JIS B1122-1996 十字槽自攻螺钉
小五金手册
目录1.螺钉.............................................................................................61.1螺纹标志及尺寸.........................................................................61.1.1米制细牙螺纹......................................................................71.1.2米制粗牙螺纹.......................................................................81.1.3英制细牙螺纹.......................................................................81.1.4英制粗牙螺纹......................................................................91.2通孔孔径...............................................................................101.3攻螺纹孔孔径..........................................................................111.3.1米制细牙螺纹........................................................................111.3.2米制粗牙螺纹........................................................................111.3.3英制细牙螺纹........................................................................121.3.4英制粗牙螺纹........................................................................131.3.5板材上孔与板边间距..................................................................131.4配合尺寸................................................................................131.5机械性能................................................................................131.6钢板厚度................................................................................141.7特殊螺钉................................................................................151.7.1自攻螺钉.........................................................................151.7.1.1硬化层深度....................................................................151.7.1.2硬度.........................................................................161.7.1.3尺寸.........................................................................16第1页共57 页1.7.1.4工作扭力...........................................................171.7.1.5结合比与预冲孔呎寸关系................................................181.7.1.6钢板孔径及抽牙高.........................................................191.7.2 塑料螺钉....................................................................201.7.2.1 螺纹形状...............................................................201.7.2.2 硬度..................................................................211.7.2.3 螺纹呎寸................................................................211.7.3 浮动螺钉....................................................................211.7.3.1 浮动螺钉形状................................................................211.7.3.2 基本要求..................................................................211.8 螺钉验证方法....................................................................22资料:.......................................................................23A.螺钉常见穴型简介...............................................................23B.常用板材硬度................................................................23C.电镀层..................................................................232.螺母............................................................................242.1制造材料......................................................................242.1.1材料牌号...................................................................242.1.2材质化学成份................................................................242.1.3 机械性能.....................................................................242.1.4 螺母材料的选取..................................................................242.2尺寸及公差......................................................................252.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.............................25菲菱科思标准化第2页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸..........................282.2.3型号为H, HN, HNL之易削钢制自锁和防锁螺母的尺寸.........................302.2.4型号为F的自铆螺母尺寸..................................................302.2.5尺寸公差...................................................................322.3 压铆要求.......................................................................322.4配合呎寸.......................................................................352.5螺母验证方法...................................................................353.螺柱............................................................................363.1制造螺柱材料.....................................................................363.1.1材料牌号.....................................................................363.1.2化学成份.....................................................................363.1.3 机械性能.....................................................................363.1.4 螺柱材料的选取.....................................................373.2尺寸....................................................................373.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱..............................373.2.1.1一般尺寸.........................................................383.2.1.2螺纹规格和螺柱长度...............................................393.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱.............................403.2.2.1一般尺寸.........................................................403.2.2.2螺纹规格和螺柱长度.................................................413.3 公差.........................................................................433.4压铆要求.......................................................................433.5螺柱验证方法.....................................................................44菲菱科思标准化第3页共57 页4.支柱.......................................................................454.1型号为“SO.SON. SOA.SOS”的通孔支柱........................................454.1.1材料牌号...........................................................454.1.2材质化学成份......................................................454.1.3机械性能...........................................................454.1.4 螺柱材料的选取.......................................................464.1.5一般尺寸............................................................464.1.6支柱规格和支柱长度..................................................474.1.7公差..................................................................494.2 其它异型支柱...............................................................494.2.1 制造材料..............................................................494.2.2尺寸...................................................................494.2.3 板材厚度及孔径........................................................514.3压铆要求...................................................................514.4 支柱验证方法...............................................................525.拉钉...........................................................................535.1 拉钉制造材料..............................................................545.2 尺寸.......................................................................545.3 拉钉验证方法...............................................................556.弹簧............................................................................566.1 弹簧制造材料...............................................................566.2弹簧钢丝呎寸..............................................................566.2.1制造弹簧用不锈钢钢丝标准直径............................................56菲菱科思标准化第4页共57 页6.2.2标准钢丝尺寸偏差.............................................................576.3 弹簧自由长度.....................................................................576.4 弹簧外径D ......................................................................576.5弹簧的总圈数....................................................................576.6 弹簧的方向......................................................................576.7弹簧验证方法....................................................................57菲菱科思标准化第 5 页 共 57 页菲菱科思标准化1. 螺钉定义:由头部和螺杆两部份构成的一类紧固件.本手册中包括的螺钉主要有机械螺钉、自攻螺钉、塑料螺钉和浮动螺钉等.机械螺钉:由头部和螺杆两部份构成的一类金属紧固件﹒主要用于一个带有内螺纹孔的零件与带有通孔的零件之间的紧固联接,不需要螺母配合;也用于带有通孔的零件之间的紧固联接,但要与螺母配合﹒属可拆卸连接.自攻螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的自攻螺钉用螺纹﹒用于紧固联接两个薄的金属构件,使之成为一体,构件上需事先制出小孔﹒这种螺钉具有较高的硬度,可直接旋入构件的孔中,使构件孔中形成相应的内螺纹﹒塑料螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的塑料螺钉用螺纹﹒可直接旋入塑料件中,用于把一个带通孔的金属(或非金属)零件与一个塑料件紧固联接在一起﹒浮动螺钉:压铆于冲件预制孔内, 用于经常拆装之冲压件的把手螺钉, 其结构特点是螺钉本体内包含弹性体. 1.1 螺纹标志及尺寸(除非特别指明,适用于所有的螺钉、螺母和螺柱)螺纹分为外螺纹和内螺纹两种,一般螺钉为外螺纹形式,螺母或螺柱为内螺纹形式,常用的螺纹如图标.第6页共57 页H:原始三角形高度P:螺距D:内螺纹公称直径d:外螺纹公称直径H1:螺纹牙高D2:内螺纹中径D1:内螺纹小径d2:外螺纹中径d1:外螺纹小径n为每英寸牙数.1.1.1米制细牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm菲菱科思标准化第7页共57 页1.1.2米制粗牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm1.1.3英制细牙螺纹P=25.4÷n H =0.866025P d=(d)×25.4 D=dH1=0.541266P d2=(d-0.649519/n)×25.4 D2=d2d1=(d-1.082532/n)×25.4 D1=d1菲菱科思标准化第 8 页 共 57 页菲菱科思标准化单位mm1.1.4英制粗牙螺纹P =25.4÷n H =0.866025P d=(d ) ×25.4 D =d H 1=0.541266Pd 2=(d -0.649519/n) ×25.4 D 2=d 2 d 1=(d -1.082532/n) ×25.4 D 1=d 1单位mm第 9 页 共 57 页菲菱科思标准化1.2通孔孔径螺钉连接零件上预制之通孔如图标:通孔孔径之尺寸如下表(单位mm):第10页共57 页1.3攻螺纹孔孔径与螺钉相配的螺纹攻丝孔孔径取决于外内螺纹结合比之大小.螺纹结合比(%)=[(螺钉公称直径-攻丝孔直径)÷(2×螺纹结合高度)]×100(%)1.3.1米制细牙螺纹(单位mm)菲菱科思标准化第11页共57 页菲菱科思标准化第12页共57 页菲菱科思标准化1.3.5板材上孔与板边间距(对所有螺钉适用)板材上螺纹孔与板边间距如图要求b≧2t (b为孔与板边的距离,t为板材厚度)1.4 配合尺寸同种规格的螺钉需与同种规格螺纹的螺母或与预攻同规格螺纹孔的钢板配合.如对M3的螺钉需与M3的螺母相配合,或者与在钢板上攻出M3的螺纹孔相配合.1.5 机械性能(包括材质与热处理)第13页共57 页一般用C<0.20%的低碳钢制造,拉伸强度要求不小于330MPa;硬度不小于95HV(90HB或52HRB);屈服强度不小于190MPa;延伸率不小于25%.部分螺钉拉力如下表:1.6 钢板厚度(取决于螺钉与内螺纹的结合长度,钢板厚度应大于实际螺纹要求之旋合长度,单位mm)菲菱科思标准化第14页共57 页注:对薄材,钢板厚度至少应大于2~3个螺距.1.7 特殊螺钉1.7.1 自攻螺钉1.7.1.1 硬化层深度一般应进行表面硬化处理.表面渗碳或碳氮共渗层深度如下表(单位mm):菲菱科思标准化第15页共57 页1.7.1.2 硬度表面渗碳或碳氮共渗处理后硬度之一般要求:表面硬度不小于45HRC [或450 HV]芯部硬度26~40HRC [270~390 HV]1.7.1.3 尺寸自攻螺钉截面应为弧形三角形,如图(L为导引长度,a为收尾长度).C、D值如下表.(单位inch)菲菱科思标准化第16页共57 页.对螺纹长度大于1/6inch,L应为2~3个螺距;对螺纹长度小于1/6inch,L应为1~2个螺距..对螺纹收尾长度应小于1个螺距.1.7.1.4 工作扭力对不同厚度钢板及预制孔,自攻螺钉之工作扭力如下表(单位lbf.inch):菲菱科思标准化第17页共57 页菲菱科思标准化第18页共57 页对不同的金属材料应选用不同的旋合比,建议选用范围如下:1.7.1.6钢板孔径及抽牙高不同规格自攻螺钉所需钢板预制孔孔径及抽牙孔高呎寸如下(单位inch):菲菱科思标准化第19页共57 页1.7.2 塑料螺钉1.7.2.1 螺纹形状菲菱科思标准化第 20 页 共 57 页菲菱科思标准化1.7.2.2 硬度一般要求硬度范围在33~39HRC[310~370HV](必要时可采用表面渗碳或碳氮共渗处理)1.7.2.31.7.3 浮动螺钉1.7.3.1 浮动螺钉形状1.7.3.2 基本要求第21页共57 页浮动螺钉铆合后与板材之间隙应在0~0.35mm.1.8 螺钉验证方法*注:对自攻螺钉用环规测量螺纹有困难时,可仅测试其C值,此时应采用特殊之三棱千分尺,且避过引导区进行.菲菱科思标准化第22页共57 页资料AB.常用板材硬度GI料:牌号C1 55~67 HRB;C2 50~65 HRB;C3 40~53 HRBEG料:45~58 HRBCRS料:45~56 HRBC.电镀层C.1在工作环境湿度低于70%的室内条件使用的小五金,镀锌层不小于0.005mm,镀镍层不小于0.010mm.C.2在城市的室外条件或可产生冷凝作用的室内条件使用的小五金,对镀锌层不小于0.008mm,对镀镍层应不小于菲菱科思标准化第23页共57 页0.020mm.2.螺母定义:螺母是带有内螺纹的紧固件,配合带有外螺纹的螺钉,利用内外螺纹连接形式,作紧固连接两个被连接件之用.本手册所讨论的是自铆螺母,亦即压铆于冲件预冲孔内, 用于固定或连接其它零件的一类螺母.2.1制造材料2.1.1材料牌号一般只用到下列两种材料JIS SUS 303不锈钢和JIS SUM22易削钢.2.1.22.1.32.1.4 螺母材料的选取菲菱科思标准化第24页共57 页应根据冲压板材硬度的不同选取不同材质的自铆螺母.如下表:2.2尺寸及公差2.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.第25页共57 页单位mm菲菱科思标准化第26页共57 页单位inch菲菱科思标准化第27页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸(米制单位为mm,英制单位为inch).第28页共57 页菲菱科思标准化第 29 页 共 57 页菲菱科思标准化2.2.4型号为F. 的自铆螺母尺寸单位mm菲菱科思标准化第31页共57 页菲菱科思标准化2.2.5一般未注公差:米制尺寸为整数的公差为±0.30mm;尺寸之小数点后面一位的公差为±0.2mm;小数点有二位的公差为±0.13mm.英制尺寸小数点后面二位的公差为±0.01inch;小数点有三位的公差为±0.005inch.2.3 压铆要求(压铆力为参考项目)螺母定位准确、压入深度A应与下模面平齐,上下模铆合高度应为一个板厚.压合后自铆螺母铆合部位应完全深入母材,不能出现间隙.目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.第32页共57 页菲菱科思标准化第33页共57 页菲菱科思标准化第34页共57 页2.4 配合呎寸同种规格的螺母需与同种规格的螺钉相配合.如对M4的螺母需与M4的螺钉相配合.2.5菲菱科思标准化第35页共57 页3.螺柱定义:压铆于冲件预冲孔内,带有螺纹,用于固定或连接其它零件的一类紧固件.3.1制造螺柱材料3.1.1材料牌号一般只用到下列三种材料:JIS SUS 303不锈钢、JIS SUM22易削钢和JIS 7075-T6铝合金.3.1.2化学成份3.1.3 机械性能菲菱科思标准化第36页共57 页3.1.4 螺柱材料的选取根据冲压板材硬度的不同选取不同材质的螺柱.如下表:*注:SO—StandOff A—Aluminum S—Stainless Steel B—Blind N—Non-Heat Treated3.2尺寸3.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱菲菱科思标准化第 37 页 共 57 页菲菱科思标准化3.2.1.1一般尺寸 单位 mm注: 3.5M3是在原有M3基础上将壁厚加厚、螺纹尺寸保持不变. 单位 inch第38页共57 页3.2.1.2螺纹规格和螺柱长度单位mm菲菱科思标准化第 39 页 共 57 页菲菱科思标准化单位 inch3.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱3.2.2.1一般尺寸第40页共57 页菲菱科思标准化单位mm单位inch3.2.2.2螺纹规格和螺柱长度第41页共57 页菲菱科思标准化单位mm单位inch第42页共57 页菲菱科思标准化3.3 公差一般未注公差: 米制尺寸为整数的公差为±0.30mm. 尺寸之小数点后面一位的公差为±0.25mm.小数点有二位的公差为±0.13mm. 英制尺寸小数点后面二位的公差为±0.01inch,小数点有三位的公差为±0.005inch.3.4 压铆要求螺柱定位准确、上模平面与下模螺柱孔底面之间的距离A应等于螺柱高度L.压合后螺柱铆合部位应深入板材,不能出现间隙.目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.第43页共57 页注: 如果螺柱安装在板厚小于1.5mm之片材上, 则推力、扭力、拉出力规格数据为原规格之80%, 安装力规格保持不变. 3.5 螺柱验证方法菲菱科思标准化第44页共57 页4.支柱定义:压铆于冲件预冲孔内, 用于安装其它零件时起导向或定位之柱体零件.4.1型号为“SO.SON. SOA.SOS”的通孔支柱4.1.1材料牌号一般只用到下列三种材料:JIS SUS 303不锈钢、JIS SUM22易削钢和JIS 7075-T6铝合金.4.1.24.1.3 机械性能菲菱科思标准化第 45 页 共 57 页菲菱科思标准化4.1.4 支柱材料的选取根据冲压板材硬度的不同选取不同材质的支柱.如下表:*注: SO —StandOff A —Aluminum S —Stainless Steel N —Non-Heat Treated4.1.5一般尺寸第46页共57 页菲菱科思标准化单位mm单位inch4.1.6支柱规格和支柱长度第47页共57 页菲菱科思标准化单位mm单位inch4.1.7公差第48页共57 页一般未注公差: 米制尺寸为整数的公差为±0.30mm. 尺寸之小数点后面一位的公差为±0.25mm.小数点有二位的公差为±0.13mm. 英制尺寸小数点后面二位的公差为±0.01inch,小数点有三位的公差为±0.005inch.4.2 其它异型支柱4.2.1 制造材料4.2.2尺寸常用异型支柱尺寸分列如图(单位mm):菲菱科思标准化第 49 页 共 57 页菲菱科思标准化支柱1 支柱2支柱 3 支柱4。
JIS B标准查询

JIS B 0001—JIS B0050JIS B0001 ERRATUM 1-2000 机械工程技术制图(勘误1)(缺)JIS B0001-2000 机械工程技术制图JIS B0002-1982 技术制图JIS B0002-1-1998 技术制图.螺钉和螺纹部件.第1部分:通用规范JIS B0002-2-1998 技术制图.螺钉和螺纹部件.第2部分:螺纹嵌镶件JIS B0002-3-1998 技术制图.螺钉和螺纹部件.第3部分:简化表示JIS B0003-1989 齿轮的制图室实施规范JIS B0004-1995 弹簧画法JIS B0005-1-1999 技术绘图.滚动轴承.第1部分:一般简化图解JIS B0005-2-1999 技术绘图.滚动轴承.第2部分:细节简化图解JIS B0006-1993 技术制图.花键和锯齿形花键的画法JIS B0011-1-1998 技术制图.管道的简化表示法.第1部分:通则和正交表示法JIS B0011-2-1998 技术制图.管道的简化表示法.第2部分:等角投影JIS B0011-3-1998 技术制图.管道的简化表示法.第3部分:通风和排水系统终端部JIS B0021-1998 几何产品规范(GPS).几何公差.形状、方向、定位和偏转公差JIS B0022-1984 几何公差的基准及基准系统JIS B0023-1996 技术制图.几何公差.最大和最小的实体公差要求JIS B0024-1988 制图.公差表示方式的基本原则JIS B0025-1998 机械制图.几何公差.位置公差JIS B0026-1998 技术制图.尺寸和公差.非钢性部件JIS B0027-2000 技术制图.剖面的尺寸和公差表示JIS B0028-2000 技术制图.尺寸和公差表示.锥形JIS B0029-2000 技术制图.方向和位置的公差表示.突出公差带JIS B0031-2003 表面特征标注方法JIS B0031-1994 表面特征标注方法JIS B0041-1999 技术绘图.中心孔简化图解JIS B0051-2004 技术绘图.未定义形状的边缘.词汇和指示JIS B0090-1-2001 光学元件和系统图的绘制.第1部分:总则JIS B0090-2-2001 光学元件和系统图的绘制.第2部分:材料缺陷.应力双折射JIS B0090-3-2001 光学元件和系统图的绘制.第3部分:材料缺陷.起泡和杂质JIS B0090-4-2001 光学元件和系统图的绘制.第4部分:材料缺陷.不均匀和擦痕JIS B0090-5-2001 光学元件和系统图的绘制.第5部分:表面形式公差JIS B0090-6-2001 光学元件和系统图的绘制.第6部分:中心校正公差JIS B0090-7-2001 光学元件和系统图的绘制.第7部分:表面缺陷公差JIS B0090-8-2001 光学元件和系统图的绘制.第8部分:表面结构JIS B0090-9-2001 光学元件和系统图的绘制.第9部分:表面处理和涂覆JIS B0090-10-2001 光学元件和系统图的绘制.第10部分:表示透镜元件数据的表JIS B0090-11-2001 光学元件和系统图的绘制.第11部分:不包含公差的数据JIS B0090-12-2001 光学元件和系统图的绘制.第12部分:非球型表面JIS B0100-1984 阀门术语JIS B 0101—JIS B 0130JIS B0101-1994 紧固件术语JIS B0102-1999 齿轮术语.与几何有关的定义JIS B0103-2005 弹簧词汇JIS B0104-1991 滚动轴承.词汇JIS B0105-1993 机床.设计.词汇JIS B0106-1996 机床.部件及操作方法.词汇JIS B0107-1991 单刃刀具术语JIS B0108-1-1999 往复式内燃机,词汇.第1部分:引擎设计和操作术语JIS B0108-2-1999 往复式内燃机.词汇.第2部分:引擎维护术语JIS B0109-1-1999 往复式内燃机.元件和系统词汇.第1部分:结构和外壳JIS B0109-2-1999 词侥谌蓟?元件和系统词汇.第2部分:主要运行齿轮JIS B0109-3-1999 往复式内燃机.元件和系统词汇.第3部分:阀门,凸轮轴驱动和起动机械JIS B0109-4-1999 往复式内燃机.元件和系统词汇.第4部分:增压和空气消耗气体管道系统JIS B0109-5-1999 往复式内燃机.元件和系统词汇.第5部分:冷却系统JIS B0109-6-1999 往复式内燃机.元件和系统词汇.第6部分:润滑系统JIS B0109-7-1999 往复式内燃机.元件和系统词汇.第7部分:控制系统JIS B0109-8-1999 往复式内燃机.元件和系统词汇.第8部分:起动系统JIS B0109-9-1999 往复式内燃机.元件和系统词汇.第9部分:控制和检测系统JIS B0110-1999 往复式内燃机.特殊元件词汇JIS B0111-1997 印刷机械.词汇JIS B0112-1994 锻压.词汇JIS B0113-1989 工业用燃烧装置术语JIS B0114-1997 木材加工机械.词汇JIS B0115-1991 电子式现金收入记录机术语JIS B0116-1978 填料和密封垫术语JIS B0117-1991 办公机械术语JIS B0119-1992 水轮机及双向泵水轮机术语JIS B0121-1999 国际齿轮符号表示法.几何数据符号JIS B0122-1978 加工方法符号JIS B0123-1999 螺纹标识系统JIS B0124-1994 滚动轴承量值符号JIS B0125-1-2001 液压气动系统及元件.图形符号和电路图.第1部分:图形符号JIS B0125-2-2001 液压气动系统及元件.图形符号和电路图.第2部分:电路图JIS B0126-2005 火力发电术语.锅炉和附属装置JIS B0127-2004 火力发电厂术语汇编(汽轮机、地热发电设备和附属装置)JIS B0128-2005 火力发电.燃气轮机和附属装置.词汇JIS B0130-2006 火力发电术语.通用术语JIS B 0131—JIS B 0200JIS B0143-1985 螺钉各部尺寸名称及符号JIS B 0201—JIS B 0250JIS B0201-1973 微型螺纹JIS B0202-1982 圆柱管螺纹JIS B0203-1982 锥管螺纹JIS B0204-1982 电线管螺纹解说JIS B0205-1982 米制粗牙螺纹JIS B0206-1973 统一粗牙螺纹JIS B0207-1982 米制细牙螺纹JIS B0208-1973 统一细牙螺纹JIS B 0251—JIS B 0300JIS B0251-1998 米制粗牙螺纹极限量规JIS B0253-1985 锥形管螺纹量规JIS B0254-1985 圆柱管螺纹量规JIS B0255-1998 统一粗牙螺纹极限量规JIS B0261-2004 圆柱螺纹量规的检查方法JIS B 0301—JIS B 0500JIS B0401-1-1998 公差和配合的ISO系统.第1部分:公差、偏差和配合的基础JIS B0401-2-1998 公差和配合的ISO系统.第2部分:孔和轴的标准公差级和极限偏差表JIS B0403-1995 铸件.尺寸公差和机械加工余量体系JIS B0404-1977 尺寸的一般允许偏差通则JIS B0405-1991 普通公差. 第1部分:无单个公差指示的线性及角度尺寸公差JIS B0408-1991 金属板冲压加工件一般尺寸公差JIS B0410-1991 金属板剪切件一般公差JIS B0411-1978 金属烧结件一般允许偏差JIS B0415-1975 钢模锻件的尺寸公差(锤锻及压锻加工)JIS B0416-1975 钢模锻件的尺寸公差.镦锻加工JIS B0417-1979 气割钢板未标注的可允许尺寸偏差JIS B0418-1999 自由锻造件的加工余量JIS B0419-1991 一般公差.第2部分:未标注公差零件的几何公差JIS B 0600—JIS B 1000JIS B0601-2001 产品几何量技术规范.表面结构:轮廓法.术语、定义和表面结构参数JIS B 1001—JIS B 1100JIS B1001-1985 螺栓和螺纹用通孔与沉孔的直径JIS B1002-1985 螺钉头、螺母的对边宽度尺寸JIS B1003-2003 螺钉头部的形状与尺寸JIS B1004-1975 螺纹底径JIS B1005-2003 外螺纹紧固件头下圆角半径JIS B1006-1985 外螺纹紧固件螺纹尾部长度与退刀槽JIS B1007-2003 自攻螺钉的螺纹形状及尺寸JIS B1008-1988 螺栓、螺钉和螺柱的开口销槽和金属丝孔JIS B1009-1991 螺栓、螺钉和螺柱.一般用途螺栓的公称长度及螺纹长度JIS B1010-2003 紧固件的名称与符号体系JIS B1011-1987 中心孔JIS B1012-1985 螺钉头十字槽JIS B1013-1994 埋头螺钉.头部外形和量规JIS B1014-1994 埋头法兰头螺钉.第2部分:十字凹槽贯穿深度JIS B1015-2001 螺栓和螺钉的六小叶片内推进特性JIS B1021-2003 紧固件公差体系JIS B1022-1999 紧固件公差.第3部分:螺栓,螺钉和螺母的垫圈.A级和C级产品JIS B1041-1993 紧固件.表面缺陷.第1部分:普通要求用螺栓、螺钉和螺柱JIS B1042-1998 紧固件.表面不连续性.第2部分:螺母JIS B1043-1993 紧固件.表面缺陷.第3部分:特殊要求用螺栓、螺钉和螺柱JIS B1044-2001 紧固件.电镀覆层JIS B1045-2001 紧固件.氢蚀致脆探测的预加负荷试验.滑动轴承表面法JIS B1046-2005 紧固件.非电解锌粉覆盖层JIS B1047-2006 耐腐蚀不锈钢紧固件的钝化处理JIS B1051-2000 碳素钢和合金钢紧固件的机械特性.第1部分:螺栓、螺钉和螺柱JIS B1052-1998 钢制螺母的机械性能JIS B1053-1999 用碳钢和合金钢制成的紧固件的机械特性.不超过拉伸强度的紧固螺纹和类似螺纹紧固件JIS B1054-1-2001 耐腐蚀不锈钢紧固件的机械特性.第1部分:螺栓、螺钉和螺柱JIS B1054-2-2001 耐腐蚀不锈钢紧固件的机械特性.第2部分:螺母JIS B1054-3-2001 耐腐蚀不锈钢紧固件的机械特性.第3部分:无拉伸应力的定位螺钉和类似紧固件JIS B1054-4-2006 耐腐蚀不锈钢紧固件的机械特性.第4部分:自攻螺钉JIS B1055-1995 钢及不锈钢耐腐蚀紧固件的机械性能JIS B1056-2000 有效力矩型钢制六角头螺母.机械和操作性能JIS B1057-2001 有色金属紧固件的机械性能JIS B1058-1995 紧固件的机械特性.第7部分:扭力试验和螺栓和直径1mm-10mm螺栓和螺纹的最小转力JIS B1071-1985 紧固件几何尺寸的测定方法JIS B1081-1991 螺纹紧固件拉伸疲劳试验方法.试验方法和结果评定JIS B1082-1987 紧固件的应力面积和支撑面积JIS B1083-1990 螺纹紧固件的紧固通则JIS B1084-1990 螺纹紧固件的紧固试验方法JIS B1085-1995 螺母的圆锥装载试验JIS B1086-1998 螺母的加宽试验JIS B1087-2004 埋头铆钉.机械试验JIS B1091-2003 紧固件验收JIS B1092-2006 紧固件.质量保证体系JIS B1099-2005 紧固件.螺栓、螺钉、螺柱和螺母的一般要求JIS B 1101—JIS B 1150JIS B1101-1996 槽头螺钉JIS B1111-2006 十字头螺钉JIS B1112-1995 十字槽木螺钉JIS B1115-1996 槽头攻丝螺钉JIS B1116-1980 精密仪器用槽头机螺钉JIS B1117-1995 一字槽定位螺钉JIS B1118-1995 方头定位螺钉JIS B1119-1995 眼镜框架用小螺钉和螺母JIS B1122-1996 十字槽自攻丝螺钉JIS B1123-1996 六角头攻丝螺钉JIS B1125-1995 自钻孔自攻丝螺钉JIS B1126-1995 六角自攻螺钉垫圈JIS B1127 ERRATUM 1-2001 六角法兰头自攻螺钉(勘误1) JIS B1127-1995 六角自攻螺钉边缘JIS B1135-1995 有槽木螺钉。
螺钉(中、日标准对照表)
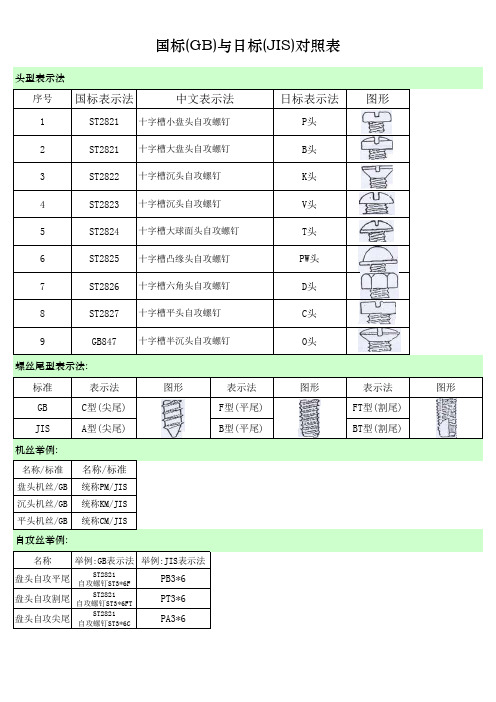
序号国标表示法日标表示法图形
1ST2821P头
2ST2821B头
3ST2822K头
4ST2823V头
5ST2824T头
6ST2825PW头
7ST2826D头
8ST2827C头
9GB847O头
标准表示法图形表示法图形表示法图形GB C型(尖尾)F型(平尾)FT型(割尾)
JIS A型(尖尾)B型(平尾)BT型(割尾)
名称/标准名称/标准
盘头机丝/GB统称PM/JIS
沉头机丝/GB统称KM/JIS
平头机丝/GB统称CM/JIS
名称举例:GB表示法举例:JIS表示法
盘头自攻平尾ST2821
自攻螺钉ST3*6F
PB3*6
盘头自攻割尾ST2821
自攻螺钉ST3*6FT
PT3*6
盘头自攻尖尾ST2821
自攻螺钉ST3*6C
PA3*6
国标(GB)与日标(JIS)对照表
十字槽六角头自攻螺钉
十字槽平头自攻螺钉
十字槽半沉头自攻螺钉
头型表示法
中文表示法
十字槽小盘头自攻螺钉
十字槽大盘头自攻螺钉
十字槽沉头自攻螺钉
十字槽沉头自攻螺钉
十字槽大球面头自攻螺钉
十字槽凸缘头自攻螺钉机丝举例:
螺丝尾型表示法:
自攻丝举例:。
常用螺纹的类型特点和应用

表)。
规牙 距
粗
细
格牙
牙
规 极格 细牙
称牙
呼粗 径牙
数 细韦
牙 氏牙
M 0.
0.3
35
5
42 # .9
40 8 4
M 0. 47
0.5
63 # .5
32 0 4
M 0. 58
0.5
84 # .2
32 6 3
M 1.
0.7
60
5
14 0# .8
24 2 3
M 1.
0.7
70
5
15 2# .5
24 8 2
一般联接多用粗牙螺纹,细 牙螺纹常用于细小零件,薄壁管件或 受冲击、振动和变载荷的联接中,也 可作为微调机构的调整螺纹用。
牙型为等腰三角形,牙 型角 α=55°,牙顶有较大的圆角, 内外螺纹旋合后无径向间隙,管螺纹 为英制细牙螺纹,尺寸代号为管子的 内螺纹大径。适用于管接头、旋塞、
1
用螺纹密封 的管螺纹
牙 .45 .5 .6 .7 .8 .0 .2 0 0 2 2 4 4 0
细0 0 0 0 0 0 1 4 4 4 3 3 2 2
牙 .35 .35 .35 .5 .5 .75 .0 8 4 0 6 2 8 8
5、钻尾螺丝:钻尾螺丝有 CSD(机械牙),BSD(自攻 AB 牙)两种。其牙
距或牙数可分别参考机械螺丝(CSD 牙)和自攻螺丝(BSD 牙)。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:
螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差
和公差的规定组合。
中华标准件日标

JIS B 1185: 1994( ) Wing nuts 蝶(翼)形螺母
JIS B 1196: 2001( ) Weld nuts 焊接螺母
JIS B 1199-2: 2001 | ISO 7042: 1997, 7719~7720: 1997,10513: 1997 ( ) Prevailing torque type nuts—part 2: All-metal hexagon nuts 有效力矩型螺母——第2部分:全金属六角螺母
日标 JIS
JIS日标 共10个小类 69个产品
开槽螺钉 JIS B 1101: 1996
十字槽螺钉 JIS B 1111: 1996
方头紧定螺钉 JIS B 1118: 1995
内六角紧定螺钉 JIS B 1177: 2007 | ISO 4026,4027,4028,4029: 2003 开槽自攻螺釘 JIS B 1115: 1996 六角头自攻螺钉 JIS B 1123: 1996
JIS B 1116: 1980( ) Slotted head machine screws for recision instruments 精密仪器用开槽(带头)机器螺钉
JIS B 1119: 1995 | ISO 11381: 1994( ) Machine screws and nuts for sectacle frames 眼镜框架用机器螺钉和螺母
JIS B 1184: 1994( ) Wing bolts 蝶(翼)形螺栓
JIS B 1187: 1995( ) Hexagon head screws with cative washer 六角头螺栓和垫圈组合件
JIS B 1189: 2005( ) Hexagon flange bolts 六角头法兰面螺栓
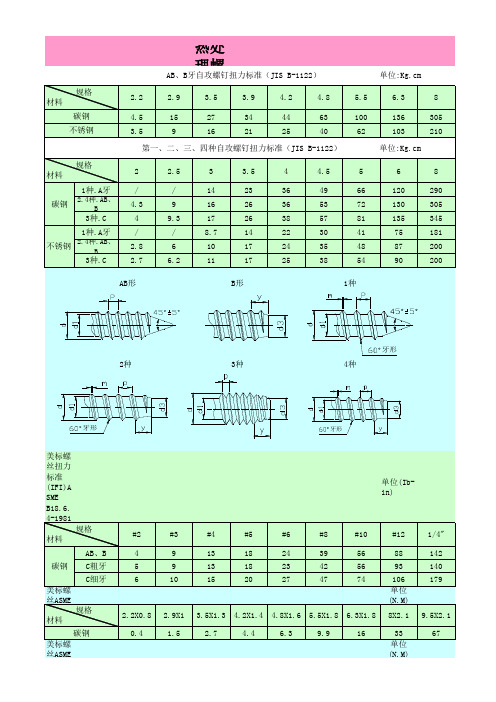
热处理螺丝的技术要求
0.154 0.147
0.166 0.159
d1
/
M6-1.0
/ / 5.24 5.36 5.36 5.36 5.54 5.54 5.54 5.54 5.54 / / 5.12 5.18 5.24 5.24 5.36 5.54 5.54 5.54 5.54 / / 5.54 5.54 5.54
5.54
5.61
5.61 5.61 5.61 5.61
螺纹数/25.4mm
m
最大
Y
短螺纹端 长螺纹端
最大 最小 最大 最小
长短分界尺寸,短螺纹最大值
第二、四种 B、AB形自攻牙螺丝螺丝尺寸
2
2.5
3
3.5
4
2
2.5
3
3.5 4
1.9
2.4
2.9
3.4
3.85
1.5
1.9
2.3
2.7
3
1.4
1.8
2.2
2.6
2.9
1.4
1.8
2.2
2.6
2.9
1.2
1.6
3 1.59
16 0.1 3.2 2.4
4 3.2
8
5 5
4.85 3.8 3.6 3.6 3.3 1.59 16 0.15 3.2 2.4
4 3.2
8
6 6 5.85 4.6 4.4 4.4 4 1.81 14 0.15 3.6 2.7 4.5 3.6 9
2种
4种
牙形 公称直径
牙形
第三种 C形自攻牙螺丝螺丝尺寸
2.9 2.9 2.79 2.18 2.08 2.01 1.88 1.06 24 0.1 2.11 1.6 2.64 2.11
紧固件基础知识
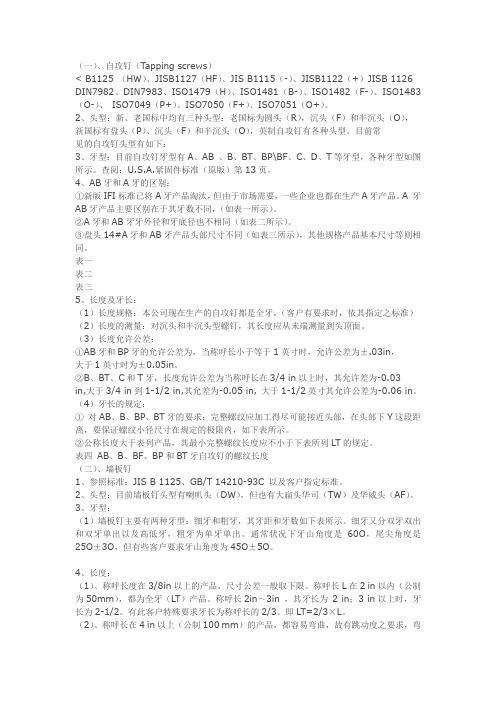
(一)、自攻钉(Tapping screws)< B1125 (HW)、JISB1127(HF)、JIS B1115(-)、JISB1122(+)JISB 1126 DIN7982、DIN7983、ISO1479(H)、ISO1481(B-)、ISO1482(F-)、ISO1483(O-)、ISO7049(P+)、ISO7050(F+)、ISO7051(O+)。
2、头型:新、老国标中均有三种头型:老国标为圆头(R),沉头(F)和半沉头(O),新国标有盘头(P)、沉头(F)和半沉头(O),英制自攻钉有各种头型。
目前常见的自攻钉头型有如下:3、牙型:目前自攻钉牙型有A、AB 、B、BT、BP\BF、C、D、T等牙型,各种牙型如图所示。
查阅:U.S.A.紧固件标准(原版)第13页。
4、AB牙和A牙的区别:①新版IFI标准已将A牙产品淘汰,但由于市场需要,一些企业也都在生产A牙产品。
A 牙AB牙产品主要区别在于其牙数不同,(如表一所示)。
②A牙和AB牙牙外径和牙底径也不相同(如表二所示)。
③盘头14#A牙和AB牙产品头部尺寸不同(如表三所示),其他规格产品基本尺寸等则相同。
表一表二表三5、长度及牙长:(1)长度规格:本公司现在生产的自攻钉都是全牙,(客户有要求时,依其指定之标准)(2)长度的测量:对沉头和半沉头型螺钉,其长度应从未端测量到头顶面。
(3)长度允许公差:①AB牙和BP牙的允许公差为,当称呼长小于等于1英寸时,允许公差为±.03in,大于1英寸时为±0.05in。
②B、BT、C和T牙,长度允许公差为当称呼长在3/4 in以上时,其允许差为-0.03 in,大于3/4 in到1-1/2 in,其允差为-0.05 in, 大于1-1/2英寸其允许公差为-0.06 in。
(4)牙长的规定:①对AB、B、BP、BT牙的要求:完整螺纹应加工得尽可能接近头部,在头部下Y这段距离,要保证螺纹小径尺寸在规定的极限内,如下表所示。
常用标准件新旧标准对照表
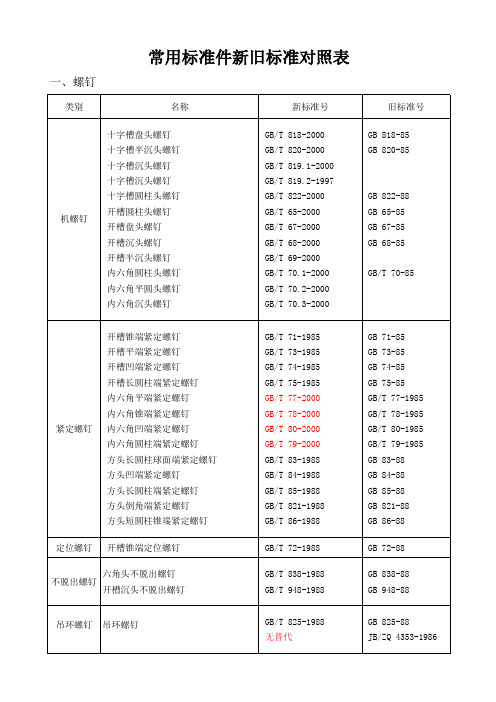
常用标准件新旧标准对照表
四、垫圈及挡圈
类别 平垫圈 C级 大垫圈 A级 大垫圈 C级 平垫圈 A级 平垫圈 倒角型 A级 圆形 销轴用平垫圈 小垫圈 A级 钢结构用高强度扭剪型垫圈 钢结构用高强度垫圈 拴接结构用平垫圈 高强度螺栓专用垫圈 工字钢用方斜垫圈 异形 槽钢用方斜垫圈 球面垫圈 锥面垫圈 重型弹簧垫圈 轻型弹簧垫圈 标准弹簧垫圈 弹簧及弹性 垫圈 波形弹性垫圈 鞍形弹簧垫圈 锥形锁紧垫圈 内齿锁紧垫圈 外齿锁紧垫圈 单耳止动垫圈 止动垫圈 双耳止动垫圈 外舌止动垫圈 圆螺母用止动垫圈 锥销锁紧挡圈 挡圈 螺钉锁紧挡圈 带锁圈的螺钉锁紧挡圈 螺钉紧固轴端挡圈 名称 新标准号 GB/T 95-2002 GB/T 96.1-2002 GB/T 96.2-2002 GB/T 97.1-2002 GB/T 97.2-2002 GB/T 97.3-2000 GB/T 848-2002 GB/T 3632-1995 GB/T 1230-2006 GB/T 18230.5-2000 JB/ZQ 4080-1997 GB/T 852-1988(轻型) GB/T 853-1988(轻型) GB/T 849-1988 GB/T 850-1988 GB/T 7244-1987 GB/T 859-1987 GB/T 93-1987 GB/T 955-1987 GB/T 860-1987 GB/T 956.1~2-1987 GB/T 861.1~2-1987 GB/T 862.1~2-1987 GB/T 854-1988 GB/T 855-1988 GB/T 856-1988 GB/T 858-1988 GB/T 883-1986 GB/T 884-1986 GB/T 885-1986 GB/T 891-1986 GB 852-88 GB 583-88 GB 849-88 GB 850-88 GB 7244-87 GB 859-87 GB 93-87 GB 955-87 GB 860-87 GB 956.1~2-87 GB 861.1~2-87 GB 862.1~2-87 GB 854-88 GB 855-88 GB 856-88 GB 858-88 GB 883-86 GB 884-86 GB 885-86 GB 891-86 GB/T 1230-1991 GB/T 848-1985 旧标准号 GB/T 95-7985 GB/T 96-1985 GB/T 97.1-1985 GB/T 97.2-1985
螺丝的国际标准
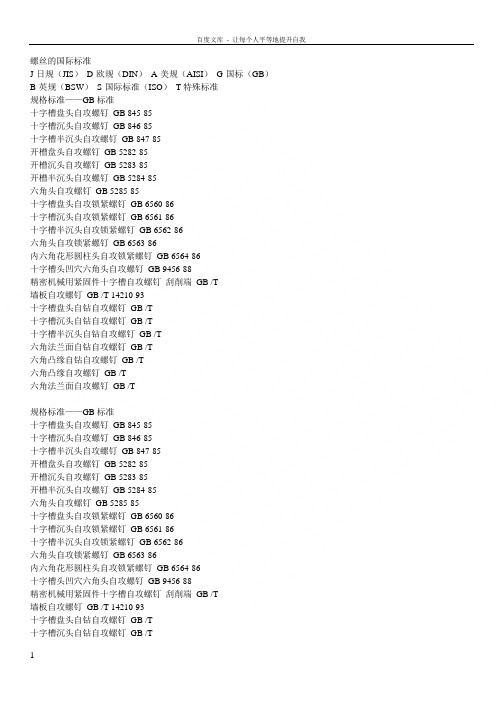
螺丝的国际标准J-日规(JIS)D-欧规(DIN)A-美规(AISI)G-国标(GB)B-英规(BSW)S-国际标准(ISO)T-特殊标准规格标准——GB标准十字槽盘头自攻螺钉GB 845-85十字槽沉头自攻螺钉GB 846-85十字槽半沉头自攻螺钉GB 847-85开槽盘头自攻螺钉GB 5282-85开槽沉头自攻螺钉GB 5283-85开槽半沉头自攻螺钉GB 5284-85六角头自攻螺钉GB 5285-85十字槽盘头自攻锁紧螺钉GB 6560-86十字槽沉头自攻锁紧螺钉GB 6561-86十字槽半沉头自攻锁紧螺钉GB 6562-86六角头自攻锁紧螺钉GB 6563-86内六角花形圆柱头自攻锁紧螺钉GB 6564-86十字槽头凹穴六角头自攻螺钉GB 9456-88精密机械用紧固件十字槽自攻螺钉刮削端GB /T墙板自攻螺钉GB /T 14210-93十字槽盘头自钻自攻螺钉GB /T十字槽沉头自钻自攻螺钉GB /T十字槽半沉头自钻自攻螺钉GB /T六角法兰面自钻自攻螺钉GB /T六角凸缘自钻自攻螺钉GB /T六角凸缘自攻螺钉GB /T六角法兰面自攻螺钉GB /T规格标准——GB标准十字槽盘头自攻螺钉GB 845-85十字槽沉头自攻螺钉GB 846-85十字槽半沉头自攻螺钉GB 847-85开槽盘头自攻螺钉GB 5282-85开槽沉头自攻螺钉GB 5283-85开槽半沉头自攻螺钉GB 5284-85六角头自攻螺钉GB 5285-85十字槽盘头自攻锁紧螺钉GB 6560-86十字槽沉头自攻锁紧螺钉GB 6561-86十字槽半沉头自攻锁紧螺钉GB 6562-86六角头自攻锁紧螺钉GB 6563-86内六角花形圆柱头自攻锁紧螺钉GB 6564-86十字槽头凹穴六角头自攻螺钉GB 9456-88精密机械用紧固件十字槽自攻螺钉刮削端GB /T墙板自攻螺钉GB /T 14210-93十字槽盘头自钻自攻螺钉GB /T十字槽沉头自钻自攻螺钉GB /T十字槽半沉头自钻自攻螺钉GB /T六角法兰面自钻自攻螺钉GB /T六角凸缘自钻自攻螺钉GB /T六角凸缘自攻螺钉GB /T六角法兰面自攻螺钉GB /T美制螺丝用于机械设备,电子产品,通讯设备,家具设备,建筑行业等行业的生产,安装维修和保养方面.英制6#-32:6#相当于公制的M多少,指螺纹规格;32相当于公制的牙距多少,指一英吋(里面有32个牙距,用除以32即得牙距的公制数字,这个数字便是1个牙距.转载请注明出自六西格玛品质论坛本贴地址螺钉的性能与等级划分国际标准管理提醒:本帖被chenmiaooo 执行锁定操作(2008-09-23)1).钢结构连接用螺栓性能等级分、、、、、、、、等10余个等级。
自攻螺钉标准

F型
ST2.2—ST9.5
同序号1
4
十字槽盘头自攻螺钉*
GB845-85
C型
F型
ST2.2— ST9.5
同序号1
5
十字槽沉头自攻螺钉*
GB846-85
C型
F型
ST2.2— ST9.5
同序号1
6
十字槽半沉头自攻螺钉*
GB847-85
C型
F型
ST2.2— ST9.5
同序号1
7
精密机械用十字槽自攻螺钉-刮削端*
A级
GB6559
③
A、B
镀锌钝化
15
墙板自攻螺钉*
GB/T14210-93
3.5-4.2 mm
A级
GB/T
14210-93
磷化处理
16
十字槽盘头自钻自攻螺钉
GB/T15856.2-1995
H型
Z型
ST2.9— ST6.3
A级
GB5280
①
GB/T3098.11-
1995
a.镀锌钝化
b.氧化
c.磷化
17
十字槽沉头自钻自攻螺钉
GB/T15856。2-1995
H型
Z型
ST2.9— ST6.3
同序号16
18
十字槽半沉头自钻自攻螺钉
GB/T15856.3-1995
H型
Z型
ST2.9— ST6.3
同序号16
19
六角法兰面自钻自攻螺钉
GB/T15856.4-1995
ST3.5— ST6.3
同序号16
M2.5-M6
A级
GB6559
③
A、B
镀锌钝化
(完整版)日标自攻螺钉规格
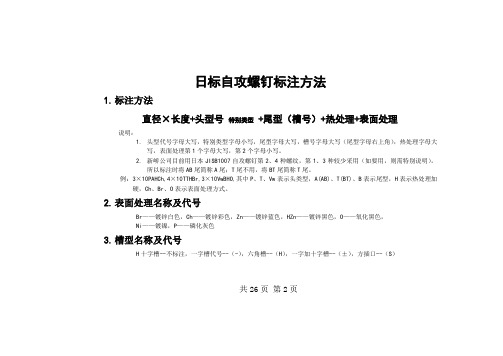
日标自攻螺钉标注方法1.标注方法直径×长度+头型号特别类型 +尾型(槽号)+热处理+表面处理说明:1.头型代号字母大写,特别类型字母小写,尾型字母大写,槽号字母大写(尾型字母右上角),热处理字母大写,表面处理第1个字母大写,第2个字母小写。
2.新峤公司目前用日本JISB1007自攻螺钉第2、4种螺纹,第1、3种较少采用(如要用,则需特别说明)。
所以标注时将AB尾简称A尾;T尾不用,将BT尾简称T尾。
例:3×10PAHCh,4×10TTHBr,3×10VwBHO,其中P、T、Vw表示头类型,A(AB)、T(BT)、B表示尾型,H表示热处理加硬,Ch、Br、O表示表面处理方式。
2.表面处理名称及代号Br——镀锌白色,Ch——镀锌彩色,Zn——镀锌蓝色,HZn——镀锌黑色,O——氧化黑色,Ni——镀镍,P——磷化灰色3.槽型名称及代号H十字槽--不标注,一字槽代号--(-),六角槽--(H),一字加十字槽--(±),方插口--(S)共26页第2页2种)供方产品质量控制指标(日标自攻螺钉)共26页第4页技术要求(日标自攻螺钉)共26页第5页技术要求(日标自攻螺钉)共26页第6页技术要求(日标自攻螺钉)共26页第7页技术要求(日标自攻螺钉)共26页第8页附表1 螺纹尺寸(JIS B1007-98的第2、4种螺纹)(B、AB、BT尾)第2种第4种单位:mm公称直径 2 2.5 3 3.5 4 4.5 5 6d 1.9~2 2.4~2.5 2.9~3 3.4~3.5 3.85~4 4.35~4.5 4.85~5 5.85~6d1 1.4~1.5 1.8~1.9 2.2~2.3 2.6~2.7 2.9~3 3.3~3.4 3.6~3.8 4.4~4.6 d2 1.2~1.4 1.6~1.8 2~2.2 2.4~2.6 2.7~2.9 3~3.3 3.3~3.6 4~4.4 螺距P 0.63 0.91 1.06 1.27 1.41 1.59 1.81 螺纹牙数/25.4mm 40 28 24 20 18 16 14 m最大0.1 0.15y 短螺纹尾部0.95~1.3 1.4~1.8 1.5~2.1 1.9~2.5 2.1~2.8 2.4~3.2 2.7~3.6 长螺纹尾部 1.3~1.6 1.8~2.3 2.1~2.6 2.5~3.2 2.8~3.5 3.2~4 3.6~4.5共26页第9页续附表1 螺纹尺寸(JIS B1007-98第1种螺纹)(A尾)单位:mm公称直径 3 3.5 4 4.5 5 6 8d1 最大 3.1 3.65 4.15 4.65 5.2 6.2 8.2 最小 3 3.5 4 4.5 5 6 8d2最大 2.2 2.6 3 3.3 3.7 4.5 6最小 2.1 2.5 2.9 3.2 3.5 4.3 5.8 螺距P 1.06 1.41 1.59 1.81 2.12 2.54 2.82螺纹牙数每25.4mm 24 18 16 14 12 10 9 m 最大0.1 0.15共26页第10页续附表1 螺纹尺寸(JIS B1007-98的第3种螺纹)(尾部C)单位:mm共26页第11页附表2长度尺寸公差表(JIS B1122、B1123自攻螺钉)共26页第12页附表3 槽号对照表附表4 JIS B1122等自攻螺钉十字槽插入深度表共26页第13页2.5 4.5 5共26页第14页P头部尺寸平圆头日标自攻螺钉备注:L表示自攻螺钉长度共26页第15页B头部尺寸球面中柱头日标自攻螺钉备注:L表示自攻螺钉长度共26页第16页共26页第17页K头部尺寸沉头日标自攻螺钉备注:L表示自攻螺钉长度公称直径d D H C约m参考Rmax2 Ф4-0.4 1.2-0.20.2 2.2 0.62.5 Ф5-0.4 1.45-0.20.2 2.6 0.63 Ф6-0.5 1.75-0.30.25 3.6 0.83.5 Ф7-0.52-0.30.254.1 0.84 Ф8-0.5 2.3-0.30.3 4.5 1.04.5 Ф9-0.6 2.55-0.30.3 4.9 1.05 Ф10-0.6 2.8-0.30.3 5.1 1.26 Ф12-0.7 3.4-0.40.4 6.7 1.4共26页第18页O头部尺寸半沉头日标自攻螺钉备注:L表示自攻螺钉长度公称直径d D H C约f约m参考Rmax2 Ф4-0.4 1.2-0.20.2 0.4 2.4 0.6 2.5 Ф5-0.4 1.45-0.20.2 0.552.9 0.63 Ф6-0.5 1.75-0.30.25 0.7 3.8 0.83.5 Ф7-0.52-0.30.25 0.84.3 0.84 Ф8-0.5 2.3-0.30.3 0.9 4.7 1.04.5 Ф9-0.6 2.55-0.30.3 15.1 1.05 Ф10-0.6 2.8-0.30.3 1.2 5.3 1.26 Ф12-0.7 3.4-0.40.4 1.4 6.9 1.4共26页第19页T头部尺寸大扁头日标自攻螺钉备注:L表示自攻螺钉长度共26页第20页V头部尺寸钵头日标自攻螺钉备注:L表示自攻螺钉长度共26页第21页Vw头部尺寸钵头带垫日标自攻螺钉备注:L表示自攻螺钉长度注:其余尺寸按V头尺寸执行。
汽车标准件手册
篇一:标准件的分类标准件的分类标准件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。
广义包括标准化的紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等机械零件。
狭义仅包括标准化紧固件。
国内俗称的标准件是标准紧固件的简称,是狭义概念,但不能排除广义概念的存在。
此外还有行业标准件,如汽车标准件、模具标准件等,也属于广义标准件。
标准件广义标准件是有明确标准的机械零(部)件和元件,(使用标准主要有中国国家标准(GB )、美国机械工程师协会标准(ANSI /ASME)等,其他日本(JIS)、德国(DIN)等标准也在世界上被广泛使用。
标准化程度高,行业通用性强的机械零部件和元件,也被称为通用件。
广义标准件包括紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等,都有相应的国家标准,跨行业通用性强。
行业标准件这概念属于行业内约定俗成的说法,并没有明确规定。
行业标准件常见的有模具标准件、汽车标准件等。
当一种产品在行业广泛通用,就是通用件;通用件标准通常由行业内领袖企业制订,并被行业内广泛接受,这样企业标准就成为事实上的行业标准,也就可以称作行业标准件了。
模具标准件具体有注塑模架、推杆推管、热流道模具等。
汽车标准件种类繁多,如火花塞、门锁,减震件、汽车紧固件等,具体见《汽车标准件手册》。
一个行业越成熟,标准化通用化程度越高,标准件就越多,行业成本就越低。
但要避免过度标准化,导致行业产品种类单调,竞争低端化。
篇二:标准件手册(11A)标准件(11B)标准件说明本《标准件手册》为《标准手册》的一个重要组成部分。
目前,标准件清单尚不完善,我们会不懈努力,使之处于不断完善之中,包括优选清单。
希望工程师们在以后的设计中尽可能选用清单中已有的标准件,特别是已注明为优选的标准件。
对采用新的标准件或不是优选的标准件标准化中心将会进行严格审查,并给出建议。