联轴器找正对中的调整
联轴器找正对中方法

将两段铁丝缠绕在两个靠背轮上,注意缠紧,使铁丝与轴之间没有相对运动。调整铁丝间的距离S为一定距离,不要靠紧也不要离的太远。并且记住这个初始距离。
同方向旋转(顺时针逆时针都可以)两个轴一周,尽力使任何时候两轴转过的角度都一致。中间每隔90度停止一次,查看S的变化,这种办法可以检测端面的垂直度一致性,就是检查轴的水平度,还可以检查出两轴上下的不对中度,是比较直观的一种方法,缺点同传统方法一,目前不是很常用了.
3)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备,但缺点有三:1.精度不高;2.费时费人力,不容易一次性做好,通常需要反复找正,如果遇到机台需要即可恢复生产,比较被动;3.对于大型设备及复杂现场,很难用此方法完成.先进精密激光对中方法
目前国内使用最广泛的轴对中方法为精密激光(雷射)找正法所使用仪器:激光对中仪产品型号:D450/D505/D525/630/650/D670
原产地:瑞典
激光对Байду номын сангаас仪D450/D505
优势及 特点以联轴器连结的设备,即使采用挠性联轴器也要良好的对心才能避免联轴器、轴承、轴封等组件快速磨损,传统采用量表对心的方式需要经验丰富的保养师傅才能达到对心要求精度,否则不但耗时、耗人力,也不易达到标准;此雷射对心仪利用双雷射双量表法的原理,将二个雷射检测器分别安装于联轴器两侧的转轴上,以 9-12-3 点钟量测读值,就可以立即检查轴心是否对准,而且动态监控调整由主机计算出来调整尺寸,除联轴器对心精度高之外,更可以节省对心时间一半以上。此仪器所配备的雷射检测器内建精密角度仪,只要量测角度达40 度以上,就可以得到准确的对心结果。
大型机组联轴器的三表法对中找正
标示执行。
调整驱动电机联轴器端面与压缩机联轴器端面找正间隙,两端面找正间隙量为联轴器调整垫片厚度(20mm),确定电机端面与压缩机端面间隙时,必须先将电机转子磁力中心位置固定好。
2 联轴器对中找正2.1 找正程序将专用找正工具固定在压缩机主轴侧联轴器上、再将一个径向C表、两个轴向表A表与B表装在表架上,表架在全负荷下检查校正合格(图2),保证表针所测的轴向与径向面光洁度,径向测点的轴向面应与主轴轴心保持平行,对中找正前,将百分表调零,沿轴向拨动主轴使百分表在轴向串动,径向表值不得有变化,否则将导致径向百分表得数的偏差。
图2 全负荷下检查校正合格的表架径向百分表(C表)垂直指在电机联轴器轴向面上,百分表转在上面0°时,表针调整为零,将电机联轴器旋转180°,观测表针变化。
轴向双表(A/B表)垂直指在驱动电机联轴器径向面上,当轴向两表与联轴器表面垂直时,将上下表两同时调整为零,将电机联轴器同步旋转180°,观测表针变化。
找正时轻轻盘动压缩机主轴联轴器,通过一同时横穿两半联轴器螺栓孔的短圆柱棒去带动电机联轴器,每旋转一个90°,记录出径向和轴向表数据,根据正负数据进行机组对中偏差调整。
2.2 偏差值计算方法百分表上下相减为垂直差,左右相减为水平差,所减差值确定为对中偏差值。
如图3所示,径向C表顺时针每90°读取数据分别为C1、C2、C3、C4,轴向A/B表顺时针每90°读取数据分别为A1、A2、A3、A4/B1、B2、B3、B4,径向/轴向偏差(角偏差)值计算方法:径向偏差:垂直偏差=C1-C3/C3-C1;0 引言联轴器在安装时必须精确地找正、对中,否则设备运行过程中将会在联轴器上引起很大的应力,将严重地影响轴、轴承和轴上其他相关零部件的正常工作,甚至引起整台机器设备和基础的振动或损坏等。
因此,机组、泵和驱动机联轴器的对中找正是安装和检修过程中很重要的工作环节之一。
第7课百分表测量联轴器对中的操作方法
第三课百分表丈量联轴器对中的操作方法一、联轴器找正常有误区及正确方法1、找正打表时只使用一个或两个百分表使用一个百分表只好作用在联轴器的圆周方向上,或在端面上也打一只表测联轴器的张口,考虑到机泵类在盘车过程中会出现轴向窜动的现象,因为窜动量不平均致使端面一个百分表在旋转一周的过程中数据差异较大,测得的数据易失真。
正确的做法 : 需要在联轴器端面方向上需要用两个成180 °的百分表,用于抵消各个位置窜动量不一致的状况,所以联轴器找正打表时一般状况下需要用 3 块表,即圆周 1 块表,端面 2 块表 ( 在联轴器端面上呈 180°) 。
2、找正时未将地脚螺栓拧紧就打表地脚螺栓未紧固或紧固不完全就打表,此机遇泵地脚螺栓的状态和实质运转状态差异较大,致使丈量数据存在较大偏差,测得的数据为虚假数据。
正确的方法 : 打表以前将机泵的地脚螺栓进行紧固,紧固程度和机泵在运转时的状态同样,这样打表时测得的数据才是真切数据。
3、两联轴器未联到一块就打表因为未将两联轴器穿到一块,使得打表过程中出现两联轴器一端旋转,另一端静止。
这样做的致使的状况是因为联轴器在制造过程中存在偏差,联轴器的端面不是完整平坦,圆周也不是十分圆,造成丈量数占有必定的偏差。
正确的方法 : 打表前将联轴器用一螺栓或柱销串连,注意要保证螺栓或柱销能在两联轴器的螺栓孔中轴向和径向都有必定的活动量,这样才能将数据丈量精准。
4、按丈量数据增减垫片后,再丈量数据仍是偏差很大找正时常常碰到的状况是依据打表数据进行增减垫片,再打表找正时发现数据依旧偏差很大。
这类现象在清除百分表故障的状况下一般是因为增减垫片的问题,用于现场增减的垫片往常都是用剪刀裁剪,因为裁剪不齐整致使边角起皱,使得增减垫片的实质厚度与垫片的整体厚度存在偏差,造成丈量数据不正确。
正确的方法 : 裁剪垫片刻,对裁剪后的边角进行修整 ( 可用砂轮机对边角进行打磨 ) ,保证垫片平坦无起皱及卷边等现象,这样依据计算数据找正才能迅速有效。
联轴器找正的计算方法和调整步骤
联轴器找正的计算方法和调整步骤1前言联轴器是机械设备中的重要部件,在汽轮机组、水泵、风机等转动机械的联接中普遍使用。
为了避免联轴器不同心而使设备产生较大的振动、损坏,要求转动设备中的联轴器必须保证较高的同轴度。
因此,联轴器的找正是一项非常重要、精度要求很高的工作。
2联轴器找正的质量标准联轴器找正的质量标准因设备的转速和联轴器的型式而异,水泵、风机等通用机械的联轴器允许偏差值如表1所示。
3联轴器找正的原理3.1 对联轴器中心偏移情况的分析联轴器中心偏移不外乎以下2种情况:Q)联轴器端面张口方向与中心偏移方向相反(上张口时中心低,下张口时中心高;左张口时中心偏右,右张口时中心偏左);(2)联轴器端面张口方向与中心偏移方向相同(与⑴描述相反)。
3.2 理论上联轴器找正的计算与调整就联轴器中心偏移第1种情况中:上张口(数值为δ),中心低(数值为4 h),如图1所示为例。
为保证同轴度需进行如下调整(一般调整电机等易移动的设备),计算的原则是〃先消张口后消圆周〃:Q)消除联轴器张口,可在前支座A及后支座B下分别增加不同厚度的垫片。
垫片的厚度经过如下计算:利用图2中三角形AFGH∖^ECA及^EDB的相似关系和相似三角形对应边成比例的定律,可得出如下关系:AC∕GH=AE∕FH ,进而有AC=(AE / FH)χGH式中GH——上张口值δ ;AE ——前支座到联轴器端面的距离;FH——联轴器直径。
同理,后支座加垫片的数值BD=(BE / FH)×GH o(2)消除联轴器高差,电机轴应向上垫起Ah (如图2所示)。
这时,电机前、后座应同时加垫Ah厚。
综合以上两步骤,总调整量:电机前支座A加垫片厚度Xl=Δh+AC (1)电机后支座B加垫片厚度X2=∆h + BD⑵假定上(右)张口时,AC、BD取正值,下(左)张口时,AC、BD则取负值;电机中心低(偏左)时,加取正值;电机中心高(偏右)时,Ah则取负值,当X为正数时加垫片(或右移),X为负值时减垫片(或左移)。
水泵和电机联轴器的找正、对中方法
水泵和电机联轴器的找正、对中方法水泵和电机联轴器的对准,对准方法1,泵对准的重要性由泵和电机联轴器连接的两轴的旋转中心应严格同心,安装时联轴器必须准确对中,否则会对联轴器产生很大的应力,严重影响轴、轴承和轴上其他部件的正常运行,甚至造成整机和基础的振动或损坏。
因此,寻找泵和电机联轴器是安装和维护过程中最重要的工作环节之一。
2.联轴器的对准就是对偏差的分析安装新泵时,可能无法检查联轴器端面和轴之间的垂直度,但安装旧泵时,必须仔细检查。
如果不垂直,应在校准前进行调整。
一般来说,有四种可能的情况。
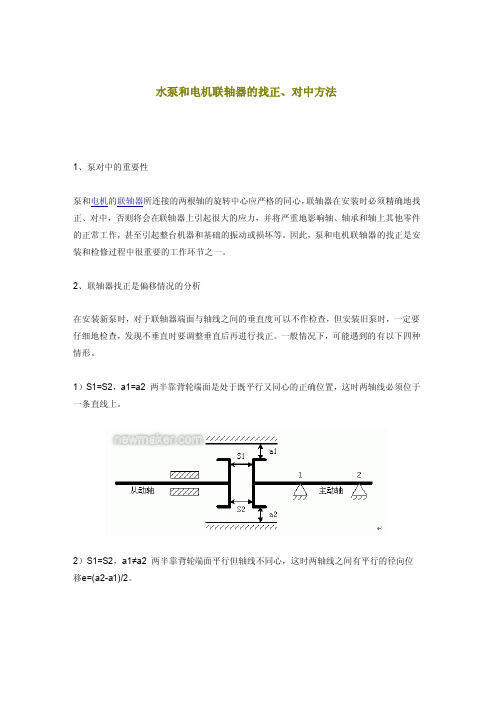
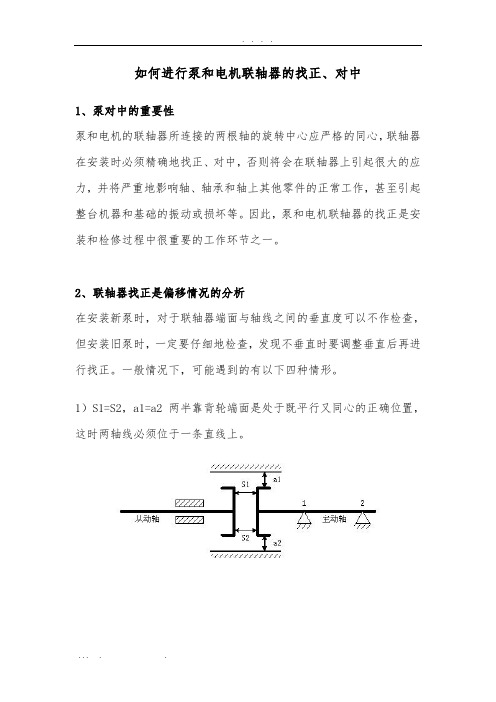
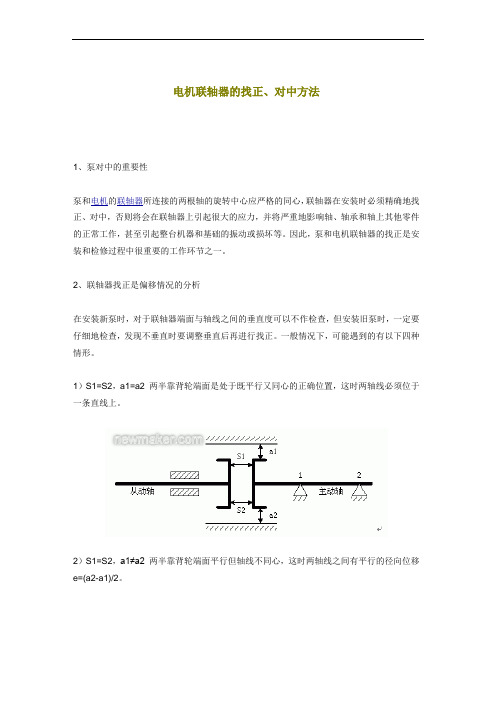
1)S1=S2,a1=a2两个靠背轮半体的端面处于平行且同心的正确位置。
这时,两个轴必须在一条直线上。
2)S1=S2,a1≠a2两个靠背轮的端面平行,但轴线不同心。
此时,两个轴之间存在平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2两个靠背轮的端面同心但不平行,两个轴之间存在角位移α。
4)S1≠S2,a1≠a2两个靠背轮的端面既不同心也不平行,两个轴之间既有径向位移E又有角位移α。
耦合是在第一个条件下,我们正在努力实现,但是第二个、第三个和第四个条件是不正确的,所以我们需要调整到第一个条件。
安装设备时,首先安装从动机器(泵),使其轴处于水平位置,然后安装驱动机器(电机)。
因此,只需通过调整驱动机来调整正时,即调整驱动机(电机)支撑腿下的缓冲面。
3.定时测量和调整方法以下主要介绍维修过程中两种常用的测量和调整方法,可分为: 1)使用刀形量规和测隙规测量联轴器的不对中,使用楔形间隙轨或测隙规测量联轴器端面的不平行度。
该方法适用于低转速、低精度要求的弹性连接设备。
2)用百分表、量规架或专用对准工具测量两个联轴器的未对准和不平行度。
该方法适用于高转速、刚性连接、高精度要求的旋转设备。
注意:1)用塞尺和刀形规找正时,联轴器径向端面表面应平整、光滑、无锈蚀、无毛刺。
2)为了清楚地看到刀尺的光,最好使用手电筒。
联轴器对中原理及常用测量调整方法介绍
联轴器对中原理及常用测量调整方法介绍联轴器对中原理及常用测量调整方法在传动设备安装和检修过程中,对于采用联轴器传动的机器,联轴器两轴的对中调整是一个极为关键的工序。
而目前使用的安装标准规范中,关于机组轴系对中调节的内容,特别是对中调整的原理部分叙述比较简略。
本文总结现场安装施工经验,较为完整的论述了机组轴系对中原理及其测量调整方法。
在传动设备的安装和检修中,对于两个或两个以上的用联轴器连接的旋转设备(如泵、汽轮机等),影响其正常运行的因素有很多。
如基础问题、各旋转设备的内件安装等,都会影响到机组的正常运行。
其中机组联轴器对中调节工作的好坏,也是影响机组运行的一个重要因素。
在机组运行过程中, 往往会因联轴器对中调节工作的误差而产生旋转轴振动和轴承过热等现象,有时甚至会出现传动轴折断等重大事故。
为了保证机组联轴器的安装质量,确保机组的正常运行,有必要针对机组联轴器对中的原理及其常用的测量调整方法进行深入细致的探讨。
2 机组轴系联轴器对中(即定心)原理2.1 轴系对中的相关概念解释2.1.1 定心任何一个独立的旋转设备,都有它自己的旋转中心线(以下称轴心线)。
把两个以上的轴连接起来,让它们的轴心线同在一条线上(这条线是包含在一个垂直平面上带有挠曲的自然挠度曲钱)的工作就叫做定心。
2.1.2 挠度和自然挠度线任何一个设备的水平轴的轴心线,由于转动部分的重量,实际上都不是一条直线,而是一条向重力方向挠曲的线,下挠部分与水平线的距离就是该轴的挠度。
对于大型设备,如大型电机、它的轴心线由于设备的自重大,就明显地呈现挠曲状,由转动体自重形成的轴心线挠曲叫自然挠度线。
在定心时绝对不能把它当成直线,必须按照它的自然挠度线定心,才能保证定心上作的质量。
在透平机精找正后”各转子的中心线,包括电机中心线和增速器中心线*应形成一条连续的挠曲线*机组各段转子或轴的自重挠度,通常在工厂制造时已经要求限定在一个范围内,通过定心时的测量*也可以计算出来.2. L3机组调整定心基准的确定机组就位前,必须合理确定供机组找平找正的基准机器。
往复式压缩机组联轴器对中找正技术要点
往复式压缩机组联轴器对中找正技术要点摘要:由于往复式压缩机的结构比较复杂,且本身就存在各种各样的零部件,一旦在安装过程中出现问题,势必会出现各种各样的故障问题,严重影响着往复式压缩机的正常运行。
因此,为确保往复式压缩机安装的整体质量,有必要对往复式压缩机安装要点及质量控制进行深入分析,进而为其提供可靠的参考依据,使往复式压缩机的安装更具有科学性及有效性,为往复式压缩机安装技术的发展提供有利支持。
关键词:往复式压缩机;安装要点;质量控制往复式压缩机运行满16000小时后,就要进行一次大修,检查机组曲轴、轴瓦、连杆、十字头等部件的磨损情况,机组检修完成后,最后对机组进行对中找正是重中之重,对中找正的主要技术要求是保证两轴线的同轴度。
误差过大的同轴度将会使联轴器、曲轴及其轴瓦产生附加载荷,使机组的振动较大、轴瓦磨损严重,同时可能损坏电机轴承等问题,甚至发生联轴器疲劳断裂事故。
本文针对具体装置现场设备具体情况,提出最合理对中找正的方法,确保机组安全平稳运行。
1.往复式压缩机组件的安装要点及质量控制1.1机体安装机体是往复式压缩机的重要组成部分,整个机体安装过程要按照以下几个层次进行:①在压缩机安装之前,固定好机体位置。
通过千斤顶对机体位置进行调整,确保机体底座的横向及纵向基准线与纵横中心处于同个基准线。
在调整机体位置的时候,需要将横向及纵向基准线之间的误差控制在5m范围内。
②在调整压缩机斜垫的时候,需要将机轴中心标高与设计标高的误差控制在3m范围内。
③在进行压缩机灌浆的时候,要做到一次完工,整个过程要保证地脚螺栓处于底座螺栓的正中心。
在压缩机灌浆工作结束后,需要以一周时间做好灌浆层的固化和养护工作。
1.2电机安装在进行电机安装的实施,需要根据主机确定电机的安装位置,事先做好对电机的检测工作,以此确保电机水平度低于0.1mm/m。
在进行电机调试工作的时候,应采用电机垫铁法,将轴向位移和径向位移造成的误差控制在0.05m范围以内。
浅谈联轴器对中调节方法
浅谈联轴器对中调节方法对中是将联结在一起的两台设备的运转中心线通过校对调整,使其成为一条直线。
以离心泵为例,泵轴与叶轮、轴套、轴承等转动部件形成离心泵的中心线,电机轴与转子、轴承等转动部件形成电机的中心线,在理想状态下,这两条中心线在通过联轴器联接后互为延续,形成一条直线。
在这种情况下,电机与泵所承受的额外负荷最小,是设备最理想的工作状态。
在某些大型离心式压缩机的出厂说书上,对联轴器的对中精度提出了要求,但大部分中小型离心泵对联轴器对中精度一般没有专门的规定。
本文主要分析探讨了联轴器对中调节的方法,以供参阅。
标签:联轴器;对中;方法一、不对中的方式1、联轴器不对中的症状当泵轴与电机轴不对中运行时,设备会表现出一些典型症状:①设备的振动与噪音增大;②轴承、密封(盘根或机封)、联轴器、转轴提早损坏;③用振动仪测量时,轴承在轴向与径向产生一、二倍频的大振动;④轴承位置有高温甚至大量排出润滑油等现象;⑤基础螺丝有松脱现象;⑥联轴器间隙过大或破损;⑦联轴器有高温现象且橡塑料联轴器会有粉末排出;⑧电机运转电流偏高;⑨轴承损坏在轨道上有180度与内外对称磨损现象。
2、联轴器不对中的有哪些方式造成联轴器不对中的原因有两个:两条轴线在径向上的偏差和在角度上的偏差,一般这两种偏差同时存在。
表现在联轴器的形态上,有以下两种:两半联轴器上张口,或两半联轴器下张口。
其中两半联轴器上张口又分为电机侧联轴器高和电机侧联轴器低两种;两半联轴器下张口又分为电机侧联轴器高和电机侧联轴器低两种。
不对中的危害当联轴器处于不对中状态工作时,会在联轴器上产生很大的应力,严重影响轴、轴承和轴上其它零件的工作,对设备会造成以下伤害:1、设备振动增大;2、噪音增加;3、盘根或机械密封损坏;4、联轴器磨损或损坏;5、轴承损坏;6、效率降低,能耗增加;7、电机过热;8、设备寿命降低等。
甚至引起整臺机器和基础的振动和损坏。
因此,良好的对中可以减少生产损失,延长设备的使用寿命,减缓轴承和密封失效,降低设备的振动,减少联轴节的磨损,降低维修成本,减少耗电。
水泵和电机联轴器的找正、对中方法
水泵和电机联轴器的找正、对中方法1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
动设备联轴器找正的方法
动设备联轴器找正的方法要保证联轴器的良好工作和正常运转,需要进行正确的调整和找正。
下面将详细介绍动设备联轴器找正的方法。
1.防止润滑不良导致的偏差:联轴器在使用过程中需要确保良好的润滑。
当润滑不良时,轴承和联轴器的轴心线会发生偏移,进而导致运动不正常。
因此,必须定期检查润滑情况,保持充分的润滑,避免轴心线偏差。
2.调整轴承座的垂直度:联轴器在运转中可能由于轴与轴承座的不垂直而发生偏差。
因此,在安装时应确保轴承座的垂直度。
可使用水平尺或水平仪来检查轴承座的垂直度,调整调整螺丝使其垂直。
3.使用对中装置进行对中:对中装置是用来调整联轴器两端轴的相对位置的设备。
通过对中装置,可以正确地调整轴的位置和角度,使其与联轴器相匹配。
通常,对中装置包括两个指示器,一个固定在一个轴上,另一个则测量另一个轴的偏差。
通过调整轴的位置和角度,使两个指示器的读数相等,即可完成对中。
4.检查联轴器两端的轴的直径:联轴器的两端轴的直径应该相等。
如果直径不一致,将会导致轴承座中产生偏心力,进而导致联轴器的不正常运转。
因此,在找正联轴器之前,应先检查轴的直径,并进行必要的调整。
5.使用同轴仪进行调整:同轴仪是一种精密测量设备,用于测量轴的同轴度和径向间隙。
通过同轴仪的测量,可以判断轴与轴承座的同轴度是否满足要求,并进行调整。
根据同轴仪的测量结果,可以判断轴的位置和角度是否正确,进而调整联轴器的位置和角度,找到正确的运转位置。
在进行联轴器找正之前,需要注意以下几点:1.保证调整过程的安全:在进行联轴器找正之前,必须确保设备处于停止状态,并采取必要的安全措施,如断开电源和锁定设备,以防止任何意外发生。
2.仔细阅读设备说明书:联轴器调整需要根据具体的设备要求进行操作。
因此,在进行调整之前,应仔细阅读设备说明书,了解设备的结构和调整要求。
3.采取适当的工具和设备:在进行联轴器找正时,需要使用一些专门的工具和设备,如水平尺、水平仪、对中装置和同轴仪等。
联轴器的找正方法
联轴器的找正方法联轴器是一种用于连接两个轴或传递转矩的机械装置。
它具有很多优点,如传递转矩高效、传动平稳、结构紧凑、安装方便等。
然而,在使用联轴器的过程中,如轴不对中、联轴器不找正等问题很常见,这些问题会导致联轴器运行不稳定,增加了设备的维修和使用成本。
因此,正确找正联轴器是非常重要的。
要正确找正联轴器,首先需要明确找正的目的。
找正的目的是使两个轴的相对位置、旋转中心线保持一致,以便减少振动和噪音,并延长联轴器和传动装置的使用寿命。
下面是一些常用的找正方法:1.直线找正法:这种方法适用于对称联轴器。
首先用卡尺测量两个轴之间的距离,并将其记录下来。
然后使用调整螺栓,逆时针或顺时针旋转联轴器的一侧,直到两个轴的距离相等为止。
2.水平器找正法:这种方法适用于轴对中误差较大的联轴器。
首先在轴的水平面上选择一个距轴中心较远的位置,然后安装水平器,并调整联轴器的位置,使水平器在水平面上显示平衡。
3.引导装置找正法:这种方法适用于大型联轴器,适用于在找正过程中需要对轴进行微调的情况。
首先安装一对安装在轴上的引导供件,并用螺栓固定。
然后微调螺栓,并监测联轴器的位置,直到两个轴的相对位置和旋转中心线一致。
4.精密测量仪器找正法:这种方法适用于高精度联轴器。
使用一些精密测量仪器,如激光测距仪或光电传感器,来测量联轴器的相对位置和旋转中心线。
然后根据测量结果进行微调,直到达到要求的精度。
除了以上的找正方法,还有一些其他的技巧和注意事项可以帮助找正联轴器:1.安装前先清洁:在进行安装前,应确保联轴器和轴的表面干净,并清除灰尘、油污或其它杂物。
这可以提高安装的准确性和联轴器的运行稳定性。
2.选择合适的润滑剂:润滑剂在联轴器的运行中起着至关重要的作用。
选择适合工作环境和负载要求的润滑剂,并定期更换和补充润滑剂。
3.加强维护和保养:定期检查联轴器的工作状态,检查联轴器和轴的磨损情况,并及时进行维护和保养。
这可以延长联轴器和传动装置的使用寿命,并提高工作效率。
电机联轴器的找正对中方法
电机联轴器的找正对中方法电机联轴器是用于连接电机和负载设备的一种机械元件。
它的主要作用是传递电机的动力和扭矩,使两者之间保持正确的旋转同步。
为了确保联轴器的运行效果和使用寿命,必须正确进行安装和调整。
下面将介绍电机联轴器的找正和对中方法。
一、电机联轴器的找正方法:1.准备工作:在进行找正调整之前,首先需要将电机和负载设备之间的连接螺栓全部拆卸,然后将电机固定在座标台或工作台上,以确保其稳定。
2.装配联轴器:将联轴器两个端部与电机和负载设备分别连接,并使用连接螺栓将其固定。
注意,在紧固连接螺栓的过程中,要保证联轴器两端的轴向对中。
3.找正调整:通过旋转电机轴,观察联轴器两端机械部件的轴线是否在同一直线上。
如果出现偏移,需要进行找正调整。
(1)静态找正:在调整过程中,不需要电机运行。
通过调整联轴器两端的位置,使得联轴器两端的机械部件轴线与电机轴线保持同一直线。
具体步骤:a.使用测量工具(如千分尺)测量联轴器两端的轴承端面和固定端面之间的距离。
b.根据测量结果,调整联轴器两端的位置。
一般来说,只需要微调联轴器的位置即可。
c.继续测量并调整,直至两端的距离一致为止。
(2)动态找正:调整过程需要电机运行,通过观察联轴器两端的振动情况,找出偏差并进行调整。
具体步骤:a.保持电机静止,通过调整联轴器两端的位置,使得联轴器两端的机械部件轴线与电机轴线保持同一直线。
b.让电机运行,观察联轴器两端的振动情况。
如果振动较大或出现异常情况,说明还需要进行调整。
c.继续调整联轴器两端的位置,观察并记录振动情况,直至振动降至最低水平。
二、电机联轴器的对中方法:1.准备工作:在进行对中调整之前,需要确保联轴器两端的轴线准确无误,即完成了找正调整。
2.测量判断:使用测量工具(如划线尺、角尺等)测量联轴器两端的旋转偏差。
如果旋转偏差较小,则说明联轴器已经基本对中。
3.对中调整:通过调整联轴器两端的位置,使得联轴器的旋转偏差尽量接近于零。
如何进行泵和电机联轴器的找正、对中
如何进行泵和电机联轴器的找正、对中1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意:1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
电机联轴器的找正、对中方法
电机联轴器的找正、对中方法1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意:1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
211004369_往复式压缩机组联轴器对中找正技术要点
114往复式压缩机运行满16000小时后,就要进行一次大修,检查机组曲轴、轴瓦、连杆、十字头等部件的磨损情况,机组检修完成后,最后对机组进行对中找正是重中之重,对中找正的主要技术要求是保证两轴线的同轴度。
误差过大的同轴度将会使联轴器、曲轴及其轴瓦产生附加载荷,使机组的振动较大、轴瓦磨损严重,同时可能损坏电机轴承等问题,甚至发生联轴器疲劳断裂事故。
本文针对具体装置现场设备具体情况,提出最合理对中找正的方法,确保机组安全平稳运行。
1 压缩机的基本参数及组成特点1.1 基本参数基本参数见表1。
1.2 组成特点1.2.1 压缩机特点十台压缩机均采用卧式对称平衡式,布置方式为单层分体撬装布置。
与电动机的连接方式为刚性直联式。
1.2.2 联轴器联轴器组件包括:压缩机曲轴联轴器、电机转子联轴器、飞轮、飞轮定位盘及连接螺栓、螺母。
联轴器连接方式为刚性连接。
曲轴、飞轮和电机转子是由联接螺栓惯通连接,并紧固成为一体[2]。
2 联轴器对中找正的正常步骤对中找正就是用联轴器联接的两个相邻轴往复式压缩机组联轴器对中找正技术要点李海龙 高岗 姜峰 艾宣伯陕西延长石油天然气股份有限公司 陕西 延安 716000摘要:在大型往复式压缩机安装调试及大修过程中,机组联轴器的对中找正是一项十分重要的工作。
联轴器的对中找正能消除各轴在联轴器处附加干扰的机械应力,使机组的各轴心线达到同轴的要求[1],况且机组在经过大修后,机械磨合时各轴还可以维持合理的对中状态,保证机组平稳正常、长期地连续工作。
联轴器对中找正的质量能直接影响机器效能发挥的程度以及机组的使用寿命。
如果机组各轴对中找正质量差,会使机组投产运行时发生较大振动,并且会磨损轴瓦、曲轴等转动构件,更严重时会导致机组损坏。
关键词:联轴器 找正 压缩机 曲轴Key points of coupling alignment for reciprocating compressor unitLi Hailong, Gao Gang, Jiang Feng, Ai XuanboShaanxi Yanchang Oil and Gas Co., Ltd.,Yan'an Shaanxi 716000Abstract :During the installation, commissioning and overhaul of large reciprocating compressor, the alignment of unit coupling is a very important work. The alignment of the coupling can eliminate the mechanical stress of the additional interference of each shaft at the coupling, so that each shaft centerline of the unit can meet the requirements of coaxiality [1]. Moreover, after the unit is overhauled, each shaft can still maintain a reasonable alignment state during mechanical running-in, to ensure the stable, normal and long-term continuous operation of the unit. The quality of coupling alignment can directly affect the performance of the machine and the service life of the unit. If the alignment quality of each shaft of the unit is poor, it will cause large vibration when the unit is put into operation, and it will wear the bearing bush, crankshaft and other rotating components, and even more serious, it will cause damage to the unit.Keywords:coupling ;alignment ;compressor ;crankshaft表1 基本参数转速(r/min)吸气压力/MPa 排气压力/MPa 排气量(m 3/min)活塞行程/mm 气缸直径/mm 飞轮重量/kg 再生气压缩机420 1.41 5.017.2240Φ250/180115BOG压缩机420常压0.454.5240Φ500/33091循环BOG压缩机5850.35.07.9180Φ205/160/11542Copyright ©博看网. All Rights Reserved.115尽量减少其不对正的过程,它会使每个轴在正常运转工况下实际上尽量位于一条轴线上。
联轴器找正标准
联轴器找正标准
步骤:
(1
)将减速机吊运回工作位置,粗略调整两半联轴器相对位置,使联轴器两端面接近平行,中心接近对准,为精确找正奠定基础。
(2)找正原则:先调端面,再调中心,先调上下,再调左右。
端面误差用塞尺测量,中心误差用百分表测量(游标卡尺),测量点取上下左右每隔90°一点。
(3)根据测量误差,运用手拉葫芦、大锤、撬棍、垫片等工器具对减速机进行调整,使两联轴器端面误差控制在3丝以内,中心误差控制在4丝以内。
(4)误差控制在允许范围内后,固定地脚螺丝,先配上所有地脚螺栓,再对角紧固螺栓。
紧固完毕后在联轴器上插上柱销,并抹润滑脂。
(5)将电机吊运回工作位置,同理找电机输入轴与联轴器高速轴上联轴器中心。
(6)恢复防护罩,清理现场,进行试运。
如何进行泵和电机联轴器的找正对中
如何进行泵和电机联轴器的找正、对中1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意:1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
一文看懂联轴器的常规找正与对中
一文看懂联轴器的常规找正与对中本文以泵和电机的联轴器为例,系统讲解了联轴器如何找正和对中,供广大网友们借鉴和参考。
)一、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
二、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
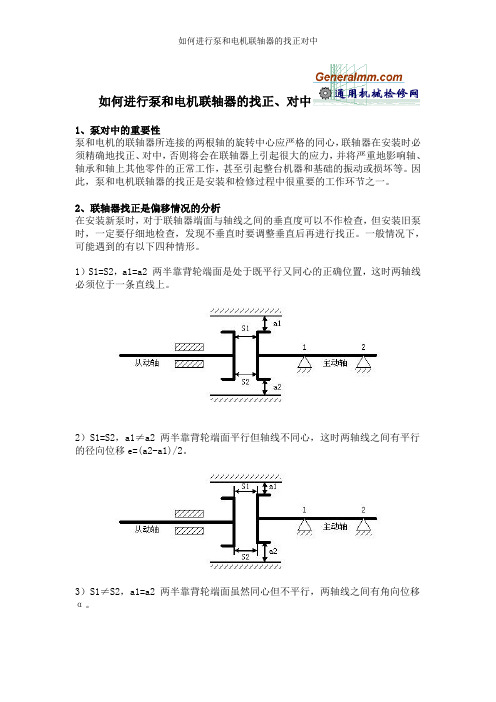
1.S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2.S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3.S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4.S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
三、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1.利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2.利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
水泵和电机联轴器的找正、对中办法
水泵和电机联轴器的找正、对中方法
1、泵对中的重要性
泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析
在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1)S1=S2,
2)S1=S2
种情况。
即在主动机(
3
1)
2)
的转动设备。
注意:
1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
2)为了看清刀形尺的光线,最好使用手电筒。
3)对于最终测量值,电机的地脚螺栓应是完全紧固,无一松动。
4)用专用工具找正时,作好同一记号,为避免测量数据误差加大,并应把靠背轮均分为4-8个点,以便取到精确的数据。
5)作好记录使找正的重要一环。
加调整垫面时有以下方法:
1)直(感)观(经验加、减垫)因为在检修中,一些泵的找正并没有完全具备良好的条件和工具,在调整时,老师傅的经验会起到很大的作用(每次加、减垫都应考虑电机螺栓的松紧状况及其余量)。
2)计算法
Ⅰ原始状态
Ⅱ抬高Δh
Ⅲ调节后的轴心线
(1)
(2)
在A、B。