ControlPlan控制计划样本
PPAP控制计划 模板

Product 产品
Process 过程
Specia lchar. Class 特殊特 性分类
Sample 样本 Product/Process Specification/Tolerance 产品/过程 规格/公差 Evaluation/ Measurement Technique评 估/测量技术 Reaction Plan (Corrective plan) 反应计划(纠正措施)
Organization/Plant Approval/Date组织/工厂批准日期:
Customer Quality Approval/Date(If Req’d)顾客质量批准/日期(如需要):
Organization Code Other Approval/Date(If Req‘d)其他批准/日期(如需要): 组织代码: Characteristics
Control Plan 控制计划 □Prototype工程样件 □Pre-launch试生产 ■ production生产
Control Plan Number控制计划编号/版本: Key Contact/Phone主要联系人/电话: Date(Orig.)日期(编制): Date(Rev):日期(修订):2018-5-29
Part Number/Latest change Level/Molding No. 零件编号/最新更改等级/模具号: Part Name/Description零件名称/描述: Organization/Plant组织/工 厂:
Core Team核心小组:
Customer Engineering Approval/Date(If Rep'd)顾客工程批准/日期(如需要):
Other Approval/Date(If Req’d)其他批准/日期(如需要): Methods方法
控制计划Control Plan
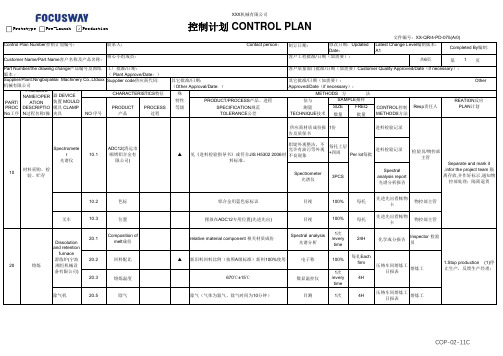
制订日期:共6页第1页SPEC特殊CHAR特性PRODUCT/PROCESS产品、进程EVALUATION/评估与PRODUCT PROCESS CLASS等级SPECIFICATION规范MEASUREMENT测量SIZE FREQ CONTROL控制产品过程TOLERANCE公差TECHNIQUE技术数量批量METHODS方法供应商材质成份报告及质保书1份进料检验记录铝锭外观整洁,不允许有油污等外观不良现象每托上层+四周进料检验记录10.2色标铝合金用蓝色标标识目视100%每托先进先出看帐物卡物控部主管叉车10.3位置摆放在ADC12专用位置(先进先出)目视100%每托先进先出看帐物卡物控部主管20.1Composition ofmelt成份relative material component 相关材质成份Spectral analysis光谱分析1次/everytime24H化学成分报告Inspector 检验员20.2回料配比▲新旧料回料比例(按照A级标准)新料100%使用电子称100%每扎Eachfirm20.3熔炼温度670℃±15℃数显温控仪1次/everytime4H除气机20.5除气除气(气体为氮气、除气时间为10分钟)目测1次4H 压铸车间熔炼工日报表熔炼工Customer Name/Part Name客户名称及产品名称:核心小组成员:客户工程批准/日期(如需要):Part Number/the drawing change产品编号及图纸版本:工厂批准/日期:( Plant Approve/Date:)客户质量部门批准/日期(如需要)Customer Quality Approved/Date(if necessary):控制计划 CONTROL PLAN文件编号:XX-QR/4-PD-075(A/0)Control Plan Number控制计划编号:联系人: Contact person:修改日期:UpdatedDate:Latest Change Level编制版本:A1Completed By编制:Supplier/Plant:Ningbojialilai Machinery Co.,Ltdxxx 机械有限公司Supplier code供应商代码:其它批准/日期:(Other Approval/Date: )其它批准/日期(如需要): OtherApproved/Date(if necessary):PART/ PROC No工序PROCESSNAME/OPERATIONDESCRIPTION过程名称/操MACHINE机器 DEVICE装置 MOULD模具 CLAMP夹具CHARACTERISTICS特征METHODS 方法NO 序号SAMPLE抽样Resp责任人REATION反应PLAN计划10材料采购、检验、贮存Spectrometer光谱仪10.1ADC12(清远市顺博铝合金有限公司)20熔炼Dissolutionand retentionfurnace溶炼炉(宁波湘恒机械设备有限公司)1.Stop production (1)停止生产,反馈生产经理;压铸车间熔炼工日报表熔炼工▲见《进料检验指导书》或符合JIS H5302 2006材料标准。
控制计划范例Control plan

≦0.5mm
目测 visual inspection
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
1h 2
筒体与样板的间距 Space between shell and templet ≦1.5mm
内圆模板 sample templet
返工或拒收 rework or reject
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
2a
加工中心 管板加工 Machine tube sheet machining Center
管板加工后厚度 sheet thickness
管孔直径 Tube hole diameter
1a
领料 raw material
pick
领料正确 raw material being used
目测 visual inspection
1次 one
每件 per piece
流转卡 sign off sheet
拒收 reject
板厚 plate thickness 等离子切割(冷凝器壳 体,蒸发器壳体,经济 器壳体) plasma cutting(cond shell,evap shell ,econ shell)
板材清洁度 shell cleanness
材料追溯号标记移植 Material trace number stamp 焊接坡口加工 welding groove 坡口机 machining(cond, evap, groove econ) machine 纵缝坡口角度 Longitudinal welding line groove angle 纵缝坡口钝边高度 Longitudinal welding line groove root face height 环缝坡口角度 Twe end welding line groove angle
control-plan-(控制计划)课件

产品/产品族: 工艺控制计划 进料检验 工艺 生产检查 工艺监控 质保监查 设备配置 预防性维护 工艺流程 操作, 工艺操作, 产品/工艺特性 SPEC CPK/日期(采样范),制图方法 ,采样计划 / 频率, 应对计划(OOCAP) 维护程序手册 , 责任区 参考文献
*
Factors Impacting a Good Control Plan
Customer Requirement 客户要求
Product/Part Characteristic 产品/部件特性
Process Characteristic 工艺特性
Process Control 工艺控制
*
Control Plan Content (What) 控制计划内容(什么)
Control plans integrate process flow,控制计划要结合工艺流程 critical process characteristics,危急工艺特性 preventative maintenance, 预防性维护 process control, 工艺控制 reaction procedures,应对程序 metrology and 测量标准和负责人 persons responsible.
在课程的最后学员有能力: At the end of this module, the student will be able to: 描述控制计划的价值观 Describe the value of a control plan. 解释控制计划中的关键因素 Explain the critical components of a control plan.
控制计划 模板
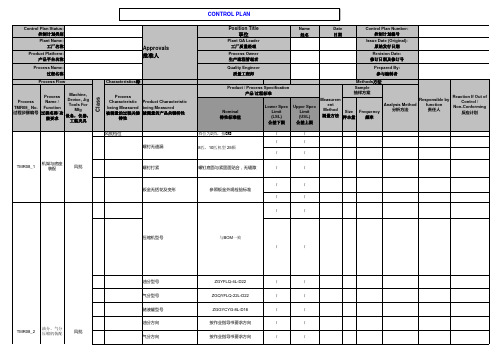
Plant Name: 工厂名称
Product Platform: 产品平台名称
Process Name: 过程名称
Process Flow
Process Machine,
Process TMR08_ No. 过程步骤编号
Name / Function 过程名称/功
Quality Engineer 质量工程师
Prepared By: 参与编制者
Product / Process Specification 产品/过程标准
Nominal 特性标准值
Lower Spec Limit (LSL)
公差下限
Upper Spec Limit (USL)
公差上限
Methods方法
/
与操作指导
/
文件相符
/
/ 尽量区分强弱电 扎线美观、松紧合适、避免刮线
/
30Pa / / / / /
/
/ / / /
/
手工螺丝刀复拧不超过半圈
/
/
听电动枪扭矩到位声
日常点检 保养记录合格 日常点检 保养记录合格 符合钎焊外观检验标准 R410a
10KG(设备显示)
/
/
/ / / 10.99
/
/
/ / / 10.01
0.8
1.2
/
/
设备状态良好
密封性良好 风批档位
风批档位
回收真空度合格
螺钉无遗漏 螺钉打紧 钣金无括花及变形
螺钉无遗漏 螺钉打紧 钣金无刮花及变形
预抽真空度合格
设备状态良好
抽空时间满足要求
日常点检 保养记录合格
冲压产品控制计划(control plan)
Control Plan
Date (Original)/日期(初版) □ Proto-type (样件) Control Plan Number (编号): Part Number/Latest Change Level (产品代号/最新版本) Core Team (核心小组) * Customer Eng'g Approval/Date, If Req'd (顾客工程的承认/日期,需要时) □ Pre-launch (试生产) ■ Production (量产) Key Contact/Phone (关键联系人/电话) Date (Revision)/日期 (改订) * Customer Quality Approval/Date, If Req'd (顾客品质的承认/日期,需要时)
依不合格品管制程序
3 4
一份 两次 100% 100%
100%
每批 每天 每批 每批
每小时
隔离送第三方验证 调整湿度 退料 退料 清理、调整模具
20
入库/贮存 材料投入
托车 托车、放料盘、卡尺 、千分尺
1 1 2 3 4 5 6 7 8 宽度(D4) 宽度(A7) 位置度(D8) 直线度(C3) 长度(C8) 长度(A8) 长度(B8) 宽度(C7) 长度(D8) 对称度(D8) 长度(A5) BURR 扇形 扭曲度 外观 规格
TE03P-0001-0106
泰科电子(苏州)有限公司
* Other Approval/Date, If Required (其他的承认/日期)
* Other Approval/Date, If Required (其他的承认/日期,需要时)
Part/ Process No. (产品/ 工程No.)
Control_Plan控制计划

控制计划--益处 控制计划--益处 --
质量:控制计划方法论减少了浪费并提高了在设计、 质量:控制计划方法论减少了浪费并提高了在设计、制 减少了浪费并提高了在设计 造和装配中产品质量。 造和装配中产品质量。 顾客满意度: 顾客满意度:控制计划集中将资源用于与对顾客来说重 要的特性有关的过程和产品,降低成本。 要的特性有关的过程和产品,降低成本。 交流:作为一个动态文件,控制计划明确并传达了产品 交流:作为一个动态文件,控制计划明确并传达了产品/ 过程特性、控制方法和特性测量中的变化。 过程特性、控制方法和特性测量中的变化。 特性 中的变化
表格栏目说明
表格栏目说明
7) 主要联系人 电话 ) 主要联系人/电话 填入负责控制计划的主要联系人姓名和电话号。 填入负责控制计划的主要联系人姓名和电话号。 8) 核心小组 ) 填入负责制定控制计划最终版本的人员的姓名和电话号。 填入负责制定控制计划最终版本的人员的姓名和电话号。建议将所有小组 成员的姓名、电话号和地址都包括进所附的分配表中。 成员的姓名、电话号和地址都包括进所附的分配表中。 9) 供方 工厂批准 日期 ) 供方/工厂批准 工厂批准/日期 如必要,获取负责的制造厂批准。 如必要,获取负责的制造厂批准。
控制计划--概述 控制计划--概述 --
控制计划不能替代包含在详细的操作 者指导书的信息。 者指导书的信息。 控制计划作为一动态文件, 控制计划作为一动态文件,反映当前 使用的控制方法和测量系统。 使用的控制方法和测量系统。
控制计划--表格 控制计划--表格 --
表格栏目说明
表格栏目说明
1) 样件、试生产、生产 ) 样件、试生产、 表示适当的分类: 表示适当的分类: 样件——在制造过程中,进行的尺寸 在制造过程中, 样件 在制造过程中 测量、材料和性能试验的描述; 测量、材料和性能试验的描述; 试生产——在样件试制后试生产,进 在样件试制后试生产, 试生产 在样件试制后试生产 行的尺寸测量、材料和性能试验的描述; 行的尺寸测量、材料和性能试验的描述; 生产——在正式生产中,产品 过程特 在正式生产中, 生产 在正式生产中 产品/过程特 过程控制、 性、过程控制、试验和测量系统人全面文 件化描述。 件化描述。 2) 控制计划编号 ) 如适用时,输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码( 如适用时,输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码(第 页共 页) 3) 零件编号、最新更改等级 ) 零件编号、 填入被控制的系统、子系统或部件编号。适用时, 填入被控制的系统、子系统或部件编号。适用时,填入源于图样规范的最近工程更改 等级和/或发布日期 或发布日期。 等级和 或发布日期。 4) 零件名称 描述 ) 零件名称/描述 填入被控制产品/过程的名称和描述 过程的名称和描述。 填入被控制产品 过程的名称和描述。 5) 供方 工厂 ) 供方/工厂 填入制定控制计划的公司和适当的分公司/工厂 部门的名称。 工厂/部门的名称 填入制定控制计划的公司和适当的分公司 工厂 部门的名称。 6) 供方代码 ) 填入按采购机构要求的识别号
五金冲压件控制计划

<<来料检验标准>>
1
41.54±0.127
治具
30分钟
反应计划 通知供应商
退回供应商
冲
2
压 成
200T冲床
尺
型
寸
外观
3
包装 磅 秤
数量
4
入库
叉车
外箱 标识
出
5
货 检
查
标识 外观 尺寸
6
出货
叉车
数量
2
51.94±0.05
治具
3 4 5 △6 7
0.8+0.02/-0.04 25.4±0.127 18.04±0.127 26.66±0.1 56.64±0.26
30分钟
1小时 1小时 1小时 1小时 1小时 全检 每批次 全检 全检 每批次
AQL允收水准
每批次
每批次
<<制程检验指导书>>
1.停机,修模. 2.对不良品进行隔离; 3.选别及返工或报废
<<包装作业指导书>>
目视 <<部品检查基准书>>
选别 返工
返工
返工 隔离,发不良联络
△ 产品特性--SPC控制 ☆ 过程
控制计划(Control Plan)
样板( ) 产品编号
试产( )
量产( ∨ )
主要联系人: 核心小组:
电话:产品名称来自Rev.供方/工厂批准日期
供方/工厂
过程 编号
过程名称
使用 工装设备
特殊特性
特殊特性 分类
1
来料 检验
数量 外观
规格
外观
供方代码
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Evalua./Meas.
Technique
评价/测量技术
Data RecordingMethod
数据记录方法
Sample样本
Control
Method
控制方法
No
编号
Product
产品
Proc
过程
Size
容量
Freq
频率
300
精磨主轴颈及去毛刺
NAXOS磨床
RM500×1000
调整中心架/标识隔离
操作者
检查员
调胎工
专检记录
1支/次
每班2次
专检
带表卡规0。001
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
5
直线度
◐
0.0064
ADCOLE量仪
首检记录
首件
首检
调整中心架/标识隔离
操作者
调胎工
专检记录
1支/次
每班2次
专检
6
主轴轴颈尺寸
◐
φ98±0。013
热状态测量按(φ98)
※
互检小头法兰孔
无漏工序
目测
互检不记录
100%
连续
互检
通知检查员上道工序操作者
操作者
检查员
1
4主档距
◐
43
塞规
首检记录
首件
首检
调整砂轮修整参数/标识隔离/当班全检
操作者
检查员
调胎工
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
2
其余主轴档距
◐
43±0。076
塞规
首检记录
首件
首检
调整砂轮修整参数/标识隔离/当班全检
5.测量时要清理好测台上的V型铁,防止拉伤轴颈.
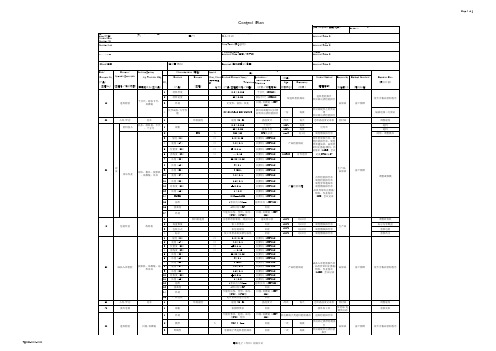
ControlPlan控制计划
Prototype样件Pre-launch试生产Production生产√
Ctrl.PlanNo。控制计划编号:康明斯C-3840—11
Part Name/Description零件名称:康明斯C曲轴
PartNo。/Rev.零件编号/最新更改级别:3917320-09
操作者
检查员
调胎工
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
3
圆角
◐
R4。2±0.2
R规
首检记录
首件
首检
调整砂轮修整参数/标识隔离/当班全检
操作者
检查员
调胎工
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
轮廓仪
专检记录
2个R
每次换砂轮
专检
4
圆度
◐
0.0064
ADCOLE量仪
首检记录
首件
首检
每班2次
巡检
定检记录
1支/次
每天2次
定检
8
对相邻轴颈跳动
◐
0.051
相邻轴颈跳动检具
首检记录
首件
首检
调整中心架/做标识挂标签/当班全检
操作者
检查员
调胎工
自检记录
1支
每10支
自检
巡检记录
1支/次
每班3次
巡检
ControlPlan控制计划
Prototype样件Pre—launch试生产Production生产√
ControlPlan控制计划
Prototype样件Pre-launch试生产Production生产√
Ctrl. Plan No。控制计划编号:康明斯C-3840—11
PartName/Description零件名称:
Part No。/Rev。零件编号/最新更改级别:3917320-09
Date(Orig.)编制日期:2004.07.30
Ctrl. Plan No.控制计划编号:康明斯C—3840-11
Part Name/Description零件名称:康明斯C曲轴
PartNo./Rev。零件编号/最新更改级别:3917320-09
Date(Orig.)编制日期:2004。07.30
Date(rev.)修改日期:
ProcNo。
工序
号
连续
自检
通知调胎工和质量段长
操作者
15
磨削裂纹
无磨削裂纹
探伤
探伤不记录
1支/次
每班2次
专检
重新修整砂轮/标识隔离
操作者
注意事项:
1.加工前清理工件两端中心孔内的污物,并观察中心孔内是否有拉伤;
2.鸡心夹要上紧,防止驱动打滑;
3.加工时目测两侧磨削火花是否均匀,不均匀退出砂轮,手动调整;
4.每加工完1支工件观察中心架是否拉伤轴颈,有拉伤现象立即通知调胎工;
粗糙度对比块
首检不记录
首件
首检
调整砂轮修整参数/标识隔离
操作者
检查员
调胎工
自检不记录
100%
连续
自检
巡检不记录
2支/次
每班3次
巡检
13
砂轮修磨
每加工350个轴颈修整一次(有烧伤立即修)
目测
自检不记录
100%
连续
自检
调整砂轮修整修整参数
操作者
14
磨削方向
◐
从小头看按逆时针方向旋转
目测
自检不记录
100%
专检记录
1支/次
每班2次
专检
带表卡规0。001
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
11
轴颈粗糙度
Ra0。63
目测
粗糙度对比块
首检不记录
首件
首检
调整砂轮修整参数/标识隔离
操作者
检查员
调胎工
自检不记录
100%
连续
自检
巡检不记录
2支/次
每班3次
巡检
12
圆角及侧面粗糙度
◐
Ra0。8
Ra1.6
目测
带表卡规0.001
首检记录
首件
首检
调整补偿值/标识隔离
操作者
检查员
自检记录
100%
连续
自检
巡检记录
2支/次
每班3次
巡检
X-R图
5支/次
每班1次
自检
7
主轴跳动
φ0.1
平台/V型铁/百分表0。01
首检记录
首件
首检
调整中心架/做标识挂标签/当班全检
操支
每10支
自检
巡检记录
1支/次
产品/过程规范/公差
Evalua。 /Meas.
Technique
评价/测量技术
DataRecording Method
数据记录方法
Sample样本
Control
Method
控制方法
No
编号
Product
产品
Proc
过程
Size
容量
Freq
频率
300
精磨主轴颈及去毛刺
NAXOS磨床
RM500×1000
9
轴向尺寸
◐
137±0.25
274±0。25
411±0。25
轴向尺寸在线测台0.01
首检记录
首件
首检
调整加工参数或分档器/标识隔离/当班全检
操作者
检查员
调胎工
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
10
轴颈锥度
◐
0。013
ADCOLE量仪
首检记录
首件
首检
调整头尾架/标识隔离
操作者
检查员
调胎工
Date(rev。)修改日期:
Proc No.
工序
号
Operation
Description
工序名称
Machine,
JigTools
forMfg.
生产设备
Characteristics特性
Special
C&C
特殊特
性分类
Methods方法
Reaction
Plan
反应
计划
Dep.
Resp.
责任部门
Product/Proc Specification/Tol
Operation
Description
工序名称
Machine,
JigTools
forMfg。
生产设备
Characteristics特性
Special
C&C
特殊特
性分类
Methods方法
Reaction
Plan
反应
计划
Dep。
Resp。
责任部门
Product/Proc Specification/Tol