 小 , 在纺制 竹节纱 的竹 节部 分时 , 后罗 拉转 速瞬 时加快 , 粗纱 须条快 速 喂人易 拉断 , 不利
2 2 传动 比 的设计 要求 : .
( ) 动 比必 须大 于 2 , 动 比越 大 , 服 电 1传 O传 伺
机 负 载率就 越小 。 ( ) 服 电机 纺基 纱 ( 常 纱 ) 2伺 正 的转 速在 1 0 3
~
于粗纱 退绕 ; 粗纱 定量 过重 或捻度 过大 , 则不 利于 精纺 工序纤 维 的顺 利牵 伸 。按 照 以上 原则 , 们 我 生产 的 1 . e 节 纱 粗 纺工 序 的 主要 工 艺 参 6 7tx竹 数 : 纱定 量 4 1 / 5m, 粗 . 2g 1 捻度 3 . 9捻 / 前 11 m,
竹节纱窗帘的开发与应用
律 的竹节样波纹形似雨点或云斑 。风格立体 、丰富 、朴 实 ,深受 消费者喜爱 。 随着人 民生活水平的提高 , 国家用纺织 品产业正 以前所未有的速度飞速发展 , 我 居室美化成为潜在的时尚 , 家用纺织品正在成为新 的消费热点 ,市场的竞争也 日趋激烈 ,家用纺织 品产业 已从过去单纯的贸易加工 型向全
衰 3枉节 与基 纱处 的拜维 摄数
1 . 4节长与节距
‘
竹节纱 的节长 与节距 的测量对织造工艺参数的配置具有重要意义 。竹节纱 的竹节长度和粗度的设定与织物 用途有密切的关系。经过测试得 出结果如表 4所示 : 衰 4三种竹节纱的竹节问距与节长
维普资讯
在表 2的数据 中,可 以看出涤竹节纱的断裂强力值最高 ,强力变异值最小 ,棉的断裂强力次之 ,而麻竹节 纱的断裂强力最低 。但这三种纱线 的断裂强力的值 都 比较 大 ,在强力方 面比较适宜上机织造 。
1 竹 节 纱 内粗 节 处 的拜 维 摄 数 . 3
了解竹节纱 内粗节处纤维 的根数 ,和基纱处的纤维根数就可以了解 竹节粗度 ,即竹节倍数 。利用 中长切段 法数其根数 ,因为与所选取 的位置有较大 的关系 ,实验受外界影响大 ,要 在相对密 闭的环境 中完成 ,实验数据 有较大 的波动 。经过多次 实验得 出表 3 所示结果 。
能 的设计J *型发展【。随着人们 日益 向往舒适安宁的生活环境 ,纺织装饰品的发展非 常迅猛 ,也越来越讲究 J n 2 】 系列化 、功能化 、个性化 ,特别是高档化。因此 ,高附加值 产品成为 大家开发 的热点 。
本文选用 了三种竹节纱开发 了窗帘织物 , 为了突出装饰织物 的效果 , 选用了几种不 同组织试织 了几个小样 ,
的疏 松组织 ,面料表 面具有似露非露和隐隐约约的透视效果 ,也才能够更加增 添室内朦胧 、典雅 的气氛 ,体现
人棉40s针织竹节纱的开发实践
中国纱线网中国纱线网中国纱线网人棉40s针织竹节纱的开发实践洪昌义杭州益利隆纺织有限公司摘要:如何使纺制的竹节纱节子饱满、光洁、毛羽少、强力均匀、无规律性积聚,本文阐述了前纺工序生产人棉的工艺技术措施,细纱纺制竹节纱的技术要点以及质量控制。
关键词:针织布样分析、优化工艺参数、合理选配器材、柔性分梳、顺牵伸、节形参数、竹节纱企业内控标准、针织布面破洞杭州益利隆纺织有限公司是一家拥有十一万纱锭的公司,建厂至今已有10余年,长期以来,为适应市场需求,公司注重产品结构的调整与研发,主要生产涤粘、阳粘、人棉赛络紧密纺、氨纶包芯纱、竹节纱、中化等品种。
竹节纱因其独特的布面风格,其应用领域从牛仔休闲面料到针织、家纺、装饰布等领域。
我公司于2010年在马佐里DTM126细纱机上陆续改造了30台无锡恒久电器技术有限公司生产的CCZ-VI纺真系统装置,该装置是普通伺服电机纺竹节纱装置的技术升级型产品,采用全数字进口伺服电机,闭环定位准确,瞬时高速启停,扭矩大,运行稳定,竹节形状准确,变异小,系统增加了专家纺纱与布面CAD辅助设计等功能。
我公司成功研制开发了人棉、纯涤以及涤粘混纺等一系列针织用竹节纱产品,并成功投放市场,受到客户的欢迎与好评。
下面就我们开发生产的人棉40S针织竹节纱的实践经验与大家一起分享。
1.竹节纱布样分析及竹节风格参数的确定竹节纱布样分析一般要有扭力天平一台(或精确到千分之一克的电子天平),剪刀、尺子各一把,最好有显微镜一台(用于分析纱线原料成分)。
1.1竹节纱的竹节风格参数通常包括平均号数、基纱号数、竹节粗度、竹节长度、竹节间距。
平均号数的大小直接影响针织布布面克重的大小,这几个参数的不同组合直接影响竹节纱布面的风格及织物的厚度(即织物克重)。
针织布是利用织针将纱线弯曲成圈并相互串套而成的,所以在拆布时如线圈越拆越紧则逆着线圈方向拆。
将拆出的单根竹节纱单独放在一起,根据布面大小,一般至少要拆出10根,测量每根竹节纱长度,称出总重量,这样就可以计算出竹节纱平均号数;1.2 基纱号数的确定用剪刀剪出几段细节(基纱)部分,量取长度,称出重量,算出基纱号数。
竹节纱开发应用与价值

竹节纱开发应用与价值
一、天然环保:伟信纺织开发生产竹节纱线,始终坚持绿色环保、无公害的基本原则,在纺纱纤维选择上加大自然植物纤维的使用,自营进口木棉纤维,彰显木棉纤维柔软、保暖的植物羊绒功效,麻类纱线提高抗紫外线防辐射能力。
研发针织卫衣布与毛衫用面料,应用价值前景广泛。
伟信,纺织
二、竹节纱线特点:竹节纱线粗犷而不失细腻,休闲时尚引领潮流。
1、针织横机用纱:应用于毛纱用纱竹节倍率增大、增粗,使面料突出浮雕立体感,粗、细节不同的上色率,显现染色层次。
2、针织圆机用纱:伟信,纺织一般针织机用纱织造单面布会产生斜度,与扭曲现象,衣片前后幅横向产生纬斜,粗糙不精,伟信,纺织一般采用染整定型处理无法根本改善。
伟信纺织以纺纱设计纱线开始根本改变这种现象的发生,伟信,纺织使布面纬度平整,纹路精致,给高档服饰设计提供更好的选择。
变支变捻竹节纱的开发
磁离 合器 接通 和断 开 动 力源 , 细 纱 机 中后 罗 拉 使 加速 的方法 产生 竹节 , 纱条上 需要 产生竹 节 时 , 电
磁离 合器 吸合 , 中后 罗拉加 速 , 就是使 主牵 伸 使 也 区牵 伸倍数 瞬 间降低 , 从而产 生竹 节 , 过控制 中 通
后 罗拉加 速后保 持 的时 间来 调 节竹 节长 度 , 过 通 控 制 中后 罗 拉 加 速 后 的速 度 来 调 节竹 节纱 的 节 粗, 该竹节纱 的节长一 般在 1 m 以上 。 0c 我们开 发 的是 变 支 变捻 纱 , 在保 持 锭 速 不 变 的情 况下 , 过 改变前 罗拉速 度改 变纱线 捻度 , 通 在 前罗 拉变速 的 同 时 , 一 定 的 比例 改 变 中后 罗 拉 按
维普资讯
.
1 . O : 口 酣豳
山 东 纺 织 科 技
20 0 7年 第 4期
,
一
变 支 变 捻 竹 节 纱 的 开 发
赵 书 国 黄 美英 ,
(. 1 山东 丝 绸 纺 织 职 业 学 院 。 山东 淄 博 2 5 0 ;. 东淄 博兰 雁 集 团 。 东 淄 博 2 5 0 ) 5 30 2 山 山 5 3 0
利用 变支变 捻 装 置 , 以生 产 出更 多更 复 杂 可
的竹节花 式纱 , 竹节 织 物 风格 的多 样 化 提供 了 为
条件。
速度 , 实现 纱线 变 支 。此 种设 备 生 产 的 变支 变 捻
竹节 纱 的竹 节 长度最 短为 8 m。 0c
2 设 备 改 造
2 1 改造过程 .
表 l 试 纺 品 种 工 艺 参 数
细特竹节纱的设计与参数控制_乐峰

2010年6月·第38卷·第6期S H A N G H A I T E X T I L ES C I E N C E&T E C H N O L O G Y上海纺织科技V o l.38N o.6,2010产品设计与开发细特竹节纱的设计与参数控制乐 峰,羊山宁(江苏悦达纺织集团有限公司,江苏盐城224055)摘 要:介绍了两种竹节纱的生产原理,并举例说明了如何从样布开始分析和设计细特竹节纱的全过程,阐述了生产竹节纱的注意要点,并叙述了如何利用检验仪器、络筒电清来比对和控制竹节风格,最后分析了生产竹节纱的经济效益。
关键词:细支纱;竹节纱;原理;设计;风格;措施;经济效益中图分类号:T S104.1 文献标识码:B 文章编号:1001-2044(2010)06-0031-03D e s i g n a n d p a r a m e t e r s c o n t r o l o f f i n e t e x s l u b y a r nY U EF e n g,Y A N GS h a n-n i n g(J i a n g s u Y u e d a T e x t i l e G r o u p C o.,L t d.,Y a n c h e n g224055,C h i n a)A b s t r a c t:I nt h i s p a p e r i s i n t r o d u c e dt h ep r o d u c t i o np r i n c i p l eo f t w o k i n d s o f s l u by a r n s w i t ht h e w h o l ep r o c e s s a n da t t e n t i o n s i n t h e p r o d u c t i o n o f f i n e t e x s l u b y a r n f r o my a r n u pt o i t s f a b r i c d e t a i l e d.C o m p a r i s o n a n dc o n t r o l o f s l u b s t y l e b y u s e o f t e s t i n g i n s t r u m e n t s a s w e l l a s t h e e c o m o n i c b e n e f i t a n a l y s i s o f t h e s l u b y a r np r o d u c t i o na r ea l s o g i v e n.K e y w o r d s:f i n e c o u n t y a r n;s l u b y a r n;p r i n c i p l e;d e s i g n;s t y l e m e a s u r e;e c o n o m i c b e n e f i t1 竹节纱生产原理目前竹节纱常见的生产方式有两种:一种是前罗拉恒速,控制中、后罗拉超喂,形成与基纱有变化的粗节;另一种为中、后罗拉恒速,前罗拉瞬时停转或减速。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纺织服装概论论文院系:××班级:××姓名:××学号:××授课教师:××竹节纱产品设计与开发【摘要】:根据产品用途不同,对竹节纱织物的风格要求也不同,要准确把握其风格才能设计出符合客户要求的产品规格。
如装饰窗帘布用竹节纱,要求有较密集而细长的竹节,具有水纹样的飘逸感,要求布面有立体悬垂的效果,常采用疏松组织,面料表面具有似露非露和隐隐约约的透视效果,体现家居软装饰的现代化个性。
无论哪种竹节织物都要求竹节在布面上分布均匀美观。
【关键词】:竹节纱;纺纱工艺;原理;设计与开发;产品特征引言竹节纱特征是具有粗细分布不均匀的外观,是花式纱中种类最多的一种,有粗细节状竹节纱、疙瘩状竹节纱、短纤维竹节纱、长丝竹节纱等。
竹节纱可用于轻薄的夏季织物和厚重的冬季织物。
可用于衣着织物,也可用于装饰织物,花型突出,风格别致,立体感强。
近年来,随着纺织品市场的不断变化,特别是服装和装饰等纺织材料的不断更新,竹节纱以其独特的结构、丰富的色彩在市场上具有很强的竞争能力和开发价值。
目前,竹节纱在各类面料的生产中应用非常广泛,符合当前的流行趋势而广为流行,竹节纱品种多,适用范围广。
一般来说,按竹节纱纺纱形式分:有气流纺竹节和环锭纺竹节;按竹节长度分:有长竹、中竹、短竹;按竹节倍数分:有粗竹、中竹、细竹;等等。
1 竹节纱纺纱原理竹节纱的产生,无非两种途径;一是细纱机前罗拉停顿,二是细纱机中后罗拉加速。
图1 竹节纱机构设计原理1.1 短竹节(7cm以下)纺纱原理短竹节纺纱原理就是利用电磁离合器传动前罗拉,正常纺纱时离合器吸合.需要产生竹节时则脱离,从而使细纱机前罗拉瞬间停顿而中后罗拉继续运转,也就是使主牵伸区瞬间牵伸倍数为零.从而产生一个竹节。
前罗拉按转一停一转不断循环下去,就会产生一个一个的竹节,形成带有许多竹节的纱.停顿时间越长,竹节长度越长,竹节粗度越粗,时间越短,则竹节短、细。
在车速为150rmp(前罗拉转速),牵伸倍数为25倍左右时,前罗拉停顿时间不得超过1.2秒,否则.断头就会大幅增加,无法正常进行纺纱。
因此,前罗拉停顿的方法只能进行短竹节纱的纺制。
1.2 长竹节(10cm以上)纺纱原理长竹节纺纱原理,则是利用一套加速机构,通过电磁离合器接通或断开动力源,使细纱机中后罗拉加速的方法产生竹节。
在正常纺纱中,电磁离合器需要产生竹节时,电磁离合器吸合,使中后罗拉加速也就是使主牵伸区牵伸倍数瞬间降低,从而产生竹节。
中后罗拉加速的方法可分别控制竹节的长度和粗细度,这是前罗拉停顿的方法所不能及的。
中后罗拉加速时问越长,则竹节长度越长,加速时间短,则竹节长度亦短。
中后罗拉加速越快,则竹节越粗;反之,则竹节越细。
但是利用这种方法却不能产生竹节间隔很小的竹节纱,原因是因为电磁离合器在剩磁的影响下,在一个很小的时间问隔内,无法顺利脱离,常常产生连成一个要求长度两倍以上的竹节。
同时也无法产生10厘米以下长度的竹节。
由于中后罗拉加速时,所需的扭矩很大,而细纱机机头内空间有限,不可能选择尺寸更大的电磁离合器(电磁离合器扭矩越大,其外形尺寸越大)。
同时电磁离合器本身具有最小吸合时间限制,在最大扭矩与最小扭矩之间,其输出扭矩与通电时间之间的关系为y=x²。
因此,加速时间太短,则可能不产生竹节。
图2 竹节纱纺纱原理2 竹节纱的加工工艺2.1 竹节纱的工艺流程竹节纱粗节长一般为45mm;每米竹节个数为粗支纱5~8个,细支纱3~6个。
竹节纱的工艺流程与常规纱基本相同,为:清花→梳棉→并条→粗纱→细纱→筒子,一般不摇纱,因为竹节纱捻度低,特别是粗节部分,绞纱退绕易使纱线缠绕,退纱时粗节发毛。
2.2 竹节纱的纺纱工艺技术特点和措施纺部工序要合理选择工艺参数,保持各部件的机械处于良好状态,加强管理,严格执行操作法,车间要保持合适稳定的温湿度,搞好清洁工作,生产中出现的问题要及时解决。
2.2.1 原料竹节纱的原料要求纤维整齐度好,特别是兰麻,落麻纤维长度差异率大,超长倍长多,一般不用来生产竹节纱,通常用精干麻切断成45±2mm长,杜绝超长纤维,否则易产生橡皮纱,腈、涤等能在棉纺设备上纺纱的纤维均可纺竹节纱。
2.2.2 清花、梳棉、并条工序该三工序工艺与常规品种相同。
2.2.3 粗纱工序工艺主要是定量与捻度要适当,捻度偏小控制,特别是腈纶纤维。
这是因为:细纱牵伸区中,由于前罗拉瞬时停顿,前牵伸区牵伸倍数局部为1,中皮辊对该段须条控制力强,要使前罗拉运转时该段纱能从中皮辊抽出,必须保证握持力大于牵伸力,故需尽量降低粗纱捻度以减小牵伸力。
粗支竹节纱定量偏小掌握,以保证产品质量,因为纱支越粗,细纱牵伸效率越低,如C3.5Ne竹节纱通常牵伸效率为70%~80%,与粗节大小及竹节间距有关,如细纱理论牵伸倍数为12倍,实际只有9倍。
粗纱工序要合理选择工艺参数,工艺设计要以减小牵伸力为主,粗纱总牵伸倍数适当偏大掌握,粗纱捻度适当偏大控制,粗纱定量适中控制,在实际生产中要减少粗纱退绕时产生意外伸长,合理控制纺张力,工艺采用强控制、中速度、中隔距、大捻度、小张力”的工艺原则,为避免细纱工序牵伸不开,同时采用中定量的工艺配置,并合理控制车间温湿度,以降低粗纱断头率,改善条干不匀,提高粗纱内在质量。
3 细纱工序的工艺特点和技术关键细纱工序是竹节纱生产的关键,因为竹节纱的生产主要是通过细纱机进行局部技术改造进行的,采取措施如下:3.1 降低细纱捻度竹节纱中粗节部分局部无捻或捻度分布少、常规纱段捻度分布多,只需保证常规纱段捻度即能保证整段纱条强力要求。
通常其捻度值为同支常规纱的70%~90%,如:C3.5Ne竹节纱捻系数为250,C3.5Ne 普通纱捻系数约为340;腈纶7Ne竹节纱捻系数为240,腈纶7Ne普通纱捻系数为300。
3.2 采用大钢领 ,FA503型细纱机配套钢领最大为Φ45mm,由于竹节纱粗节部分直径是常规纱部分的3倍左右,细纱卷绕时空隙多、密度小,特别是粗支纱卷绕密度更小,为尽量提高生产效率而采用最大的钢领。
3.3 偏重掌握钢丝圈虽然同支竹节纱较常规纱细,但由于粗节部分直径大,为保证纱线不发毛,应选用通道较大的钢丝圈,如A3.5Ne竹节纱采用G40号钢丝圈,C5Ne竹节纱采用G25号钢丝圈3.4 严格控制前罗拉速度由于竹节纱强力低,并使用了较大的钢丝圈,故需降低钢丝圈速度,以减少断头,同时也受电磁离合器结构的影响。
离合器速度太快易出现故障,前罗拉频率必须控制在160r/min以内,高支竹节纱更低,在80r/min左右。
3.5 加大级升距及轴向间距由于卷绕密度小,为避免烂纱,宜加大级升距及轴向间距以保证成形良好。
3.6 加大前区隔距棉及棉型化纤纯纺或混纺细纱前区隔距为18~24mm,而竹节纱由于瞬时在前区出现停顿,要保证纱条能顺利牵伸,采取增大前区隔距的办法,一般为25~35mm,同时将上销后移2mm,致使隔距加大后停顿的纱条不仅不会倒歪,而且总是往上凸起,从而输出时表面光滑。
3.7 细纱成形凸轮反装由于竹节纱速度低,纺纱张力低,纱线卷绕密度小,筒子退绕时易出现脱圈现象。
成形凸轮反装后使管纱原来的束缚层变成了绕纱层,绕纱层成了束缚层,减少了脱圈现象。
3.8 络筒纱线通过筒子工序后,主要出现发毛现象,并产生意外伸长,竹节纱则更明显。
放大清纱板隔距或取消清纱板可增大纱线通道,从而减少纱线发毛现象。
同时相应降低络筒速度,但由于速度降低后张力小,筒子易出现珠网现象,故应增大张力片重量。
注意事项a.细纱控制器离合器需专人维护,定期保养。
离合片部分每两小时用汽油冲洗一次(开车中进行,不影响生产),否则竹节大小不一,甚至无竹节,每月将离合器彻底保养一次b.细纱前罗拉安装应严格保持水平,传动齿不能歪斜,否则罗拉产生轴间滑移,既影响传动齿寿命,更重要的是轴向滑移量超过5mm 时,纱条便出现压不烂现象,严重影响成纱质量。
c.控制器每台可同时控制多台细纱机生产同一品种,但尽量采用单台控制,否则会降低生产效率。
4 竹节纱产品设计与开发4.1 竹节纱产品工艺设计4.1.1 纱号设计在确定竹节纱的百米定量时,应根据竹节长度、节距的大小和竹节段粗细,换算成百米定量。
但由于竹节部分和节距部分有一粗细过渡态,特别是转杯纺竹节纱,过渡态较长,因此计算重量和实际重量问会有一定的差异,实际生产中应根据大面积定量进行微调。
4.1.2 竹节粗度在竹节纱纺纱过程中,粗度是较难掌握的参数。
我们用切断称重法来检定竹节的粗度,即取相同长度的竹节部分和节距部分,分别称重,竹节重量与节距重量之比即为粗度。
粗度一般由试纺确定,经用户认可后投入批量生产。
4.1.3 竹节长度(1)环锭竹节纱的竹节长度在前罗拉变速情况下,取决于前罗拉的速度V₁(mm/s)和瞬时降速的时间t₁(s)的乘积,在后罗拉变速情况下,取决于前罗拉的速度V₁(mm/s)和后罗拉升速的时间t₂(s)的乘积,一般误差较小。
(2)转杯竹节纱的竹节长度在改变喂给罗拉速度的情况下分为两种情况:设L为喂给罗拉高速情况下引纱罗拉输出的纱线长度,D为转杯的直径,S为竹节长度。
当L>πD即在喂给罗拉升速的时间内引纱罗拉输出的纱线长度大于纺杯的周长时,竹节长度S=2πD+a(a=L一2πD),为纺杯周长的两倍以上。
(见图3)图3当L<πD即在喂给罗拉升速的时间内引纱罗拉输出的纱线长度小于纺杯的周长时,竹节的长度S=πD+b(b=L),介于纺杯周长与两倍纺杯周长之间。
(见图4)图44.2 竹节纱产品开发4.2.1 弹力竹节纱生产弹力竹节纱的方法是将纺氨纶包芯纱装置与纺竹节纱装置安装在同一台细纱机上,细纱机前罗拉传动氨纶包芯纱装置,后罗拉运动由竹节纱装置控制。
当竹节纱装置工作时,罗拉作瞬时超喂运动,就在氨纶包芯纱上产生一个粗节从而形成弹力竹节纱。
4.2.2 包芯竹节纱生产包芯竹节纱要将纺包芯纱技术与纺竹节纱技术两者结合起来。
芯纱采用的原料可以是涤纶长丝、锦纶长丝等。
外包覆纱原料采用棉、纤化纯纺或混纺。
生产包芯竹节纱的方法,种是利用粗纱机生产包芯纱技术,先生产出包芯粗纱,然后将其再喂人配置有竹节纱装置的细纱机,纺成包芯竹节纱。
另一种方法与生产弹力竹节纱方法类似,就是将包芯纱装置与竹节纱装置结合起来使用,芯纱筒子换成涤纶或锦纶长丝等。
调整芯纱滚筒输速度前罗拉速度一致。
当竹节纱装置工时,细纱机前罗拉产生瞬时停顿(或后罗拉瞬时超喂)即可纺出包芯竹节纱。
4.2.3 AB竹节纱AB竹节纱是利用AB纱的结构,在配有竹节纱装置的细纱机上生产。
将两根不同原料的粗纱同时平行喂人细纱机后罗拉,经过牵伸区又平行进入前钳口。
当竹节纱装置工作时,前罗拉产生瞬时停顿,纺出AB竹节纱。