CCC 压缩机防喘振控制技术研探
离心式压缩机防喘振控制及故障诊断系统研究与应用
大型透平压缩机在工艺过程中是最关键和最 重要的没备,是工艺装置的核心。“。因此,压缩机 一旦停机或损坏,整个工艺装置都要停产。而压 缩机控制系统是控制、保护压缩机的关键,并且其 控制策略和算法不同于一般的工艺过程控制。压 缩机性能曲线计算在压缩机控制中是十分关键的 部分,喘振线不仅和压缩机进、出口压力及流鼍 有关而且与气体分子量有着密切联系,而且分子 量的变化对喘振线的影响也很大∽J,所以寻求一 种好的喘振曲线计算方法对于压缩机控制来说是 十分关键的。目前,世界上现有的压缩机控制系 统种类很多,安全性较好,性能可靠,压缩机调试 维护也较为方便,保证了压缩机机组的长期稳定
改进遗传神经网络的学习曲线
4工程应用实例
迭代周期
以浙江某压缩机控制系统工程为例,上位机 采用美国GE公司iFIx组态软件与PLc进行实 时通讯,PLC与CCc防喘振控制器通过Rs-232
图6
BP网络的学习曲线
万方数据
592
化工自动化及仪表
第38卷
转RS-485进行串行通讯。 该防喘振控制系统在工艺扰动较大情况下, 能很好地控制压缩机喘振发生。以往的控制系统 由于扰动而发生喘振时,回流阀门的开度大约是 70%一80%左右,甚至更高,并且回流阀控制投用 自动失效,这样势必会造成能量浪费,阀门调节给 操作人员带来极大的困难。而应用改进控制系 统,虽然出现较大工艺扰动,但回流阀的开度较 小,一般在5%一6%之间,回流的流量减小,且可 以投用自动,节能效果明显改善,操作起来也极为 方便。同时在上位机应用MATLAB与iFIx平台, 开发了智能故障诊断系统,将采集来的振动信号 进行存储,然后将其传递给MATLAB进行计算分 析,通过神经网络分析轴承故障原因,将故障分 类,这样可及时检测故障、排除故障、防止系统误 停车,保证系统安全运行。再者,PLC与CCC防 喘振控制器配合使用,在保证系满足控制要求的 前提下,系统集成成本比专有的压缩机控制的成 本明显降低。
某发动机压缩系统喘振与消喘控制的模拟分析
某发动机压缩系统喘振与消喘控制的模拟分析摘要:本文旨在对发动机压缩系统中喘振与消喘控制进行模拟分析。
通过系统参数的研究和分析,分析了系统的工作原理,以及如何调节压缩机的喘振和消喘情况的方法。
结果表明,压缩机喘振可以通过系统参数的正确调整来得到最佳控制效果,而能带来更安静、更高效和更可靠的工作状态。
关键词: 发动机压缩系统;喘振;消喘控制;系统参数正文:本文采用模拟分析方法,研究发动机压缩系统中喘振与消喘控制的相关问题。
首先,介绍了发动机压缩系统的工作原理,然后介绍了系统参数对喘振的影响。
然后,通过对系统的模拟分析,来探讨如何调节压缩机的喘振情况以及如何得到最佳效果。
最后,总结讨论了该系统的工作状态,并介绍了如何保持压缩机的更安静、更高效和更可靠的工作状态。
将发动机压缩系统的喘振与消喘控制技术应用于实际工程中,可以得到许多积极的效果。
首先,通过合理的系统参数的调整,可以有效的控制压缩机的喘振情况,从而使发动机压缩系统更加高效。
其次,系统参数的控制可以减少系统的振动,从而降低发动机压缩系统的噪声。
此外,通过控制系统参数,可以减少摩擦磨损,从而提高发动机压缩系统的可靠性和使用寿命。
总之,发动机压缩系统的喘振与消喘控制技术能够有效的提升发动机压缩系统的工作效率,提高系统的可靠性和使用寿命。
为了有效的控制发动机压缩系统中的喘振情况,需要对系统中的传动机构、定位装置、润滑油质量和体积等参数进行合理的调整。
如定位装置中要求安装润滑油,其体积和质量要求必须满足,否则会影响喘振情况。
此外,还要注意传动机构的安装及定位装置的连接要求,以保证压缩机的平稳工作。
最后,应该定期检查系统参数,确保其处于最佳状态,以达到最佳的喘振消喘控制效果。
同时,需要根据压缩机的参数和使用的工况来选择合适的控制策略,以保证发动机压缩系统的正常工作。
例如,在高转速应用中,应使用高频控制策略,以便尽可能减少压缩机振动,而在低转速应用中,应采用低频控制策略,以降低压缩机振动。
压缩机喘振与3C防喘振控制器在空压机上的设计策略
压缩机喘振与3C防喘振控制器在空压机上的设计策略王飞【摘要】For successful application of 3C antisurge controller in the 3TY air compressor in the Chemical Branch of Solution , a simple analysis is about the reason and phenomenon of the compressor surge and the dangers of the surge of compressor equipment .The introduction is about antisurge controller being produced by American CCC (Compressor Control Company , hereinafter referred to as 3C) from the following aspects , the calculation of the variable surge and the meaning of various surge line of control and some advanced control methods and characteristics of antisurge control on compressor , as well as the requirement of on -site measurement signal of 3C antisurge control system and movement sensitivity of antisurge regulating valve .% 针对3 C防喘振控制器在解化化工分公司3 TY空压机上的的成功应用,简单分析了压缩机发生喘振的原因、现象及喘振对压缩机设备的危害性。
CCC防喘振控制介绍资料【全】

h p,red
= s
Rc - 1
q2 = DPos s,red
Ps
建立喘振线
• 喘振线上的各点(如右图)可 用至原点的斜率来表示.采 用实测方式得到.
2012 Compressor Controls Corporation
hr hr
qr,SLL
2
qr
2
• 喘振参数可以被定义 位如下: f1(hr ) Ss = 2 qr ,op • 喘振线各点即可用涵数f1(hr)对应的值 qr2 计算
模拟式控制器
100% 2012 Compressor Controls Corporation SCL SLL
操作点
•
• • • •
0% 100%
时间
• •
控制器输出
优秀的工程承包商,会对控制器执行速 率对压缩机的防喘振能力的影响进行评 估 建立压缩机的动态仿真 在动态仿真层面上对数字式控制器与模 拟式控制器进行对比 模拟式控制器无执行周期,响应迅速 精确整定的模拟式控制器,使超调量达 到最小 使数字式控制器获得同样的整定参数 使数字式控制器获得同样的扰动
2012 Compressor Controls Corporation
•
为了实现控制目标,对于几何结构不变的压缩机,我们希望喘振线(SLL) 由单一的曲线来表示
13
控制算法
• 产生全新的控制算法的过程:
2012 Compressor Controls Corporation
– 审查实际需要 – 开发一个数学模型 – 通过计算机建模对控制算法进行模拟 仿真 – 将此控制算法应用到现场
这里由函数f1我们可以得出 输入Rc对应的 qr 2
• 这种算法避免了使用Td 和 Ts 变送器 重要提示: CCC 仍然强烈建议安装Td 和 Ts 变送器 以及 转速N 用于监视目的。
防喘振控制方案研究
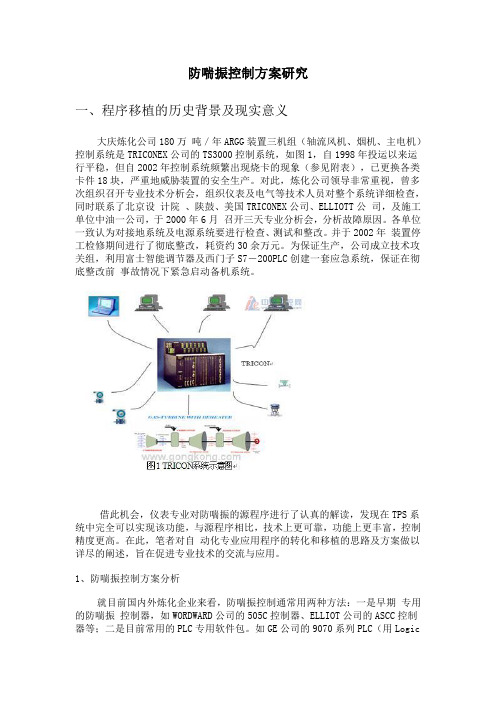
防喘振控制方案研究一、程序移植的历史背景及现实意义大庆炼化公司180万吨/年ARGG装置三机组(轴流风机、烟机、主电机)控制系统是TRICONEX公司的TS3000控制系统,如图1,自1998年投运以来运行平稳,但自2002年控制系统频繁出现烧卡的现象(参见附表),已更换各类卡件18块,严重地威胁装置的安全生产。
对此,炼化公司领导非常重视,曾多次组织召开专业技术分析会,组织仪表及电气等技术人员对整个系统详细检查,同时联系了北京设计院、陕鼓、美国TRICONEX公司、ELLIOTT公司,及施工单位中油一公司,于2000年6月召开三天专业分析会,分析故障原因。
各单位一致认为对接地系统及电源系统要进行检查、测试和整改。
并于2002年装置停工检修期间进行了彻底整改,耗资约30余万元。
为保证生产,公司成立技术攻关组,利用富士智能调节器及西门子S7-200PLC创建一套应急系统,保证在彻底整改前事故情况下紧急启动备机系统。
借此机会,仪表专业对防喘振的源程序进行了认真的解读,发现在TPS系统中完全可以实现该功能,与源程序相比,技术上更可靠,功能上更丰富,控制精度更高。
在此,笔者对自动化专业应用程序的转化和移植的思路及方案做以详尽的阐述,旨在促进专业技术的交流与应用。
1、防喘振控制方案分析就目前国内外炼化企业来看,防喘振控制通常用两种方法:一是早期专用的防喘振控制器,如WORDWARD公司的505C控制器、ELLIOT公司的ASCC控制器等;二是目前常用的PLC专用软件包。
如GE公司的9070系列PLC(用LogicMaster或Field Control编的软件包)、TRICONEX公司的TS3000(用MSW311或TS1131软件包)等。
但每个厂家出于对知识产权的保护,均不会公开其防喘振控制的算法。
专用的控制器只给用户提供接口参数,专用的软件包是用高级语言编写的软件包(如C语言)。
用户无法打开,只能在程序中调用。
TRICON调速及防喘振功能描述1

TRICON 调速及防喘振功能描述蒸汽透平的速度控制 :TRICONEX 将根据汽轮机主机厂的起机曲线编制自动或半自动起机程序。
在通常应用中,机组的速度控制可以有多种运行方式,包括停机、启动、暖机、加速、运行等。
在自动起机模式下,根据起机曲线的升速率,蒸汽透平将自动从零转速升到最小转速或额定转速。
另外,还将组态迅速越过临界转速的控制。
在半自动起机模式下,操作工可在从零转速到最小转速之间的任何转速下停留。
一旦达到最小转速,操作人员可将转速进一步提高到工作转速。
防喘振控制基本原理: 机组投入运行后,TRICON 系统将根据压缩机入口流量、入口压力、出口压力及相应的温度,利用TRICONEX 独特的防喘振技术来判断是否发生喘振。
如发生喘振,则由防喘振控制器的输出值进行调节防喘振控制阀。
A通用喘振线喘振参数压缩机的喘振点可由压比(Pd/Ps )及入口流量表测出的入口流量计算得出。
入口流量的测量值与 Pd, Ps, Td,及Ts 等可用来计算等价孔板值h (该孔板可视为位于压缩机的入口),进而作出喘振预测。
hs = hd Ps PdTs Td 防喘控制的 I/O 要求 TagType Function PTAI 入口/出口压力 TTAI 入口/出口温度 FT AI入口流量 PV AO防喘阀 SOVDO 旁路/放空阀 ESD DI跳车输出 防喘控制方框图TRICONEX 的防喘控制系统可由各个独立的功能模块来描述,每个模块都有各自已定义的功能,并通过输入输出信号(均给出位号名)与其它功能模块相互连接和作用。
F rom A dditional C om pressor Sections防喘模块方框图TRICON 喘振控制器特性特性简介:因为喘振发生得很快,必须使用特殊的控制技术来保证防喘阀及时打开。
TRICON控制器的运算速度很快,而且能够高效处理复杂的算法,所以TRICON控制器可以理想地实现防喘控制。
防喘控制策略的标准特性有:可选择Pd/Ps对h/Ps或Dp对h的算法如果喘振发生,喘振安全裕度可自动调整设定点浮动线功能可以在工作点向喘振线窜动时及时打开防喘阀特殊的喘振控制器带有适应增益及快开/慢关响应等功能比例调节功能可以‘迫使’防喘阀独立于控制过程而打开灵活的起机和跳车逻辑可选择手动控制帮助设定、测试和故障排除当喘振逼近或透平跳车时,电磁阀触点输出可“打开”防喘阀说明:如果实际应用需要,以上特性均可实现,未要求的特性则不予实现。
压缩机动态防喘振控制策略进展分析

压缩机动态防喘振控制策略进展分析 Analysis of Antisurge Control Tactics &Headway for Compressor Trends 王志标 张早校 姜培正 西安交通大学环境与化学工程学院【摘要】分析比较了压缩机旋转失速现象和喘振现象的关系;并着重分析了压缩机旋转失速和喘振的产生机理;介绍了防喘振的主动与被动控制策略;指明了轴流压缩机和离心压缩机防止不稳定现象侧重点的不同。
关键词:透平式压缩机 喘振 控制Abstract :Phenomena of rotating stall and surge of compressor are analyzed and compared.The mecha 2nisms of compressor rotating stall and surge is main 2ly analyzed.Initiative and passive control tactics of antisurge are introduced.Different points of pre 2venting instabilities between axial and centrifugal compressors are pointed out.K ey w ords :Turbocompressor Surge Control一、前言透平压缩机不稳定现象一般可以分为两大类,第一类为单纯的气动现象,此时叶片的振动单纯是由气体力周期性变化引起的。
这种周期性变化的气流又可以分为旋转失速和喘振两种;第二类不稳定流动工作状态是叶片的颤振现象。
叶片既以自振频率进行机械振动,又存在周期性的气体力变化,这种组合称为气动—弹性不稳定流动现象。
本文主要分析第一类不稳定流动现象,即旋转失速和喘振,以及防喘振控制策略。
二、旋转失速与喘振1.旋转失速由于某种因素引起压缩机空气流量减少时,会使叶栅的进气冲角增大。
压缩机防喘振操作经验交流
尿素CO2压缩机防喘振操作经验交流喘振作为离心压缩机的固有特性, 具有较大危害性, 是压缩机损坏的主要原因之一。
在生产过程中, 由于对喘振的危害性认识不足, 导致判断喘振工况滞后, 使机器损伤严重, 有时甚至导致机器功能丧失。
为了保证压缩机稳定运行, 必须准确判断并迅速处理使其脱离喘振工况。
一、喘振危害喘振对压缩机的危害主要表现在以下5 个方面:( 1) 喘振引起流量和压力强烈脉动和周期性振荡, 会造成工艺参数( 压力、流量等) 大幅度波动, 破坏生产系统的稳定性。
( 2) 受气体强烈、不稳定冲击, 叶轮应力大大增加, 使叶片强烈振动, 噪声加剧, 大大缩短整个转子的使用寿命,同时, 也会引起机组内部动、静部件的摩擦与碰撞, 使压缩机的轴弯曲变形, 碰坏叶轮, 最终造成整个转子报废。
机器多次发生喘振, 轻者会缩短压缩机使用寿命, 重者会损坏压缩机本体以及连接压缩机的管道和设备, 造成被迫停车。
( 3) 由于流量和压力高速振荡,压缩机内部部件产生强烈振动,破坏润滑油膜的稳定性, 加剧轴承、轴颈的磨损, 使轴承合金产生疲劳裂纹或脱层, 甚至烧毁。
严重时会烧毁推力轴承的轴瓦, 使转子产生超过设计值的轴向窜动量, 甚至造成窜轴,转子、隔板损毁的危险。
( 4) 会损坏压缩机级间、段间密封及轴封, 使压缩机效率降低, 迷宫密封齿片磨损, 间隙增大, 造成气体泄漏量增大。
( 5) 喘振可能使压缩机的固定联结部位松动, 造成机组联轴器对中数据偏移, 进而引起联轴器对中不良, 导致联轴器的使用寿命缩短, 甚至有可能发生疲劳性断裂,影响压缩机的正常运转。
( 6)导致测量仪表准确性降低, 甚至失灵, 如轴承测温探头、主轴振动探头、主轴位移量探头和各级进排气流量、压力、温度仪表等。
二、喘振现象( 1) 透平转速出现大幅波动, 机组运行工况不稳定,甚至超速跳车。
( 2) 压缩机流量指示值急剧下降并大幅波动。
( 3) 喘振TI3001温度升高,主要是由于高温气体倒流至压缩机进口所致(HC3113有开度,四回一开度大,高温气体返回)。
压缩机喘振及其预防方法
压缩机喘振及其预防方法摘要:喘振现象是离心式压缩机固有的机械特性,在压缩机的运行生产中,喘振有着较大的危害和隐患,所以在生产的过程中,要结合实践,弄清喘振机理和引起喘振的影响因素,根据问题的实际情况,采取相对应的有效防止和抑止喘振的措施,同时准确地判断喘振现象并加以控制,喘振现象就能够完全避免,从而实现提高离心式压缩机的工作效率,确保离心式压缩机运行稳定性和可靠性。
文章重点介绍了压缩机喘振及其预防方法,以供同行参考。
关键词:压缩机喘振,预防方法前言压缩机的控制在化工企业中是相当重要的,而抗喘振控制系统是离心式压缩机的一个重要控制系统,它的可靠性将直接关系到压缩机的安全稳定运行。
充分认识和理解其控制方案对于改进和优化压缩机的控制是有益的,随着科技的进步和发展,相信更加合理和先进的控制方案将会随时出现。
一、空气压缩机喘振原因探讨某空气压缩机是通过燃气轮机驱动,是轴流式和两缸三段式离心式组合压缩机,该空气压缩机的高压缸冷饮轴流式结构,而低压缸利用离心式结构。
空气压缩机在正常工作时,入口过滤器吸入空气,通过入口消音器将大部分固体杂质除去的空气送入空气压缩机一段,空气被压缩到180℃,0.20Mpa 后,通过出口冷却器后温度降低到42℃,利用分离器把冷凝液除去,在空气压缩机二段将空气继续压缩,温度达到200℃,压强达到0.81Mpa 经过二段冷却器出口进行冷却,温度降低到42℃,再次通过分离器将冷凝液除去;此时,被压缩的其他一部分作为仪表空气及公用空气被送到合成装置及成品装置;剩余的空气将继续被压缩,经过预热盘管之后,作为燃烧空气。
如果空气压缩机的空气系统停车,那么用气量就会变为零,此时随着PC109 输出值的增加,PV109 没有及时的放空空气有时间的出口气,从而造成了空气压缩机出口压力越来越高,此时压缩比变化迅速,从而引起了管网特性曲线向左移动,使得空气压缩机工作的工况点由小流量进入到了喘振区,从而引起了空气压缩机的喘振现象。
防喘振控制技术在小型离心压缩机上的应用实践研究

机械与设备2017年5期︱317︱防喘振控制技术在小型离心压缩机上的应用实践研究肖东升昆明冶研新材料股份有限公司(曲靖生产区),云南 曲靖 655000摘要:经济飞速发展下,带动机械技术的突飞猛进,在实践工作使用的机器设备上的小型离心压缩机是机械科技研究的重要内容,研究这内容可以为小型离心压缩机的在使用过程中可以更顺畅带来技术上的支持,本文就主要分析了防喘控制技术在小型离心压缩机上的实践工作,本文分析的防喘控制技术是新研究出的控制系统,对实践中用这一系统对小型离心式压缩机进行技术上的改造,分析整个个改造的过程,检验改造结果。
关键词:防喘振控制技术;小型离心压缩机;应用中图分类号:V233.95 文献标识码:B 文章编号:1006-8465(2017)05-0317-02工程机械技术的发展下,带动了各种机械技术的进步。
现今的,一种应用在小型离心压缩机上的控制系统,对推动机械技术进步有着一定的意义,防喘振控制技术在小型离心压缩机上的应用实践工作中,氮气型压缩机工作组在正常的生产阶段,入口中的导流叶片还有防喘控制阀的阀门自始至终都是自动进行控制的方式,这样就有了两方面的优点,保证了机组工作的安全运行,在调节品质方面对生产工艺进行了提高,免于放空形成的浪费。
1 实践应用分析 对一些氮气压缩机进行研究分析,压缩机设备在氮气压缩机运行中的配套系统是比较传统的控制系统,这种控制系统在保证压缩机安全的运行上主要应用的又是入口倒流叶片进行手动的控制和放空阀来进行的手动控制方式。
在避免工作机组出现喘振问题上,要放空阀维持在百分之三十上下度的开度,要维持这一状态主要缘由就是这种控制系统缺少对防喘振这一功能的专门控制工作和算法。
没有进行这种装置的配备就是因为这种控制技术一般都是掌握在国外的机械制造公司的,想要进行引进就必须花费大量的资金。
(1)离心式氮气压缩机在工作过程中的不足之处 第一点就是应用进口生产的导叶阀的手动进行控制,在确保后续工艺压力上是难以得到稳定的。
关于压缩机防喘振控制的探讨
关于压缩机防喘振控制的探讨摘要:离心压缩机的“喘振”现象是压缩机在运行过程中出现的一种异常状态,喘振发生后会严重干扰压缩机机组的正常运行,甚至损坏机组设备,引起恶性事故,因此必须进行有效的防喘振控制。
喘振的发生除了和压缩机组自身的性能有关外,还与和压缩机组相联接的管网有着十分密切的关系。
该文主要从压缩机与管网的性能关系方面对喘振的产生原因与防喘振控制做了一些探讨和分析。
关键词:离心压缩机;管网;喘振;防喘振控制;中图分类号:tb652离心压缩机的“喘振”现象又称为“飞动”,是压缩机在运行过程中出现的一种异常状况,严重干扰压缩机组的正常运行。
离心压缩机出现喘振时,机组会产生剧烈的振动,管网中的气体参数如流量、压力会出现大幅度的波动,并伴随周期性沉闷的呼啸声,以及气流波动在管网中引起的类似喘息患者的“呼哧”“呼哧”的强噪音。
这种状况若持续下去得不到有效控制和调整,整个机组的振动会越来越强烈,继而会使压缩机的转子和定子等元件在强烈交变应力的作用下遭到破坏,同时,压力失调引起的强烈的振动也会使密封件和轴承损坏,压送的气体外泄,甚至发生转子与定子相碰撞引起爆炸等恶性事故。
所以,为了保证离心压缩机机组的稳定运行,必须采用安全有效的防喘振调节控制方案来进行控制和保护。
一、喘振现象的特征当离心压缩机出现喘振现象时,管网和整个机组会出现以下几方面的显著特征:(1)管网中气体的出口压力和入口流量发生大幅度变化,有时还会出现气体由压缩机排出口转为流向入口的这类情况十分危险的气体倒流现象。
(2)管网中气体出现周期性振荡,频率低且振幅大,并伴有周期性的吼叫声,以及气流波动产生的“呼哧”“呼哧”的类似喘息的强噪声。
(3)机组振动强烈,压缩机的机壳、轴承均有强烈振动,这种状况会使机组的轴承润滑系统遭到破坏,轴瓦润滑失效而被烧坏,甚至发生断轴现象,转子和定子会发生摩擦、碰撞,密封件也将被严重破坏等。
二、喘振产生的原因与管网的关系离心压缩机“喘振”现象的产生除了与其自身特性有关,还和相联接的管网有着十分密切的关系。
压缩机喘振与3C防喘振控制器在空压机上的设计策略

a n t i s u r g e r e g u l a t i n g v a l v e .
Ke y wo r d s: s u r g e;p r o x i mi t y o f s u r g e; s u r g e c o n t r o l b i a s;s u r g e l i mi t l i n e s S L L ;t h e c o n t r o l l i n e S CL
W ANG F e i
( T h e E l e c t r i c Me t e r C o m p a n y o f C h e mi c a l B r a n c h f o S o l u t i o n , Y u n n a n S o l u t i o n C l e a n E n e r g y D e v e l o p me n t C o . ,Y u n n a n K a i y u a n 6 6 1 6 0 0, C h i n a )
b e i n g p r o d u c e d b y A m e r i c a n C C C( C o m p r e s s o r C o n t r o l C o m p a n y , h e r e i n a f t e r r e f e r r e d t o a s 3 C) f r o m t h e
机 发 生喘振 的原 因、 现 象及 喘振 对压 缩机 设备 的危 害性 。介 绍 了美 国 C C C ( 压 缩机 控 制公 司, 以下 简称 3 C ) 防喘振 控制 器喘振 变量 的计 算 , 各 种喘 振控 制 线 的含 义和 压 缩机 防喘振 控 制 上 的一 些 先 进 控 制 方法 和特 点 , 以及 3 C防喘振控 制 系统 对现 场测 量信 号和 防喘振 调 节 阀动 作灵敏 度 的要 求。
压缩机防喘振智能控制系统的研究
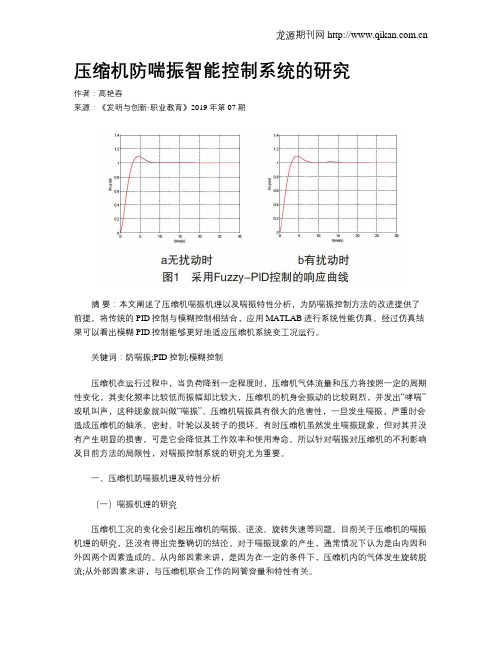
压缩机防喘振智能控制系统的研究作者:高艳春来源:《发明与创新·职业教育》2019年第07期摘要:本文阐述了压缩机喘振机理以及喘振特性分析,为防喘振控制方法的改进提供了前提。
将传统的PID控制与模糊控制相结合,应用MATLAB进行系统性能仿真。
经过仿真结果可以看出模糊PID控制能够更好地适应压缩机系统变工况运行。
关键词:防喘振;PID控制;模糊控制压缩机在运行过程中,当负荷降到一定程度时,压缩机气体流量和压力将按照一定的周期性变化,其变化频率比较低而振幅却比较大,压缩机的机身会振动的比较剧烈,并发出“哮喘”或吼叫声,这种现象就叫做“喘振”。
压缩机喘振具有很大的危害性,一旦发生喘振,严重时会造成压缩机的轴承、密封、叶轮以及转子的损坏。
有时压缩机虽然发生喘振现象,但对其并没有产生明显的损害,可是它会降低其工作效率和使用寿命。
所以针对喘振对压缩机的不利影响及目前方法的局限性,对喘振控制系统的研究尤为重要。
一、压缩机防喘振机理及特性分析(一)喘振机理的研究压缩机工况的变化会引起压缩机的喘振、逆流、旋转失速等问题。
目前关于压缩机的喘振机理的研究,还没有得出完整确切的结论。
对于喘振现象的产生,通常情况下认为是由内因和外因两个因素造成的。
从内部因素来讲,是因为在一定的条件下,压缩机内的气体发生旋转脱流;从外部因素来讲,与压缩机联合工作的网管容量和特性有关。
(二)压缩机喘振特性分析压缩机正常运行时位于工作点处,其压力和流量取决于工作点的位置。
大部分情况下,是否发生了喘振现象,可以通过流量的改变量进行判断,入口流量阀或出口流量阀的打开程度,及压缩机的停机都会改变流量的大小。
控制系统通常情况下工作在稳定区域,此区域的位置在喘振点和最小流量点之间,这样可以避免工作点到达喘振点。
二、防喘振控制方案的研究(一)防喘振控制系统本控制系统在设计时主要应用控制回流量的方法。
对于回流量的控制通过控制回流阀的开度来实现,从而预防压缩机发生喘振现象。
CCC防喘振控制介绍资料[全]
![CCC防喘振控制介绍资料[全]](https://img.taocdn.com/s3/m/622df0264431b90d6c85c76a.png)
CCC公司技术特点 及其在炼油装置的应用
Compressor Controls Corporation (CCC) 美国压缩机控制公司
1
2012 Compressor Controls Corporation
交流内容
1. CCC公司控制技术特点 2.可用性与可靠性
qr2,op qr2
22
引入操作点至喘振控制线之间的距离
• 第一步: 引入参数 d:
d = 1 - Ss
• 第二步: 引入参数 DEV(偏差值): DEV = d - 喘振控制裕量
• 参数DEV 与压缩机的尺寸无关, 但对所有压缩机描述都是相同的
2012 Compressor Controls Corporation
2012 Compressor Controls Corporation
简化喘振参数采用Rc替代hr
• 用无压关缩的比坐标Rc系代替简化多变压头同样可以获得与入口条件
• 喘振接近变量 Ss 变成
Ss =
f1(Rc) q2r,op
这输里入R由c函对数应f的1我q们r 2可以得出
• 这种重转算速要法N提避用示免于了:监C使视C用C目T仍的d 然和。强Ts烈变建送议器安装Td 和 Ts 变送器 以及
jr Re
这里: • hr • qr • Ne ·a • jr • Re • Rc
= 简化的压头 = 简化的流量 = 线性化的转速 = 导叶角度 = 简化的功率 = 雷诺数 = 压比
15
控制算法
相关联的坐标系 (Hp, Qs)
• 无关坐标系(hr, qr2)
2012 Compressor Controls Corporation
压缩机防喘振控制

场合。流量约 800~20000Nm3/min,单缸压
比约2.7~9,双缸排气压力可达3.89MPa,一
7
般多变效率为(87~91)%。
2021/3/27
CHENLI
第三章 防喘振控制
➢ 1. 压缩机的性能曲线 ➢ 2. 管路特性曲线 ➢ 3. 压缩机的工作点 ➢ 4. 喘振的原因 ➢ 5. 喘振分析 ➢ 6. 喘振周期 ➢ 7. 喘振线 ➢ 8. 压缩机防喘振控制方法
21
2021/3/27
压缩机防喘振控制
1
2021/3/27
CHENLI
第一部分 压缩机防喘振原理
➢ 第一章 压缩机的种类 ➢ 第二章 离心压缩机特性 ➢ 第三章 防喘振控制
2
2021/3/27
CHENLI
第一章 压缩机的种类
1. 根据压缩机的压缩原理,可以分为减容压 缩和加速流体压缩。
➢ 减容压缩是通过减少气体体积来增加气体的 压力;
19
2021/3/27
B A
CHENLI
6. 喘振周期
如图所示假设压缩机在A点正常工
作,由于某种原因降低负荷,工作
点会向左移动,当到达B点时,压
缩机进入极限工作点,出口压力比
最大,若负荷继续下降,出口压力
将迅速降低,而与其相连接的工艺
系统瞬间压力没变,气体将会倒流,
工作点迅速到达C点,这时出口压
➢ 2)管端压力pe应与压缩机的排压相等。
因此,压缩机的工作点一定是在该压缩机的性 能曲线与管路特性曲线的交点上。
14
பைடு நூலகம்
2021/3/27
CHENLI
压缩机的工作点
性能曲线
工作点
管路特性曲线
CCC 压缩机防喘振控制技术研探

CCC 压缩机防喘振控制技术研探摘要:喘振现象,喘振控制线确定,控制算法的使用及各种控制线的功能。
关键词:喘振防喘振CCC1. 喘振现象喘振是涡轮压缩机特有的现象,我们可以从下图的简单模型来解释这一特性,从图中可以看出当容器中压力达到一定值时,压缩机运行点由D沿性能曲线上升,到喘振点A,流量减小压力升高,这一过程中流量减小压力升高,由A点开始到B点压缩机出现负流量即出现倒流,倒流到一定程度压缩机出口压力下降(B-C),又恢复到正向流动(C-D),这样,气流在压缩机中来回流动就是喘振,伴随喘振而来的是压缩机振动剧烈上升、类似哮喘病人的巨大异常响声等,如果不能有效控制会给压缩机造成严重的损伤。
喘振工况的发展非常快速一般来讲在1-2 秒内就以发生,因而需要精确的控制算法和快速的控制算法才能实现有效的控制。
2. 喘振控制2.1 喘振线的确定通常压缩机都会有一系列的性能曲线图(如下图所示),其坐标是多变压头-入口流量,由于压缩机入口条件的不同(如温度、压力、分子量等)其喘振曲线是分散的多条曲线,给喘振的控制带来困难,CCC 根据压缩机的设计理论喘振理论和自己的经验开发出了一套计算方法和软件,可以将多变的入口条件的喘振曲线转化成与入口条件无关的曲线(如下图)。
这样就可以方便地确定喘振点。
而一般来讲压缩机制造厂商提供的性能曲线是计算值,会有一定偏差,特别是旧机组的性能会发生变化或者没有性能曲线。
为了精确控制需要对喘振曲线做现场测试,传统的测试方法需要由经验丰富的测试工程师来进行测试,人为地判断压缩机是否到达喘振点,这样做带来了巨大的风险,因为人的判断无法保证100%的准确。
而且由于到喘振点时需要人来手动控制打开防喘振阀往往会动作滞后或过早打开难以避免给机组造成损伤或无法实现准确测量CCC 的喘振算法和控制算法能够在自动状态下测量喘振曲线,从而避免了人为测量的风险并能准确测量记录线。
这一功能是CCC 的专利技术而且是世界独一无二的。
ITCC在压缩机防喘振控制中的应用史开钰
ITCC在压缩机防喘振控制中的应用史开钰发布时间:2021-09-07T08:26:04.896Z 来源:《中国科技人才》2021年第17期作者:史开钰孙建伟[导读] Woodword公司在美国生产的ITCC控制系统通过实验分析得到,它的一些优势是将它和先前的控制系统进行对比。
更加详细和有序地描述它的管理模式、控制软件、恢复过程和喘振识别系统,为在此方面辛勤付出的专业人士提供宝贵的经验。
青岛海湾化学有限公司山东青岛 266409摘要:Woodword公司在美国生产的ITCC控制系统通过实验分析得到,它的一些优势是将它和先前的控制系统进行对比。
更加详细和有序地描述它的管理模式、控制软件、恢复过程和喘振识别系统,为在此方面辛勤付出的专业人士提供宝贵的经验。
关键词:防喘振;控制程序;喘振恢复程序;喘振检测系统为了能够控制一些扩展业务以及新领域中的压缩机单元,我们采用了美国Woodword这家公司所生产出来的ITCC控制系统,也被称为透平压缩机综合控制系统。
透平压缩机综合控制系统的主要工作目的是为了确保压缩机的安全稳定的工作运行,并且能够在一些其他装置或调控系统的硬件损坏的时候,也可以对压缩机有一个迅速有效的保护。
此外,这种控制系统的所有硬件可以匹配动态参数并能够在执行整个系统的时候获得最佳效果。
[1]与先前的一些防喘振控制相比较,现在的系统在工厂节能方面有一个明显的提升,工艺的稳定性得到了很大的提升,比如在发生喘振的情况下,可以避免在正常使用中过大的电流回流等产生很大的能量消耗。
具有更好的经济效应和技术成熟上的优势。
1.ITCC控制系统在防喘振控制方面的优点1.1 先前的防喘振控制先前的压缩机控制系统由3个比较基本的部件构成。
除了PIC通过控制汽轮机的速度来调整压缩机的运转和SIC的运作之外,这三个独立硬件之间的工作是互不干扰,没有联系的。
在正常的工作运行时,压缩机的工作范围一般都是在等压线上缓慢移动。
防喘振实验实施方案
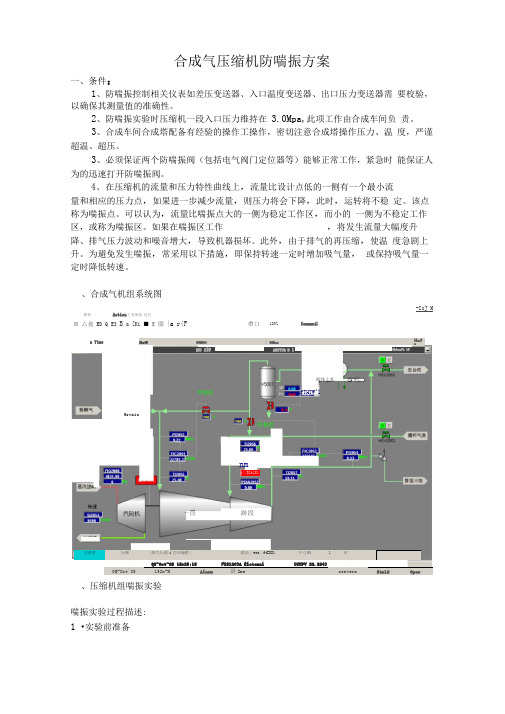
合成气压缩机防喘振方案一、条件:1、 防喘振控制相关仪表如差压变送器、入口温度变送器、出口压力变送器需 要校验,以确保其测量值的准确性。
2、 防喘振实验时压缩机一段入口压力维持在 3.0Mpa,此项工作由合成车间负 责。
3、 合成车间合成塔配备有经验的操作工操作,密切注意合成塔操作压力、温 度,严谨超温、超压。
3、 必须保证两个防喘振阀(包括电气阀门定位器等)能够正常工作,紧急时 能保证人为的迅速打开防喘振阀。
4、 在压缩机的流量和压力特性曲线上,流量比设计点低的一侧有一个最小流量和相应的压力点,如果进一步减少流量,则压力将会下降,此时,运转将不稳 定。
该点称为喘振点。
可以认为,流量比喘振点大的一侧为稳定工作区,而小的 一侧为不稳定工作区,或称为喘振区。
如果在喘振区工作 ,将发生流量大幅度升降、排气压力波动和噪音增大,导致机器损坏。
此外,由于排气的再压缩,使温 度急剧上升。
为避免发生喘振,常采用以下措施,即保持转速一定时增加吸气量, 或保持吸气量一定时降低转速。
、合成气机组系统图 -IsJ M喘振实验过程描述: 1 •实验前准备JLr«B SCMJf« 匚 MdMqn llri|¥跡段主與草 压帧 |蒸汽丘蒸i 宅冷緬耙| 斑竝、wee. ftESSl 干弓钿 1 启OQ-Oct'05 152n-M Alarm 卧2rr servera Stn12 OperHUJ flW 曹理 Action 匚世珈常 也打Command! 100% a Time 術炜上术 ⑷1屮:A M U T U & H 1Charnel 1S n皿 △盘 ED Q E3 B a [Ki ■ E 園 |a r(F帶口 fTHTW^lHsvaist、压缩机组喘振实验一段 □S2tl51nm空分车间组织好以下人员:有经验的现场机组维护人员4 人(发现实验期间有异常情况,马上通知开防喘振阀),有经验的数据观察记录人员3 人。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CCC 压缩机防喘振控制技术研探摘要:喘振现象,喘振控制线确定,控制算法的使用及各种控制线的功能。
关键词:喘振防喘振CCC1. 喘振现象喘振是涡轮压缩机特有的现象,我们可以从下图的简单模型来解释这一特性,从图中可以看出当容器中压力达到一定值时,压缩机运行点由D沿性能曲线上升,到喘振点A,流量减小压力升高,这一过程中流量减小压力升高,由A点开始到B点压缩机出现负流量即出现倒流,倒流到一定程度压缩机出口压力下降(B-C),又恢复到正向流动(C-D),这样,气流在压缩机中来回流动就是喘振,伴随喘振而来的是压缩机振动剧烈上升、类似哮喘病人的巨大异常响声等,如果不能有效控制会给压缩机造成严重的损伤。
喘振工况的发展非常快速一般来讲在1-2 秒内就以发生,因而需要精确的控制算法和快速的控制算法才能实现有效的控制。
2. 喘振控制2.1 喘振线的确定通常压缩机都会有一系列的性能曲线图(如下图所示),其坐标是多变压头-入口流量,由于压缩机入口条件的不同(如温度、压力、分子量等)其喘振曲线是分散的多条曲线,给喘振的控制带来困难,CCC 根据压缩机的设计理论喘振理论和自己的经验开发出了一套计算方法和软件,可以将多变的入口条件的喘振曲线转化成与入口条件无关的曲线(如下图)。
这样就可以方便地确定喘振点。
而一般来讲压缩机制造厂商提供的性能曲线是计算值,会有一定偏差,特别是旧机组的性能会发生变化或者没有性能曲线。
为了精确控制需要对喘振曲线做现场测试,传统的测试方法需要由经验丰富的测试工程师来进行测试,人为地判断压缩机是否到达喘振点,这样做带来了巨大的风险,因为人的判断无法保证100%的准确。
而且由于到喘振点时需要人来手动控制打开防喘振阀往往会动作滞后或过早打开难以避免给机组造成损伤或无法实现准确测量CCC 的喘振算法和控制算法能够在自动状态下测量喘振曲线,从而避免了人为测量的风险并能准确测量记录线。
这一功能是CCC 的专利技术而且是世界独一无二的。
2.2 喘振控制算法在传统的防喘振控制算法中,只是简单地用折线仿真线用运行点的流量与喘振点的流量比较,当达到喘振点时打开回流阀(放空阀),这样做会造成大量的回流放空能量和造成工艺的扰动甚至中断。
CCC 的控制算法可以由下图简单说明:喘振线上的点因而,图中Ss>1 的区域为喘振区域,Ss<1 的区域为安全区域。
通过对Ss 值的计算就可以建立喘振的数学模型,从而实现控制。
2.3 功能描述2.3.1 各种控制线(1) Surge Limit Line, SLL压缩机在不同的工况下有不同的性能曲线,每一条性能曲线都有一个喘振极限点,所有这些点构成了一条喘振极限线SLL。
(2) Surge Control Line, SCL为防止喘振发生,CCC防喘振控制算法在喘振极限线SLL右边设置了一个可变的安全裕量b ,这样就可以在操作点到达喘振极限线之前开始动作,增加压缩机的流量。
(3) Recycle Trip Line, RTLRTL规定一个操作极限,如果操作点超过这个极限,循环跳闸响应将快速打开防喘振控制阀。
RTL位于SCL与SLL之间。
(4) Safety On Line, SOLSOL 定义一个操作极限,如果操作点超过这个极限,则表明压缩机已经正在发生喘振,安全保险响应将增加喘振控制线的裕度(总b值) ,迅速制止喘振。
SOL线在喘振极限线的左边,二者之间的距离为SO。
(5) Tight Shut-off Line, TSLTSL 定义最小的SCL的偏差,位于SCL线的右边二者之间的距离为d1。
2.3.2 CCC 防喘振控制算法的控制功能(1) PID 控制响应对于缓慢的小的扰动,使操作点进入喘振控制线SCL 左边的喘振控制区,CCC 防喘振控制算法的PI控制算法,根据操作点与SCL 之间的距离产生相应的比例积分响应,防止压缩机操作点回到SCL左侧的非安全控制区。
CCC防喘振控制算法的微分作用不是直接控制输出,而是用于加大CCC防喘振控制算法的安全裕量。
这样操作点在向喘振方向移动,但并没有实质的喘振危险时,不会将防喘振阀打开,只有在操作点处于或者接近防喘振控制线SCL时,才通过加大安全裕度使控制响应加大增加流量,这样一来对于一般的扰动既可以保持工艺过程稳定又能防止喘振的发生(2) RTL 响应如果对于一个较大较快的扰动,当比例积分响应和特殊微分响应不能使压缩机操作点保持在SCL 线的右边,而是操作点瞬间越过了SCL 左边的RTL,则RTL响应就会以快速重复的阶跃响应迅速打开防喘振阀,这样就恰好可以增加足够的流量来防止喘振。
(3) 根据SOL 线的安全保险响应如果因意外情况(如组态错误、过程变化、特别严重的波动)使压缩机的操作点越过SLL线和SOL线而发生喘振,则安全保险响应就会重新规定喘振控制裕度,使喘振控制线右移,增加SCL与SLL之间的距离,在一个喘振周期内将喘振止住。
(4) TSL 响应如果操作点在TSL线的右边,那么防喘振控制算法的TSL 响应将输出0 或者100%的信号,关闭防喘振控制阀。
CCC 防喘振控制算法根据喘振发生的特点,通过设定不同的控制线,当操作点越过不同的控制线产生不同的控制响应,把这些响应组合在一起产生一个独特的控制响应,这种控制响应既能防止喘振,又不会使工艺过程产生不必要的波动,也不需要浪费能量。
(5) Safe-on 响应如果机组实际发生了喘振,则喘振控制算法自动加大一个安全裕量b4 ,以防止喘振的再次发生,这一动作最多可以加大5 次b4,并且可以手动或自动复位。
(6) Fall-back 功能CCC 防喘振控制算法中有各种备用控制策略,当计算喘振接近度SS 公式中所用的输入信号出现故障时,提供一个经验缺省值以保持喘振控制的运行。
(7) 手动控制手动控制可以让操作员手动控制防喘振阀的开度。
手动操作有两种方式,一种是完全的手动,在这种方式下喘振控制算法即使探测到喘振工况也不能控制防喘振阀;另一种方式是在手动操作中,如果喘振控制算法探测到喘振工况就可以控制防喘振阀来保护机组。
(8) 解耦控制对于有性能控制的机组,通常会通过调节压缩机的速度或入口调节阀的开度来满足工艺要求。
当压缩机进入喘振调节时,有时性能控制会同时要求减小流量(如性能控制变量为入口压力时),两个控制回路是互相反作用的,从而造成系统的不稳定,使机组更加接近喘振。
针对这种情况,CCC的性能控制算法和喘振控制算法会将各自的输出加权到对方的控制响应中去,从而实现解藕控制来使两个控制回路协调动作,迅速稳定系统。
(9) 自动加载和停机功能配合调速控制和性能控制,CCC的控制算法能够在机组达到最小控制转速后或当出口单向阀打开时,以一定的速度关闭防喘振阀同时维持出口压力不变,将机组并入到工艺系统中去。
停机时则自动打开防喘振阀,将机组切出系统。
(10) 负荷平衡与负荷分配功能防喘振控制算法配合性能控制算法将并联/串联运行的机组控制在与喘振线等距离的运行点上。
(11) CCC 喘振控制算法功能框图:3. 采用CCC 防喘振控制算法的益处:(1) 压缩机运行更经济:采用先进的防喘振控制算法,压缩机可以在更靠近喘振极限的位置运行,而不必打开回流阀。
(2) 工艺过程控制更加精确:内置的回路解耦算法允许性能控制算法和防喘振控制算法之间更快地协调并消除防喘振控制动作可能产生的间断效应。
(3) 减少压缩机停机时间:CCC防喘振控制算法消除了因喘振或者过载引起的不必要停车。
(4) 压缩机维修费用降低,消除损害性的喘振,减少大修次数。
(5) 压缩机运行更可靠:采用退守(FallBack)策略控制算法能够在变送器发生故障时,继续防止喘振。
(6) 操作简化:RTL和SOL响应减少了操作者的介入。
(7)更低的工程成本:专门针对压缩机的具体条件而设计,用户不必进行软件设计和软件组态,降低开车费用。
(8) 降低压缩机初始投资:防喘振控制算法和过载保护延长了压缩机寿命。
4、宁夏石化公司4111-K1存在问题及改造后状况宁夏石化公司化肥一厂空气压缩机组(4111-K1)由德国德马克公司制造,压缩机的型号为 AR150-8V-2,8级轴流,2级离心,由一台日本三菱重工公司生产的型号为 7EH-9 的带中间抽汽的凝汽式工业汽轮机驱动。
此台机组自上个世纪八十年代安装使用后,其控制系统一直未进行过改进,一直沿用原机组配套的机械/液压式调速/抽汽控制系统。
该机组的防喘振控制系统属于传统常规控制。
压缩机组在多年的使用中多次出现喘振情况,造成装置停产事故。
4.1.1 原防喘振控制器在DCS 中实现,而非采用专用的防喘振控制器。
喘振是此类压缩机的固有特点,但压缩机的喘振线并不是一条固定不变的曲线,它根据入口工况的不同(入口的压力,温度,湿度,分子量等)而时时改变,防喘振控制器应能具有能根据入口工况时时调整喘振线的能力。
DCS 中防喘振控制算法简单,无法做到这一点。
CCC 通过独有的,获得专利技术的简化压头(hr)-简化流量(qr)算法,能够实现自动变工况控制(例如,压缩机的喘振线根据冬夏季的入口温度变化时,时时自动调整)。
4.1.2 原 DCS 系统的执行周期太长(>500 毫秒)。
而压缩机的喘振特性决定了压缩机的喘振周期特别短,初始的喘振周期只有20-50毫秒。
大于500 毫秒的执行周期显然无法及时地发现和制止初始的喘振,只有当喘振深度很大时,才加以控制,但此时已无法阻止喘振发生。
CCC 专用的防喘振控制器采用5 毫秒的采样周期,40 毫秒的执行周期,能够及时地捕捉初始的喘振迹象,提前控制,防止喘振的发生。
4.1.3 原喘振线没有在线实测。
压缩机厂家提供的喘振线是其理论计算值,压缩机现场安装后,由于密封间隙,管线布置等情况的改变,压缩机的喘振线会改变。
只有在压缩机开工过程中实测喘振线,并结合简化压头(hr)-简化流量(qr)的变工况专利算法,才能准确的计算出压缩机的喘振线和运行点,并为其精确控制提供依据。
CCC 能够利用为用户提供的专用控制器,在开工过程中在线实测喘振线。
4.1.4 原系统没有压缩机性能控制。
原控制系统缺少性能调节,只能通过手动控制导叶。
CCC 提供专用的性能控制器,实现压缩机性能的自动调节。
并通过性能和防喘振之间的解耦算法,性能超驰控制算法和极限控制算法共同实现精确控制。
4.1.5 原控制系统防喘振控制策略简单。
原系统通过传统的PID 控制来调节。
PID 控制对于一般的过程控制有效,但对于快速的动态防喘振控制,根本无法满足要求。
CCC 通过PI 响应,自适应微分响应,专利的多步RTL响应和专利的SOL 响应来共同实现防喘振调节(如下图)。
4.2 改造后效果。
2013年11月,借大修机会,电仪部采用CCC控制系统对4111-K1防喘振系统进行了升级改造。